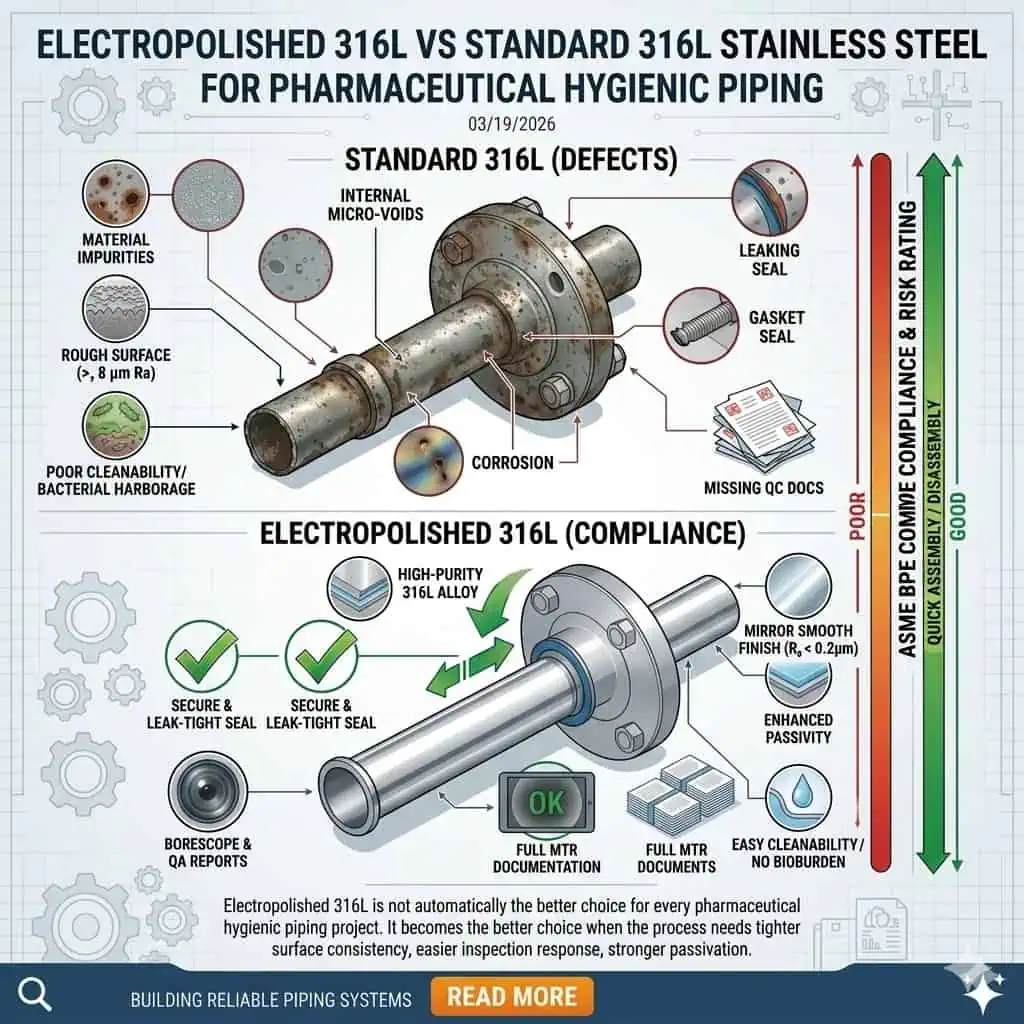
El acero 316L electropulido no es automáticamente la mejor opción para cada proyecto de tubería higiénica farmacéutica. Se convierte en la mejor opción cuando el proceso necesita una consistencia de superficie más estricta, una respuesta de inspección más fácil, una confianza de limpieza más fuerte o expectativas de pureza más altas de lo que el acabado estándar 316L puede soportar de manera confiable. Si el problema real es una mala calidad de soldadura, una geometría deficiente, tramos muertos o una documentación débil, el electropulido por sí solo no lo solucionará.
Es por eso que la comparación real no es “acabado premium” versus “acabado básico”. Es una cuestión de ajuste de ingeniería. En la tubería higiénica farmacéutica, el acabado de la superficie debe juzgarse por el riesgo de contacto con el producto, el objetivo de limpieza, la calidad de fabricación, el método de inspección y los requisitos de liberación de QA. Una mejora en el acabado solo tiene sentido cuando cambia uno de esos resultados de manera significativa.
Esta guía explica cómo los ingenieros comparan el acero inoxidable 316L electropulido y el 316L estándar en tubería higiénica farmacéutica, dónde el electropulido realmente agrega valor, dónde el 316L estándar es completamente aceptable y por qué la selección del acabado debe permanecer vinculada a la calidad de la soldadura, la geometría local y el control de documentación en lugar de tratarse como una decisión cosmética. En proyectos GMP reales, la decisión del acabado rara vez cambia debido a una teoría abstracta. Por lo general, cambia debido a un patrón repetido: las soldaduras locales son más difíciles de liberar de lo esperado, la evidencia del acabado es más débil de lo que QA desea, o el proceso termina necesitando más confianza en la inspección de lo que asumió la RFQ original.
Por qué esta comparación es importante en la tubería higiénica farmacéutica
Esta no es una comparación cosmética
En sistemas farmacéuticos, la elección del acabado afecta cómo se comporta la superficie en la limpieza, inspección y liberación, no solo cómo se ve. ASME BPE es útil aquí porque trata materiales, requisitos de superficie, diseño para limpieza y esterilidad, fabricación, exámenes, inspecciones, pruebas y certificaciones como parte de un marco de ingeniería integrado en lugar de temas separados. Así es exactamente cómo deben manejarse las decisiones de acabado en proyectos de tubería GMP.
Los ingenieros no mejoran a 316L electropulido porque la tubería “se ve mejor”. Mejoran cuando se espera que la condición de la superficie influya en el rendimiento higiénico, la confianza en la inspección visual o por borescopio, el comportamiento de residuos o la consistencia del paquete de entrega.
Nota de ingeniería: en tubería farmacéutica, el acabado no es una elección de estilo. Es una parte de la cadena de evidencia que respalda la limpieza, la capacidad de inspección y la confianza de QA.
Por qué los equipos de GMP hacen esta pregunta con tanta frecuencia
Los equipos de GMP preguntan sobre el acabado electropulido versus el estándar 316L porque el acabado puede convertirse en un problema de liberación antes de que se convierta en un problema de corrosión. En proyectos reales, la pregunta suele aparecer cuando ocurre una de estas cuatro cosas:
- El proceso es más sensible a la condición de la superficie de lo que se asumió originalmente.
- El proyecto espera una respuesta de inspección más estricta o una consistencia visual.
- El sistema contiene muchos ensamblajes locales soldados donde la condición de la superficie tiene más peso.
- QA quiere evidencia más clara de que la superficie instalada coincide con el objetivo higiénico definido durante el diseño.
Un patrón común en los proyectos es que la decisión sobre la aleación base se acepta temprano, pero la decisión sobre el acabado permanece abierta por más tiempo porque el equipo aún está alineando el riesgo del proceso, la capacidad de fabricación y las expectativas de entrega. Ese es un comportamiento de ingeniería normal, no indecisión. El requisito de acabado generalmente se vuelve más claro solo después de que el equipo comprende qué modo de falla están tratando de evitar realmente.
Lo que implica el marco de estándares
El marco de estándares no trata el acabado como decoración. FDA 21 CFR 211.65 requiere que las superficies en contacto con el producto sean no reactivas, no aditivas y no absorbentes, mientras que 21 CFR 211.67 vincula directamente la elección del equipo a las prácticas de limpieza y mantenimiento. ASTM A270 permite solicitar calidad farmacéutica como un requisito suplementario, lo cual es un recordatorio importante de que la decisión sobre tuberías en proyectos farmacéuticos a menudo va más allá del suministro básico de tuberías de grado alimentario. Anexo 1 de la GMP de la UE luego lleva la estrategia de control de contaminación y la lógica de gestión de riesgos a entornos relacionados con esterilidad, lo que hace que la variación no controlada del acabado sea más difícil de justificar en aplicaciones de mayor riesgo.
Para la línea base de materiales más amplia, conecte este artículo con Selección de Material de Tuberías Higiénicas Farmacéuticas.

¿Cuál es la verdadera diferencia entre el 316L estándar y el 316L electropulido?
La familia de aleación es la misma, pero la condición de la superficie no lo es
Esta comparación no se trata de cambiar la familia de acero inoxidable. Se trata de cambiar la condición de la superficie en contacto con el producto. Ambas opciones pueden comenzar con acero inoxidable 316L, pero el comportamiento higiénico final depende en parte de cómo se termina la superficie, qué tan consistentemente se entrega ese acabado y cómo interactúa esa superficie con la limpieza, la inspección y los detalles de fabricación local.
Esa diferencia importa porque la tubería higiénica farmacéutica rara vez falla en abstracto. Falla en detalles locales como zonas adyacentes a soldaduras, transiciones de férulas, ensamblajes de ramales, interfaces de válvulas y lugares donde el control de calidad o las operaciones necesitan más confianza de la que un acabado de grado alimentario genérico puede proporcionar siempre.
Lo que cambia el electropulido en términos prácticos
El electropulido generalmente se selecciona para mejorar la consistencia de la superficie, la confianza en la inspección y el margen práctico de limpieza del sistema. En el lenguaje de proyecto, eso a menudo significa:
- Una condición de superficie de contacto con el producto más controlada
- Más confianza durante la revisión visual, por boroscopio o relacionada con la liberación
- Un ajuste más fuerte para expectativas higiénicas de mayor pureza o más exigentes
- Mejor alineación con proyectos que tratan el acabado como parte de la lógica de calificación en lugar de solo un detalle de fabricación
Caso típico de la industria: un equipo puede aceptar 316L estándar para servicio higiénico general pero pasar a 316L electropulido para un bucle de contacto con el producto más sensible a la inspección porque la decisión de acabado mejora la confianza en la liberación, no porque la familia de aleaciones en sí fuera incorrecta.

Lo que el Electropulido No Cambia Automáticamente
El electropulido no corrige automáticamente el resto del sistema higiénico. No corrige una purga de soldadura deficiente, una geometría de ramal incorrecta, tramos muertos atrapados, un drenaje débil o una trazabilidad incompleta. Puede mejorar la condición de la superficie, pero no excusa un sistema que fue mal diseñado o fabricado aguas arriba.
Este es uno de los límites de ingeniería más importantes en todo el tema. Un error común es usar el electropulido como una elección compensatoria cuando el problema real es la calidad de la soldadura o el diseño del ensamblaje. En esos casos, la mejora del acabado puede reducir parte del riesgo mientras deja el modo de fallo dominante sin abordar.
Cuando el Acero 316L Estándar Suele Ser Suficiente
Servicio Higiénico GMP de Riesgo Moderado
El acero 316L estándar suele ser suficiente cuando el objetivo higiénico ya es alcanzable mediante una buena fabricación, una calidad de soldadura controlada, una limpieza adecuada y expectativas moderadas de acabado. No todas las líneas farmacéuticas requieren electropulido para funcionar de manera confiable. En muchos sistemas GMP, los factores de éxito dominantes siguen siendo la ejecución de la soldadura, el control de la geometría, la documentación adecuada de materiales y una disciplina de mantenimiento realista.
En términos prácticos, si el proceso no es especialmente sensible a la superficie, la carga de inspección es manejable y el equipo ya tiene un buen control sobre la calidad de fabricación, el acero 316L estándar puede ser una elección de ingeniería sólida.
Donde los Equipos Sobreespecifican el Electropulido
Los equipos a menudo sobreespecifican el electropulido cuando no han definido claramente qué beneficio higiénico o de control de calidad realmente necesitan de él. Esto suele suceder cuando el acabado se trata como una característica de prestigio en lugar de una herramienta de control de riesgos. El resultado puede ser un mayor costo sin una reducción correspondiente en el modo de fallo dominante del sistema.
Consejo experto: Si el equipo no puede explicar si la mejora está destinada a mejorar la confianza en la limpiabilidad, la respuesta a la inspección, la consistencia de liberación u otro resultado definido del proyecto, el requisito de acabado probablemente aún no esté lo suficientemente maduro.
Caso Típico de la Industria: La Línea Funcionó Bien con Acero 316L Estándar
Muchos circuitos higiénicos farmacéuticos funcionan bien con acero 316L estándar porque los fundamentos de ingeniería reales se hicieron correctamente. En esos sistemas, la calidad de la soldadura se controló, la geometría local se mantuvo limpiable, la documentación se cerró adecuadamente y el proceso no impuso una carga sensible al acabado que justificara ir más allá. La lección no es que el electropulido no tenga valor. La lección es que un sistema bien fabricado de acero 316L estándar puede superar a un sistema electropulido mal ejecutado.
Cuándo Vale la Pena la Mejora a Acero 316L Electropulido
Entornos de Alta Pureza y Alta Inspección
El acero 316L electropulido es más probable que se justifique en aplicaciones de alta pureza y sensibles a la inspección. Cuando el proyecto exige una uniformidad superficial más estricta, una mayor confianza en la inspección o un escrutinio higiénico más exigente, la mejora del acabado puede justificarse más fácilmente. Esto es especialmente cierto en sistemas donde las decisiones de liberación dependen en gran medida de la condición superficial local y donde la inconsistencia visual probablemente desencadene repetidas discusiones técnicas.
Cuando el Proceso Es Más Sensible a la Condición Superficial
Algunos procesos son más sensibles al comportamiento superficial local que otros. En estos casos, la decisión del acabado tiene mayor peso de ingeniería porque el sistema es menos tolerante a la variabilidad en la respuesta de inspección, el comportamiento de residuos o la confianza higiénica local. La pregunta no es si el electropulido es objetivamente mejor en todos los entornos. La pregunta es si el proceso es lo suficientemente sensible como para que la diferencia en el acabado cambie el riesgo práctico.
Caso de Ingeniería Típico: Se Eligió Electropulido para Confianza en Inspección y Limpiabilidad
Un caso común de ingeniería es un proyecto que originalmente consideraba aceptable el 316L estándar, pero luego pasó al 316L electropulido porque la confianza requerida en inspección y limpiabilidad se volvió más estricta durante la revisión de diseño. El punto clave es que el cambio fue impulsado por el objetivo higiénico, no por la creencia de que el 316L estándar era defectuoso por defecto. Esta es la lógica correcta: definir primero el rendimiento esperado, luego decidir si el electropulido mejora materialmente la probabilidad de cumplirlo.
Consejo de Experto: Actualice a EP Solo Cuando Pueda Nombrar el Beneficio
Las decisiones de electropulido más sólidas son específicas. Los ingenieros que lo especifican bien generalmente pueden decir exactamente qué esperan que mejore: consistencia en la inspección, confianza en la limpiabilidad, expectativas de superficie de mayor pureza o comodidad en QA durante la liberación. Si el proyecto no puede nombrar claramente ese beneficio, la mejora del acabado puede ser más emocional que técnica.

Lo que el Electropulido No Puede Corregir
Mala Calidad de Soldadura
El electropulido no sustituye la calidad de la soldadura. Si la zona de soldadura está mal purgada, es irregular, difícil de inspeccionar o inconsistente con la intención higiénica del sistema, la mejora del acabado no elimina ese riesgo. En el trabajo práctico de GMP, la calidad de la soldadura a menudo domina el rendimiento de la superficie local más que la categoría general del acabado.
Caso típico de la industria: la especificación actualizó correctamente el acabado, pero un pequeño número de ubicaciones adyacentes a la soldadura aún generaron preocupación porque la condición local de la soldadura, no el acabado general del tubo, siguió siendo el punto más débil en el circuito.

Geometría Defectuosa y Puntos Muertos
El electropulido no hace que un ensamblaje mal diseñado sea limpiable. Si una rama es demasiado larga, un punto de muestreo atrapa fluido o un grupo de válvulas crea una sombra higiénica local, el sistema aún puede tener un rendimiento deficiente incluso con un requisito de acabado más estricto. Por eso, la selección del acabado nunca debe separarse del diseño de conexiones y la lógica de limpiabilidad local.
Para ese lado del problema, conecte este artículo con Selección de Conexiones de Grado Alimentario para Instalaciones GMP.
Documentación de QA Débil
El electropulido tampoco reemplaza la documentación. En proyectos GMP, la decisión del acabado entra en el paquete de entrega. Si el proyecto requiere evidencia relacionada con el acabado y el conjunto de registros está incompleto, el sistema aún puede volverse difícil de liberar incluso cuando la superficie instalada parece aceptable a simple vista.
Es por eso que la elección del acabado y la documentación de QA pertenecen a la misma discusión, no en silos de proyecto separados.
Caso Típico de la Industria: El Proyecto Mejoró el Acabado pero Aún Falló en la Intención Higiénica
Uno de los errores más comunes es un proyecto que mejoró a 316L electropulido y aún no resolvió el problema higiénico real. Una revisión posterior mostró que el problema dominante era la condición de la soldadura, la geometría o el cierre de la documentación en lugar de la categoría del acabado. Esto es exactamente por qué el electropulido debe tratarse como una medida de control dentro de una decisión de sistema higiénico más amplio, no como una corrección universal para cada riesgo.
Cómo la Elección del Acabado se Conecta con las Soldaduras, la Inspección y la Capacidad de Limpieza
Por qué las Zonas de Soldadura Aún Dominan el Riesgo
En muchas investigaciones de tuberías farmacéuticas, la primera preocupación higiénica aparece en la zona de soldadura, no en la pared general del tubo. Por eso, las discusiones sobre acabado que ignoran las soldaduras suelen ser demasiado abstractas para ser útiles. Cuanto más soldado esté el sistema, más debe preocuparse el proyecto por la calidad de ejecución local, porque es ahí donde el rendimiento higiénico previsto es más probable que se debilite primero.
Por qué la estrategia de inspección cambia la decisión de acabado
Cuanto más estricta sea la estrategia de inspección y liberación, más probable es que el acabado importe como variable del proyecto. Si la revisión visual, las expectativas de borescopio o el escrutinio de control de calidad son estrictos, la elección del acabado se justifica más fácilmente porque afecta directamente a cómo se juzgará la superficie en la práctica. En otras palabras, algunas mejoras de acabado están impulsadas tanto por la realidad de la inspección como por la química del proceso.
Perspectiva de investigación: Los requisitos de superficie solo importan cuando toda la cadena de fabricación los respalda
ASME BPE trata los requisitos de superficie como parte de la cadena más amplia de fabricación, inspección y pruebas, en lugar de como un paso decorativo aislado. Esa es la forma correcta de interpretar los requisitos de acabado en tuberías higiénicas farmacéuticas. Un objetivo de superficie solo se vuelve significativo cuando las prácticas de fabricación, la calidad de las soldaduras locales, los métodos de inspección y los controles de entrega son capaces de respaldarlo de manera consistente.
Cómo deciden los ingenieros en proyectos reales
Comience con el modo de fallo, no con el nombre del acabado
La forma más confiable de elegir entre el acero inoxidable 316L estándar y el 316L electropulido es comenzar con el modo de falla que se intenta controlar. Una secuencia práctica se ve así:
- Defina la pureza del proceso y el objetivo higiénico.
- Revise la exposición a la limpieza y esterilización.
- Revise la densidad de soldadura y el riesgo local de montaje.
- Defina cómo se inspeccionará y liberará el sistema.
- Luego decida si el acero inoxidable 316L estándar es suficiente o si el electropulido cambia el margen de riesgo práctico.
Preguntas para Hacer Antes de Escribir la RFQ
- ¿Es el acabado del proceso lo suficientemente sensible para justificar el electropulido?
- ¿La preocupación real es la limpiabilidad, la inspección o la liberación de QA?
- ¿Ya están definidas las expectativas de calidad de soldadura?
- ¿El proyecto requerirá evidencia relacionada con el acabado más allá de la certificación básica de material?
- ¿El electropulido resuelve un problema de ingeniería real o solo aumenta el costo?
Una Regla Simple de Ingeniería
Utilice 316L estándar cuando el objetivo higiénico sea alcanzable mediante buena fabricación, calidad de soldadura controlada y expectativas moderadas de acabado.
Pase a 316L electropulido cuando la consistencia del acabado, la capacidad de inspección y la confianza en la limpiabilidad deban ser más estrictas de lo que el acabado estándar puede soportar de manera confiable.
No utilice el electropulido como sustituto para corregir problemas de soldadura, geometría o documentación.

Errores Comunes al Comparar 316L Electropulido y 316L Estándar
Tratar el EP como una Actualización de Lujo
El pulido electrolítico debe justificarse por valor higiénico o de control de calidad, no por apariencia o prestigio.
Tratar el estándar 316L como automáticamente insuficiente
Muchos sistemas GMP funcionan bien con el estándar 316L cuando la fabricación, geometría, limpieza y documentación están todos controlados adecuadamente.
Ignorar las soldaduras mientras se debate el acabado
Un argumento sobre acabado que ignora la ejecución de la soldadura generalmente pasa por alto el riesgo local real.
Elegir el acabado antes de definir las expectativas de control de calidad
En proyectos regulados, la elección del acabado y las expectativas de liberación deben alinearse desde el principio.
Usar EP para ocultar una debilidad de diseño o fabricación
Un acabado más estricto no puede rescatar un ensamblaje higiénico fundamentalmente débil.
Lista de Verificación Práctica de Selección
Elegir estándar 316L si
- El objetivo de grado alimentario es moderado y bien definido
- Los controles de soldadura y fabricación ya son sólidos
- La sensibilidad de inspección relacionada con el acabado no es inusualmente alta
- El riesgo real del sistema es manejable sin una especificación de acabado más estricta
Elija Acero Inoxidable 316L Electropulido Si
- El proceso es de alta pureza o sensible a la inspección
- La consistencia del acabado importa materialmente para la calificación o liberación
- La confianza en la limpieza impulsada por la superficie es importante
- El proyecto tiene una razón real y definida para ajustar las expectativas de acabado
Reevaluar Todo el Sistema Si
- El equipo está discutiendo sobre el acabado mientras los criterios de soldadura siguen siendo vagos
- La geometría de la rama sigue siendo deficiente
- Los ensamblajes locales son difíciles de limpiar
- El paquete de documentación aún no está claro
Conclusión: La mejor elección de acabado es la que resuelve el problema correcto
El acero 316L electropulido no es automáticamente la mejor respuesta, y el 316L estándar no es automáticamente el compromiso más barato. La elección correcta del acabado depende de qué falla higiénica, carga de inspección o riesgo de control de calidad el proyecto realmente intenta controlar.
Para el clúster completo de temas farmacéuticos, conecte este artículo con Selección de Material de Tuberías Higiénicas Farmacéuticas, Selección de Conexiones de Grado Alimentario para Instalaciones GMPy Documentación y Trazabilidad en Proyectos de Tubería Farmacéutica.
PREGUNTAS FRECUENTES
¿Se requiere acero inoxidable 316L electropulido para tuberías farmacéuticas?
No. Está justificado cuando el proyecto necesita una consistencia de superficie más estricta, confianza en la limpieza o certeza de inspección y liberación de lo que el 316L estándar puede soportar de manera confiable.
¿Cuál es la diferencia entre el estándar 316L y el 316L electropulido?
La familia de aleaciones puede ser la misma, pero la superficie de contacto con el producto acabado no lo es. La comparación se trata principalmente de la condición de la superficie, la consistencia y cómo eso afecta la limpieza y la respuesta de inspección.
¿Mejora la electropulidura la limpieza?
Puede mejorar la confianza en la limpieza y la consistencia de la superficie, pero no corrige automáticamente un sistema con soldaduras deficientes, ramales muertos o geometría defectuosa.
¿Puede el electropulido reemplazar una buena calidad de soldadura?
No. La calidad de soldadura aún domina muchas de las zonas higiénicas locales de mayor riesgo en tuberías farmacéuticas.
¿Cuándo es suficiente el estándar 316L en tuberías de GMP?
A menudo es suficiente cuando el objetivo de grado alimentario se puede lograr mediante una buena fabricación, expectativas moderadas de acabado, calidad de soldadura controlada y demandas realistas de inspección.
¿Es el electropulido un problema de documentación además de un problema de acabado?
Sí. En proyectos GMP, la elección del acabado puede afectar cómo se especifica, inspecciona y respalda el sistema en el paquete de entrega.

