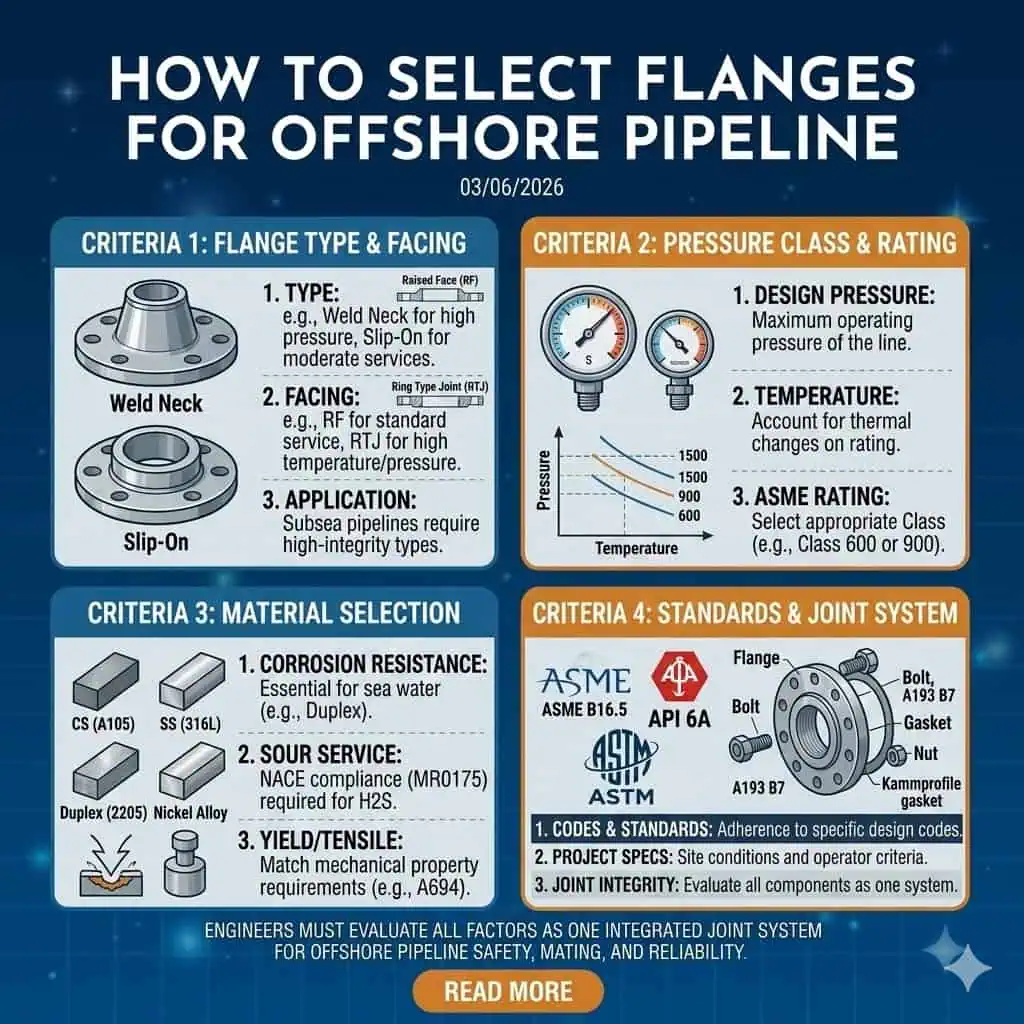
Para seleccionar bridas para tuberías costa afuera de petróleo y gas, los ingenieros deben evaluar el tipo de brida, el acabado superficial, la clase de presión, el material y los estándares del proyecto como un sistema conjunto. Cada factor afecta la seguridad de la tubería, la compatibilidad de acoplamiento, el riesgo de instalación y la durabilidad a largo plazo en exposición marina (rocío salino, humedad, vibración, ciclos térmicos y acceso limitado de mantenimiento). Los fabricantes certificados como SUNHY pueden respaldar una adquisición lista para auditoría cuando proporcionan fabricación controlada, marcado claro y paquetes de documentación completos.
Perspectiva de Experto:
Un consultor veterano de 30 años advierte que las brechas de trazabilidad (números de colada faltantes, MTR/MTC incompletos, alcance de inspección poco claro) son una causa común de retrasos en paquetes costa afuera. Él recomienda verificar los requisitos de documentación antes de la emisión de la orden de compra, no después de la entrega.
Si desea saber cómo seleccionar bridas para entornos costa afuera desafiantes, concéntrese en los criterios de decisión y los pasos de verificación a continuación.
Cómo Seleccionar Bridas para Tuberías Costa Afuera de Petróleo y Gas
Comience con las Condiciones Reales de Servicio
Defina el medio, presión, temperatura, salinidad y exposición a la corrosión
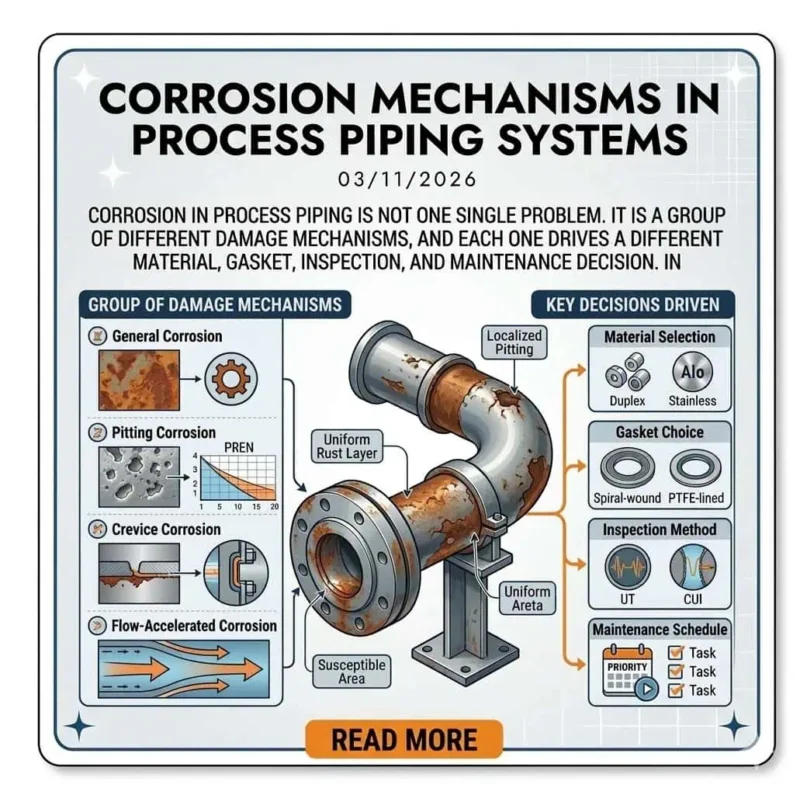
Los ingenieros deben primero definir las condiciones reales de servicio antes de decidir cómo seleccionar bridas. Los sistemas costa afuera comúnmente presentan cloruros, humectación/secado intermitente, vibración y transitorios operacionales. El medio del proceso (agua de mar, agua producida, hidrocarburos, gas, inyección química o servicio ácido) determina los mecanismos de corrosión y la compatibilidad de juntas/materiales. La presión y la temperatura determinan la selección de la clase de presión y el grupo de materiales. La salinidad, la exposición en la zona de salpicadura, las condiciones de aislamiento y la entrada de oxígeno pueden acelerar la corrosión localizada y la degradación de las caras de sellado.
- Defina el rango de servicio: operación normal + arranque/apagado + eventos anómalos (sobrepresión, despresurización, transitorios térmicos).
- Identifique los factores de corrosión: cloruros, H2S/CO2, oxígeno, arena/erosión, zonas estancadas y grietas.
- Indique la ubicación de exposición: superficie, zona de salpicadura, módulo cerrado o sumergido/submarino (dependiente del proyecto).
Perspectiva de Experto:
El consultor señala que omitir un sobre de servicio documentado a menudo provoca desajustes de materiales (por ejemplo, degradación de la junta, picaduras por cloruros, riesgo de agrietamiento en servicio ácido) y retrabajo posterior. Recomienda registrar el medio, la presión de diseño, la temperatura de diseño y las suposiciones de corrosión como primer paso.
Verifique la ubicación de instalación, el acceso para mantenimiento y el objetivo de vida útil
La ubicación de instalación y el acceso para mantenimiento afectan directamente cómo seleccionar bridas. Las plataformas marinas a menudo tienen espacio limitado para colocación y acceso restringido a herramientas. Los ingenieros deben confirmar si la junta puede ensamblarse con el método de pernado planificado (torque, tensado), inspeccionarse después de la instalación y servirse durante las ventanas de parada. Los objetivos de vida útil influyen en la elección de material, estrategia de recubrimiento, interfaces de protección catódica y la documentación requerida para la gestión futura de integridad.
- Restricción de acceso: ¿Puede alinearse la junta sin forzar el ajuste? ¿Hay espacio para la instalación de espárragos y herramientas de tensado?
- Restricción de inspección: ¿Puede inspeccionarse visualmente la cara, el asiento de la junta y el estado de los pernos durante el mantenimiento?
- Objetivo de vida útil: Definir si la junta está diseñada para servicio de “intervención mínima” (mayor carga de verificación) o reemplazo periódico.
Identificar si la prioridad es confiabilidad de sellado, resistencia a la corrosión, instalación rápida o control de costos
Las prioridades del proyecto moldean el proceso de selección de bridas. Algunas líneas costa afuera priorizan la confiabilidad del sellado (líneas de alta consecuencia, acceso difícil o alta presión), mientras que otras priorizan la resistencia a la corrosión (servicio rico en cloruros, exposición a la zona de salpicadura) o la instalación rápida (alcance de parada). El control de costos importa, pero la economía costa afuera generalmente favorece el control del costo del ciclo de vida sobre el costo inicial más bajo porque el retrabajo y las intervenciones costa afuera son costosas.
Perspectiva de Experto:
El consultor aconseja alinear las prioridades desde el principio. Advierte que las sustituciones impulsadas por costos sin revisión técnica a menudo reaparecen como puesta en marcha retrasada, fugas repetidas o incumplimiento de auditoría.
Una secuencia práctica de selección que los ingenieros realmente usan
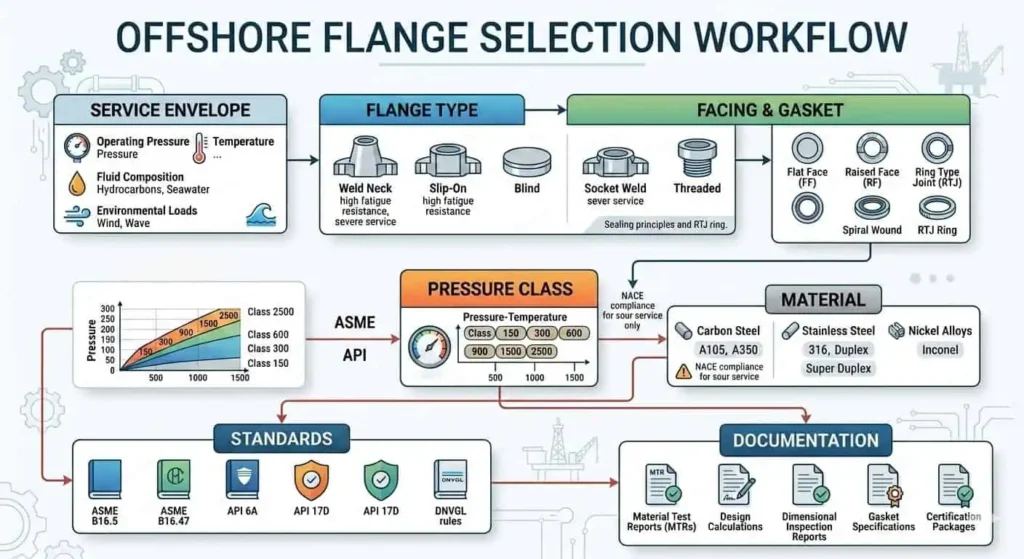
La siguiente secuencia muestra cómo seleccionar bridas para tuberías costa afuera de manera lógica y gestionada por riesgos:
- Evaluar las condiciones de servicio: Definir el rango de diseño y operación (presión/temperatura/medio), mecanismo de corrosión y exposición de ubicación.
- Seleccionar el tipo de brida: Elegir según la sensibilidad a carga/vibración, accesibilidad y criticidad de la junta.
- Elegir la cara de la brida: Emparejar la cara con la tecnología de la junta y las necesidades de confiabilidad del sellado.
- Determinar clase de presión: Verificar según las clasificaciones de presión-temperatura para el grupo de material seleccionado y la norma de diseño.
- Elegir material: Seleccionar según el mecanismo de corrosión, resistencia mecánica/tenacidad y restricciones de fabricación.
- Verificar normas: Confirmar la norma dimensional/de clasificación (por ejemplo, ASME B16.5/B16.47 o equivalentes requeridos por el proyecto) y cualquier requisito de servicio ácido donde sea aplicable.
- Revisar documentación: Requerir trazabilidad, alcance de inspección y certificados que cumplan con los criterios de aceptación de QA del proyecto y del cliente.
| Criterios | Qué Verificar en la Práctica Offshore |
|---|---|
| Tipos de caras de brida | La cara debe coincidir con el tipo de junta y el método de montaje (RF con opciones de espiral enrollada/Kammprofile; RTJ con anillo y ranura correctos; FF solo para requisitos de acoplamiento específicos). |
| Clase de presión | Verifique la clasificación contra la presión/temperatura de diseño para el grupo de material seleccionado e incluya el margen de sobrepresión/perturbación según los requisitos del proyecto. |
| Selección de material | Seleccione según el mecanismo de corrosión (cloruros, servicio ácido, erosión) y controles de fabricación; confirme los requisitos de impacto/tenacidad si se especifican. |
| Cumplimiento de normas | Confirme que las dimensiones/clasificaciones de bridas, especificaciones de material, marcado y requisitos de inspección/pruebas coincidan con el conjunto de estándares del proyecto. |
Consejo:
El consultor destaca que comenzar solo con el precio a menudo conduce a subespecificación o sobrespecificación. Siga la secuencia técnica anterior, luego optimice el costo con alternativas verificadas y un paquete de documentación controlado.
Errores Comunes en la Selección de Bridas Offshore
Elegir por hábito de dibujo en lugar de condiciones operativas reales
Muchos ingenieros seleccionan bridas basándose en dibujos antiguos o hábitos, no en las necesidades actuales de la tubería. Esto puede llevar a grados de material desajustados, emparejamiento incorrecto de cara/junta, o selección de clase de presión que ignora la reducción por temperatura, eventos de sobrepresión o cargas de vibración.
Ignorar la compatibilidad de junta y pernos
La brida, la junta y los pernos deben funcionar juntos como un único sistema de sellado. Una brida que cumple con los requisitos dimensionales aún puede tener fugas si la junta es incompatible o si el control de precarga de los pernos no es alcanzable bajo las limitaciones del campo. Las uniones en alta mar a menudo fallan por pérdida de precarga bajo vibración o ciclos térmicos, no solo por la “resistencia” de la brida.
Enfocarse en el costo de compra inicial en lugar del costo total del ciclo de vida
Elegir bridas basándose solo en el precio más bajo puede tener consecuencias negativas en alta mar. Sobredimensionar la clase de presión aumenta el peso, el costo y la carga de montaje. Subdimensionar aumenta el riesgo de fugas y paradas. Mezclar materiales disímiles sin revisión puede acelerar la corrosión galvánica. Ignorar los ciclos térmicos o la retención de precarga de los pernos aumenta la fatiga y la recurrencia de fugas.
- Sobredimensionar la clase de presión aumenta el costo y complica la instalación.
- Mezclar materiales puede aumentar el riesgo de corrosión galvánica en las uniones si no se controla.
- Ignorar los ciclos térmicos puede contribuir a la fatiga y la pérdida de precarga.
- Descuidar el control de precarga de los pernos puede resultar en falla de la junta y fugas repetidas.
- Pasar por alto el acceso de mantenimiento puede convertir una fuga menor en una intervención mayor.
Perspectiva de Experto:
El consultor advierte que la mayoría de los fallos costosos en alta mar provienen de atajos de compatibilidad (cara/junta/pernos) o lagunas en la documentación. Recomienda evaluar el costo del ciclo de vida con pasos de verificación, no con suposiciones.
En resumen, cómo seleccionar bridas para tuberías costa afuera significa comenzar con las condiciones de servicio, seguir una secuencia técnica probada y verificar el sistema de unión. Este enfoque mejora la seguridad, confiabilidad y control de costos para proyectos costa afuera de petróleo y gas.
Tipos de Bridas y Aplicaciones en Tuberías Costa Afuera
Qué Tipo de Brida se Adapta a Qué Caso de Uso Costa Afuera
Los ingenieros seleccionan tipos de bridas basado en sensibilidad de carga, riesgo de instalación y restricciones de mantenimiento. Cada tipo cumple un propósito específico en tuberías costa afuera.
| Tipo de Brida | Características clave | Uso recomendado |
|---|---|---|
| Cuello de soldadura | El cubo cónico mejora la distribución de tensiones y la resistencia a la fatiga | Líneas de alta presión, servicio propenso a ciclos/vibraciones, uniones críticas |
| Slip-On | Ensamblaje más fácil; menor resistencia a la fatiga que la brida de cuello de soldadura en servicio cíclico severo | Entornos de menor criticidad y menor carga con instalación controlada |
| A ciegas | Aislamiento, cierre de límite de presión | Puntos de aislamiento, límites de hidroprueba, futuras conexiones |
| Roscado | Sin soldadura; sensible a vibración y práctica de sellado | Servicio de utilidad de pequeño diámetro donde la vibración y la carga cíclica están controladas |
Los tipos de brida más comunes incluyen brida de cuello de soldadura, deslizante, ciega, socket weld, roscada y de valona. En servicio offshore, las bridas de cuello de soldadura se prefieren frecuentemente para uniones sensibles a la fatiga o de alta consecuencia. Las bridas deslizantes pueden ser aceptables para servicios de menor criticidad si los controles de instalación y el entorno de carga son adecuados. Las bridas ciegas soportan el aislamiento durante el mantenimiento y las pruebas. Las bridas socket weld y roscadas generalmente se limitan a aplicaciones de pequeño diámetro o de utilidad donde los riesgos de vibración y grietas/corrosión están gestionados.
Perspectiva de Experto:
El consultor aconseja emparejar el tipo de brida con las cargas operativas reales y las restricciones de acceso. Señala que “fácil de instalar” no siempre significa “confiable offshore” si hay vibración y movimiento térmico presentes.
Cómo el Diseño y las Restricciones de Mantenimiento Afectan la Elección de Brida
Las necesidades de diseño y mantenimiento influyen en qué brida seleccionan los ingenieros para tuberías offshore.
- Las limitaciones de espacio en skids, módulos topside y sistemas de tuberías compactos pueden restringir el acceso a pernos y el manejo de juntas.
- La vibración, el movimiento y la transferencia de carga en instalaciones offshore favorecen uniones robustas y métodos de precarga controlados para reducir la recurrencia de fugas.
- La facilidad de inspección y reemplazo durante paradas es importante. Los diseños de valona pueden soportar un alineamiento más fácil en algunos escenarios de mantenimiento, pero aún deben coincidir con las cargas de servicio y los requisitos de sellado.
La inspección y el mantenimiento frecuentes son críticos en sistemas offshore. Pasar por alto el acceso de mantenimiento puede aumentar el tiempo y costo total de intervención, especialmente donde los andamios, permisos y pasos de aislamiento dominan el programa.
Perspectiva de Experto:
El consultor señala que muchos retrasos en plataformas marinas son causados por juntas “no aptas para mantenimiento”. Recomienda diseñar para tareas realistas de acceso de herramientas e inspección, no para dibujos idealizados.
Caso Práctico de la Industria
Línea de inyección de agua offshore: por qué se seleccionaron bridas de cuello de soldadura para mejorar la resistencia a la fatiga y reducir el riesgo de fugas
Las líneas de inyección de agua offshore pueden experimentar presión cíclica, vibración inducida por bombas y variación de temperatura. Los ingenieros seleccionaron bridas de cuello de soldadura porque la geometría del cubo mejora la transición de tensiones y favorece un mejor rendimiento a la fatiga. El paquete también especificó procedimientos de atornillado controlado y registros de inspección para mejorar la fiabilidad en el arranque.
Bastidor de servicio de utilidades: por qué las bridas deslizantes fueron aceptables para servicio no crítico de baja presión
En un bastidor de servicio de utilidades, los ingenieros seleccionaron bridas deslizantes para servicio no crítico de baja presión con vibración controlada. La selección se centró en la facilidad de montaje y el control de costos, aunque aún requiriendo compatibilidad verificada de caras/juntas y un método documentado de apriete para prevenir fugas tempranas.
Perspectiva de Experto:
El consultor destaca que seleccionar el tipo de brida correcto controla tanto el riesgo de fugas como el tiempo de entrega. Aconseja a los compradores evitar especificaciones “de un solo tipo para todo” en líneas de criticidad mixta.
Selección de Caras de Brida
Tipos de Caras y Compatibilidad de Juntas
Seleccionar la cara de brida correcta es esencial para un sellado confiable en tuberías offshore. La selección de caras debe coincidir con la tecnología de juntas, la capacidad de control de precarga de pernos y la severidad del servicio.
Cara elevada para sistemas comunes de tuberías offshore con soluciones de juntas estándar
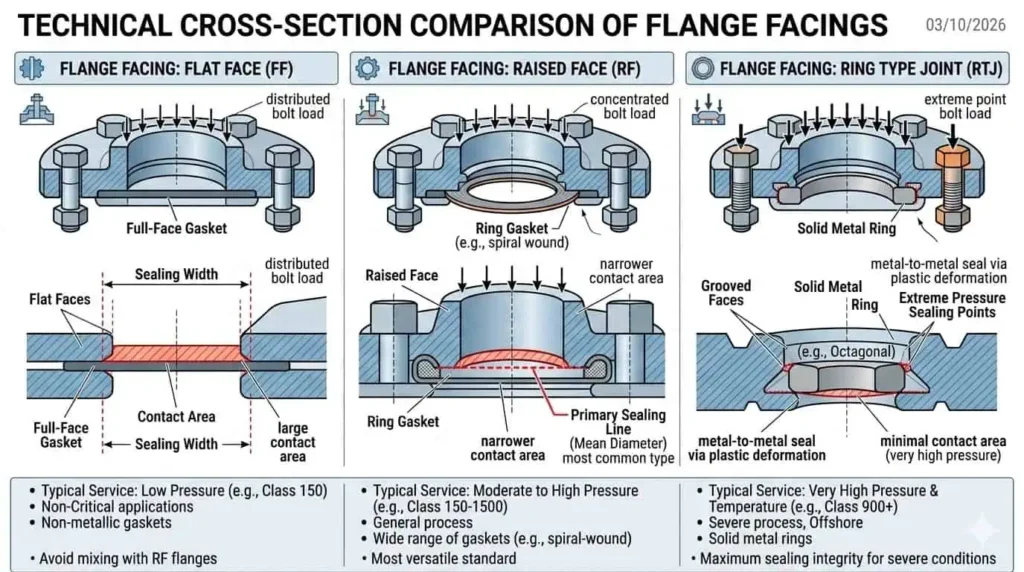
La cara realzada es la más común cara de brida para muchos sistemas de tuberías costa afuera cuando la severidad del servicio y los estándares del proyecto lo permiten. Funciona con soluciones de empaquetadura ampliamente utilizadas (por ejemplo, espiral enrollada u otras opciones semimetálicas) y concentra la carga de la empaquetadura en un área de sellado más pequeña, lo que puede mejorar la estabilidad del sellado cuando el control de precarga es consistente.
- Las bridas de cara realzada se adaptan a muchos sistemas de tuberías de petróleo y gas con empaquetaduras apropiadas.
- Soportan flujos de trabajo de mantenimiento comunes cuando el acceso es adecuado.
- Las empaquetaduras están ampliamente disponibles, pero la compatibilidad aún debe verificarse para el medio y la temperatura.
Perspectiva de Experto:
El consultor recomienda RF para muchos paquetes costa afuera como un equilibrio práctico de disponibilidad y confiabilidad de sellado, siempre que la selección de empaquetadura y el control de pernos estén especificados, no asumidos.
Junta tipo anillo para servicio de alta presión y sellado crítico
Las caras de junta tipo anillo (RTJ) típicamente se seleccionan para servicio de sellado de alta presión o de alta consecuencia donde los estándares del proyecto requieren mayor integridad de sellado e interfaces controladas de anillo/ranura. Las juntas RTJ requieren el tipo de anillo y la selección de material correctos, la condición adecuada de la ranura y un ensamblaje disciplinado.
- Las juntas RTJ pueden tolerar condiciones exigentes cuando la selección del anillo y el estado de la ranura son correctos.
- Se utilizan comúnmente en límites críticos de servicio de hidrocarburos (dependiente del proyecto).
- El rendimiento de RTJ depende fuertemente de la compatibilidad anillo/ranura y del montaje controlado.
Perspectiva de Experto:
El consultor recomienda especificar RTJ para líneas críticas cuando el proyecto lo requiera y la capacidad de mantenimiento admita un montaje e inspección adecuados. “RTJ no es un atajo, es una junta de mayor disciplina”, señala.
Cara plana para requisitos específicos de acoplamiento a baja presión
Las bridas de cara plana se utilizan típicamente para servicio de baja presión o requisitos específicos de acoplamiento (por ejemplo, al conectar con materiales frágiles que no deben sobrecargarse). Las juntas de cara plana generalmente requieren juntas de cara completa y no están destinadas a cargas cíclicas severas a menos que estén específicamente diseñadas y aprobadas por los requisitos del proyecto.
- Las bridas de cara plana generalmente requieren cobertura de junta de cara completa.
- No son la opción predeterminada para juntas de alta presión o propensas a vibraciones en alta mar.
- Use cara plana solo cuando el equipo de acoplamiento y la especificación del proyecto lo requieran.
Rendimiento de Sellado en Condiciones Marinas
Las tuberías marinas enfrentan condiciones que pueden reducir la estabilidad del sellado: vibración, ciclos térmicos, transitorios de presión y pérdida de precarga de pernos. El diseño, la selección de juntas y el control del montaje deben tener en cuenta estos efectos.
Cómo la vibración, los ciclos térmicos y la pérdida de carga de pernos afectan la estabilidad del sellado
El rendimiento del sellado puede disminuir en condiciones marinas si no se controla la retención de precarga. La vibración y los ciclos térmicos pueden contribuir a la relajación de la unión, efectos de incrustación y micro-movimiento en la interfaz. Estos mecanismos pueden aumentar el riesgo de fugas con el tiempo, especialmente en uniones cerca de equipos rotativos o en áreas con carga cíclica. Las medidas de control prácticas son un método de precarga consistente, la tecnología correcta de juntas y una disciplina de instalación verificada.
| Aspecto | Implicación Relevante para Marina |
|---|---|
| Cargas por Vibración | Puede acelerar la pérdida de precarga y aumentar el micro-movimiento en la interfaz, elevando el riesgo de fugas |
| Desgaste por Fricción / Micro-movimiento | Puede dañar las superficies de sellado y degradar el rendimiento de la junta a lo largo de los ciclos |
| Método de Control de Precarga | Los métodos de solo torque pueden ser menos consistentes en uniones grandes; los procedimientos controlados y la verificación mejoran la confiabilidad. |
Perspectiva de Experto:
El consultor insta a los compradores a considerar la vibración en alta mar y las oscilaciones térmicas al seleccionar soluciones de caras y juntas. Recomienda documentar el método de precarga y los criterios de aceptación de inspección para uniones críticas.
Por qué la elección de la cara debe coincidir con el material de la junta y el diseño de pernos.
La cara de la brida, el material de la junta y el diseño de pernos deben trabajar juntos para un sellado confiable. Las uniones de cara elevada generalmente se emparejan con juntas blandas/semimetálicas, mientras que las uniones RTJ requieren juntas de anillo metálico compatibles. Usar la combinación incorrecta puede causar fugas, daños en la junta o inestabilidad en la unión.
- Coincida el tipo de junta con la cara de la brida y el medio/temperatura.
- Especifique el método de pernos y los pasos de verificación para la consistencia de la precarga.
- Confirme las recomendaciones del fabricante y los estándares del proyecto para el sistema de unión.
Cómo la selección incorrecta de la cara crea problemas recurrentes de fugas.
El emparejamiento incorrecto de cara-junta es una causa común de fugas recurrentes. Por ejemplo, instalar una junta de espiral enrollada en una ranura RTJ es una incompatibilidad y puede provocar un asentamiento deficiente y fugas. De manera similar, utilizar una solución de junta RF fuera de su rango de servicio puede aumentar el riesgo de fugas al arranque.
Perspectiva de Experto:
El consultor advierte que las fugas repetidas a menudo se remontan a “atajos de compatibilidad”. Recomienda confirmar el acabado de la cara, el tipo de junta y el método de pernado como un paquete antes de aprobar cualquier pedido de brida.
Caso Práctico de la Industria
Problema de sellado en línea de agua producida causado por incompatibilidad entre el acabado de la cara de la brida y el tipo de junta
Una línea de agua producida experimentó filtraciones repetidas después del arranque. La investigación encontró una incompatibilidad entre el requisito de acabado de la cara y el tipo de junta instalado. Después de reemplazar la junta con la solución compatible con el acabado correcto y documentar el método de montaje, la recurrencia de fugas se redujo significativamente.
Línea de servicio de hidrocarburos en alta mar actualizada de RF a RTJ para mejorar la confiabilidad del sellado bajo fluctuaciones de presión
Una línea de hidrocarburos en alta mar experimentó fugas durante fluctuaciones de presión y ciclos térmicos. El proyecto actualizó la especificación de la junta (incluyendo la estrategia de acabado de la cara y los controles de instalación) para mejorar la confiabilidad del sellado. La mejora se logró mediante cambios combinados: selección del acabado de la cara, compatibilidad de la junta y verificación controlada de la precarga.
Perspectiva de Experto:
El consultor destaca que los cambios en el acabado de la cara solo funcionan cuando el proyecto también controla la selección de la junta, la condición de la ranura y el método de pernado. “Actualizar el acabado de la cara sin mejorar la disciplina de montaje es una solución falsa”, señala.
Elección de Clase de Presión para Bridas en Alta Mar
Comprensión de las Clasificaciones de Presión Más Allá de la Placa de Identificación
Diferencia entre la clase nominal y la capacidad operativa real
La clase nominal en la placa de identificación de una brida debe verificarse con respecto a las clasificaciones de presión-temperatura para el grupo de material seleccionado y la norma. La presión admisible real depende del grado del material, la temperatura de diseño (reducción de capacidad a temperaturas elevadas), el tamaño de la brida y las reglas de diseño del proyecto. Los proyectos offshore también deben considerar la presión de hidroensayo, las sobrecargas transitorias y los cambios futuros de operación si se especifican.
- El tipo de material y aleación afectan la resistencia y el comportamiento de reducción de capacidad por temperatura.
- La temperatura impacta la presión admisible; temperaturas más altas generalmente reducen la capacidad de clasificación.
- El tamaño y la serie de la brida afectan las clasificaciones de presión-temperatura y las cargas de pernos.
Perspectiva de Experto:
El consultor advierte que confiar solo en la placa de identificación puede llevar a una especificación insuficiente o excesiva. Él aconseja verificar el grado del material, la temperatura de diseño y las tablas de la norma aplicable antes de la aprobación.
Por qué la temperatura, el grado del material y el código de diseño afectan la capacidad de presión final
La temperatura, el grado del material y el código de diseño determinan colectivamente la capacidad de presión final. Las altas temperaturas reducen la tensión admisible en muchos materiales. El grado del material define la resistencia y tenacidad de referencia. Los códigos de diseño (como las normas de bridas ASME donde se especifican) proporcionan las reglas de clasificación y los requisitos dimensionales que deben cumplirse para una operación segura.
| Factor | Impacto en la Capacidad de Presión |
|---|---|
| Temperatura | Las temperaturas más altas generalmente reducen la presión permitida para muchos grupos de materiales |
| Grado de material | Controla la línea base de resistencia/tenacidad y la idoneidad para el servicio especificado |
| Código de Diseño | Define las reglas de clasificación, dimensiones y requisitos de aceptación para el sistema de bridas |
Perspectiva de Experto:
El consultor señala que muchos problemas de la cadena de suministro provienen de omitir el conjunto de normas rectoras del proyecto. Recomienda confirmar la base de diseño y los requisitos de aceptación del cliente antes de realizar el pedido.
Cómo Elegir la Clase de Presión Correcta para la Seguridad de la Tubería
Coincidir la presión y temperatura de diseño con los requisitos de clase ASME
Los ingenieros deben hacer coincidir la presión y temperatura de diseño con la correcta clase de presión. Utilice las tablas de clasificación de la norma rectora para el grupo de material seleccionado. Confirme si se aplica la presión de prueba hidrostática o los márgenes de diseño específicos del operador.
Permita margen para sobrepresión, condiciones de alteración y cambios futuros en la operación
Una estrategia de margen es esencial al seleccionar una clase de presión. Las tuberías offshore pueden experimentar eventos transitorios como sobrepresión, despresurización o cambios operativos. El enfoque correcto es aplicar la política de margen definida por el proyecto y verificar que el sistema de unión pueda instalarse y mantenerse en esa clase (el peso, el perno y las restricciones de acceso son importantes).
- Revise datos históricos de picos de presión si están disponibles.
- Considere futuros cambios operativos y planes de conexión si están definidos.
- Confirme que el método de instalación y el acceso para pernos sigan siendo factibles en la clase seleccionada.
Perspectiva de Experto:
El consultor enfatiza que omitir consideraciones de sobrepresión/perturbación puede llevar a riesgos de fuga, mientras que una sobreespecificación no controlada puede crear impactos innecesarios de peso y plazos de entrega.
Evite la subespecificación que aumenta el riesgo de fuga y parada.
Subespecificar la clase de presión aumenta el riesgo de fuga y parada, especialmente cuando se ignoran los transitorios y la reducción por temperatura. Los ahorros de una clase inferior a menudo se ven superados por los costos de retrabajo, retraso e intervención offshore si la unión falla la aceptación o presenta fugas después de la puesta en marcha.
Caso Práctico de la Industria
Proyecto de línea de exportación offshore donde se seleccionó Clase 600 en lugar de Clase 300 debido a la presión de perturbación y el margen de seguridad a largo plazo.
Un paquete de línea de exportación costa afuera incluyó escenarios de presión de sobretensión y transitorios de reinicio. El equipo de ingeniería seleccionó una clase de presión más alta para mantener el margen bajo condiciones definidas y reducir el riesgo de fugas durante sobrepresiones. La decisión fue respaldada por verificación de clasificación, verificaciones de factibilidad de instalación y criterios de aceptación documentados.
Lección aprendida de la sobreespecificación: cuando una clase de presión más alta aumentó el costo y el tiempo de entrega sin agregar valor real al proyecto
En otro proyecto, el equipo seleccionó una clase de presión más alta de la requerida por el rango de servicio verificado. La selección aumentó el costo y el tiempo de entrega y agregó carga de ensamblaje sin beneficio operativo. La lección es dimensionar correctamente la clase utilizando clasificaciones de presión-temperatura verificadas y la política de margen del proyecto, no el hábito.
Perspectiva de Experto:
El consultor aconseja a los compradores evitar tanto la subespecificación como la sobreespecificación. Él recomienda confirmar las tablas de clasificación, la factibilidad de instalación y el alcance de aceptación con fabricantes certificados antes de finalizar.
Selección de Material para Bridas Costa Afuera
Resistencia a la Corrosión y Durabilidad en Ambientes Marinos
Seleccionar el material correcto para bridas costa afuera es crítico para la durabilidad a largo plazo y la resistencia a la corrosión. Los ambientes marinos exponen las juntas a cloruros, ciclos húmedo/seco y alta humedad. La selección de material debe seguir el mecanismo de corrosión y los controles de fabricación, no la popularidad.
| Tipo de material | Propiedades | Aplicaciones |
|---|---|---|
| Acero Inoxidable (304, 316) | Mejor resistencia general a la corrosión que el acero al carbono; el riesgo de picadura por cloruros depende del nivel de cloruro y la temperatura (el rango típico costa afuera varía según la exposición) | Exposición moderada a cloruros, tuberías en superficie, sistemas químicos (dependiente del proyecto) |
| Duplex y Super Duplex | Alta resistencia y mejorada resistencia a mecanismos de corrosión relacionados con cloruros cuando se especifica y fabrica adecuadamente | Sistemas de agua de mar/agua producida, exposición agresiva a cloruros, servicio marino (dependiente del proyecto) |
| Titanio, Cobre-Níquel | Rendimiento especializado de corrosión para sistemas marinos seleccionados | Sistemas de agua de mar/desalinización/marinos donde se justifica por vida de diseño y riesgo de corrosión |
Acero al carbono para entornos controlados con estrategia de recubrimiento y protección contra corrosión
El acero al carbono puede ser rentable donde la exposición a la corrosión se controla mediante recubrimientos, estrategia de aislamiento e integración de protección catódica. Esto es más adecuado para servicios no críticos donde el acceso de inspección y la planificación de mantenimiento son realistas. Los proyectos offshore deben definir explícitamente la estrategia de protección contra la corrosión si se utiliza acero al carbono.
Perspectiva de Experto:
El consultor aconseja confirmar que el alcance del recubrimiento, el acceso de inspección y la planificación de mantenimiento estén definidos antes de aprobar el acero al carbono offshore. Advierte que “el acero al carbono sin un plan de protección es un riesgo para el cronograma”.”
Acero inoxidable para mejorar la resistencia a la corrosión en servicio con contenido de cloruro
Acero inoxidable, especialmente la serie 316, puede usarse en algunos servicios con contenido de cloruro, pero no es automáticamente “resistente al agua de mar”. La idoneidad depende de la concentración de cloruro, temperatura, contenido de oxígeno y tipo de exposición (sumergido vs salpicadura). Verifique el mecanismo de corrosión y las reglas de selección de materiales del proyecto.
Duplex y super duplex para condiciones agresivas en alta mar que requieren resistencia y rendimiento contra la corrosión
Los materiales duplex y super duplex a menudo se seleccionan para una exposición más agresiva al cloruro porque combinan resistencia con una mejor resistencia a la corrosión cuando se especifican y fabrican adecuadamente. El control del procedimiento de soldadura y la verificación del material son importantes para preservar el rendimiento contra la corrosión.
Materiales de aleación para medios de proceso especiales, corrosivos o altamente exigentes con contenido ácido
Pueden requerirse aleaciones especiales para servicio ácido, inyección química o mecanismos de corrosión severos donde los aceros estándar no son adecuados. La selección debe basarse en el mecanismo de corrosión, requisitos mecánicos, controles de fabricación y el rango de servicio documentado. Cuando se aplica servicio ácido, los límites de material a menudo se rigen por los requisitos del proyecto alineados con NACE MR0175 / ISO 15156 (donde sea aplicable).
Compatibilidad del material con el medio de la tubería
La compatibilidad del material con el medio de la tubería es un requisito de seguridad y confiabilidad. El material incorrecto puede provocar corrosión, agrietamiento, fugas o retrabajo. Utilice el mecanismo de corrosión y el rango de servicio como base para la decisión.
| Material de la brida | Ventajas | Condiciones adecuadas |
|---|---|---|
| Acero al carbono | Rentable; amplia disponibilidad | Entornos de corrosión controlada con estrategia de protección definida |
| Acero inoxidable | Mejor resistencia a la corrosión vs acero al carbono | Exposición moderada a cloruros/químicos (verificar riesgo de picadura/hendidura) |
| Aleaciones dúplex | Alta resistencia con mejor resistencia a la corrosión por cloruros cuando se especifica correctamente | Agua de mar/agua producida y exposición marina más agresiva (dependiente del proyecto) |
Agua de mar, agua producida, hidrocarburos, gas, servicio ácido y líneas de inyección química
Cada medio presenta diferentes riesgos. El agua de mar y el agua producida a menudo impulsan mecanismos de corrosión relacionados con cloruros. Los hidrocarburos y el gas pueden introducir problemas de transitorios de presión y ciclos de temperatura. El servicio ácido puede requerir límites de material adicionales y documentación. Las líneas de inyección química pueden requerir materiales de aleación más alta dependiendo de la química y la temperatura.
Por qué el mecanismo de corrosión importa más que la popularidad del material
Los mecanismos de corrosión (picaduras, corrosión por hendidura, corrosión galvánica, riesgo de agrietamiento en servicio ácido, erosión-corrosión) determinan la selección de materiales. Los materiales “populares” no son automáticamente apropiados. La selección offshore debe justificarse por el mecanismo y las suposiciones documentadas, especialmente para uniones de alta consecuencia.
Cómo equilibrar la resistencia a la corrosión, la resistencia mecánica, la dificultad de fabricación y el presupuesto
Los ingenieros equilibran la resistencia a la corrosión, la resistencia mecánica/tenacidad, la complejidad de fabricación, la carga de inspección y el presupuesto. Las aleaciones dúplex pueden ser un compromiso práctico cuando la exposición al cloruro es significativa y se necesita resistencia, pero los controles de fabricación deben gestionarse. El acero al carbono puede ser viable para ciertos servicios si se define la protección contra la corrosión. Estos son los típicos compromisos de ingeniería y dependen de la exposición, la temperatura y los objetivos de vida útil del diseño.
Perspectiva de Experto:
El consultor recomienda seleccionar materiales por mecanismo y alcance de verificación. Advierte que las sustituciones no revisadas crean tanto riesgo de integridad como riesgo de auditoría.
Qué deben verificar los compradores antes de aprobar una opción de material
Los compradores deben verificar la calidad del material y la trazabilidad antes de aprobar cualquier brida para uso offshore.
| Factores a considerar | Descripción |
|---|---|
| Especificaciones de los materiales | Confirmar que la especificación y el grado del material coinciden con la orden de compra y los requisitos del proyecto. |
| Evidencia del Sistema de Calidad | Verificar la evidencia del sistema de calidad del proveedor (por ejemplo, ISO 9001) y la consistencia del alcance de inspección. |
| Cumplimiento de normas | Verificar que el estándar dimensional, el estándar de material y los registros de pruebas/inspección requeridos coincidan con las especificaciones del proyecto. |
| Aplicación Prevista | Confirmar el entorno de servicio, el mecanismo de corrosión y las restricciones de instalación antes de la aprobación final. |
- Seleccionar el material de la brida en función del entorno de servicio previsto y el plan de inspección.
- Emparejar el material de la brida con el material de la tubería cuando sea necesario y revisar la compatibilidad galvánica para metalurgia mixta.
- Confirmar los controles de fabricación/soldadura para materiales sensibles a la entrada de calor o al equilibrio de fases (dependiente del proyecto).
Revisión de MTC, trazabilidad del número de colada, PMI, pruebas relacionadas con corrosión y cumplimiento de las especificaciones del proyecto
Los compradores deben revisar los Certificados de Prueba de Fábrica (MTC), confirmar la trazabilidad del número de colada y requerir PMI cuando se especifique o cuando la criticidad lo justifique. Las pruebas relacionadas con corrosión y el cumplimiento de las especificaciones del proyecto reducen el riesgo de recibir materiales incorrectos. El alcance requerido depende de la garantía de calidad del proyecto y la criticidad del servicio.
Riesgos de sustituir materiales sin una revisión técnica completa
La sustitución de materiales sin revisión técnica es un riesgo común en alta mar. Incluso los materiales “equivalentes” pueden cambiar el rendimiento de corrosión, tenacidad, requisitos de procedimiento de soldadura y aceptación de documentación. Cualquier sustitución debe revisarse y aprobarse según el control de cambios del proyecto.
Perspectiva de Experto:
El consultor insta a los clientes a exigir trazabilidad completa de MTC/MTR y un alcance de inspección claro para cada pedido de brida en alta mar. Advierte que las lagunas en la documentación o las sustituciones no autorizadas a menudo desencadenan el rechazo del cliente o la reinspección.
Caso Práctico de la Industria
- Algunos paquetes EPC en alta mar requieren aprobaciones específicas del operador o testificación de inspección de terceros para bridas críticas. Los proveedores deben demostrar un abastecimiento de material controlado y trazabilidad para cumplir con estos requisitos.
- La exposición marina a menudo impulsa requisitos de rendimiento de corrosión más altos para sistemas de agua de mar/agua producida, lo que aumenta la importancia de la selección correcta de materiales y los controles de fabricación.
Línea de servicio de agua de mar donde la selección de brida dúplex redujo el riesgo de corrosión en comparación con el acero inoxidable convencional
Una línea de servicio de agua de mar experimentó riesgo de corrosión localizada bajo exposición a cloruros. Los ingenieros seleccionaron material de brida dúplex basándose en el mecanismo de corrosión y los objetivos de vida útil de diseño, respaldados por controles de documentación y verificación. El cambio redujo la frecuencia de intervención relacionada con la corrosión (el beneficio típico en alta mar depende del nivel de cloruro, temperatura y condiciones de exposición).
Brida de acero al carbono con sistema de recubrimiento utilizado con éxito en una aplicación de servicios no crítica en alta mar con planificación de mantenimiento adecuada
En una línea de servicios no crítica, los ingenieros utilizaron bridas de acero al carbono con un recubrimiento definido y un plan de inspección. El enfoque fue rentable porque el acceso para inspección y mantenimiento era factible. La lección clave es que el éxito del acero al carbono en alta mar depende de la estrategia de protección y la planificación realista del mantenimiento.
Perspectiva de Experto:
El consultor destaca que el éxito proviene de adaptar el material a la exposición y el alcance de verificación, no de una única regla de “mejor material”.
Conexiones Finales, Métodos de Soldadura y Riesgos de Instalación
Elección de Conexión Final en Fabricación Marina Real
Extremos de soldadura a tope para integridad estructural y confiabilidad a largo plazo
Extremos de soldadura a tope generalmente proporcionan la mejor continuidad estructural para tuberías marinas críticas porque reducen concentraciones de tensión y soportan mejor el rendimiento a fatiga cuando se controla la calidad de la soldadura. Los proyectos marinos deben verificar procedimientos de soldadura, tolerancias de ajuste y alcance de inspección como parte del control de integridad de juntas.
Perspectiva de Experto:
El consultor enfatiza verificar la calificación del procedimiento de soldadura, compatibilidad de materiales y alcance de inspección para extremos de soldadura a tope. Un control deficiente de la soldadura puede comprometer la alineación del sellado y la confiabilidad del cronograma.
Opciones de Socket Weld y roscadas para sistemas de pequeño diámetro y sus limitaciones
Bridas de Socket Weld y roscadas pueden adaptarse a sistemas de pequeño diámetro pero tienen limitaciones en entornos marinos. Los Socket Welds pueden introducir riesgos de grietas y corrosión en el área de la raíz, mientras que las juntas roscadas pueden ser sensibles a vibraciones y prácticas de sellador/ensamblaje. Estas opciones típicamente se limitan a servicios de utilidad o aplicaciones no críticas donde se controlan los factores de vibración y corrosión.
- Los Socket Welds pueden concentrar corrosión en regiones similares a grietas si las condiciones lo permiten.
- Las uniones roscadas pueden aflojarse bajo vibración si no se controlan.
- Ambos tipos requieren una inspección cuidadosa y disciplina de instalación para reducir el riesgo de fugas.
El Control de Calidad de Soldadura Importa Tanto como el Diseño de Bridas
El control de calidad de soldadura es tan importante como el diseño de bridas en instalaciones de tuberías costa afuera. La calidad del ajuste, el control de aporte térmico, la gestión de distorsión y el control de interfaz de recubrimiento/aislamiento afectan la alineación de bridas y la estabilidad del sellado. Las reparaciones costa afuera son costosas, por lo que la prevención se impulsa mediante fabricación controlada y verificación.
- La protección contra corrosión y la preparación de superficies reducen la degradación por humedad en zonas de soldadura.
- El control de distorsión reduce los riesgos de alineación y planicidad de caras.
- La confiabilidad a largo plazo depende tanto del diseño como de la calidad de instalación.
Calificación de procedimiento de soldadura, calificación de soldador y expectativas de END
Los proyectos offshore normalmente requieren procedimientos de soldadura verificados, soldadores calificados y un alcance definido de END. Los criterios de aceptación exactos dependen de la especificación del proyecto y los requisitos del operador. END (UT/RT/MT/PT donde sea aplicable) apoya la detección de defectos antes de la puesta en marcha.
Por qué un mal ajuste y la distorsión por soldadura pueden socavar el rendimiento del sellado de bridas
Un mal ajuste y la distorsión por soldadura pueden socavar el rendimiento del sellado de bridas incluso cuando los materiales son correctos. La distorsión puede causar no paralelismo de las caras y carga desigual de la junta. Los ingenieros deben tratar la alineación y la distorsión como riesgos de sellado, no solo como “problemas de fabricación”.”
Perspectiva de Experto:
El consultor aconseja priorizar las inspecciones de QA/QC durante la fabricación. Señala que muchas investigaciones de fugas offshore se remontan a la alineación y la distorsión, no a defectos del material.
Caso Práctico de la Industria
Retraso en la fabricación causado por desajuste entre la preparación del extremo de la brida y la práctica de soldadura en sitio
Un proyecto experimentó un retraso en la fabricación cuando la preparación del extremo de la brida no coincidió con la práctica de soldadura en sitio y el método de ajuste. El equipo tuvo que remecanizar componentes y recalificar el alcance del trabajo. Este caso destaca la necesidad de alinear los detalles de adquisición con la práctica de fabricación antes del envío.
Problema de fuga rastreado a la alineación de instalación en lugar de falla del material de la brida
Ocurrió una fuga persistente en una junta de brida después del reensamblaje. La investigación mostró que una mala alineación de instalación estaba consumiendo la carga del perno y creando compresión desigual de la junta. Después de corregir la alineación y controlar el método de precarga, la fuga se detuvo, demostrando por qué el control del ajuste es un control de sellado.
- Las reparaciones en alta mar a menudo requieren logística especializada y mayor riesgo de tiempo de inactividad.
- La corrosión en las zonas de soldadura puede generar problemas de integridad a largo plazo si no se controlan las interfaces de revestimiento/aislamiento.
- Los problemas de distorsión y alineación pueden crear fugas recurrentes incluso cuando la documentación está completa.
Perspectiva de Experto:
El consultor recomienda gestionar la alineación y la calidad de la soldadura como parte del control de integridad de la unión y verificar el alcance de la inspección durante la fabricación para evitar intervenciones costosas en alta mar.
Normas y Certificaciones que los Compradores Deben Verificar
Normas Principales de Bridas para Alta Mar
Normas dimensionales y de clase de presión ASME
Los compradores deben verificar la norma dimensional y de clasificación requerida por el proyecto (comúnmente ASME B16.5/B16.47 o equivalentes requeridos por el proyecto). El uso de normas incompatibles puede crear incompatibilidad en el patrón de pernos y retrabajo costoso, incluso cuando los materiales son correctos.
Perspectiva de Experto:
El consultor explica que las normas dimensionales incompatibles son una causa común de retrabajo en alta mar. Insta a los compradores a confirmar el conjunto de normas rectoras y los requisitos de marcado antes de la aprobación.
Estándares de material ASTM
Las especificaciones de materiales ASTM definen la composición química, las propiedades mecánicas y los requisitos de prueba. Los compradores deben verificar que el MTC/MTR haga referencia a la especificación de material ASTM/ASME y al grado requerido por el proyecto. “ASTM” es típicamente una base de especificación, no una “certificación” independiente.”
Requisitos DIN e ISO cuando las especificaciones del proyecto los requieran
Algunos proyectos requieren normas basadas en DIN/EN o ISO para dimensiones y requisitos de materiales. Esto es común en proyectos liderados por europeos o donde las especificaciones del operador se estandarizan en DIN/EN. Los compradores deben confirmar si se permite mezclar componentes ASME y DIN/EN y cómo se gestionarán las interfaces de juntas/tuercas.
NACE, EN 10204 3.1 y requisitos de documentación específicos del proyecto offshore donde corresponda
Donde se aplica servicio ácido, los proyectos pueden requerir alineación con los límites de NACE MR0175 / ISO 15156. Los certificados EN 10204 respaldan la documentación de inspección de materiales: 3.1 es típicamente un certificado de inspección emitido por el fabricante, mientras que 3.2 generalmente implica una verificación/validación independiente adicional según el requisito del proyecto. Los proyectos offshore también pueden requerir registros de recubrimiento, informes de END, alcance de PMI y trazabilidad completa para la aceptación del cliente.
| Certificación | Descripción |
|---|---|
| ISO 9001:2015 | Sistema de gestión de calidad para fabricación consistente y control de documentación |
| ASME B16.5/B16.47 | Conjunto de estándares dimensionales y de clasificación (dependiente del proyecto) |
| Cumplimiento de especificación de material ASTM | Requisitos de material verificados mediante MTC/MTR |
| NACE MR0175/ISO 15156 | Límites de material para servicio ácido donde sea aplicable |
| EN 10204 3.1/3.2 | Alcance del certificado de inspección (3.1 certificado del fabricante; 3.2 con observación independiente adicional según requisito) |
| PED 2014/68/UE | Cumplimiento de equipo de presión donde aplica el alcance regulatorio de la UE |
| API 6A | Donde sea aplicable para paquetes de equipo de control de presión/cabeza de pozo (dependiente del proyecto) |
| NORSOK | Los estándares de proyecto a menudo referenciados en especificaciones relacionadas con el Mar del Norte (dependientes del proyecto) |
Las dimensiones estándar y el alcance de la documentación deben coincidir con los requisitos del proyecto para garantizar una instalación segura y una aceptación fluida por parte del cliente.
Documentación y Cumplimiento para una Adquisición Lista para Auditoría
Certificados de prueba de materiales, informes de inspección dimensional, PMI, NDT, registros de recubrimiento y documentos de trazabilidad
La adquisición lista para auditoría requiere documentación completa para cada paquete de bridas. Los compradores típicamente verifican MTC/MTR, informes de inspección dimensional, registros de PMI cuando se requieren, resultados de NDT según especificación, registros de recubrimiento/embalaje y documentos de trazabilidad vinculados a números de colada y marcados.
| Aspecto | Descripción |
|---|---|
| Calificación del Proveedor | Confirma la capacidad del proveedor para cumplir con dimensiones, especificaciones de materiales y alcance de documentación |
| Especificaciones de los materiales | Define el grado de material requerido, tratamiento térmico y alcance de pruebas |
| Inspecciones de Adquisición | Verifica resultados dimensionales, marcado e inspección durante la producción |
| Reducción de Riesgos | Previene entregas de material/estándar incorrectos y reduce el riesgo de retrabajo |
| Cumplimiento y Seguridad | Apoya los requisitos regulatorios y de aceptación del cliente |
| Eficiencia de costes | La detección temprana evita retrabajo en alta mar e impactos en el cronograma |
Perspectiva de Experto:
El consultor señala que la documentación incompleta es una causa frecuente de retraso en proyectos. Recomienda confirmar el formato del certificado, el alcance requerido y el vínculo de trazabilidad antes del envío.
Por qué la calidad de la documentación afecta directamente la aprobación del proyecto y la aceptación en sitio
La documentación de alta calidad acelera la aprobación y aceptación en sitio porque los inspectores pueden verificar el cumplimiento sin necesidad de reensayos o reinspecciones. Los registros deficientes pueden generar puntos de retención, lotes rechazados o inspecciones de terceros no planificadas.
Qué suelen preguntar los compradores EPC y los equipos de QA antes de emitir la aprobación final
Los compradores EPC y los equipos de QA suelen requerir pruebas de cumplimiento de estándares, certificados de materiales, informes de inspección y vinculación de trazabilidad. También pueden requerir testigos de terceros para elementos críticos. Aclarar esta lista de verificación temprano reduce disputas posteriores.
Caso Práctico de la Industria
Retraso en la aprobación del proyecto causado por registros de trazabilidad incompletos
Un proyecto enfrentó un retraso en el cronograma porque los registros de trazabilidad estaban incompletos para varios elementos en un paquete de bridas offshore. La aceptación del cliente requería números de colada vinculados y certificados de inspección completos para el lote. El equipo tuvo que realizar reinspección y reconstrucción documental, aumentando costos y retrasando la instalación.
Perspectiva de Experto:
El consultor aconseja verificar el alcance de trazabilidad y el formato de aceptación antes del envío. “Si el cliente no puede verificarlo el primer día, se convierte en un retraso”, señala.
Cómo la documentación completa ayudó a acelerar la inspección del cliente offshore y la liberación del envío
En otro paquete, el proveedor proporcionó documentación completa, marcado claro y alcance de inspección alineado con los requisitos del cliente. El cliente completó la inspección rápidamente y liberó el envío sin puntos de retención adicionales. La lección es que la calidad de la documentación es una herramienta de control del cronograma.
Cumplimiento de estándares, documentación completa y trazabilidad reducen el riesgo y retraso en proyectos costa afuera.
Cómo Comparar Proveedores de Bridas para Costa Afuera
Qué Hace que un Fabricante sea Confiable para Proyectos Costa Afuera
Un fabricante confiable para proyectos costa afuera debe cumplir con requisitos técnicos y operativos estrictos. Proveedores confiables demuestran experiencia en especificaciones costa afuera, abastecimiento controlado de materiales, precisión consistente en mecanizado, capacidad de inspección definida y entrega predecible con documentación de exportación completa.
| Criterios | Descripción |
|---|---|
| Diseño | Revisión de diseño alineada al rango de servicio y conjunto de estándares del proyecto reduce el riesgo de desajuste |
| Construcción | Procesos controlados de forja, mecanizado y tratamiento térmico respaldan la consistencia |
| Gestión de Integridad | Registros de trazabilidad e inspección respaldan el mantenimiento a largo plazo y auditorías |
| Seguridad Operacional | Cumplimiento de normas y alcance de verificación reduce riesgo de fugas y fallas |
| Eficiencia de costes | Selección correcta de especificaciones y entrega estable reducen costos de retrabajo e intervención costa afuera |
Experiencia con especificaciones costa afuera de petróleo y gas
Fabricantes con experiencia en proyectos costa afuera comprenden la estructura de especificaciones, requisitos de documentación y modos de falla comunes. Pueden apoyar la selección correcta de normas y planificación del alcance de verificación.
Control de abastecimiento de materiales y trazabilidad por lote
Proveedores confiables controlan el abastecimiento de materiales y mantienen trazabilidad por lote/lote de colada. Esto garantiza que las bridas entregadas coincidan con el grado de material especificado y requisitos de prueba.
Precisión de mecanizado, capacidad de inspección y consistencia de entrega
Precisión de mecanizado y capacidad de inspección reducen problemas de ajuste y retrabajo en campo. Consistencia de entrega reduce riesgo en cadena de suministro y protege cronogramas de puesta en marcha.
Capacidad para soportar materiales especiales, plazos urgentes y documentos de exportación completos
Proyectos costa afuera frecuentemente requieren aleaciones especiales, reemplazos urgentes y documentación compleja. Proveedores que pueden soportar estos requisitos reducen riesgo operacional durante paquetes de ejecución acelerada.
Perspectiva de Experto:
El consultor recomienda priorizar a proveedores con documentación controlada, trazabilidad y un historial comprobado de entregas en alta mar. “Una brida técnicamente correcta que llega sin registros aceptables no es utilizable en alta mar”, señala.
Preguntas que los compradores deben hacer antes de realizar un pedido
Los compradores deben hacer preguntas clave para confirmar la fiabilidad del proveedor y la adecuación al proyecto.
| Pregunta | Explicación |
|---|---|
| ¿Cómo verificar la fiabilidad del proveedor? | Revisar evidencia del sistema de calidad, solicitar muestras de MTC/MTR, confirmar el alcance de la inspección y verificar el desempeño de entrega para paquetes similares en alta mar. |
| ¿Todos los proveedores tienen cantidades mínimas de pedido? | Las MOQ varían según el producto y el material; confirme la política de pedidos de prueba y la estrategia de repuestos desde el principio. |
| ¿Se Ofrecen Muestras Gratuitas Normalmente? | La política de muestreo depende de artículos estándar vs personalizados; confirme costo, tiempo de entrega y alcance de inspección para muestras. |
| ¿Puedo Visitar la Planta de Fabricación? | La auditoría de fábrica (en persona o virtual) ayuda a verificar el control de procesos y la capacidad de inspección. |
| ¿Cuál Es el Tiempo de Entrega Típico Después de la Aprobación de la Muestra? | El tiempo de entrega varía según material, clase, tamaño y alcance de inspección; confirme artículos críticos temprano. |
| ¿Pueden los Proveedores Internacionales Manejar Envíos Globales? | Confirme el embalaje de exportación, protección contra corrosión, conjunto de documentos y requisitos de aduanas para evitar daños o retrasos. |
¿Puede el proveedor proporcionar trazabilidad completa y soporte de inspección de terceros?
Confirme si el proveedor puede proporcionar trazabilidad completa y soportar la presencia de terceros donde el proyecto lo requiera. Defina qué significa “trazabilidad” en el contrato (vinculación de número de calor, marcado, formato de certificado, separación de lotes).
¿Pueden manejar la documentación del proyecto y los requisitos específicos de control de calidad del cliente?
Confirme el formato del documento, el alcance requerido (MTC/MTR, informes dimensionales, PMI, END, registros de recubrimiento) y el momento de presentación antes del envío.
¿Tienen experiencia comprobada con aplicaciones en alta mar, marinas o en servicio corrosivo?
La experiencia con condiciones de servicio similares reduce el riesgo. Solicite ejemplos alineados con medios comparables, exposición y alcance de documentación (sin revelar información confidencial del cliente).
Perspectiva de Experto:
El consultor recomienda verificar los procesos de documentación del proveedor y la capacidad de inspección desde el principio. Señala que esto reduce las disputas de adquisición y protege los cronogramas de puesta en marcha.
Caso Práctico de la Industria
- En proyectos sensibles a la integridad, las soluciones de bridas correctamente especificadas para anclaje o estabilidad pueden reducir el riesgo de desplazamiento y el potencial de fugas cuando coinciden con las cargas y el alcance de verificación.
- En entornos de carga dinámica, la estabilidad de la junta depende del control de carga, la selección correcta de la norma y la verificación trazable, no solo de “piezas más fuertes”.
Por qué un contratista offshore cambió de proveedor tras repetidas inconsistencias en la documentación y entregas tardías
Un contratista offshore cambió de proveedor tras repetidas inconsistencias en la documentación y entregas tardías. El contratista seleccionó un fabricante con un control de trazabilidad más sólido y una entrega predecible, reduciendo los puntos de retención del cliente y el riesgo del cronograma.
Cómo el apoyo de un fabricante calificado redujo el riesgo de adquisición en un paquete offshore de ejecución rápida
Un paquete offshore de ejecución rápida requería entrega urgente y pleno cumplimiento. El equipo del proyecto seleccionó un fabricante calificado con procesos de documentación verificados y alcance de inspección. El apoyo del proveedor redujo el riesgo de adquisición y ayudó a mantener el paquete en el cronograma.
Perspectiva de Experto:
El consultor destaca que el éxito de la adquisición offshore está impulsado por la preparación de la documentación y la confiabilidad de la entrega, no solo por el precio unitario.
Lista de verificación para la selección de bridas offshore para compradores e ingenieros
Seleccionar la brida correcta para una tubería offshore requiere revisión en cada etapa. Los compradores e ingenieros deben usar una lista de verificación estructurada para garantizar seguridad, cumplimiento y confiabilidad a largo plazo.
Lista de verificación técnica antes de la aprobación final
Los ingenieros y compradores deben confirmar todos los detalles técnicos antes de aprobar las bridas de tubería para uso offshore.
| Elemento de la lista de comprobación | Descripción |
|---|---|
| Condiciones de servicio | Confirmar medio, presión, temperatura, salinidad, categoría de exposición y supuestos del mecanismo de corrosión. |
| Tipo de brida y cara | Hacer coincidir el tipo de brida y la cara con las cargas, las necesidades de confiabilidad del sellado y el acceso de mantenimiento. |
| Clase de presión | Verificar la clasificación contra el sobre de diseño y la política de margen del proyecto; confirmar la viabilidad de instalación en la clase seleccionada. |
| Revisión de material | Confirmar la selección de material mediante mecanismo de corrosión, requisitos de resistencia/tenacidad y controles de fabricación. |
| Junta y pernos | Verificar compatibilidad de la junta y definir método de pernos/precarga y verificaciones de aceptación. |
| Normas y pruebas | Alinear normas, pruebas y alcance de documentación con especificación del proyecto y aceptación del cliente. |
Perspectiva de Experto:
El consultor aconseja a los compradores insistir en MTC/MTR trazables térmicamente y alcance de inspección claro. Advierte que la falta de requisitos de tenacidad/impacto para sistemas sensibles a la fatiga puede crear riesgo de retrabajo. Siempre requerir inspección visual y dimensional según la norma dimensional especificada (por ejemplo, ASME B16.5 o EN 1092-1 donde sea aplicable).
Una lista de verificación técnica detallada ayuda a prevenir desajustes y asegura que la brida correcta se ajuste al entorno operativo de la tubería.
Requisitos técnicos adicionales para bridas de tubería offshore incluyen:
| Elemento de la lista de comprobación | Descripción |
|---|---|
| Especificar Material | Si se requieren bridas de tubería de alta resistencia, especifique el estándar/grado de material correcto según el diseño (por ejemplo, ASTM A694 grado según corresponda) en la orden de compra. |
| Requisitos de MTR | Requiera MTC/MTR que haga referencia a la especificación y grado de material correctos utilizados para el pedido. |
| Temperatura CVN | Especifique la temperatura de prueba de impacto requerida y el alcance de aceptación si es requerido por el proyecto para servicio de baja temperatura o crítico. |
| Normas de Bridas | Indique el estándar dimensional (ASME B16.5 o EN 1092-1) y la clase de presión según sea requerido. |
| Datos de Impacto | Para sistemas críticos o de baja temperatura, incluya requisitos de tenacidad/impacto en el paquete del contrato. |
| Traza de Calor | Insista en MTC/MTR trazable por calor y vinculación de marcado; defina reglas de separación de lotes donde sea requerido. |
| Pruebas Mecánicas | Confirmar el alcance requerido de pruebas mecánicas y el formato de documentación para la aceptación del cliente. |
| Requisitos de END | Definir el alcance de END (UT/RT/MT/PT según corresponda) si lo requiere la especificación o el plan de testigo del cliente. |
| Inspección visual | Inspección visual y dimensional según el estándar dimensional especificado y los criterios de aceptación del proyecto. |
Esta tabla garantiza que compradores e ingenieros cubran puntos críticos antes de la aprobación final de paquetes de bridas offshore.
Lista de Verificación de Adquisiciones Antes de la Orden de Compra
Los compradores deben verificar los detalles de adquisición para asegurar la brida correcta y evitar riesgos en la cadena de suministro.
- Confirmar que los planos y la LDM coinciden con el diseño de la tubería y el estándar dimensional requerido.
- Definir los requisitos de inspección y pruebas, incluyendo cualquier punto de testigo del cliente.
- Requiere MTC/MTR y trazabilidad por lote para bridas.
- Especificar embalaje de exportación y protección contra corrosión para envíos offshore para prevenir daños.
- Organizar inspección de terceros o presencia del cliente según especificación del proyecto.
Perspectiva de Experto:
El consultor recomienda confirmar el alcance de documentación y formato de aceptación antes de la emisión de la orden de compra. Señala que requisitos poco claros de embalaje y certificación a menudo causan retrasos offshore y costos adicionales.
Una lista de verificación de compras protege a los compradores de errores costosos y asegura que la brida llegue lista para instalación.
Resumen:
Compradores e ingenieros deben usar tanto listas de verificación técnicas como de compras para seleccionar bridas de tubería para oleoductos offshore. Estos pasos ayudan a asegurar que la brida cumple con los requisitos del proyecto y soporta operación segura y confiable.
Para seleccionar la brida correcta para oleoductos offshore de petróleo y gas, los ingenieros deben seguir estos pasos:
- Evaluar condiciones de servicio.
- Elegir el tipo de brida y cara correctos.
- Verificar clase de presión y material.
- Verifique el cumplimiento con los estándares de la industria y los requisitos de documentación.
Perspectiva de Experto:
Un consultor veterano de 30 años sugiere consultar con fabricantes certificados como SUNHY para soluciones listas para auditoría. Para paquetes complejos, los ingenieros deben confirmar el conjunto de estándares, el alcance de la documentación y las restricciones de montaje antes de finalizar.
PREGUNTAS FRECUENTES
¿Cuál es el factor más importante al seleccionar bridas para aplicaciones offshore?
Las condiciones de servicio y el sistema completo de la junta son los factores más importantes. La selección debe coincidir con el medio, el rango de presión-temperatura, el mecanismo de corrosión y las restricciones de instalación, luego verificar la compatibilidad de la cara/junta/tuercas.
Un consultor veterano de 30 años dice: “Siempre haga coincidir el tipo y material de la brida con la presión, temperatura y medio, y confirme cómo se ensamblará la junta en alta mar. Omitir este paso conduce a fugas y costosas re-trabajos.”
¿Cómo pueden los compradores evitar las trampas comunes de compra?
Los compradores deben exigir documentación completa y trazabilidad alineada con la aceptación del cliente. Confirme qué certificados se requieren, cómo los números de colada se vinculan a las marcas y si se aplica el alcance de testigo/tercera parte.
- Solicite Certificados de Prueba de Fábrica / MTRs y aclare el alcance de EN 10204 si se especifica.
- Verifique la evidencia del sistema de calidad del proveedor y la capacidad de inspección.
- Revise la experiencia previa en paquetes offshore y el desempeño de entrega.
El consultor advierte: “La falta de documentos causa retrasos y fallas en auditorías. Defina el formato de aceptación antes del envío.”
¿Qué material de brida funciona mejor para tuberías de agua de mar?
Duplex o super duplex a menudo se selecciona para exposición relacionada con agua de mar porque puede ofrecer un fuerte rendimiento de corrosión y resistencia cuando se especifica y fabrica adecuadamente. La selección final depende del nivel de cloruro, la temperatura, la categoría de exposición y los requisitos del proyecto.
El consultor señala: “Para exposición al agua de mar, verifique el mecanismo de corrosión y los controles de fabricación. La elección del material sin verificación no es control de riesgos.”
¿Por qué la calidad de la documentación afecta el éxito del proyecto?
La documentación completa acelera la aprobación y aceptación en sitio porque reduce los puntos de retención. Si el cliente no puede verificar el cumplimiento rápidamente, los paquetes pueden retenerse para reinspección.
| Tipo de Documento | Propósito |
|---|---|
| MTC/MTR | Verificación de Material |
| Informes de END (cuando se requieran) | Garantía de calidad y verificación de defectos |
| Vinculación de trazabilidad | Cumplimiento de auditoría e identificación de lote |
El consultor dice: “Los registros incompletos retrasan los proyectos y aumentan el riesgo en la cadena de suministro.”
¿Cómo pueden los compradores controlar los costos sin sacrificar la seguridad?
Controle costos dimensionando correctamente las especificaciones y reduciendo el riesgo de retrabajo, no recortando pasos de verificación. Confirme el rango de servicio, verifique las tablas de clasificación y los requisitos de materiales, y estandarice los paquetes de documentación para repetibilidad.
- Evite la sobrespecificación que aumenta el peso, el tiempo de entrega y la carga de montaje
- Utilice materiales verificados y combinaciones de juntas/caras para el servicio
- Trabaje con fabricantes certificados y defina el alcance de la documentación desde el principio
El consultor aconseja, “Dimensionar correctamente las especificaciones y verificar la capacidad del proveedor protege los presupuestos y reduce el riesgo de intervención en alta mar.”