El mantenimiento y validación de tuberías de grado alimentario no se trata solo de ejecutar un ciclo de limpieza según el programa. En instalaciones de biotecnología y farmacéuticas, la confiabilidad a largo plazo de las tuberías depende de si el sistema aún drena, limpia, sella y funciona como lo diseñó originalmente después del arranque, uso repetido, intervención de mantenimiento y cambios en campo. Una línea puede permanecer mecánicamente intacta y aún convertirse en un riesgo higiénico si los ensambles locales comienzan a retener líquido, las interfaces de sellado envejecen mal, las áreas adyacentes a las soldaduras se vuelven más difíciles de inspeccionar o la documentación ya no demuestra que el sistema permanece en un estado controlado.
Por eso, un buen mantenimiento de tuberías de grado alimentario es inseparable de la lógica de validación. El mantenimiento no solo protege el tiempo de actividad. Protege la limpiabilidad, el control de contaminación, la disciplina de control de cambios y la cadena de evidencia necesaria para demostrar que el sistema aún respalda su uso validado. En la práctica, la primera falla higiénica generalmente no aparece en medio de un tubo recto. Aparece en una rama de muestreo, una junta con empaque, un punto de drenaje bajo, un cuerpo de válvula o una soldadura local reparada donde el sistema es menos tolerante.
Esta guía explica cómo los ingenieros mantienen y validan sistemas de tuberías de grado alimentario en instalaciones de biotecnología, qué realmente falla primero en operación real, cómo priorizar el esfuerzo de inspección y mantenimiento, cuándo la actividad de mantenimiento debe desencadenar una revisión de validación y cómo conectar el mantenimiento a nivel de componentes con el control higiénico a largo plazo.

Lo que realmente significa el mantenimiento de tuberías de grado alimentario
El mantenimiento es más que limpieza programada
En tuberías de grado alimentario, el mantenimiento es un sistema de control, no un evento de calendario. La limpieza de rutina es importante, pero es solo una parte del ciclo de vida. El mantenimiento real también incluye revisión de drenabilidad, lógica de reemplazo de empaques y diafragmas, inspección de válvulas, seguimiento de condición de soldaduras, verificaciones de ensambles locales y documentación de lo que cambió. En entornos de biotecnología, una línea no está bien mantenida solo porque se ha limpiado a tiempo. Está bien mantenida cuando los ensambles locales de mayor riesgo aún se comportan higiénicamente y la instalación puede demostrarlo.
Esto es consistente con FDA 21 CFR 211.67, que requiere procedimientos escritos para la limpieza y mantenimiento de equipos, incluyendo responsabilidad, programaciones, métodos y protección del equipo limpio después de la limpieza. En términos de ingeniería, eso significa que un programa de mantenimiento higiénico debe escribirse como un sistema de control de contaminación, no como una hoja genérica de mantenimiento preventivo.
Consejo experto: si el plan de mantenimiento trata todas las secciones de línea por igual, generalmente es demasiado mecánico y no lo suficientemente higiénico. El sistema debe mantenerse según el riesgo local, no por la longitud de la tubería.
Por qué el Mantenimiento y la Validación No Pueden Separarse
Un sistema de tuberías higiénico solo está verdaderamente mantenido si permanece dentro de su intención operativa validada. Reemplazar una junta, cambiar un diafragma, revisar una rama, reparar una soldadura o incluso ajustar soportes puede cambiar cómo un ensamblaje local drena, sella o se limpia. Eso puede no detener la producción inmediatamente, pero puede cambiar los supuestos detrás de la verificación de limpieza, las expectativas de condición de superficie o los registros de control de cambios. En trabajos regulados de biotecnología, es por eso que la actividad de mantenimiento a veces se convierte en un problema de validación.
Caso típico de la industria: un circuito permaneció hermético después de una reparación de soldadura local, pero la revisión de validación aún tuvo que reabrirse porque la sección reparada cambió el conjunto original de registros de soldadura y planteó nuevas preguntas sobre la condición de superficie local y el estado de inspección. El problema no fue una fuga visible. El problema fue que la cadena de evidencia higiénica había cambiado.
Esto también es por qué Anexo 1 de la GMP de la UE coloca el control de contaminación dentro de una estrategia de ciclo de vida más amplia. El mantenimiento preventivo, la investigación, el análisis de causa raíz, CAPA y la revisión periódica del CCS influyen en si la instalación permanece en un estado controlado.
Por qué la Falla Higiénica Generalmente Comienza en Ensamblajes Locales
El primer punto débil en un sistema de tuberías de grado alimentario rara vez es la sección recta. Suele ser el punto de muestreo, el grupo de válvulas, la tee de derivación, el férulo con junta, el colector local o el bolsillo de drenaje bajo donde el intercambio de flujo es más débil y las consecuencias higiénicas son mayores. Una línea puede parecer estable en el retorno principal mientras un conjunto de muestreo sigue generando hallazgos de inspección repetidos. Eso no es inusual. Es uno de los patrones de mantenimiento más comunes en sistemas de grado alimentario en el mundo real.
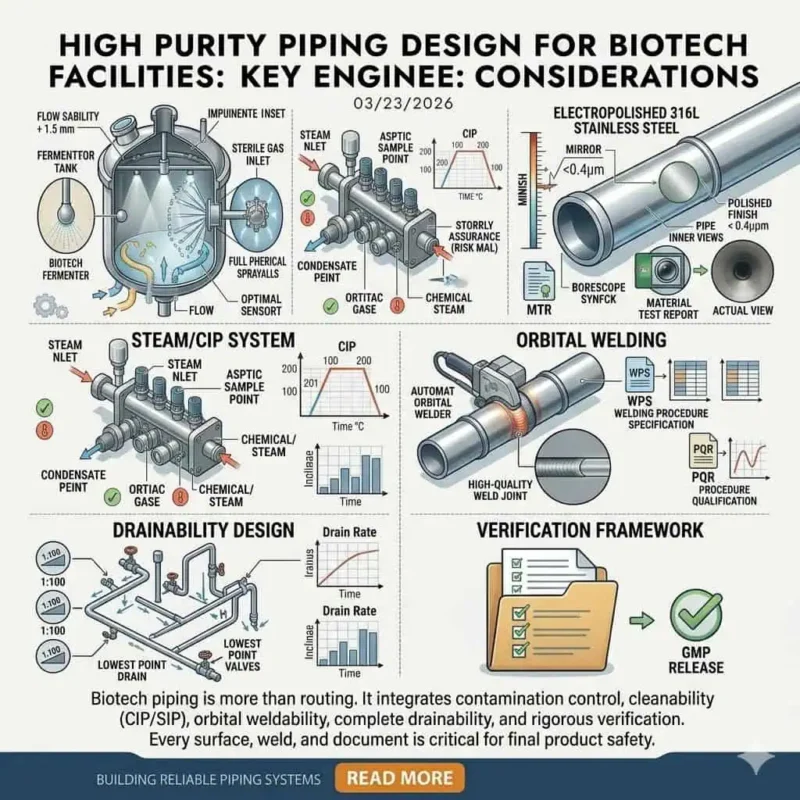
Por eso este artículo debe leerse junto con Diseño de Tuberías de Alta Pureza para Instalaciones Biotecnológicas. Los conjuntos que son más difíciles de mantener suelen ser los que fueron más difíciles de diseñar correctamente desde el principio.
Los Principales Modos de Falla que los Ingenieros Realmente Ven
Tramos Muertos y Geometría de Derivación Débil
El comportamiento de tramo muerto sigue siendo uno de los problemas de mantenimiento higiénico más repetidos porque suele hacerse visible solo después de que comienza la operación real. Una derivación puede parecer aceptable en un dibujo, pero una vez que la línea ha experimentado ciclos de limpieza, retención, períodos de parada y uso real por operadores, un conjunto local puede retener fluido repetidamente o mostrar una respuesta de limpieza inconsistente. El circuito principal aún puede parecer saludable mientras la derivación no lo es.
Caso típico de la industria: la línea principal cumplió repetidamente las expectativas de limpieza, pero una derivación de muestreo continuó generando preocupación porque el intercambio local era débil y la geometría de la derivación nunca se comportó realmente como el resto del circuito. La acción correctiva no fue “limpiar más fuerte”. Fue reevaluar el conjunto local como un problema de diseño y mantenimiento higiénico.
Consejo experto: evalúe la derivación local más difícil, no la sección recta más fácil. Si un conjunto local no puede intercambiar fluido y drenar de manera confiable, ese es el diseño que importa.

Mala Capacidad de Drenaje y Líquido Retenido
El líquido retenido es una de las señales más claras de que una línea de grado alimentario ya no se comporta como se pretendía. Cambia el siguiente ciclo de limpieza, aumenta el riesgo de contaminación local, debilita el rendimiento del secado y hace que la resolución de problemas sea menos confiable. En los sistemas de biotecnología, el agua de enjuague retenida o el condensado en un punto bajo local no es solo una molestia. A menudo es la primera señal de que una posición de soporte cambió, una orientación de válvula es incorrecta, una rama está poco revisada o la suposición original de capacidad de drenaje ya no coincide con la realidad instalada.
Rango típico de ingeniería: incluso una sección retenida corta en una rama, punto de muestreo o cuerpo de válvula puede dominar el riesgo higiénico de un bucle mucho más largo si esa ubicación atrapa repetidamente fluido después del enfriamiento de CIP o SIP. La consecuencia exacta depende del fluido del proceso, el historial de temperatura, el régimen de limpieza y el tiempo de retención.
Consejo experto: cuando una línea funciona repetidamente por debajo de lo esperado higiénicamente, verifique primero dónde se queda el fluido. La primera pregunta útil de mantenimiento generalmente no es “¿Se ejecutó el ciclo?” sino “¿Se vació realmente el peor conjunto local?”
Degradación de Sellos y Juntas
Muchos “problemas de tuberías” son en realidad problemas de interfaz de sellos. Las juntas, diafragmas, asientos de válvulas y otras partes mojadas no metálicas a menudo se convierten en el primer punto débil real porque experimentan compresión repetida, ciclos térmicos, exposición química, exposición al vapor y manipulación durante el reensamblaje. Una línea puede seguir funcionando mientras el margen higiénico real ya se está reduciendo en la interfaz del sello.
Caso típico de la industria: Una conexión de abrazadera que ya no se comportaba de manera predecible fue tratada inicialmente como una molestia de hardware. Una revisión posterior mostró que la alineación del férrule se había vuelto inconsistente y que la junta había sido repetidamente sobrecomprimida durante las intervenciones. El síntoma visible era menor. La inestabilidad higiénica subyacente era mayor.
Rango típico de ingeniería: La vida útil de la junta está fuertemente influenciada por la química, la temperatura, el ciclo de presión, el historial de compresión y las prácticas de manejo. Por esa razón, los buenos sitios suelen combinar el reemplazo programado con la revisión basada en condiciones en lugar de depender de un solo método.

Riesgo en la Zona de Soldadura
La zona de soldadura a menudo domina el riesgo higiénico más que la pared general del tubo. La irregularidad de la superficie, la calidad inconsistente de la purga, el historial de reparaciones, la decoloración local o la falta de coincidencia del acabado alrededor de una soldadura pueden convertir un sistema técnicamente aceptable en uno sensible al mantenimiento. Este es uno de los patrones de fallo más realistas en la tubería biotecnológica: el material base está bien, pero la condición local fabricada se convierte en el punto débil con el tiempo.
Caso típico de la industria: El material seleccionado cumplía con la especificación, pero una soldadura reparada en un área densa en ramificaciones desencadenó repetidamente inspecciones adicionales porque la condición de la superficie local ya no coincidía con la intención higiénica del bucle. La lección no fue que la elección del material fuera incorrecta. La lección fue que la calidad de la soldadura y la evidencia de mantenimiento no pueden separarse.
Para el lado del material y acabado de esta lógica, conecte este artículo con Acero Inoxidable 316L en Aplicaciones de Bioprocesos.
Conjuntos de Válvulas, Muestreo e Instrumentos
Las válvulas y las interfaces de proceso locales requieren más atención de mantenimiento porque combinan más variables higiénicas en menos espacio. Los asientos, diafragmas, cavidades, geometría de ramales, comportamiento de drenaje y la interacción repetida del operador convergen allí. En muchos sistemas, la carga real de mantenimiento no es la línea principal. Es el conjunto que tiene la mayor consecuencia higiénica y el menor margen de error.
Cómo luce un buen programa de mantenimiento de tuberías de grado alimentario
Chequeos de rutina
Los chequeos de rutina deben enfocarse en los conjuntos con mayor probabilidad de fallar higiénicamente, no solo en los puntos más fáciles de observar. Esto incluye ubicaciones de fugas repetidas, ramales de muestreo, puntos de bajo drenaje, juntas con empaquetaduras, cuerpos de válvulas y conjuntos con historial de intervención o respuesta de limpieza difícil. Un buen chequeo de rutina no es un paseo buscando solo daños obvios. Es una inspección dirigida para verificar si la línea aún se comporta como un sistema de alta pureza limpiable.
Mantenimiento preventivo
El mantenimiento preventivo en tuberías de grado alimentario debe ser específico por componente, no genérico. Las líneas de tubería, interfaces de abrazaderas, diafragmas, grupos de válvulas, puertos de muestreo y conjuntos soldados no envejecen de la misma manera. Un programa de mantenimiento maduro refleja esa diferencia. Los sitios biotecnológicos más estables generalmente no dependen de un intervalo único para todo. Construyen lógicas diferentes de revisión y reemplazo en torno a diferentes modos de falla higiénica.
Consejo experto: Si un conjunto local tiene un historial repetido, acorte primero la lógica de mantenimiento allí en lugar de distribuir la misma carga de mantenimiento preventivo en todo el circuito.
Mantenimiento basado en disparadores
Algunas condiciones deberían desencadenar una revisión inmediata en lugar de esperar al siguiente intervalo programado. Fugas repetidas, líquido retenido inexplicable, preocupación repetida por limpieza ATP o visual, olor local o arrastre de residuos, cambio visible en la soldadura, o inestabilidad recurrente del sello suelen indicar que el problema ya no es rutinario. En un sistema de grado alimentario, el comportamiento anormal repetido en una ubicación suele ser más valioso que una larga lista de verificación que muestre que el resto del circuito parecía normal.
| Desencadenante de Mantenimiento | Lo que Suele Significar | Respuesta de Ingeniería Recomendada |
|---|---|---|
| Fuga repetida en la misma junta local | Inestabilidad de la interfaz del sello, desalineación o tensión local del montaje | Revisar el ajuste del férula, el historial de la junta y la geometría local en lugar de solo apretar |
| Líquido retenido después de la limpieza | Problema de drenabilidad u orientación local | Verificar soportes, pendiente, orientación de válvulas y comportamiento de ramales |
| Repetir ATP / preocupación por residuos | Fallo de limpieza local | Escalar revisión de ramal o ensamblaje, no solo ajustes de ciclo |
| Preocupación por decoloración de soldadura local o acabado | Riesgo de condición superficial o problema de historial de reparaciones | Revisar estado de inspección, historial de reparaciones y significancia higiénica |
| Olor inesperado o arrastre | Riesgo de contaminación local relacionado con retención o sellado | Inspeccionar ensamblajes locales primero, especialmente interfaces de muestra y válvulas |
Consideraciones de Validación Después del Arranque
La Validación No Es Solo una Actividad Inicial del Proyecto
La validación de tuberías de grado alimentario no se detiene una vez que el sistema funciona con éxito por primera vez. Después del arranque, el sistema aún debe permanecer dentro de los supuestos que lo hicieron aceptable en primer lugar. Si el mantenimiento, la reparación, la sustitución de componentes o el ajuste en campo cambian cómo se comporta un conjunto local, la carga de validación también puede cambiar. Una línea que aún transfiere fluido no es automáticamente una línea que aún cumple con su intención higiénica y de calificación original.
Esta es una razón por la que el Anexo 1 importa más allá de las salas de llenado estéril. Su marco CCS requiere una revisión continua y periódica de la efectividad del control de contaminación, no solo una aprobación de diseño única.
Qué Cambios de Mantenimiento Deberían Desencadenar una Revisión de Validación
No todas las acciones de mantenimiento necesitan el mismo nivel de escalada, pero algunas claramente afectan más el estado validado que otras. Las reparaciones de soldadura local, las modificaciones de ramales, los cambios en el material de sellado, el reemplazo de válvulas en puntos higiénicos críticos, los cambios de soporte que afectan la capacidad de drenaje y el retrabajo relacionado con el acabado son todos ejemplos que pueden alterar la limpiabilidad, la inspeccionabilidad o el cierre de documentación lo suficiente como para justificar una revisión. En los sistemas de biotecnología, la pregunta correcta no es solo “¿Lo reparamos?” Es “¿Cambiamos los supuestos bajo los cuales este conjunto fue originalmente aceptado?”
Caso típico de la industria: Una reparación en campo resolvió un problema práctico de enrutamiento, pero forzó una revisión posterior porque la configuración final de la rama ya no coincidía con la lógica de limpiabilidad originalmente aceptada. La reparación mecánica fue fácil. Reconstruir la confianza en la intención higiénica tomó más tiempo.

La Diferencia Entre Operable y Aún Validado
“Aún operable” y “aún validado” no son el mismo estándar. Un circuito puede ser hermético a la presión, visualmente aceptable y capaz de transportar fluido de proceso, mientras aún necesita una revisión higiénica más profunda porque la limpiabilidad local, el estado de la documentación o la trazabilidad de los componentes han cambiado. En instalaciones biotecnológicas reales, esa distinción es de donde provienen muchas sorpresas en etapas tardías.
Estrategia de Inspección: Dónde Mirar Primero
Ubicaciones de Mayor Riesgo
La primera prioridad de inspección generalmente debería ser los ensamblajes locales con la mayor consecuencia higiénica. Los puntos de muestreo, puntos bajos, tes de ramificación, juntas de férula con empaquetadura, interfaces de válvulas de diafragma, conexiones de instrumentos y zonas de soldadura reparadas comúnmente son más informativos que una mirada general a la línea principal. En muchos circuitos, un ensamblaje local no resuelto te dice más sobre el rendimiento higiénico real que diez tramos rectos de apariencia limpia.
Revisión Visual, Apertura Local y Lógica de Borescopio
La profundidad de la inspección debe coincidir con el riesgo higiénico. Algunas ubicaciones pueden evaluarse visualmente. Otras justifican una apertura controlada, una inspección local dirigida o una revisión con borescopio porque el riesgo real es interno y local en lugar de externo y obvio. El objetivo de ingeniería no es abrir todo. Es inspeccionar las ubicaciones con mayor probabilidad de fallar de una manera que importe higiénicamente.
Why the Main Loop Can Look Fine While the Local Assembly Fails
This is one of the most repeated patterns in hygienic troubleshooting. The main return looks acceptable, the overall system trend looks stable, but one branch or valve assembly keeps creating repeat concern. That does not mean the system is random. It usually means the inspection strategy has to move from loop-level reassurance to local-assembly evidence.
Maintenance by Component Type
Tubing and Welded Runs
For straight tubing and welded runs, the main concern is not usually the bulk tube wall. The concern is whether the installed line still drains, whether supports or routing have changed local behavior, and whether repaired or high-density weld areas are still consistent with the intended hygienic state. Weld history matters more than outer appearance alone.
Clamp Joints and Ferrules
Clamp-fit assemblies should be maintained as controlled interfaces, not casual access points. Alignment, gasket condition, compression history, local residue behavior, and repeat reassembly quality all influence whether the connection remains hygienically stable over time.
Diaphragm Valves and Valve Blocks
Valve blocks deserve higher maintenance sensitivity because they combine seal wear, local geometry, thermal exposure, and repeated hygienic scrutiny. In many biotech systems, the valve or diaphragm interface is where maintenance and validation logic meet most directly.
Sample Assemblies and Instrument Connections
Small local interfaces often deserve the most aggressive hygienic maintenance attention. The reason is simple: they are easier to overlook, more likely to create local hold-up, and more likely to be touched by operators or modified in the field. In real operation, these locations often define the true maintenance maturity of the loop.
How Maintenance Logic Connects to Regulatory and GMP Thinking
Why Design and Maintenance Must Support Intended Use
FDA 21 CFR 211.63 is valuable because it frames equipment as something that must be appropriately designed for intended use and for cleaning and maintenance. In hygienic piping, that means the maintenance burden is part of the original engineering suitability of the system, not just a later operating inconvenience.
Why Product-Contact Condition Still Matters During Maintenance
FDA 21 CFR 211.65 matters because it requires product-contact surfaces to remain non-reactive, non-additive, and non-absorptive. In practice, maintenance decisions that alter local surface condition, seal family, or component identity should be reviewed through that same product-contact logic, not only through mechanical convenience.
Why Written Cleaning and Maintenance Control Matters
FDA 21 CFR 211.67 is important because it ties equipment cleaning and maintenance to written procedures. That means hygienic upkeep is not a matter of tribal knowledge or local habit. It has to be defined, repeatable, and reviewable. In a biotech facility, undocumented maintenance logic is weak maintenance logic.
Why Annex 1 Makes This a Contamination-Control Topic
EU GMP Annex 1 matters because it frames contamination control as a facility-wide strategy, not a single cleaning event. Its CCS logic explicitly includes design, process validation, preventive maintenance, cleaning and disinfection, monitoring, root-cause investigation, CAPA, and continuous improvement. That is exactly why hygienic piping maintenance should be treated as part of ongoing contamination control and not as a detached utility activity.
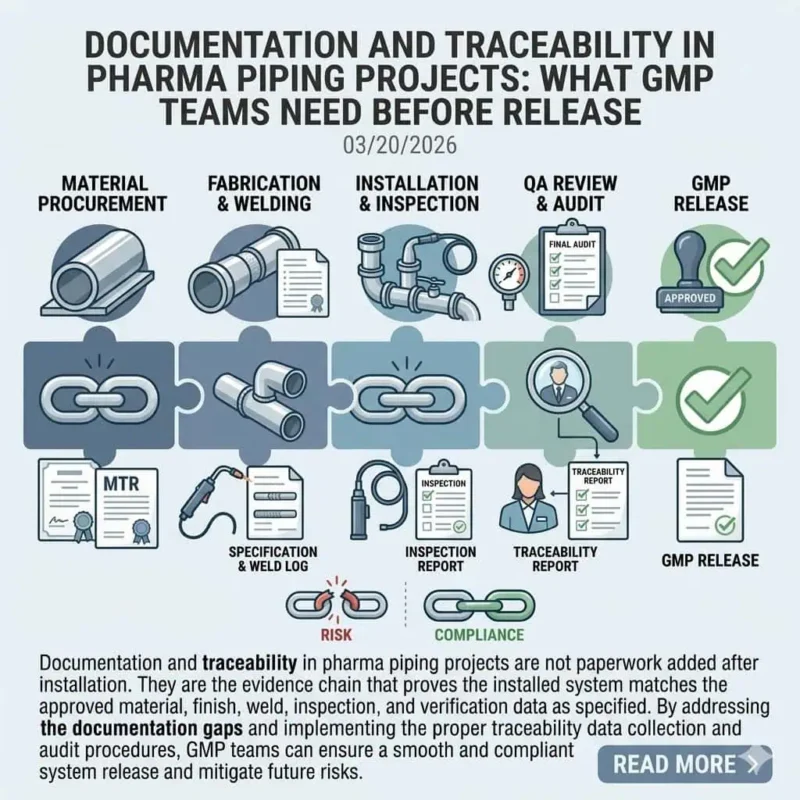
For the documentation side of this lifecycle logic, connect this article with Documentación y Trazabilidad en Proyectos de Tubería Farmacéutica.
How Engineers Actually Decide What to Do Next
Step 1: Identify the Real Hygienic Failure Mode
Start with the actual failure mode, not the most visible symptom. Is the issue local retention, repeat leak, weak seal life, weld-zone concern, branch cleanability, or documentation mismatch? The wrong root-cause framing often leads to the wrong maintenance action.
Step 2: Decide Whether the Issue Is Local or Systemic
Many biotech piping problems are highly local even when the system trend looks stable. That is why one problematic branch should not be diluted by the fact that the rest of the loop appears acceptable. Local hygienic problems require local engineering attention.
Step 3: Decide Whether the Action Changes Validated State
Before acting, ask whether the proposed maintenance step changes more than mechanical condition. If it changes material identity, seal family, finish, branch configuration, weld history, or local cleanability logic, it may also change validation burden.
Step 4: Close the Evidence Chain
The technical repair is not the whole repair. In controlled hygienic systems, the evidence chain also needs to be closed so the line remains maintainable, inspectable, and releasable after the intervention.
Errores comunes
Treating Maintenance as a Time Interval Only
A purely time-based maintenance plan usually misses the assemblies with the highest hygienic consequence.
Over-Relying on Cleaning Cycles Without Reviewing Local Geometry
A branch that does not exchange and drain well will not become reliable just because the main cycle ran on time.
Replacing Seals Without Reviewing Compatibility and Compression History
Seal instability is often a local design-and-maintenance issue, not just a consumable issue.
Ignoring Weld-Zone Condition
A correct material with a weak weld history is still a hygienically weaker system than it looks from a distance.
Assuming “No Leak” Means “Hygienically Correct”
A dry local assembly can still be harder to clean, harder to inspect, or less stable than the design intended.
Practical Maintenance and Validation Checklist
Antes del arranque
- Confirm the installed loop drains as intended.
- Check local high-risk assemblies, not only main runs.
- Verify gasket, diaphragm, and valve status at critical hygienic points.
- Confirm that documentation and release evidence match the installed system.
During Routine Operation
- Track repeat leak locations.
- Review retained liquid, odor, or carryover concerns.
- Monitor sample points, branch assemblies, and local valve interfaces closely.
- Escalate repeated local findings instead of averaging them into loop-wide normality.
Before Requalification or QA Review
- Review maintenance history at critical local assemblies.
- Check whether repairs or substitutions changed validated assumptions.
- Confirm weld-related records, component identity, and inspection closure.
- Reassess the hardest-to-clean points, not just the easiest ones to document.

| Maintenance Topic | Cómo se ve un Buen Control | Lo que Suele Salir Mal |
|---|---|---|
| Control de tramo muerto | Local branches are treated as high-risk assemblies | Main loop looks fine while one branch keeps failing hygienically |
| Capacidad de drenaje | The installed loop empties reliably after use and cleaning | Support or local geometry changes create retained liquid |
| Seal management | Gaskets and diaphragms are treated as controlled components | Repeat leakage or hygiene drift is blamed on “hardware” alone |
| Weld follow-up | Weld repairs and local condition stay linked to inspection logic | Mechanically acceptable repair changes validation burden later |
| Validation awareness | Maintenance actions are reviewed for hygienic impact | Operable system is assumed to still be fully validated |
Conclusion: Hygienic Piping Maintenance Succeeds When the System Is Managed by Local Hygienic Risk, Not by Generic PM Timing Alone
Hygienic piping maintenance and validation succeed when the system is managed by local hygienic risk rather than by generic PM timing alone. The strongest biotech facilities do not rely on main-loop reassurance. They focus on the assemblies that actually fail first: dead-leg-prone branches, low-drain points, seal interfaces, valve clusters, sample assemblies, and weld-sensitive local details.
If you want a stronger biotech topic cluster, connect this article with Diseño de Tuberías de Alta Pureza para Instalaciones Biotecnológicas, Acero Inoxidable 316L en Aplicaciones de Bioprocesos, Selección de Conexiones de Grado Alimentario para Sistemas de Fermentacióny Documentación y Trazabilidad en Proyectos de Tubería Farmacéutica.
PREGUNTAS FRECUENTES
¿Con qué frecuencia se debe inspeccionar la tubería de grado alimentario?
Inspection frequency should follow hygienic risk, not only calendar timing. Assemblies with dead-leg risk, repeat seal intervention, sample-point complexity, or local validation sensitivity usually deserve more frequent review than simple straight runs.
¿Qué suele fallar primero en un sistema de tuberías de grado alimentario?
The first failure point is usually a local assembly, not the main line. Sample branches, gasketed joints, valve interfaces, low points, and weld-sensitive local details are more likely to create repeated hygienic concern than straight tubing runs.
¿Siempre requieren las ramas muertas un rediseño?
Not always, but repeated dead-leg-related hygiene findings usually mean the local assembly needs deeper review. If a branch repeatedly traps fluid or fails to exchange cleaning media well, cleaning harder is usually less durable than correcting the local geometry or connection strategy.
¿El reemplazo de la junta debe basarse en el tiempo o en la condición?
Good programs usually use both approaches. Time-based control helps prevent uncontrolled aging, while condition-based review helps catch local hygienic instability earlier where thermal, chemical, and reassembly history are harsher than average.
¿Cuándo desencadena el trabajo de mantenimiento una revisión de validación?
It should trigger review when the action changes more than simple mechanical condition. Weld repair, branch revision, material or seal substitution, finish-related rework, or changes that affect drainability and local cleanability can all alter validated assumptions.
¿Por qué puede pasar un bucle principal mientras una rama de muestra aún falla?
Because local hygienic behavior is not always represented by loop-level results. A branch may exchange fluid, drain, or clean differently from the main run, so the local assembly can remain the real weak point even when the overall loop looks acceptable.