








La distinción entre bridas Class 150 y Class 300 es un límite de especificación que afecta a los límites presión–temperatura, la compatibilidad del patrón de pernos, la tensión de la junta y los requisitos de montaje de la unión. En trabajos de campo, una selección incorrecta de clase rara vez falla como “rotura instantánea”; se manifiesta como fugas crónicas, rotación de la brida, expulsión de la junta o relajación de los pernos tras ciclos térmicos—y luego se agrava cuando ocurren transitorios (martillo de vapor, paradas de bomba, calentamiento con bloqueo).
Esta guía desglosa las diferencias técnicas en el manejo de presión, dimensiones físicas y patrones de pernos referenciados por ASME B16.5 (Bridas de tubería y accesorios con brida), y luego las convierte en pasos de selección y verificaciones de inspección se puede aplicar en planos y en campo.
Si está adquiriendo bridas de acero inoxidable, verifique la trazabilidad del material/lote en el certificado de material (por ejemplo, ASTM A182 F316/F316L para bridas forjadas de acero inoxidable). Algunos fabricantes (incluido Sunhy) ofrecen lotes con doble certificación 316/316L; el valor de ingeniería es la trazabilidad más los beneficios de resistencia a la sensibilización por soldadura del grado bajo en carbono—siempre que la documentación y la PMI lo confirmen.
Clase 150 vs Clase 300: El núcleo técnico
Clasificaciones presión-temperatura
La designación “Clase” (150, 300, etc.) es un indicador de clasificación presión–temperatura (adimensional). Un error común es tratarlo como un límite directo en psi. En realidad, la presión de trabajo admisible depende de temperatura y grupo de material. A medida que aumenta la temperatura, la presión admisible disminuye porque la resistencia del material y la retención de tensión de la junta se degradan.
A continuación se muestra una comparación de referencia práctica para materiales de acero al carbono del tipo Grupo 1.1 referenciado comúnmente contra ASME B16.5 tablas (verificar siempre con la especificación/edición del proyecto controlador):
| Clase de brida | Presión máxima de trabajo @ -20 a 100°F (valor típico de tabla) | Presión máxima de trabajo @ 600°F (valor típico de tabla) |
|---|---|---|
| Class 150 | ~275 psi | ~140 psi |
| Clase 300 | ~720 psi | ~440 psi |
Nota de ingeniería: las tablas publicadas suelen mostrar pequeñas diferencias por edición, convención de redondeo o agrupación de materiales. Utilice la temperatura/presión de diseño de su lista de líneas y confirme la clasificación en las tablas ASME B16.5 compradas. No ignore las condiciones transitorias.
Ejemplo de campo (error de selección → evento de fuga): Una planta especificó Clase 150 en una línea de 250 psig porque “las bridas de 150 están bien hasta ~275 psi en ambiente”. El servicio era realmente vapor a 400°F con arranques/paradas frecuentes. Tras algunos ciclos térmicos, se desarrollaron fugas en varias uniones. La causa raíz fue la reducción de capacidad por temperatura más la relajación de los pernos bajo ciclado. La acción correctiva fue actualizar a la clase apropiada basada en temperatura de diseño, luego montar según un procedimiento controlado de apriete de pernos.
Utilice esta secuencia rápida de selección antes de fijar la clase en el dibujo:
- Paso 1: Confirmar presión de diseño y temperatura de diseño (no la operativa normal).
- Paso 2: Confirmar el grado y grupo del material (CS vs 316/316L cambia las capacidades a temperatura).
- Paso 3: Compruebe la clase de brida a esa temperatura en ASME B16.5.
- Paso 4: Verifique que el tipo de junta y el material del perno puedan mantener la tensión de asiento a temperatura.
- Paso 5: Confirme que los componentes emparejados (válvulas, instrumentos, boquillas de equipo) sean de la misma clase y norma.
Escenarios de aplicación
La elección entre estas dos clases determina lo que la unión puede tolerar en servicio real—especialmente ciclos térmicos, vibración y picos de presión. Trate la clase como parte de la frontera de presión completa, no como una etiqueta de componente independiente.
| Clase de brida | Segmento de la industria | Servicio típico (realidad de ingeniería) |
|---|---|---|
| Class 150 | Industria ligera y servicios | Agua y servicios de baja temperatura, agua enfriada para climatización, protección contra incendios, aire comprimido, vapor a baja presión donde la temperatura y las transientes están controladas. |
| Clase 300 | Proceso e industria pesada | Vapor a alta presión, aceite caliente, líneas hidráulicas/de proceso con picos de presión, servicios de refinería/petroquímica donde deben gestionarse el choque térmico y el riesgo de explosión de juntas. |
Elegir el tipo de brida correcto es esencial. La Clase 150 a menudo cumple eficientemente con el servicio de utilidad, mientras que la Clase 300 añade margen cuando el servicio incluye temperatura elevada, ciclado o mayor consecuencia de fugas.
Ventaja de Sunhy en 316/316L
Sunhy fabrica bridas de acero inoxidable en opciones 316/316L. Desde una perspectiva de ingeniería, la clave no es la marca—es control documentado de materiales: Trazabilidad MTR (número de colada), cumplimiento químico/mecánico y verificación PMI. Los grados “L” de bajo carbono reducen el riesgo de sensibilización en sistemas soldados, pero el acero inoxidable aún tiene límites de servicio (por ejemplo, los entornos con cloruros y la temperatura pueden provocar corrosión bajo tensión). Especifique el material en función de la química del fluido, la temperatura y los requisitos de limpieza, no solo de la clase.
Análisis técnico en profundidad: Las diferencias “a fondo”
Para comprender realmente la diferencia entre la Clase 150 y la Clase 300, mire más allá de la etiqueta de presión y examine la geometría que controla la rigidez de la junta: espesor de la brida, círculo de pernos, tamaño del agujero del perno y la zona de reacción de la junta. Muchas “fugas misteriosas” no son defectos de la junta, sino problemas de rigidez y montaje.
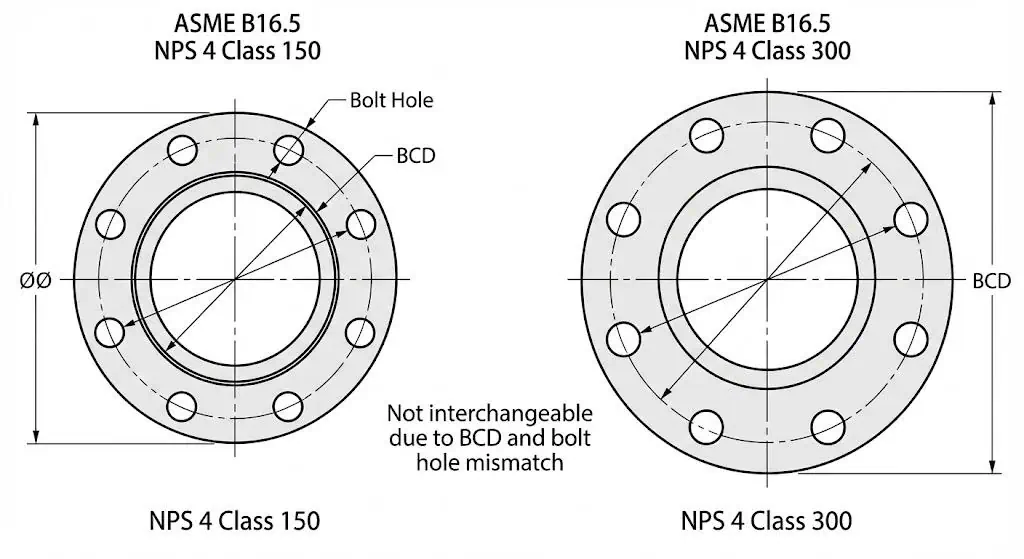
Estudio de caso visual: Brida de cuello de soldadura de 4 pulgadas
Tomemos una brida de cuello de soldadura (WN) de 4 pulgadas (NPS 4) estándar como ejemplo del mundo real. El diámetro interior de la tubería viene determinado por el schedule de la tubería, pero la geometría externa de la brida cambia sustancialmente con la clase. Esto afecta al espacio para herramientas, el tamaño del espárrago, el rango de par de apriete y la capacidad de mantener la planitud de la cara.
El dibujo técnico anterior destaca dos dimensiones que suelen cambiar con la clase:
- Espesor de la brida: Las bridas de clase superior tienen más módulo de sección para resistir la rotación bajo la carga del perno y la presión interna.
- Círculo de pernos (BCD): Los patrones de clase superior suelen desplazar los pernos hacia afuera y aumentar el tamaño del agujero para acomodar espárragos más grandes y cargas de montaje más altas.
Ejemplo de campo (restricción de instalación → retrabajo): En un skid de modernización, se especificó correctamente una junta Clase 300 para presión/temperatura, pero el diseñador pasó por alto el espacio libre para el giro de la herramienta alrededor del círculo de pernos. En el campo, las herramientas de par no pudieron acceder a varios espárragos debido a soportes cercanos. La junta se montó de forma desigual y luego tuvo fugas durante la puesta en marcha en caliente. La solución fue mecánica: revisar los soportes para el acceso y volver a montar con pasadas controladas.
Los datos: Especificaciones de 4″ Clase 150 vs 300
A continuación se muestra un desglose dimensional práctico para una brida WN de 4 pulgadas utilizando las tablas de dimensiones ASME B16.5 comúnmente referenciadas. Verifique siempre las dimensiones con el tipo de brida (WN vs SO) y la tabla específica utilizada para fabricación/inspección.
| Dimensión (4″ NPS, WN) | Class 150 | Clase 300 | La diferencia práctica (qué afecta) |
|---|---|---|---|
| Espesor de la brida (típico en la tabla “T”) | ~0,88″ (22,4 mm) | ~1,25″ (31,8 mm) | Una mayor rigidez ayuda a mantener estable la compresión de la junta bajo ciclos. |
| Cantidad de pernos | 8 agujeros | 8 agujeros | Mismo número en NPS 4—no asuma compatibilidad. |
| Diámetro del agujero del perno | ~0,75″ | ~0,88″ | El tamaño del agujero determina la selección del espárrago y el ajuste de la arandela/tuerca. |
| Diámetro del círculo de pernos (DCP) | ~7,50″ (190,5 mm) | ~7,88″ (200,0 mm) | Un BCD diferente significa que las bridas no se acoplarán. |
Nota crítica de ingeniería: No se deje engañar por el número de pernos. En NPS 4, ambas clases suelen usar 8 agujeros. Sin embargo, el BCD y el diámetro del agujero difieren, por lo que no puede no puede atornillar una brida Clase 150 a una brida Clase 300 sin violar el patrón estándar. Forzar el ajuste daña los espárragos, deforma las caras y aumenta la probabilidad de fugas en la junta.
Ejemplo de campo (mal acoplamiento → fuga crónica): Un equipo de mantenimiento intentó conectar un tramo de tubería Clase 300 a una boquilla Clase 150 “ovalizando” los agujeros in situ. La junta se montó, pasó una prueba de fugas en frío y luego comenzó a gotear tras un ciclo caliente. La causa raíz fue la distorsión de la cara y el asentamiento no uniforme de la junta. Acción correctiva: sustituir por el adaptador de clase/boquilla correcto y restaurar el patrón estándar de pernos.
Cuando cambia la cantidad de pernos (ej., 6 pulgadas)
En tamaños mayores, las diferencias de clase suelen cambiar la cantidad de pernos además del tamaño del perno. Esto no es cosmético; es cómo la junta mantiene una tensión uniforme de la junta bajo cargas más altas.
Por ejemplo, en una brida de 6 pulgadas se suele ver:
- Clase 150: 8 agujeros.
- Clase 300: 12 agujeros.
Esta mayor densidad de pernos ayuda a mantener la uniformidad de la compresión de la junta—especialmente importante para servicios calientes donde la fluencia/relajación de la junta y la rotación de la brida son más severas.
Detalle de diseño crítico: Tipos de cara de brida
La diferencia entre Clase 150 vs Clase 300 no es solo el espesor y el taladrado. La cara de la brida y el sistema de junta deben estar alineados con la tensión de asiento requerida y el riesgo de fugas. El tipo de cara es donde el “diseño en papel” se convierte en “rendimiento en campo”.”
Cara elevada (RF) vs Junta de tipo anillo (RTJ)
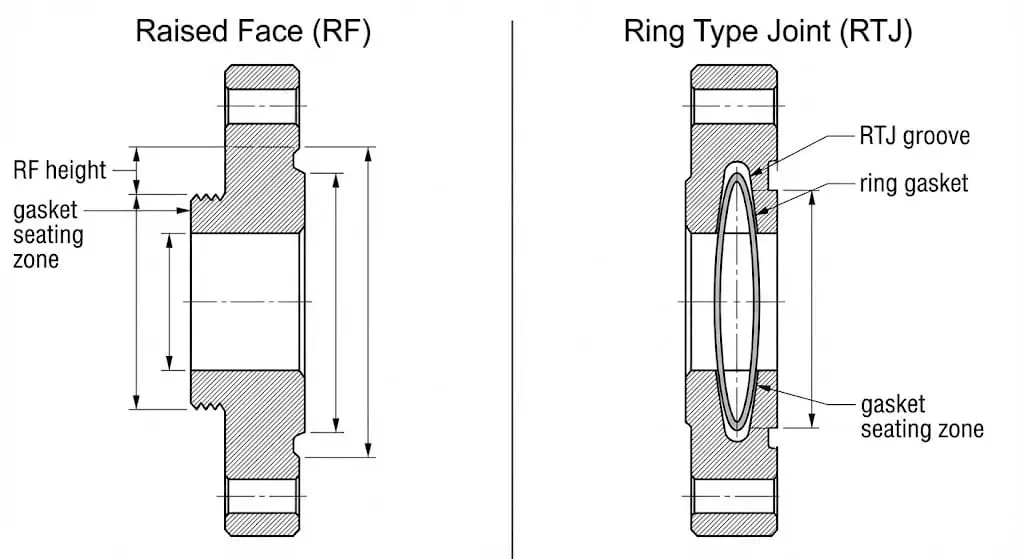
Ambas clases se especifican comúnmente con una Cara Realzada (RF). Un detalle clave que muchos ingenieros pasan por alto: la altura típica de la cara elevada es 1/16″ para Clase 150 y Clase 300 (las clases superiores suelen diferir). RF es una decisión del sistema de juntas más que una característica de “resistencia”.
- Clase 150 (RF): Ampliamente utilizada con juntas blandas (CNA, PTFE) en servicios de utilidad. El rendimiento de estanqueidad depende en gran medida de la calidad del apriete y del estado de la cara.
- Clase 300 (RF y RTJ): RF es común, pero los servicios de mayor riesgo (hidrocarburos calientes, mayor ciclado, mayor consecuencia) pueden llevar a los ingenieros a especificar RTJ para el rendimiento de sellado metal-metal—cuando el equipo emparejado y los controles de montaje lo permiten.
Perspectiva de ingeniería: RTJ se selecciona típicamente cuando se necesita una mayor tensión de asiento y una mejor resistencia al soplado de la que los sistemas RF con juntas blandas pueden ofrecer de forma fiable. El éxito de RTJ depende del estado de la ranura, la compatibilidad del material del anillo y un apriete controlado—no solo de elegir Clase 300.
Juntas y elementos de fijación: Las variables ocultas
Seleccionar la clase correcta es solo la mitad del trabajo. La mayoría de los eventos de fugas que he investigado se remontan a la elección de la junta, el estado/lubricación de los pernos y el método de apriete. Las directrices de la industria como ASME PCC-1 existen por una razón: un apriete no controlado crea una tensión no uniforme en la junta y una relajación temprana.
| Componente | Sistema Clase 150 (Típico) | Sistema Clase 300 (Típico) |
|---|---|---|
| Junta Típica | CNA o PTFE para servicios limpios; SWG puede usarse si las caras/el perno lo soportan | Junta de Espiral Enrollada (SWG) con anillo de centrado; anillo interior cuando lo requieran las condiciones del diámetro/cara |
| Material del Perno | ASTM A193 B7 (común para sistemas CS) | ASTM A193 B7 o grados de alta temperatura donde se requiera; verificar grado de tuerca y límites de temperatura |
| Control de Montaje | Moderado: aún requiere pasadas en patrón de estrella | Alto: control de par calibrado, múltiples pasadas, consistencia del lubricante y política de re-apriete cuando sea aplicable |
Por qué es importante la selección de la junta
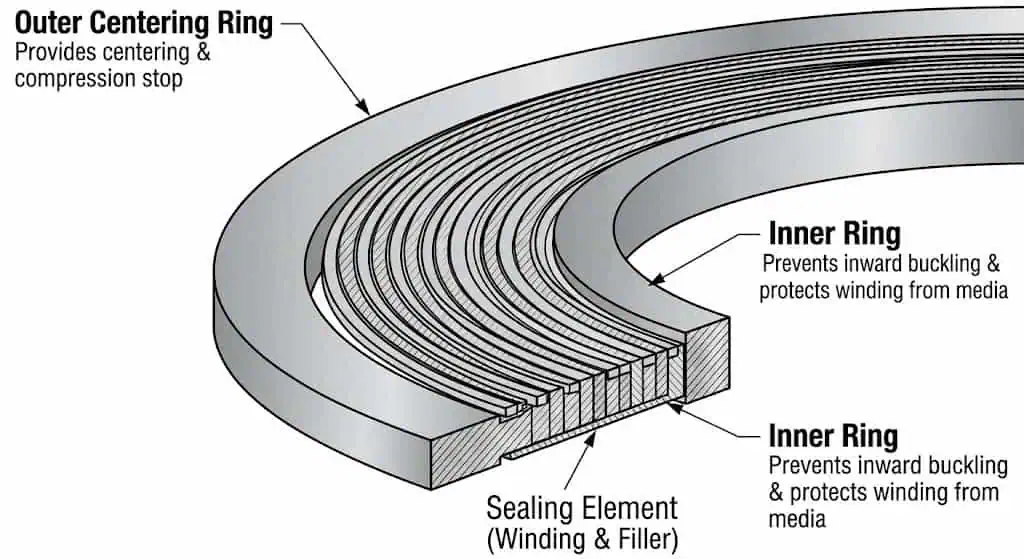
En un sistema Clase 300, la presión y el movimiento térmico trabajan más la junta. Un modo de fallo común es el “reventón” o extrusión de la junta cuando el sistema de junta no puede mantener la tensión de asiento. Las juntas espirales ayudan porque el enrollado actúa como un muelle, pero solo si la unión está montada correctamente y el estilo de junta (con anillos exteriores/interiores donde sea necesario) coincide con el diámetro interior de la brida y el servicio.
Ejemplo de campo (junta incorrecta + apriete de pernos → reventón): Una línea de aceite caliente Clase 300 utilizó una junta blanda destinada a servicio de baja tensión en instalaciones. La unión selló en frío, luego perdió tras el calentamiento y la vibración. La causa raíz fue la fluencia/relajación más la retención insuficiente de la tensión de asiento. Solución: especificar un sistema de juntas apropiado para el servicio y reensamblar utilizando pasos de apriete controlados con verificación del estado del espárrago y lubricación.
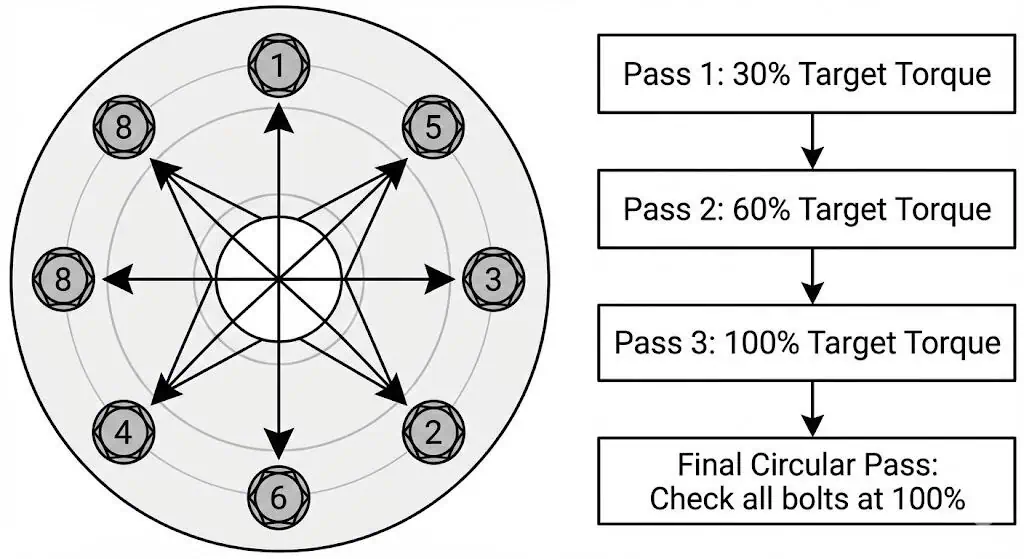
Lista de comprobación mínima práctica para el apriete (válida para ambas clases, se convierte en disciplina obligatoria en Clase 300):
- Limpiar e inspeccionar las caras de la brida; rechazar abolladuras profundas/ranuras en la banda de sellado.
- Verificar el tipo, tamaño y orientación de la junta; asegurar que el anillo de centrado se asiente correctamente.
- Confirmar que los espárragos/tuercas son del grado correcto, con roscas sin daños y lubricación uniforme.
- Apretar en patrón estrella/cruz utilizando pasos escalonados (por ejemplo, 30% → 60% → 100%), luego un paso circular final para comprobar la rotación de la tuerca.
- Documentar el par final y la identificación de la unión para servicios críticos.
Verificación: Normas de Ensayo Hidrostático
El lenguaje del ensayo hidrostático se malinterpreta con frecuencia. ASME B16.5 no requiere que las bridas individuales sean sometidas a ensayo de presión. como productos independientes; los requisitos de prueba de presión se aplican a los accesorios con brida y al sistema ensamblado bajo el código de tuberías aplicable y el procedimiento del proyecto. Trate la clase de brida como un marco de clasificación, no como un sustituto de un plan de prueba conforme al código.
Conclusiones prácticas de ingeniería para la puesta en servicio:
- Diferenciar: pruebas de producto/accesorio frente a prueba hidrostática del sistema bajo ASME B31.x o la norma del proyecto.
- Nunca “demuestre” una clase sobrepresurizando más allá del procedimiento de prueba; la sobreprueba puede deformar permanentemente la brida o sobrecargar los elementos de fijación.
- Las comprobaciones de fugas después del calentamiento son críticas para servicios calientes porque la tensión de la junta cambia con la temperatura y la relajación.
Ejemplo en campo (sobreprueba → deformación permanente): Una línea de servicios construida con bridas Clase 150 fue sometida a una prueba hidrostática utilizando una presión destinada a un sistema de clase superior. Las bridas no reventaron, pero varias uniones desarrollaron filtraciones persistentes posteriormente. El análisis post-mortem mostró rotación de la cara/estiramiento del perno más allá del rango elástico. El costo no fue un “fallo catastrófico”, sino interrupciones repetidas y retrabajo.
Cuándo usar bridas Clase 150
Optimizadas para servicios de baja presión
Las bridas Clase 150 se utilizan ampliamente donde la función está centrada en servicios y la temperatura/transitorios están controlados. Son más ligeras, más fáciles de manejar y típicamente reducen el costo instalado—cuando están realmente dentro del rango de diseño.
Aplicaciones más adecuadas:
- Distribución de agua: Líneas de agua municipales y tratamiento de aguas residuales.
- HVAC: Circuitos de agua enfriada y calefacción de baja presión.
- Alimentación y bebidas: Servicios de presión moderada donde la higiene/compatibilidad de materiales importa más que el margen de clase.
- Protección contra incendios: Líneas de alimentación de rociadores estándar (según los requisitos del proyecto y de las autoridades).
Consejo de compras/control de calidad: Para trabajos de utilidad de Clase 150, la mayoría de las “fugas” siguen procediendo de daños en la cara, tamaño incorrecto de la junta y apriete desigual de los pernos. Añada una verificación simple de entrada: estampado de clase, número de colada del MTR, estado de la cara, coincidencia del patrón de agujeros y verificación del ajuste de la junta.
Despliegue industrial
La Clase 150 se utiliza a menudo en instalaciones químicas y farmacéuticas no porque la presión sea baja, sino porque la compatibilidad de materiales de acero inoxidable, el estado de la superficie y el control de documentación impulsan la especificación. En esos casos, la disciplina de selección cambia de “margen de presión” a “materiales + limpieza + trazabilidad + montaje repetible”.”
Cuándo actualizar a Clase 300
Manejo de alta presión y choque térmico
Pasar a Clase 300 es necesario cuando el diseño incluye mayor presión y/o temperatura, o cuando el servicio incluye ciclado y mayor consecuencia de fugas. Esta clase aumenta la rigidez y normalmente requiere controles de montaje más disciplinados.
¿Por qué actualizar? Una verificación “solo de presión” a temperatura ambiente puede ser engañosa. Si el servicio incluye temperatura elevada, la presión de trabajo admisible puede caer bruscamente. Su decisión debe basarse en temperatura de diseño y clasificación del material a esa temperatura, no en valores ambientales.
Ejemplos de Servicio Crítico
- Líneas Principales de Vapor: distribución de vapor caliente con ciclado y vibración.
- Hidráulica: sistemas de potencia fluida de mayor presión con picos dinámicos.
- Refinado/Proceso: servicios de hidrocarburos donde las consecuencias de fugas son graves.
Según las tablas de presión Clase 300, la Clase 300 proporciona un margen adicional, pero solo cuando el resto del sistema (válvulas, juntas, espárragos y método de montaje) está controlado con la misma disciplina de clasificación.
Consistencia del sistema: Válvulas y juntas
Coincidencia con el “eslabón más débil”
Un sistema de tuberías es tan fuerte como su componente de menor clasificación. Incluso si se selecciona correctamente una brida Clase 300, emparejarla con un extremo de válvula de menor clasificación, un estándar incompatible (taladrado ASME vs EN) o un sistema de juntas incompatible crea una trampa de fiabilidad.
Ejemplo de campo (incompatibilidad de normas): Un sitio recibió una válvula taladrada según patrón EN mientras que el tramo era ASME B16.5. En papel ambos eran “de tamaño similar”, pero el círculo de pernos no coincidía. La única corrección segura fue reemplazar los extremos de la válvula o usar el adaptador de estándar correcto—nunca modificar el límite de presión ranurando agujeros.
Regla general: Las bridas, válvulas y juntas deben compartir la misma clase de presión y un estándar de taladrado compatible en la unión. No mezcle clases o estándares en una sola unión bridada.
Resumen: Elegir correctamente
Elegir entre Clase 150 y Clase 300 se reduce a ajustar su presión de diseño + temperatura de diseño + grupo de material a las tablas de clasificación, y luego confirmar que el patrón de pernos, la cara, la junta y los controles de montaje estén alineados.
| Característica | Class 150 | Clase 300 |
|---|---|---|
| Clasificación típica en ambiente (tablas CS) | ~275 psi | ~720 psi |
| Geometría | Espesor más ligero y patrón de taladrado más pequeño | Sección más pesada, patrón de taladrado más grande, mayor rigidez |
| Sensibilidad de la junta | Aún puede haber fugas si las caras/el apriete de los pernos es deficiente | Más tolerante en rigidez, pero exige un mejor control de la junta/el apriete de los pernos |
| Mejor uso | Servicios de utilities y de servicio controlado | Servicios de mayor presión/temperatura, cíclicos, de mayor consecuencia |
Si está comprando bridas para cualquiera de las clases, solicite trazabilidad MTR, confirme las marcas (clase, material, lote), verifique el patrón de taladrado y controle la calidad del apriete de los pernos. En la práctica, una buena disciplina de montaje previene más fugas que “comprar una clase superior”.
PREGUNTAS FRECUENTES
¿Puedo atornillar una brida Clase 150 a una brida Clase 300?
No. Incluso cuando el número de pernos parece similar (por ejemplo, NPS 4), el diámetro del círculo de pernos y el tamaño de los agujeros difieren, por lo que los patrones no se alinearán. Modificar los agujeros o forzar el ajuste viola el taladrado estándar y aumenta el riesgo de fugas debido a la distorsión de la cara y la tensión desigual de la junta.
¿Es la Clase 300 siempre mejor que la Clase 150?
No. La clase 300 añade rigidez y mayor capacidad de presión, pero cuesta más, pesa más y a menudo requiere un mayor control de montaje (tamaño del espárrago, rango de par de apriete, acceso). Si su diseño está realmente en condiciones de baja presión/baja temperatura y controladas, la clase 150 es la elección de ingeniería correcta.
¿Cómo puedo distinguirlos visualmente?
Compruebe la marca en el borde de la brida (por ejemplo, “150” o “300”), luego confirme el patrón de taladrado. Visualmente, las bridas Clase 300 suelen ser más gruesas y tienen un círculo de pernos/huecos más grande para el mismo NPS. Para trabajos críticos, no confíe en la “apariencia”—verifique el BCD y el diámetro del hueco con una tabla antes del montaje.
¿Significa “Class 150” que la brida está limitada a 150 psi?
No. “Clase” es una designación de clasificación presión–temperatura. A temperatura ambiente, muchas tablas de acero al carbono muestran una presión admisible para Clase 150 muy por encima de 150 psi, pero a temperaturas más altas la presión admisible disminuye. Diseñe siempre según la clasificación dependiente de la temperatura y el código del proyecto.
¿Qué junta se utiliza típicamente para uniones con cara realzada Clase 300?
Las juntas de empaquetadura espiral son comunes para uniones RF Clase 300 en servicios calientes/de ciclado porque pueden mantener mejor la tensión de sellado bajo relajación—siempre que la unión se monte con pasadas controladas y el estilo de junta (anillos) coincida con las condiciones de diámetro interior/cara de la brida. La elección de la junta debe ser compatible con la química del fluido y la temperatura.
