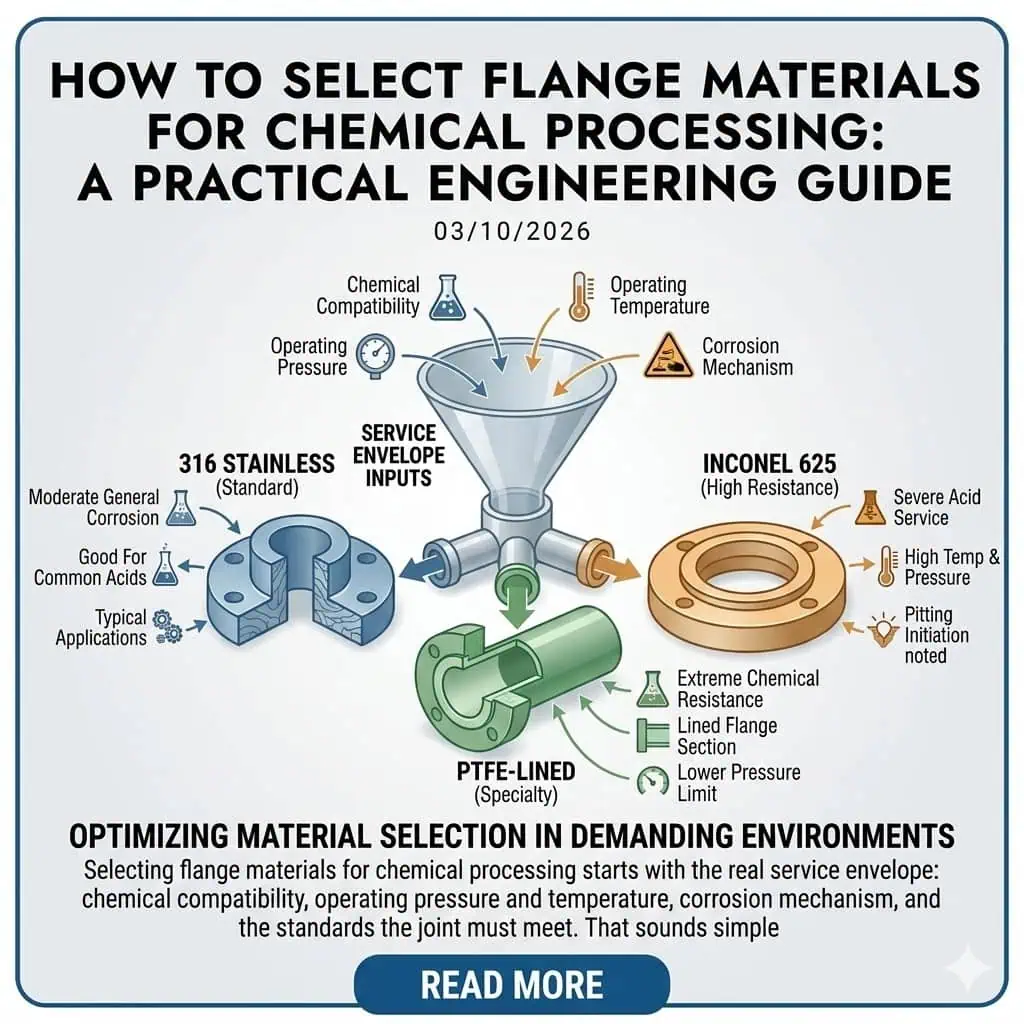
La selección de materiales para bridas en procesamiento químico comienza con el entorno real de servicio: compatibilidad química, presión y temperatura de operación, mecanismo de corrosión y los estándares que la unión debe cumplir. Eso suena simple hasta que aparecen los detalles. Una brida que funciona en servicio limpio y estable puede fallar prematuramente una vez que la línea se expone a cloruros, fluctuaciones de temperatura en el arranque, productos químicos de limpieza o condiciones de parada húmeda. En la mayoría de las plantas, la selección incorrecta de materiales no es un error único dramático. Suele ser una cadena de pequeñas suposiciones: la hoja de medios está incompleta, el 316L se trata como una respuesta universal, se ignora el área de la junta o la decisión de compra se impulsa por el precio antes de que el servicio se comprenda completamente.
| Qué verificar primero | Por qué es importante |
|---|---|
| Medios de proceso reales | El nombre químico solo no es suficiente. La concentración, impurezas, humedad, sólidos y cloruros pueden cambiar completamente el comportamiento de corrosión. |
| Envoltura presión-temperatura | La brida debe cumplir tanto con los requisitos de corrosión como mecánicos en condiciones normales, de alteración y de parada. |
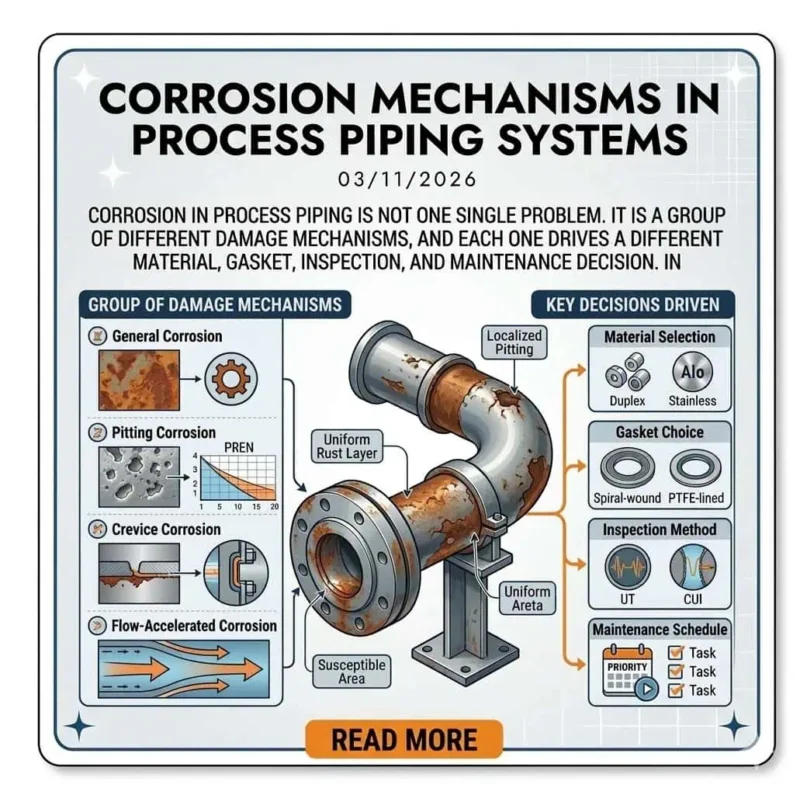
| Mecanismo de corrosión | La corrosión general, picaduras, corrosión por hendidura, SCC y corrosión-erosión no impulsan la selección en la misma dirección. |
| Diseño de uniones y normas | El material de la brida, la junta, el perno, el tipo de cara y el cumplimiento del código deben funcionar juntos como un sistema de sellado. |

Los ingenieros y compradores rara vez necesitan la “mejor” aleación en abstracto. Necesitan el material de brida adecuado para el servicio real. Esto significa emparejar la resistencia a la corrosión con la clasificación de presión-temperatura, la integridad de la unión, la calidad de fabricación, la documentación y un tiempo de entrega realista de adquisición. Para aplicaciones críticas, fabricantes como SUNHY pueden apoyar ese proceso con materiales trazables, calidad de mecanizado, registros de inspección y recomendaciones basadas en la aplicación.
Factores de selección de bridas
Compatibilidad química
Por qué la compatibilidad química es el primer factor de cribado
La compatibilidad química es lo primero porque ninguna clase de presión puede compensar una respuesta de corrosión incorrecta. Si el material de la brida no es compatible con el medio, la unión puede comenzar a filtrarse en el orificio, bajo depósitos o en el área de asiento de la junta mucho antes de que se observe una pérdida importante de pared. Por eso los ingenieros experimentados comienzan con el fluido, no con el catálogo de aleaciones.
Cómo la concentración, las impurezas, la humedad y el nivel de oxidación pueden cambiar el rendimiento del material
Los pequeños cambios en el proceso a menudo importan más de lo que los compradores esperan. Un material que funciona bien en una corriente limpia y seca puede comportarse de manera muy diferente una vez que la humedad entra durante el apagado, una vez que aparece la contaminación por cloruro, o una vez que la concentración cambia durante la limpieza y dilución. El mismo nombre químico puede ocultar riesgos de corrosión muy diferentes dependiendo del nivel de oxidación, el contenido de sólidos, la condición del flujo y las impurezas traza.
Por qué el mismo químico puede requerir diferentes materiales de brida a diferentes temperaturas o etapas del proceso
La selección de materiales debe seguir todo el proceso, no solo la operación en estado estacionario. La alimentación, circulación, muestreo, espera, apagado y limpieza CIP pueden exponer la misma brida a diferentes condiciones químicas y térmicas. Esta es una de las razones por las que las plantas a veces ven fallas en líneas de ramificación, conexiones de instrumentos o boquillas de bajo flujo incluso cuando la línea principal parece aceptable en papel.
Mecanismos comunes de corrosión para revisar: corrosión general, picaduras, corrosión por hendidura, agrietamiento por corrosión bajo tensión y corrosión por erosión
Antes de reducir la lista de materiales, ayuda hacer una pregunta más útil que “¿Es esta aleación resistente a la corrosión?” La pregunta real es qué tipo de corrosión es más probable que cause la fuga. En el procesamiento químico, eso generalmente se reduce a cinco modos de falla:
- Corrosión general que produce una pérdida de espesor de pared amplia y medible
- Picadura que puede perforar una brida mucho más rápido de lo que sugiere la tasa promedio de corrosión
- Corrosión por rendija debajo de juntas, depósitos, uniones de solape y superficies de sellado
- Corrosión bajo tensión en la combinación incorrecta de aleación-entorno-tensión
- Erosión-corrosión donde la velocidad, el destello o los sólidos eliminan las películas protectoras
Para las bridas de acero inoxidable, el ataque por hendidura y el agrietamiento relacionado con cloruros merecen especial atención porque el área de la junta crea exactamente el tipo de entorno restringido que puede ocultar daños localizados tempranos.

Consejo práctico: siempre revise los medios de proceso reales, no solo el nombre químico en el P&ID
Consejo de ingeniería: “Ácido sulfúrico”, “cáustico” o “agua con cloruros” no es suficiente información para una selección segura de materiales. Solicite el rango de concentración, impurezas, sólidos, temperatura de operación, productos químicos de limpieza y si la línea experimenta condiciones de parada húmeda.
Presión y temperatura
Cómo las condiciones de presión y temperatura afectan la clase de brida y la idoneidad del material
Una aleación químicamente adecuada sigue siendo la elección incorrecta si la brida no puede soportar la clasificación de presión-temperatura requerida. En la práctica, la revisión de corrosión y la revisión mecánica deben ejecutarse juntas. Normas como ASME B16.5 definen el marco de clasificación para bridas de tubería comunes y accesorios con brida, mientras que la norma de material seleccionada determina lo que la forja realmente puede ser.
| Verificar elemento | Por qué es importante |
|---|---|
| Presión y temperatura de diseño | Establece la clase de brida, el rango de clasificación y la base mecánica para la junta. |
| Ciclo operativo | La expansión térmica y la relajación pueden reducir la tensión de la junta incluso cuando las condiciones promedio parecen aceptables. |
| Exposición a perturbaciones y limpieza | Las condiciones a corto plazo pueden ser más agresivas que el servicio normal. |
| Ruta de carga del montaje | La brida, la junta y el perno tienen que mantener juntos la integridad del sellado. |
Por qué la temperatura elevada puede acelerar la corrosión y reducir la resistencia admisible
La temperatura dificulta la selección de materiales de dos maneras a la vez. Puede aumentar la tasa de corrosión y reducir el margen de resistencia de la unión. Esa combinación es exactamente por qué los gráficos de compatibilidad a temperatura ambiente deben tratarse como un punto de partida, no como una aprobación final.
La diferencia entre las condiciones normales de operación, las condiciones de alteración, el arranque/apagado y los ciclos de limpieza
Las líneas de proceso reales no viven en un punto de diseño estable. El arranque puede provocar choque térmico. El apagado puede dejar residuos concentrados en la línea de la junta. Los ciclos de limpieza pueden introducir productos químicos oxidantes o alcalinos que nunca aparecen en el servicio de producción. Muchas fugas tempranas de bridas aparecen después de estas transiciones, no durante el funcionamiento suave.
Por qué el material de la brida debe verificarse junto con la junta y el perno para la integridad completa de la unión
Una brida es una parte de un sistema de sellado, no un componente independiente. La aleación de la brida puede ser correcta y la junta aún puede tener fugas si la química de la juntilla es incorrecta, si el apriete de los pernos pierde precarga, o si el tipo de cara no coincide con el estilo de la juntilla. Por eso, la revisión de la juntilla y el apriete debe comenzar junto con la selección de material, no después. Para una revisión más detallada del sellado, consulte esta guía de selección de juntas para bridas.
Consejo práctico: nunca seleccione material solo a partir de tablas de corrosión en condiciones ambientales
Consejo de ingeniería: Si la tabla de compatibilidad asume temperatura ambiente y medio puro, aún no representa el servicio real de la brida. La temperatura, el estrés, la geometría de la hendidura y las impurezas pueden cambiar la elección correcta del material.
Normas y certificaciones
Por qué importan las especificaciones ASME, ASTM, EN, DIN y del proyecto en la selección de material para bridas
Las normas hacen más que decirle el tamaño de la brida. Establecen dimensiones, clasificaciones de presión-temperatura, tolerancias, marcado, pruebas y el marco de material detrás de la pieza terminada. En proyectos químicos, la designación de material a menudo se divide entre la norma dimensional de la brida y la norma de material. Por ejemplo, ASTM A105/A105M se usa comúnmente para componentes de tubería de acero al carbono forjado, mientras que ASTM A182/A182M cubre bridas y partes relacionadas de acero inoxidable y aleación forjadas o laminadas para sistemas de presión y servicio a alta temperatura.
Cómo las normas de materiales ayudan a verificar la química, las propiedades mecánicas, la trazabilidad y las pruebas
Las normas de materiales le dan al comprador algo verificable. Ayudan a confirmar la química, la condición del tratamiento térmico, las propiedades de tracción, la dureza, el marcado y los requisitos de pruebas suplementarias. Esto es importante porque solo el marcado de una brida no prueba cómo se produjo la forja o en qué condición se encuentra realmente.
Por qué pueden requerirse MTC, PMI, registros de tratamiento térmico e inspección de terceros en proyectos químicos
Los servicios críticos generalmente necesitan más que la pieza terminada. Necesitan el rastro documental detrás de ella. Los MTC, PMI, registros de tratamiento térmico e inspección de terceros suelen ser la diferencia entre una aprobación fluida y una retención costosa en campo. El riesgo se vuelve mayor cuando el acero al carbono, el acero inoxidable, el dúplex y las aleaciones de níquel se mecanizan en el mismo taller.
Cómo los proveedores certificados reducen el riesgo de cumplimiento para EPC, contratistas y usuarios finales
Los proveedores certificados reducen el riesgo porque controlan tanto el hardware como la documentación. En muchos proyectos, los retrasos son causados menos por problemas de mecanizado que por la falta de trazabilidad, sustituciones poco claras o paquetes de inspección incompletos. Para un comprador, eso no es un problema pequeño. Puede detener la instalación.
Consejo práctico: confirme tanto el grado del material como la norma de fabricación antes de ordenar
Consejo de ingeniería: “Brida 316” no es una especificación completa. Confirme el estándar de brida, estándar de material, clase de presión, tipo de brida, acabado superficial, pruebas y requisitos de documentación antes de liberar la RFQ.
Resumen de Materiales de Bridas
En proyectos reales, la selección de bridas generalmente se reduce a una lista práctica corta en lugar de una búsqueda ilimitada. La mayoría de los ingenieros comparan acero al carbono, acero inoxidable, acero inoxidable dúplex, aleaciones superiores y opciones revestidas o no metálicas. La respuesta correcta depende de las condiciones de servicio, no de qué material suena más sofisticado.

Bridas de acero al carbono
Donde el acero al carbono es rentable y ampliamente utilizado
El acero al carbono sigue siendo la opción predeterminada donde la corrosión es limitada y la resistencia, disponibilidad y precio son los principales impulsores. Todavía tiene sentido en líneas de servicios públicos, servicio de gas inerte, sistemas de vapor y muchos servicios no corrosivos o ligeramente corrosivos donde el ambiente del proceso está bien controlado.
Sus principales limitaciones en servicio químico corrosivo
Su debilidad es igualmente clara. El acero al carbono sin protección puede deteriorarse rápidamente en entornos húmedos, ácidos, oxigenados o con cloruros. La exposición externa puede ser tan importante como el medio interno si el daño del aislamiento, el lavado o la contaminación costera forman parte del entorno de la planta.
Cuando se pueden considerar recubrimientos, revestimientos o margen de corrosión
El acero al carbono aún puede ser una respuesta racional si la estrategia de protección forma parte de la base de diseño. El revestimiento interno, el recubrimiento externo, el margen de corrosión y el control de proceso pueden hacerlo viable. Lo que debe evitarse es tratar esas protecciones como una idea tardía una vez que la brida ya se ha seleccionado solo por costo.
Aplicaciones más adecuadas: servicio de utilidad y proceso no corrosivo o ligeramente corrosivo
Use acero al carbono donde la química sea manejable, el acceso para inspección sea bueno y la penalización por mantenimiento periódico sea aceptable.
Bridas de acero inoxidable
Por qué el acero inoxidable es a menudo la primera mejora respecto al acero al carbono
El acero inoxidable suele ser la primera mejora práctica porque ofrece un buen equilibrio entre resistencia a la corrosión, limpieza, familiaridad de fabricación y disponibilidad de suministro. Es común en líneas de proceso, sistemas de utilidad limpios, tratamiento de agua, servicio de apoyo farmacéutico y muchas tareas generales de plantas químicas.
Diferencias entre grados comunes como 304, 304L, 316 y 316L
304 y 304L son opciones de propósito general, mientras que 316 y 316L añaden molibdeno y suelen preferirse cuando se necesita mejorar la resistencia a los cloruros. Los grados de bajo carbono a menudo se seleccionan cuando la soldadura forma parte de la ruta de fabricación. Aun así, 316L debe considerarse como un punto de partida para la revisión, no una respuesta universal para servicio químico.
Donde el acero inoxidable funciona bien en plantas químicas
El acero inoxidable funciona bien cuando el entorno se mantiene dentro de sus límites prácticos y la limpieza del proceso es importante. Ejemplos típicos incluyen sistemas de agua tratada, muchos productos químicos suaves, conexiones de instrumentos y servicios que no combinan cloruros calientes, grietas estrechas y tensión de tracción sostenida.
Sus limitaciones en entornos con cloruros, ácidos reductores o propensos a grietas
El error más común es asumir que “inoxidable” automáticamente significa químicamente seguro. En el servicio incorrecto, especialmente con cloruros, grietas y tensión, el acero inoxidable puede fallar de una manera que da poca advertencia visible primero. La explicación de AMPP de agrietamiento por corrosión bajo tensión es directamente relevante aquí porque la SCC por cloruros en aceros inoxidables austeníticos es uno de los modos de fallo clásicos que pueden subestimarse durante la selección.
Pregunta común del usuario: por qué 316L es común, pero no una respuesta universal
El acero 316L es común porque a menudo tiene sentido económico, no porque funcione en todas partes. Una vez que aumentan los niveles de cloruro, la temperatura, la severidad de las grietas o las consecuencias de las fugas, las soluciones de dúplex, super dúplex, aleaciones superiores, basadas en titanio o sistemas revestidos pueden ser más adecuadas.
Bridas de acero aleado
Cómo se seleccionan típicamente los aceros aleados para requisitos de temperatura elevada y resistencia
Las bridas de acero aleado normalmente se eligen por su rendimiento mecánico y térmico, no por una amplia resistencia química. Aparecen donde la resistencia a temperatura elevada y la capacidad de presión importan más que la exposición a medios agresivos.
La diferencia entre la selección basada en resistencia y la selección basada en corrosión
Esta distinción es importante porque los compradores a menudo confunden las dos. Un material puede ser fuerte a temperatura y seguir siendo una mala elección para corrosión. En servicio químico, la selección basada en resistencia y la selección basada en corrosión deben revisarse por separado antes de aprobar el material final.
Dónde pueden aparecer los aceros aleados en refinerías, servicios térmicos o de alta temperatura conectados a plantas químicas
Las ubicaciones típicas incluyen líneas de servicios calientes, calentadores, servicios de refinería conectados y secciones de proceso donde la temperatura es la principal preocupación de ingeniería.
Por qué los usuarios no deben confundir el acero aleado con las aleaciones de alta resistencia a la corrosión
“Acero aleado” no significa automáticamente “resistente a los ácidos”.” El grado aún debe coincidir con el entorno. En servicio corrosivo, el mecanismo químico sigue siendo el factor decisivo.
Bridas Duplex y Super Duplex
Por qué los aceros inoxidables dúplex a menudo se consideran para entornos que contienen cloruros
Las bridas dúplex y super dúplex a menudo se evalúan cuando el servicio supera lo que los aceros inoxidables austeníticos estándar pueden manejar cómodamente. Son especialmente útiles donde tanto la resistencia al cloruro como la resistencia mecánica son importantes.
Sus ventajas en resistencia y resistencia a la corrosión localizada en comparación con los aceros inoxidables austeníticos
En comparación con los grados austeníticos comunes, los materiales dúplex a menudo proporcionan un equilibrio más fuerte de resistencia a la picadura, resistencia a la hendidura y resistencia estructural. Eso puede retrasar o evitar un salto directo a aleaciones de níquel mucho más caras.
Aplicaciones típicas donde los materiales dúplex ofrecen un buen equilibrio costo-rendimiento
Los candidatos típicos incluyen corrientes de proceso que contienen cloruros, sistemas relacionados con zonas costeras o mar adentro, y secciones de planta donde el 316L se considera límite pero aún no se justifica una actualización completa a aleaciones de alta aleación. Para una comparación más directa, consulte 304 vs 316 vs dúplex en servicio corrosivo.
Limitaciones relacionadas con el control de fabricación, soldadura y ventana de temperatura
Los materiales dúplex no toleran un control deficiente de fabricación. El procedimiento de soldadura, la aportación de calor, el manejo posterior a la fabricación y la limpieza del taller son importantes. Si ese control es débil, la ventaja teórica de la aleación puede desaparecer en servicio.
Bridas de Aleación Especial
Cuándo pueden justificarse las aleaciones 20, 904L, Hastelloy, Monel, Inconel o titanio
Las aleaciones superiores se justifican cuando los grados comunes de acero inoxidable o dúplex ya no proporcionan un margen confiable. Los impulsores típicos incluyen ácidos mixtos, ataque severo por cloruros, cloro húmedo, corrosión altamente localizada o servicios donde las consecuencias de fugas son simplemente demasiado altas para tolerar un enfoque de prueba y error.
Por qué estos materiales se eligen a menudo para ácidos severos, productos químicos mixtos, cloruros o servicios altamente críticos
Estos materiales se seleccionan porque están adaptados a un riesgo de fallo definido, no porque sean simplemente grados “premium”. En la práctica, muchas plantas los utilizan selectivamente en las boquillas más expuestas, conexiones de ramales, puntos de muestreo o secciones propensas a tramos muertos, en lugar de especificarlos en todo el sistema.
La compensación entre resistencia a la corrosión, costo y tiempo de entrega de adquisición
La compensación es sencilla: un mejor margen de corrosión a menudo significa un costo más alto, un tiempo de entrega más largo y un abastecimiento más ajustado. Eso no hace que la mejora sea incorrecta. Simplemente significa que la selección debe basarse en el valor del ciclo de vida, no solo en el precio inicial.
Por qué las aleaciones especiales deben seleccionarse en función de un mecanismo de corrosión definido, no solo del pensamiento de “material mejor”
Sin un mecanismo de corrosión claro, los compradores a menudo gastan de más en el lugar equivocado. El mejor método es definir primero la amenaza dominante, luego seleccionar la familia de aleaciones que la aborde directamente.
Bridas no metálicas
Cuándo pueden ser adecuadas soluciones no metálicas como FRP, revestidas con PTFE u otras
Las soluciones de FRP, revestidas de PTFE y otras no metálicas pueden ser excelentes cuando la resistencia química es el principal factor y la carga mecánica es moderada. A menudo resultan atractivas en líneas de dosificación, servicios de utilidades corrosivas y aplicaciones de baja presión donde una solución de aleación exótica completamente metálica agregaría costo sin beneficio real.
Sus ventajas en aplicaciones específicas corrosivas y de baja presión
En el rango operativo correcto, estos sistemas pueden superar económicamente a los metales. Es exactamente por eso que siguen siendo una opción seria para líneas químicas seleccionadas.
Limitaciones mecánicas y de sellado que los usuarios deben comprender
Su limitación suele ser mecánica más que química. La carga del perno, la fluencia, el comportamiento de compresión, la planicidad de la brida, la estabilidad térmica y la disciplina de instalación deben revisarse cuidadosamente. Copiar directamente un método de apriete de pernos de brida de acero en una junta revestida o no metálica es un error común en campo.
Por qué las soluciones de bridas no metálicas requieren una revisión cuidadosa de la temperatura, la carga del perno y el mantenimiento a largo plazo
Las opciones no metálicas nunca deben elegirse solo por compatibilidad química. Funcionan mejor cuando el diseño completo de la unión y el método de instalación se controlan desde el principio.
Cómo seleccionar materiales de bridas para su aplicación
Paso 1: Definir el medio de proceso real
Comience con el medio real, no con la descripción simplificada de la línea. Esta es la base de una buena selección de bridas.
- Registre el nombre químico exacto, el rango de concentración, las impurezas, el contenido de sólidos y el contenido de agua.
- Confirme si el servicio es oxidante, reductor, seco, húmedo, estancado, fluyente o con sólidos.
- Incluya productos químicos de limpieza, medios de lavado, gas de inertización y exposición durante el paro en la revisión.
Este paso también ayuda a prevenir desajustes entre la brida, la junta, el perno y la tubería adyacente. Si está revisando el sellado al mismo tiempo, esta guía sobre ensamblaje de bridas sin fugas es una pieza complementaria útil.
Resumen práctico: Muchas selecciones incorrectas de materiales comienzan con datos incompletos del medio. Si la hoja de proceso no muestra impurezas y condiciones de parada, la revisión no está terminada.
Paso 2: Establecer el Envolvente Operativo Completo
Una vez que el medio está claro, defina el envolvente operativo completo. Eso incluye servicio normal, condición de diseño, alteración, arranque, parada, limpieza con vapor y ciclos de limpieza.
- Confirme el rango normal y de diseño de presión-temperatura.
- Incluya alteración, ciclado térmico, arranque, parada y exposición a limpieza.
- Verifique la clase de brida requerida, el tipo de cara y la base de código.
En esta etapa, la pregunta ya no es solo “¿Puede la aleación resistir el medio?” Se convierte en “¿Puede toda la junta de brida mantener su integridad de sellado bajo condiciones reales de planta?”
Resumen práctico: Las condiciones transitorias a menudo provocan fugas más rápido que la operación estable. Una exposición corta aún puede determinar la elección correcta del material.
Paso 3: Identificar la amenaza de corrosión más probable
Determine el mecanismo de fallo más probable antes de comparar materiales.
- ¿Es la amenaza principal corrosión uniforme, picaduras, corrosión por hendidura, SCC o corrosión-erosión?
- ¿Están presentes cloruros, compuestos de azufre, condensado ácido u oxidantes?
- ¿Las ramas muertas, ramales de bajo flujo, depósitos o áreas de asiento de juntas crearán ataques locales ocultos?
Este paso evita un error común en plantas químicas: elegir un material con resistencia decente a la corrosión general pero rendimiento localizado deficiente en la geometría real de la brida.
Resumen práctico: Seleccione contra el modo de fallo más probable que cause una fuga primero. Una brida rara vez falla porque la tasa de corrosión promedio parecía alta en el papel. Falla donde se concentra el daño real.
Paso 4: Crear una lista corta de materiales candidatos
Ahora reduzca las opciones a una lista corta práctica.
- Compare materiales que satisfagan tanto los requisitos de corrosión como los mecánicos.
- Eliminar los grados que no cumplan con las verificaciones de código, fabricación, disponibilidad o costo de ciclo de vida.
- Mantener la lista corta enfocada, generalmente de 2 a 4 opciones realistas.
Aquí es donde muchos proyectos comparan acero al carbono con revestimiento, 316L, acero inoxidable dúplex y una opción de respaldo de aleación superior, en lugar de pasar inmediatamente a una solución costosa de propósito general.
Resumen práctico: Una lista corta basada en evidencia es más útil que un catálogo largo de posibilidades teóricas.
Paso 5: Evaluar la Junta de Brida Completa
Revisar la brida, la junta, el perno y el método de montaje como una sola junta.
| Elemento de Junta | Qué confirmar |
|---|---|
| Brida | Material, clase de presión, tipo de cara, dimensiones y margen de corrosión |
| Junta | Compatibilidad química, capacidad de temperatura, comportamiento de compresión y coincidencia de cara |
| Apriete con pernos | Nivel de resistencia, retención de precarga y riesgo de corrosión en el entorno de la planta |
| Montaje | Condición de la superficie, alineación, método de apriete de pernos y disciplina de inspección |
Muchas fugas en campo son fallas de sellado en lugar de fallas del metal base. Para un contexto más amplio sobre estilos y aplicaciones de bridas, consulte diferentes tipos de bridas para tuberías.
Resumen práctico: Si la junta y el atornillado no se revisan junto con el material de la brida, la selección está solo a medias.
Consideraciones del Medio de Proceso
Algunos servicios causan repetidamente especificaciones de materiales deficientes porque la química suena más simple de lo que realmente es. Servicio de ácido, corrientes portadoras de cloruro, exposición húmeda versus seca y flujo portador de sólidos merecen precaución adicional.
- Servicio de ácido: Los ácidos sulfúrico, clorhídrico, nítrico, fosfórico y mixtos nunca deben tratarse como una sola categoría de material.
- Servicio de cloruro: Los cloruros calientes y las grietas estancadas son condiciones de riesgo clásicas para muchos aceros inoxidables.
- Servicio húmedo versus seco: La humedad puede cambiar completamente el comportamiento de corrosión.
- Flujo con sólidos en suspensión: La erosión-corrosión puede controlar la decisión más que la compatibilidad química por sí sola.
Ejemplo de ingeniería: Una línea que funciona de manera segura en servicio seco puede comenzar a gotear después del mantenimiento porque el condensado atrapado crea una grieta húmeda debajo de la junta. La causa raíz no es el nombre de la aleación por sí solo. Es el cambio en la condición de servicio en la unión.
Necesidades Ambientales y de Mantenimiento
El entorno de la planta afecta la vida útil de la brida tanto como el lado del proceso en muchos casos. La exposición al aire libre, el aire costero, el aislamiento dañado, los lavados repetidos y el acceso deficiente a la inspección pueden cambiar la decisión del material. Las bridas de acero al carbono bajo aislamiento húmedo son un ejemplo familiar porque la corrosión puede progresar inadvertidamente hasta el próximo cierre.
Ejemplo de ingeniería: Un material de brida puede ser aceptable para el medio del proceso y aún fallar prematuramente porque el aislamiento atrapa la humedad en la superficie externa. La compatibilidad interna se verificó correctamente, pero las condiciones de servicio externas se dejaron fuera de la revisión.
Resumen práctico: Si la ubicación de la brida es difícil de inspeccionar, costosa de aislar o cerca de áreas de exposición del personal, la confiabilidad debe pesar más que el costo inicial.
Consideraciones de Fabricación y Cadena de Suministro
El mejor material técnico no siempre es la mejor opción para el proyecto si la fabricación y el suministro están mal controlados. Antes de aprobar una aleación especial, verifique la disponibilidad de forja, la capacidad de mecanizado, los requisitos de soldadura, la limpieza del taller, los controles PMI y el tiempo de entrega real.
Ejemplo de ingeniería: Un proyecto actualiza una brida de servicio corrosivo de 316L a una aleación superior, pero el proveedor no puede proporcionar el tamaño de forja correcto o el paquete completo de trazabilidad a tiempo. El material técnicamente correcto se convierte entonces en un problema de adquisición. Un mejor enfoque es incluir esos requisitos en la RFQ y preseleccionar opciones realistas antes.
Resumen práctico: Una buena selección equilibra la química, la integridad de la junta, la calidad de fabricación, la trazabilidad y la certeza del suministro.
Presupuesto y Disponibilidad
El precio de compra más bajo no es lo mismo que el costo de ciclo de vida más bajo. El costo real de un material de brida incluye la frecuencia de inspección, la mano de obra de reemplazo, el acceso a andamios, el tiempo de inactividad, la limpieza y la pérdida de producción si la junta tiene fugas. Por eso muchas plantas actualizan solo los conjuntos de bridas de mayor riesgo en lugar de cambiar todo el sistema.
| Vista de Costos | Impacto Típico de la Decisión |
|---|---|
| Precio unitario más bajo | Útil solo para servicios de bajo riesgo, fácil acceso y no críticos |
| Valor total instalado | Mejor para la mayoría de proyectos de planta porque incluye confiabilidad y mantenimiento |
| Consecuencia de falla | A menudo impulsa mejoras en sistemas tóxicos, corrosivos o difíciles de aislar |
Resumen práctico: Mejora de material donde la consecuencia de fuga es alta, donde es probable el ataque por hendidura, o donde el acceso para mantenimiento es deficiente. Es ahí donde la mejor aleación generalmente se amortiza más rápido.
Escenarios típicos de selección para procesamiento químico
Escenario 1: Servicio de ácido sulfúrico
Por qué la concentración y temperatura son decisivas
El servicio de ácido sulfúrico es uno de los ejemplos más claros de por qué el nombre químico solo no es suficiente. La concentración, temperatura, condiciones de flujo, impurezas y si el ácido permanece estancado o en movimiento pueden cambiar el material preferido de la brida.
Por qué un sistema de ácido sulfúrico puede requerir diferentes materiales en diferentes secciones
La descarga de la bomba, la boquilla del tanque, la línea de derivación y la conexión del instrumento no siempre experimentan las mismas condiciones. Muchas plantas utilizan un material en la línea principal, un enfoque diferente en puntos propensos a tramos muertos o salpicaduras, y una aleación superior solo donde es más probable el ataque localizado. Esto suele ser mejor ingeniería que sobredimensionar todo el sistema.
Lección clave: nunca generalice la idoneidad del material solo por el nombre del ácido
Lección práctica: una brida que sobrevive en la línea principal de ácido sulfúrico aún puede fallar prematuramente en una derivación de instrumento porque la dilución, la deriva de temperatura o las condiciones de estancamiento en las grietas son diferentes allí. Revise cada ubicación crítica, no solo el título del proceso en la hoja de datos.
Escenario 2: Corrientes de Proceso que Contienen Cloruros
Por qué el 316L puede ser aceptable en algunas condiciones pero riesgoso en otras
El 316L puede funcionar bien en muchos servicios de planta, pero en tareas que contienen cloruros es donde la disciplina importa. La temperatura, el oxígeno, la severidad de las grietas y la tensión de tracción influyen en el resultado. Lo que parece una línea suave en el fluido a granel aún puede crear un ataque local agresivo justo en el área de asiento de la junta.
Cuando el acero inoxidable dúplex puede ofrecer un mejor equilibrio entre rendimiento y costo
El acero inoxidable dúplex suele ser el paso más práctico cuando el 316L comienza a parecer límite, pero una actualización completa a alta aleación aún parece innecesaria. Eso hace que el dúplex sea un término medio valioso en muchos servicios que contienen cloruros. Si está comparando familias de materiales, este artículo sobre 304 vs 316 vs dúplex en servicio corrosivo es una lectura útil de seguimiento.

Lección clave: el contenido de cloruros, la temperatura y las condiciones de grietas deben revisarse juntos
No apruebe el 316L en servicios con cloruros solo porque líneas similares hayan funcionado antes. Revise el historial térmico, la experiencia de mantenimiento, el patrón de compresión de juntas y las áreas estancadas. Es ahí donde generalmente comienzan los problemas reales de bridas.
Escenario 3: Servicio con Cloro Húmedo o Corrosivo Mixto
Por qué el servicio severo puede requerir aleaciones especiales o soluciones basadas en titanio
El cloro húmedo y los servicios corrosivos mixtos son tareas de alta consecuencia donde la selección por ensayo y error es una mala práctica. En estos entornos, la respuesta correcta a menudo va más allá del acero inoxidable estándar y se adentra en aleaciones especiales, opciones basadas en titanio o sistemas revestidos, dependiendo de la combinación exacta de medios y requisitos mecánicos.
Por qué las consecuencias del fallo suelen ser demasiado altas para la selección de materiales por ensayo y error
El costo de equivocarse casi siempre es mayor que el costo de realizar primero una revisión disciplinada. Una fuga en una brida aquí puede afectar la seguridad, las emisiones, el tiempo de inactividad no planificado y la limpieza. Es por eso que estos servicios deben validarse con historial de aplicación probado, datos de prueba cuando estén disponibles y aportes del proveedor que vayan más allá de una recomendación genérica de catálogo.
Lección clave: los servicios corrosivos críticos deben validarse con la experiencia y los datos del proveedor
Si el servicio es severo, documente la base para la selección. Solicite referencias de servicios similares, registros de cumplimiento de materiales, controles de fabricación y el razonamiento detrás de la combinación recomendada de brida-junta-tuerca.
Escenario 4: Líneas de productos químicos corrosivos de servicios públicos o de baja presión
Cuando los sistemas de bridas revestidos o no metálicos pueden ser más económicos
Para líneas corrosivas de baja presión, los sistemas de bridas revestidas o no metálicas pueden ser la opción más económica y confiable. Esto es especialmente cierto cuando la resistencia química impulsa el diseño más que la alta presión o la alta carga externa.
Lo que los usuarios deben verificar con respecto a la temperatura, la carga mecánica y el diseño de sellado
La decisión solo funciona si los límites de temperatura, el comportamiento de fluencia, la planicidad de la brida y la carga de instalación se controlan estrictamente. Muchas fallas de materiales no metálicos provienen de hábitos de ensamblaje de bridas de acero que se copian directamente en un diseño de junta diferente.
Lección clave: las soluciones no metálicas pueden ser excelentes, pero solo dentro de sus límites operativos reales
Úselas donde realmente se ajusten a la función, no donde simplemente sobrevivan a la química en el papel.
Lista de verificación práctica para la selección de material de bridas
Información para recopilar antes de solicitar una cotización
Antes de pedir a un proveedor que recomiende o cotice un material de brida, prepare adecuadamente la base de servicio. Cuanto mejores sean los datos de la RFQ, más útil será la respuesta del proveedor.

- Medio de proceso y concentración
Indique la composición química exacta, el rango de concentración, las impurezas, los sólidos y si el servicio es húmedo, seco, oxidante o reductor. - Rango de presión-temperatura de operación y diseño
Incluya condiciones normales, de diseño, de alteración, de arranque, de parada y de limpieza. - Estándar de brida aplicable y clase de presión
Especifique ASME, EN, DIN o el estándar del proyecto, más la clase requerida o la clasificación PN. - Preocupaciones de corrosión y vida útil esperada del servicio
Identifique el modo de daño probable y si la brida está en una ubicación crítica o de fácil acceso. - Requisitos de junta y pernos
Revisar el tipo de junta, material del perno, método de montaje y cualquier historial de sellado de servicio similar. - Necesidades de documentación, pruebas y certificación
Listar los requisitos de MTC, PMI, dureza, END, recubrimiento, inspección de terceros y trazabilidad antes de la solicitud de cotización.
Consejo: Una buena solicitud de cotización hace que la selección de materiales sea más rápida y segura porque elimina suposiciones ocultas antes de que comience la fabricación.
Preguntas para Hacer a su Proveedor de Bridas
Estas preguntas muestran rápidamente si un proveedor le está dando una recomendación de ingeniería o solo un precio.
- ¿Se ha utilizado este material con éxito en un servicio similar?
Preguntar por medios comparables, rango de temperatura y tipo de instalación. - ¿Puede proporcionar documentos de cumplimiento y trazabilidad?
Solicitar MTC, trazabilidad del número de colada, soporte de PMI y registros de inspección final. - ¿Existen limitaciones de tiempo de entrega o forja para esta aleación?
Esto es importante para tamaños grandes, secciones pesadas y grados especiales. - ¿Puede proporcionar recomendaciones basadas en la aplicación para el conjunto de brida, junta y pernos?
Esto es crítico para el control de fugas en servicio químico. - ¿Qué controles de calidad están implementados para el mecanizado, PMI, pruebas e inspección final?
Los buenos proveedores deben explicar claramente sus controles, no solo decir “inspección estándar”.”
| Pregunta al Proveedor | Lo que debe mostrar una buena respuesta |
|---|---|
| Experiencia en servicio similar | Comprensión práctica del medio, no solo una respuesta genérica del catálogo |
| Cumplimiento y trazabilidad | Paquete de documentos claro y ruta de trazabilidad térmica |
| Límites de forja y plazos de entrega | Planificación realista y sin riesgo de sustitución oculta |
| Recomendación a nivel de junta | Capacidad de revisar brida, junta y pernos juntos |
| Proceso de control de calidad | Confianza en que la brida entregada coincide con la base técnica aprobada |
Nota: Si el proveedor no puede explicar por qué un material es adecuado para su servicio, la cotización probablemente se basa en el precio en lugar de la confiabilidad. Para la revisión en etapa de adquisición, este artículo sobre preguntas para hacer a un proveedor de bridas antes de una solicitud de cotización también vale la pena mantener en su lista corta.
El método de selección de materiales más confiable es sistemático: definir el medio real, verificar el rango completo de presión-temperatura, identificar el riesgo de corrosión dominante, confirmar las normas aplicables y evaluar el conjunto completo de brida-junta-tuercas. Ningún material único funciona para cada proceso químico, y ninguna tabla de corrosión reemplaza el criterio de ingeniería.
- Utilice acero al carbono donde la química esté controlada y el acceso de mantenimiento sea bueno.
- Utilice acero inoxidable donde se necesite resistencia general a la corrosión pero el servicio permanezca dentro de los límites reales de la aleación.
- Pase a aleaciones dúplex o superiores cuando aumente el ataque por cloruros, la corrosión localizada o las consecuencias de fugas.
- Considere sistemas revestidos o no metálicos donde la resistencia química importe más que la alta carga mecánica.
La selección informada de materiales reduce el riesgo de fugas, disminuye el mantenimiento no planificado y respalda un rendimiento más seguro a largo plazo de la planta. Para proyectos críticos, trabaje con proveedores que puedan respaldar el cumplimiento de materiales, recomendaciones a nivel de unión y fabricación trazable desde la solicitud de cotización hasta la inspección final.
PREGUNTAS FRECUENTES
¿Cuál es el factor más importante al seleccionar materiales para bridas?
El primer y más importante factor es la compatibilidad química bajo la condición de servicio real.
Esto incluye el medio real, concentración, impurezas, temperatura, humedad, velocidad y si existen condiciones de grieta o estancamiento en la unión de la brida.
¿Puede un material de brida funcionar para todos los productos químicos?
No.
Los grados comúnmente utilizados como el 316L tienen límites prácticos. La selección del material debe coincidir con el mecanismo específico de corrosión, el rango de presión-temperatura, el diseño de la unión y el entorno de mantenimiento.
¿Por qué son importantes los estándares como ASME o ASTM para la selección de bridas?
Proporcionan la base técnica para dimensiones, clasificaciones, materiales, pruebas y trazabilidad.
Usar los estándares correctos ayuda a garantizar que la brida sea químicamente adecuada, mecánicamente conforme y debidamente documentada. Para la calidad de instalación, esta guía sobre integridad de la unión y ensamblaje de bridas también es relevante.
¿Cuándo se deben considerar aleaciones especiales?
Considere aleaciones especiales cuando el acero inoxidable común es marginal o ya no es confiable en servicio.
Los desencadenantes típicos incluyen ácidos mixtos, cloro húmedo, cloruros agresivos, fallos repetidos por hendiduras, alta consecuencia de fallo o riesgo de fugas en parada.
¿Qué información deben proporcionar los compradores a los proveedores para una cotización de bridas?
Proporcione la base completa del servicio, no solo el tamaño nominal y la clase de presión.
Como mínimo, incluya el nombre químico, concentración, impurezas, rango de presión-temperatura de diseño y operación, estándares aplicables, tipo de brida, cara, requisitos de junta, requisitos de pernos y necesidades de documentación.
| Información | Ejemplo |
|---|---|
| Nombre Químico | Ácido sulfúrico |
| Concentración | 70% nominal, dilución ocasional durante la limpieza |
| Presión | 10 bar de diseño |
| Temperatura | 120°C operativo, apagado en ambiente |
| Estándar | ASME B16.5, ASTM A182 |