
¿Fugas en racores hidráulicos? Guía de diagnóstico para NPT, JIC y ORFS (Reparación y par de apriete)
Una reparación exitosa de un adaptador hidráulico es un 90% de diagnóstico y un 10% de girar la llave. La mayoría de las fugas en accesorios hidráulicos no son causadas por un accesorio que simplemente está “demasiado suelto”. Generalmente son causadas por el método de sellado incorrecto, superficies de asiento dañadas, juntas tóricas cortadas, mala alineación, contaminación o daño en la rosca. Para arreglar una fuga permanentemente, necesita identificar cómo sella la conexión, verificar la geometría de la rosca, y luego elegir la acción correcta, ya sea resellar, reemplazar una junta tórica, corregir la alineación o reemplazar el accesorio mismo.
Es por eso que el reajuste ciego causa tantas reparaciones repetidas. En una conexión JIC, demasiada fuerza puede dañar el asiento de cono. En una conexión ORFS, puede pellizcar o extruir la junta tórica si el accesorio no está limpio y cuadrado. En una rosca cónica como NPT, el sellante incorrecto o el cruzado de roscas puede crear una vía de fuga que ninguna cantidad de fuerza resolverá. Si está comparando familias de accesorios o confirmando métodos de sellado antes de la reparación, también puede querer revisar nuestra guía de tipos de accesorios para tubos y guía de selección de adaptadores hidráulicos.
Seguridad crítica: Antes de inspeccionar cualquier accesorio, despresurice el circuito completamente y verifique energía cero. El fluido hidráulico de alta presión de una fuga de agujero de alfiler puede comportarse como una aguja y causar lesiones por inyección. Nunca use su mano para verificar fugas. Use cartón, madera u otro método blindado, y siga Orientación de seguridad hidráulica de OSHA al trabajar alrededor de sistemas presurizados.
⚡ Diagnóstico en 20 segundos: ¿Dónde está la fuga?
No diagnostique solo por la mancha de aceite. El fluido hidráulico a menudo migra a lo largo de la manguera, tubo, hexágono del adaptador o superficie de la máquina antes de gotear, por lo que el área húmeda visible no siempre es la verdadera fuente. Primero, limpie completamente la conexión hasta que esté seca. Luego, si es seguro, haga funcionar el sistema brevemente a baja presión y observe dónde aparece primero el aceite fresco. Relacione esa ubicación con el modo de fallo probable a continuación:
- Fuga en las Rosca (Puerto de Rosca Recta):
En muchos casos, esto indica fallo de la arandela, sello unido o junta tórica, no un problema con la rosca en sí. Apretar solo rara vez lo soluciona. Inspeccione primero el elemento de sellado y la cara del puerto. - Fuga en la Tuerca o Manguito (JIC / Cono):
Generalmente indica daño en el asiento, rayado del cono, mala alineación, carga lateral o par de apriete excesivo previo. No siga tirando de la llave. Separe la unión e inspeccione las superficies de sellado de 37 grados. - Fuga en la cara (ORFS):
Por lo general, indica un corte, pellizco, aplanamiento, endurecimiento o falta de la junta tórica, o una cara plana mellada. Reemplace la junta tórica e inspeccione la ranura y la cara de contacto antes del reensamblaje. - Fuga en las Roscas (NPT / Cónicas):
Generalmente indica sellante insuficiente o inadecuado, daño en las roscas, roscado cruzado o un puerto hembra agrietado. Desmonte, limpie, inspeccione y vuelva a sellar correctamente. No intente enterrar el problema con más pasta.
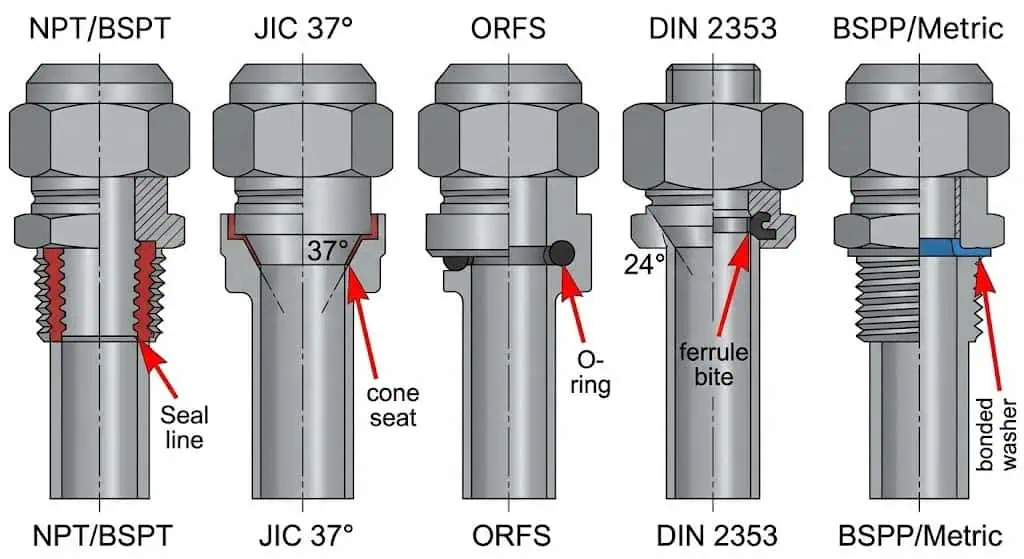
- Identificar primero el tipo de conexión: NPT o BSPT sellan por interferencia de roscas cónicas, JIC 37° de cono sella en el asiento, ORFS sella en la cara de la junta tórica, y los sistemas DIN 2353 / 24° sellan a través de la geometría del férrule y el asiento.
- Busque evidencia, no suposiciones: Patrón de humedad, extrusión de junta tórica, agarrotamiento de roscas, marcas de fricción, mellas en la cara, tracción del tubo, líneas de testigo o arañazos en el asiento del cono apuntan a diferentes causas raíz.
- Reemplace los elementos de sellado fallidos, no solo los síntomas: Actuar temprano reduce la entrada de contaminación, la filtración crónica, la acumulación de calor, la pérdida de fluido y el desgaste innecesario en bombas, válvulas y componentes circundantes.
Problemas Comunes de Reparación de Adaptadores Hidráulicos
Fugas en Racores Hidráulicos: Causas Raíz
La mayoría de las fugas ocurren porque el sistema de estanqueidad está mal identificado o dañado. En servicio de campo, muchas supuestas “fallas del adaptador” son en realidad errores de instalación, estándares de rosca mezclados, sellos reutilizados o superficies de sellado dañadas. Una fuga en un puerto de rosca recta es muy a menudo un problema del elemento de sellado en lugar de un problema de rosca. Una fuga en una conexión de cono es a menudo un problema del asiento en lugar de un problema de torque. Comprender qué crea realmente el sello es el primer paso para reparar la fuga de una vez, en lugar de tocar la misma junta una y otra vez.
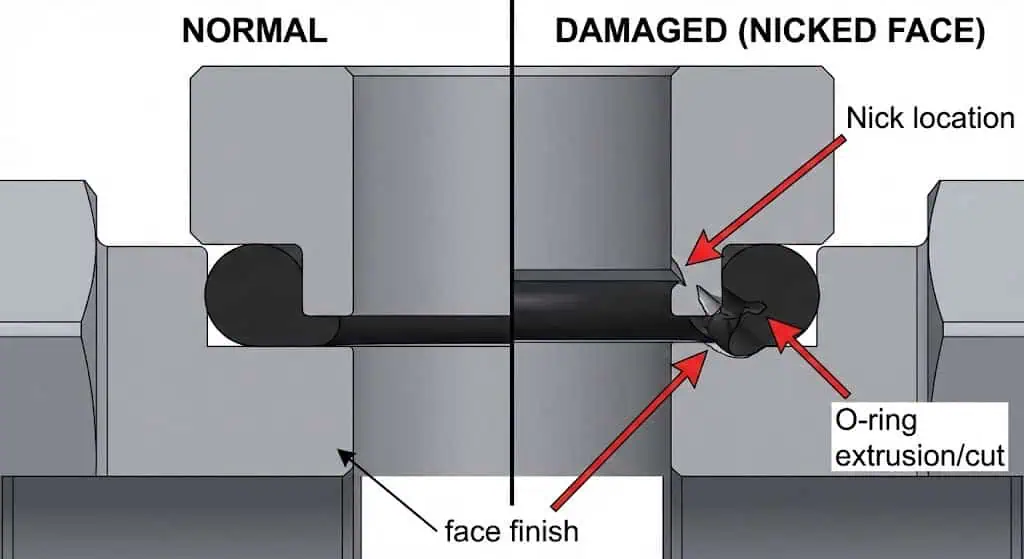
Un ejemplo común en trabajos de mantenimiento es una junta ORFS que se vuelve a apretar porque parece suelta, solo para volver a gotear tan pronto como regresa la presión. Cuando se abre el accesorio, la causa real suele ser una junta tórica cortada, contaminación en la ranura o una pequeña mella en la cara plana en lugar de una carga de sujeción insuficiente. Ese patrón es exactamente por qué el diagnóstico debe comenzar con el método de sellado, no con la llave.
| Estilo de estanqueidad | Lo que realmente sella | Causa de fuga más común | Primera comprobación |
|---|---|---|---|
| Roscas cónicas (NPT / BSPT) | Interferencia de rosca + sellador | Cruce de roscas, sellante incorrecto, mal acoplamiento, puerto partido | Verifique el estado de la rosca, el acoplamiento del cono y la integridad del puerto. |
| JIC 37° flare (SAE J514) | Asiento de cono de metal a metal | Rayado del asiento, daño del cono, desalineación, sobre-torque | Prueba de la uña: Si puede sentir un arañazo en el cono o asiento, reemplace la pieza dañada. |
| ORFS (SAE J1453) | Compresión de junta tórica en cara | Anillo tórico cortado, cara mellada, contaminación, sello faltante o incorrecto | Inspeccione el estado del anillo tórico, la limpieza de la ranura y el daño en la cara plana. |
| DIN 2353 / 24° | Mordida del férulo y geometría del asiento | Vueltas de montaje incorrectas, férulo reutilizado, dureza incorrecta del tubo | Verifique la profundidad de la marca de mordida, la posición del férulo y el estado de la superficie del tubo. |
Gripado de rosca y daño en el sellado
La integridad de la rosca es la base de la unión, pero las roscas no siempre crean el sello. Esta distinción es importante. En muchas conexiones, las roscas dañadas impiden la carga de sujeción correcta aunque el sello real se haga en otro lugar. En sistemas de acero inoxidable, el agarrotamiento es un modo de falla frecuente porque el contacto acero inoxidable con acero inoxidable puede soldarse en frío bajo carga. Una vez que una tuerca se atasca a mitad del montaje, la unión está efectivamente arruinada. En ese punto, forzar la conexión más ajustada generalmente destruye ambas piezas de acoplamiento.
Los técnicos experimentados suelen tratar el apriete excesivo como una señal de advertencia en lugar de una solución. En los accesorios JIC, la fuerza adicional puede deformar el asiento del cono o dañar el cono. En los accesorios ORFS, puede pellizcar o extruir la junta tórica si la unión no está limpia y cuadrada. En la práctica, más fuerza puede ralentizar brevemente la fuga mientras hace que la próxima reparación sea más difícil. Es por eso que las guías de mantenimiento de Gates y las recomendaciones de prevención de fugas de NFPA enfatizan el montaje correcto, el enrutamiento, la limpieza y el estado de la superficie en lugar de simplemente agregar par de torsión.
- No permita que el “par” oculte un desalineamiento: La carga lateral por un mal enrutamiento de la manguera, el peso del tubo sin soporte o la instalación forzada pueden anular un sello por lo demás correcto.
- Lubrique cuando sea apropiado: Especialmente para conexiones roscadas de acero inoxidable a acero inoxidable, use un antiapriete o lubricante de montaje adecuado solo cuando lo recomiende el fabricante del accesorio.
- Comience cada conexión a mano: Si la tuerca o la rosca macho no giran libremente durante las primeras vueltas, deténgase inmediatamente. El roscado cruzado de roscas NPT, roscas métricas finas o puertos de rosca recta rara vez es recuperable en servicio hidráulico.
- Inspeccione la cara de sellado, no solo la tuerca hexagonal: Una tuerca hexagonal de aspecto limpio puede ocultar un asiento de cono aleteado muy rayado o una cara ORFS mellada. La trayectoria de fuga generalmente comienza donde el metal y el sello realmente se encuentran.
Errores de instalación (los “tres grandes”)
Muchas plantas descubren que las fugas recurrentes se remontan a los mismos errores de instalación. Estos errores desperdician tiempo porque la unión puede mantener presión brevemente después de un re-apriete, solo para comenzar a filtrarse nuevamente después de vibración, ciclos térmicos o servicio a presión completa.
- Estándar de rosca incorrecto: Forzar un macho BSPP en un puerto NPT, o confundir formas de rosca métricas con UN/SAE. La conexión puede parecer “iniciar”, pero la falta de coincidencia de roscas destruye la calidad de acoplamiento y la integridad del sellado.
- Cinta en sellos de cara: Aplicar cinta PTFE a roscas JIC u ORFS. Estos sistemas no sellan en las roscas. La cinta cambia la sensación de montaje, distorsiona la interpretación del par de apriete y puede desprender contaminación al circuito hidráulico.
- Sobre-apriete: Aplastar la nariz del cono aleteado, distorsionar el asiento de sellado, extruir el O-ring o partir un puerto hembra. Más fuerza no es lo mismo que mejor sellado.
Un cuarto error vale la pena agregar aquí porque es común en trabajos de mantenimiento reales: reutilizar elementos de sellado dañados. Reutilizar un O-ring ORFS cortado o una arandela unida deformada para ahorrar tiempo generalmente crea un segundo evento de reparación. En sistemas hidráulicos, el costo de reabrir la unión casi siempre es mayor que el costo de reemplazar el elemento de sellado correcto durante la primera reparación.
Herramientas y métodos de diagnóstico
Pasos de inspección visual
La inspección visual no es una formalidad. Es recopilación de evidencia. Seque la unión, elimine la suciedad que pueda ocultar la trayectoria de fuga y luego, si es seguro, haga funcionar el sistema brevemente para ver dónde comienza la nueva humedad. Observe detenidamente cómo la manguera o el tubo entra en el accesorio. Una conexión que ha sido forzada a menudo tiene fugas no porque el accesorio esté defectuoso, sino porque el ensamblaje está permanentemente cargado en la dirección incorrecta.
En la práctica, las fugas “aleatorias” repetidas a menudo son problemas de enrutamiento en lugar de defectos del accesorio. Si las marcas de testigo, el espaciado de las abrazaderas o la tracción del tubo sugieren movimiento bajo vibración, inspeccione el diseño de soporte antes de culpar al cuerpo del accesorio en sí. Una unión reconstruida correctamente aún puede volver a tener fugas si la manguera o el tubo continúa cargando la conexión lateralmente durante la operación. Si el enrutamiento y el soporte son parte de su problema, revise su método de instalación junto con el tipo de accesorio en lugar de tratar la fuga como un problema aislado de piezas.
- Comprobar desalineación: Una manguera que tira del adaptador lateralmente crea carga desigual, distorsión del asiento y fallo prematuro del sello.
- Verifique el Recubrimiento y la Condición de la Superficie: En entornos corrosivos, la pérdida de recubrimiento, el óxido o las picaduras alrededor de la zona de sellado deben tratarse como un defecto prioritario, no como daño cosmético.
- Verifique las Marcas de Testigo: Las grietas en la pintura, las superficies planas pulidas, el polvo de fricción o los anillos de suciedad alrededor de la tuerca a menudo indican vibración, aflojamiento o movimiento repetido.
- Verifique la Cara del Puerto: Una arandela unida o un sello de junta tórica pueden fallar porque la cara del puerto está rayada, no porque la arandela en sí esté mala.
- Verifique los Signos de Reparación Anterior: Exceso de sellador, planos de llave dañados y capas de cinta apiladas generalmente indican una junta que ya ha sido “salvada” más de una vez.
Herramientas esenciales
Reduzca las conjeturas manteniendo un pequeño kit de identificación en su caja de herramientas de servicio. Incluso los técnicos experimentados pueden malinterpretar un accesorio cuando trabajan rápido en aceite, suciedad y con acceso deficiente. Algunas herramientas de medición básicas previenen errores costosos.
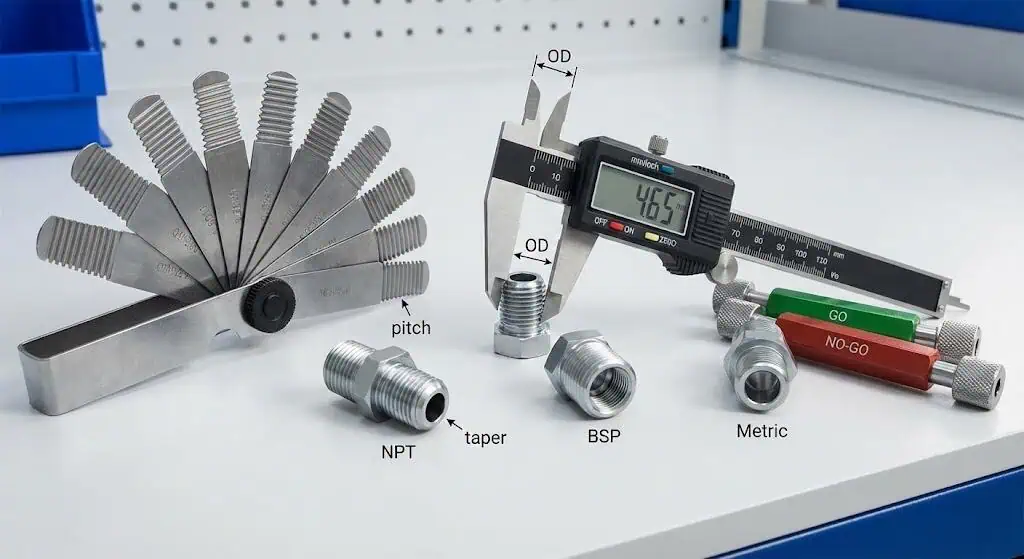
- Calibre de paso de rosca: Esencial para distinguir el paso métrico de los recuentos de roscas SAE / UN. Un paso de 1,5 mm y una rosca de 16 TPI pueden sentirse engañosamente similares en el campo.
- Calibradores: Necesario para medir con precisión el diámetro mayor, el diámetro exterior del tubo, la apertura del puerto y el tamaño del cuerpo del accesorio.
- Goniómetro de ángulo de asiento: Ayuda a distinguir JIC 37° de SAE 45° u otras formas de asiento. Identificar incorrectamente el ángulo del asiento es una causa principal de “fugas misteriosas”.”
- Buena Iluminación y Aumento: Pequeños arañazos, juntas tóricas enrolladas o melladuras ligeras en la cara son fáciles de pasar por alto y subestimar.
- Referencia de Par o Tabla de Montaje: Utilice el catálogo del fabricante del accesorio siempre que sea posible. Los valores de par genéricos nunca deben reemplazar las instrucciones específicas para la pieza real en servicio.
Si necesita referencias internas mientras identifica formas de rosca, materiales o familias de accesorios, también puede dirigir a los lectores a su Centro de referencia PDF, Página de materialesy Guía BSP vs NPT.
El procedimiento de reparación
Precauciones de seguridad
El fluido hidráulico de alta presión es peligroso. Trate cada fuga como un evento de confiabilidad y un evento de seguridad. Una pequeña fuga puede ocultar un gran peligro, especialmente en sistemas calientes, equipos de alto ciclo o circuitos con energía almacenada.
- Siga los procedimientos de Bloqueo/Etiquetado antes de abrir la unión.
- Despresurice completamente, incluidos acumuladores y secciones atrapadas, antes de desconectar cualquier línea o adaptador.
- Nunca use sus manos para encontrar fugas.
- Use el EPP apropiado y controle el área de trabajo antes de realizar pruebas.
- Después del reensamblaje, ponga el sistema en línea gradualmente y verifique la reparación en condiciones controladas.
Para equipos de mantenimiento que necesiten una referencia de seguridad, consulte Guía de Hidráulica Segura Gates y Guía de riesgos hidráulicos de OSHA.
Reparación de Fugas Paso a Paso (Por Tipo de Junta)
- Limpieza e Inspección: Retire aceite, suciedad, sellante viejo y residuos. Identifique el método de sellado antes de desarmar más la unión. Busque daños en las roscas, rayaduras en el asiento, extrusión de la junta tórica, arandelas aplanadas, puertos agrietados o carga lateral por un enrutamiento deficiente.
- Ejecute la Reparación:
- JIC 37° Flare: Separe la unión e inspeccione el cono macho y el asiento hembra. Si el cono está liso y el asiento no está dañado, ensamble correctamente y utilice el método de ajuste apropiado del fabricante del accesorio. No utilice cinta ni pasta en las roscas. Si se puede sentir un rasguño con la uña, reemplace el componente dañado.
- ORFS (Sello de cara con junta tórica): Retire la junta tórica vieja, inspeccione la ranura y la cara plana, e instale una nueva junta tórica compatible con lubricación ligera antes del ensamblaje. Asegúrese de que la cara se asiente correctamente y que la junta tórica no esté torcida, pellizcada o contaminada. Si una unión ORFS aún gotea después de reajustar, deje de aplicar fuerza e inspeccione directamente la junta tórica y la cara. En muchos casos de fugas repetidas, la falla es un sello cortado o una cara dañada, no un par bajo.
- NPT (Roscado cónico): Desarme completamente, limpie completamente las roscas macho y hembra, e inspeccione si hay roscas cruzadas, grietas o puertos partidos. Aplique un sellante de pasta clasificado para hidráulica si es apropiado para la aplicación y vuelva a ensamblar cuidadosamente a mano antes del apriete final. Evite depender de un exceso de sellante como sustituto de una condición de rosca en buen estado.
- DIN 2353 / Tipo de Compresión de 24°: Verifique la mordida de la férula, el material del tubo y el historial de ajuste. Si la férula ha sido alterada, reutilizada incorrectamente o muestra una mordida poco confiable, el reemplazo suele ser más seguro que intentar “perseguir” la fuga con vueltas adicionales de ajuste.
- Verificar el resultado: Verificar nuevamente la alineación, confirmar que la manguera o tubo no esté en torsión, y probar primero a baja presión. Buscar humedad fresca, puntos de contacto, rozamiento o movimiento antes de devolver el sistema al servicio completo.
⚠️ Nota técnica sobre el par de apriete:
“Apriete a 20 ft-lbs” es una generalización peligrosa. Los valores de par dependen en gran medida del material, tamaño de rosca, revestimiento, condición de lubricación, tipo de sello y el diseño específico del accesorio. Siempre siga el par de apriete o catálogo de montaje del fabricante del accesorio para su número de pieza exacto siempre que esté disponible. Los métodos de campo son referencias de servicio útiles, pero no anulan las instrucciones específicas de la pieza. El par de apriete es un paso final en un proceso de montaje correcto, no una cura para sellos dañados o mala alineación.
Decisión de reparar frente a reemplazar
Uno de los hábitos más valiosos en el mantenimiento hidráulico es saber cuándo dejar de intentar salvar un accesorio. Si la superficie del sello está físicamente dañada, la reparación correcta es el reemplazo, no la creatividad. Cuando un accesorio ha sido reconstruido correctamente y aún tiene fugas, la investigación debe pasar del accesorio solo a las condiciones del sistema a su alrededor. Las fugas repetidas a menudo apuntan a vibración, tubería sin soporte, error de enrutamiento, picos de presión o ciclos térmicos en lugar de un solo cuerpo de adaptador defectuoso.
| Condición | Acción requerida |
|---|---|
| Tuerca suelta, sin daño visible, sin carga lateral | Alineación correcta, reensamblar adecuadamente, luego volver a apretar o usar el método de ajuste correcto. Agregue una marca testigo después de la verificación. |
| Asiento / cono / cara plana rayada | Reemplace. Los arañazos en sellos de alta presión no deben “pulirse” en servicio. |
| Corte, aplanado, endurecido o faltante de la junta tórica | Reemplace el sello inmediatamente. Confirme la compatibilidad del material e inspeccione la ranura y la cara de contacto antes del reensamblaje. |
| Tuerca hexagonal redondeada o caras de llave dañadas | Reemplace. No puede aplicar una carga de montaje controlada de manera confiable en una tuerca hexagonal dañada. |
| Desgaste por rozamiento de roscas, roscado cruzado, puerto agrietado o tuerca agarrotada | Reemplace los componentes dañados. Estas fallas comprometen tanto la trayectoria de carga como la integridad del sellado. |
| Fugas repetidas después de un reensamblaje correcto | Investigue el sistema. Verifique si hay vibración, error en el enrutamiento de mangueras, picos de presión, ciclos térmicos, peso no soportado o estándares de rosca mezclados. |
Mantenimiento y calidad
Prevenir futuras fugas es más fácil que reparar fugas repetidas. Una vez que una junta ha comenzado a gotear, la verdadera pregunta de mantenimiento no es solo cómo detener esta fuga hoy, sino cómo evitar que el mismo modo de falla regrese la próxima semana.
- Estandarice los sistemas de accesorios cuando sea posible: Evite mezclar sistemas de rosca NPT, BSPP, BSPT, métricos y UN en entornos de servicio no controlados. Si debe usar múltiples estándares, sepárelos y etiquételos claramente.
- Use marcas testigo: Marque cada junta verificada con un rotulador de pintura. Si la línea se rompe o se desplaza más tarde, tendrá evidencia inmediata de movimiento o aflojamiento.
- Controle la contaminación durante el ensamblaje: Mantenga los puertos tapados, los sellos limpios y las roscas libres de fragmentos de cinta, suciedad y partículas metálicas.
- Soporte mangueras y tubos correctamente: Un ajuste perfecto no puede compensar la vibración constante, la flexión o la carga lateral creada por un enrutamiento deficiente y una sujeción inadecuada.
- Mantener la trazabilidad: Utilice adaptadores con marcas claras del fabricante, control de material y calidad de mecanizado consistente para que la capacidad de presión y el ajuste no sean una conjetura.
Los accesorios de buena calidad no eliminan la necesidad de una instalación correcta, pero los accesorios de mala calidad hacen que la instalación correcta sea mucho más difícil. El acabado superficial, la precisión de las roscas, la concentricidad, la tolerancia de la ranura del sello y la consistencia del material afectan si una junta sella de manera confiable bajo presión, impulso y vibración. Si su artículo también discute la selección de corrosión o el rendimiento del acero inoxidable, este es un lugar natural para vincular a su resumen de materiales o páginas de familias de productos.
PREGUNTAS FRECUENTES
¿Conector hidráulico que gotea en las roscas — reparar o reemplazar?
Si es un puerto de rosca recta como SAE ORB o BSPP, inspeccione primero la junta tórica, la arandela unida o la cara de sellado. En esos sistemas, la rosca generalmente proporciona la carga de sujeción, no el sellado real. Si es una rosca cónica como NPT, verifique si hay grietas, roscas cruzadas, mal acoplamiento o sellante inadecuado. Si el puerto está intacto y las roscas están en buen estado, límpielo y vuelva a aplicar el sellante correcto. Si las roscas o el puerto están dañados, reemplace la pieza afectada.
¿Puedo usar cinta de teflón en conexiones JIC u ORFS?
No. No use cinta en accesorios de brida JIC o accesorios de sellado facial ORFS. Estos sistemas sellan en el asiento metálico o en la cara del O-ring, no en las roscas. La cinta puede interferir con la sensación de montaje, alterar la interpretación del par, impedir el asentamiento adecuado e introducir contaminación en el circuito hidráulico.
¿Puedo reutilizar conexiones hidráulicas después de una fuga?
Puede reutilizar muchos accesorios JIC u ORFS solo si las superficies de sellado permanecen intactas y las roscas aún están en buen estado. Inspeccione cuidadosamente el cono, el asiento, la cara plana y las roscas. Cualquier rasguño, mella, distorsión, agarrotamiento o componente agrietado es una condición de reemplazo. Las férulas de compresión, como los componentes DIN 2353, no deben reutilizarse casualmente sin confirmar la condición de mordida y la integridad del ensamblaje. Siempre instale un nuevo O-ring al volver a ensamblar una junta ORFS.
¿Conexión ORFS que gotea después de reajustar el par — por qué?
Si una junta ORFS sigue goteando después del apriete, las causas más probables son un anillo O cortado, pellizcado, endurecido, torcido o faltante, contaminación en la ranura o una cara de sellado plana mellada. Aumentar el par de torsión no reparará un sello dañado y puede empeorar el problema. Desensamble el accesorio, reemplace el anillo O, inspeccione la cara y vuelva a ensamblar en ángulo recto.
¿Cuál es la mejor manera de identificar NPT frente a BSPP?
Utilice un calibrador de paso de rosca, un calibre y una verificación de perfil. NPT utiliza un ángulo de rosca de 60° y un perfil cónico. BSPP utiliza un ángulo de rosca de 55° y un perfil paralelo. No son intercambiables. Un accesorio que parece “encajar” no es necesariamente compatible, y forzar roscas incompatibles juntas generalmente daña la junta.
¿Por qué una conexión JIC tiene fugas incluso cuando se siente apretada?
Una conexión JIC puede sentirse ajustada y aún así tener fugas porque la verdadera superficie de sellado es el asiento de 37 grados, no la rosca. Si el cono o el asiento está rayado, desalineado, deformado o previamente sobreapretado, la fuerza adicional no restaurará el sello. Desmonte la unión e inspeccione directamente las superficies del flare.



