
مراقبة الجودة القوية غير قابلة للتفاوض عند شراء الفلنجات من الصين للخدمة تحت الضغط. قد تبدو الفلنجة بسيطة، لكن الأعطال مكلفة وخطيرة: يمكن أن يتحول التسرب الصغير إلى توقفات غير مخطط لها، أو تآكل تحت العزل، أو خطر حريق، أو إعادة عمل اختبار الضغط. في المشاريع الحقيقية، غالبًا ما تكون الأسباب الجذرية الأكثر تكرارًا ليست “عيوب غامضة” — بل هي فجوات يمكن منعها مثل تصنيف الضغط الخاطئ، أو عدم تطابق الوجه/الجلد، أو غياب إمكانية التتبع، أو ممارسات شد البراغي السيئة، أو لحام الإصلاح غير الموثق.
للتحكم في المخاطر، عالج شراء الفلنجات كعملية هندسية. حدد المعيار الحاكم (ASME B16.5/B16.47 أو EN 1092-1)، وحدد معيار الجلد (غالبًا ASME B16.20 للجلود المعدنية)، وحدد مواصفات المواد (ASTM A182/A105 أو مواصفات المشروع)، ثم ثبت إمكانية التتبع، ونقاط التوقف للفحص، ومعايير القبول. إذا قمت بذلك جيدًا، يصبح تباين الموردين قابلاً للإدارة.
يُظهر الجدول أدناه مشاكل مراقبة الجودة الشائعة التي تؤدي بشكل متكرر إلى تسرب وإعادة عمل في وصلات الفلنجات المثبتة بالبراغي:
| فشل مراقبة الجودة | الوصف |
|---|---|
| ممارسات اللحام السيئة | يمكن أن تغير لحامات الإصلاح غير المؤهلة أو بناء اللحام غير الموثق من علم المعادن، وتشوه الوجوه، وتخلق مسارات تسرب — خاصة إذا تم تجاهل متطلبات المعالجة الحرارية بعد اللحام/التخمير. |
| تجاهل تصنيفات الفلنجات | يؤدي اختيار فئة الضغط أو تصنيف الضغط-درجة الحرارة الخاطئ إلى زيادة الحمل، أو خطر انفجار الحشية، أو تشقق الفلنجة أثناء اختبار الهيدروستاتيكي أو الأحداث العابرة. |
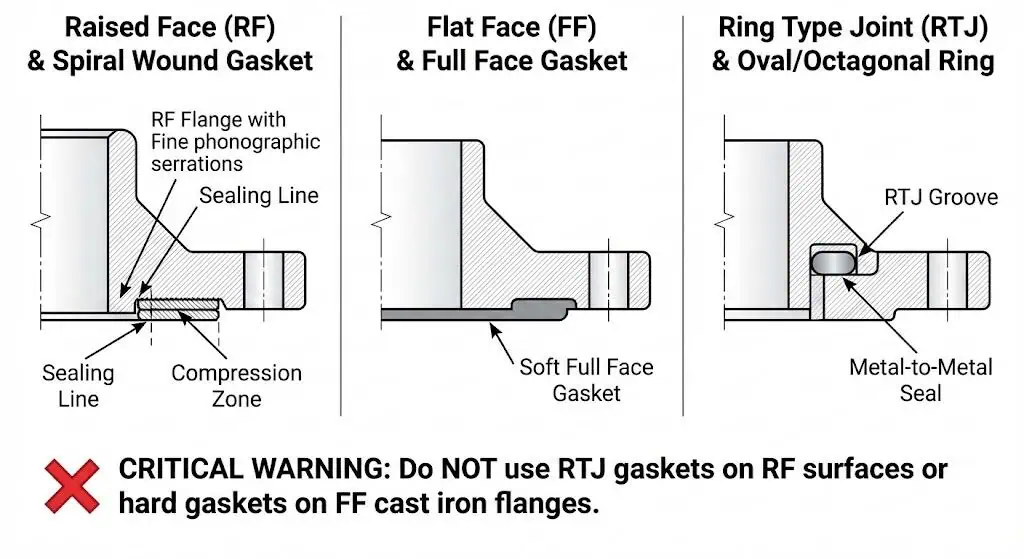
| إهمال اختيار الحشية المناسبة | يجب أن يتطابق نوع الوجه (RF/FF/RTJ)، ونمط الحشية، والمادة الحشو مع ظروف الخدمة. يؤدي عقلية “تناسب دائرة البراغي” إلى تسربات لأن إجهاد الحشية وسلوك الجلوس يختلفان. |
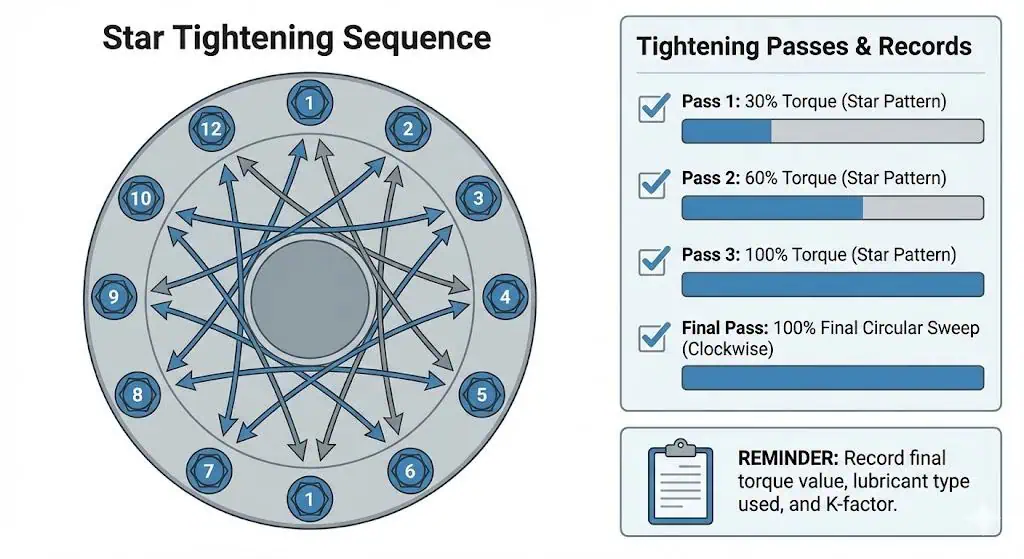
| تجاهل تسلسل شد البراغي | يؤدي الضغط غير المتكافئ للحشية بسبب تسلسل أو مراحل شد سيئة إلى تسرب مبكر حتى عندما تكون الأجزاء “ضمن الأبعاد”. اتبع طريقة مضبوطة متعددة المراحل. |
| استخدام فلنجات تالفة أو بالية | تصبح الخدوش الناتجة عن التعامل، أو التآكل النُقَري على التسنينات، أو الخدوش على أخاديد الحلقات مسارات تسرب مباشرة؛ ارفضها أو أعد تشغيلها باستخدام ضوابط موثقة. |
نظرة عامة على قائمة مراقبة جودة الفلنجات
لماذا تهم مراقبة الجودة
تقييمات ضبط الجودة تحمي مشروعك من التسريبات القابلة للوقاية، وإعادة العمل، والحوادث الأمنية. عند شراء الفلنجات من الصين، يأتي الخطر عادةً من ثلاثة أماكن: (1) فجوات المواصفات (نوع الوجه غير واضح، الفئة، القطر/الجدول، مستوى الفحص غير التدميري)، (2) فجوات التتبع (خلط دفعات الصهر أو نقص وثائق EN 10204)، و(3) فجوات أداء التجميع (طريقة شد البراغي وتوافق الحشية). تجبر قائمة المراجعة المشتري والمورد على سد هذه الفجوات قبل الشحن.
قائمة المراجعة العملية ليست مجرد “فحص بصري”. يجب أن تؤكد المعيار الحاكم ومتطلبات العلامات، وتؤكد فئة الضغط والوجه، وتتحقق من شهادة المادة وتتبع رقم دفعة الصهر، وتتحقق من حالة التشغيل النهائية (بما في ذلك النهاية السطحية حيثما كان ذلك مناسباً). كما تجعل تقييماتك قابلة للتكرار عبر الدفعات، وهي الطريقة التي تكتشف بها الانحراف مبكراً.
نصيحة: اطلب دائماً شهادة نظام إدارة الجودة سارية المفعول (عادةً ISO 9001) وتحقق من خطة التفتيش والاختبار الخاصة بك مقابل معيار الفلنجة الذي تشتريه (على سبيل المثال ASME B16.5 / B16.47 للأبعاد/العلامات/الاختبار، وASME PCC-1 لممارسات التجميع).
| المعايير | الأهمية |
|---|---|
| شهادات ضمان الجودة | ISO 9001 لا “تضمن” علم المعادن، لكنها تقلل من التباين في العملية وتفرض نظام التحكم في الوثائق وانضباط الإجراءات التصحيحية. |
| سمعة المورد | ابحث عن الصادرات المتكررة إلى الصناعات المنظمة والأدلة على وجود مقاولين فرعيين مستقرين للتشكيل بالطرق، والمعالجة الحرارية، والفحص غير التدميري. |
| فهم ديناميكيات سلسلة التوريد | يساعدك في تخطيط نقاط التثبيت (المواد الخام → التشكيل بالطرق → المعالجة الحرارية → التشغيل الآلي → الفحص غير الإتلافي → الفحص النهائي → التعبئة) وتجنب المفاجآت المتأخرة. |
الخطوات الرئيسية في قائمة المراجعة
اتبع هذه الخطوات لإجراء فحص شامل:
- تأكد من الوثائق الحاكمة: أمر الشراء + الرسم + معيار الفلنجة (ASME B16.5/B16.47 أو EN 1092-1) + مواصفة المادة (ASTM/EN) + متطلبات الفحص غير الإتلافي.
- جهز الأدوات المعايرة: القدمة الورنية، الميكرومتر، مقياس التجويف، مقياس دائرة التثبيت، مقارن خشونة السطح (عند التحديد)، وجهاز تحديد المادة بواسطة الانبعاثات (أو خطط للفحص بواسطة طرف ثالث).
- افحص الفلنجة بالبحث عن الصدأ، الخدوش، تلف السطح، خدوش أخدود الحلقة، والحالة غير الدائرية..
- قم بقياس الأبعاد الحرجة: القطر الخارجي/القطر الداخلي، السمك، دائرة التثبيت، قطر/تباعد فتحات البراغي، هندسة المحور، وارتفاع السطح حسب الاقتضاء. سجل النتائج “كما تم بناؤها”، وليس فقط النجاح/الفشل.
- تحقق من ملاءمة الجاسكية والتثبيت: نوع السطح (RF/FF/RTJ) يجب أن يتطابق مع نوع الجاسكية؛ المسامير اللولبية المزدوجة/الصواميل يجب أن تتطابق مع الدرجة والطلاء؛ تأكد من وجود الوردات إذا كانت مطلوبة حسب ممارسة المشروع.
- تحقق من إمكانية التتبع: رقم الدفعة على الفلنجة يجب أن يتطابق مع شهادة MTR/EN 10204؛ تأكد من أن العلامات واضحة بعد الطلاء والتعبئة.
- قم بتوثيق كل شيء: صور للعلامات + حالة السطح، تقرير الأبعاد، تقارير الفحص غير الإتلافي، مخططات المعالجة الحرارية (إذا كانت مطلوبة)، قائمة التعبئة، ومذكرة الإفراج.
- لا يتم الإفراج إلا بعد إغلاق جميع الانحرافات بتصرف مكتوب (إصلاح/إعادة تشغيل/إعادة اختبار) وحزمة شهادات معدلة.
احتفظ بسجلات لكل دفعة. عند حدوث أعطال في الميدان، فإن المسار السريع الوحيد للوصول إلى السبب الجذري هو إمكانية التتبع (رقم الصهر/الدفعة) بالإضافة إلى دليل على المطابقة عند الشحن. إذا كنت تفتقر إلى القدرة الداخلية، استخدم مفتشًا مؤهلاً من طرف ثالث واطلب تقريرًا غنيًا بالصور مع القيم المقاسة.
فحوصات الجودة قبل الإنتاج للفلنجات
تمنع الفحوصات قبل الإنتاج “العيوب المدمجة”. في مشتريات الفلنجات، أرخص عيب هو الذي توقفه قبل بدء التشكيل أو التشغيل. هذه المرحلة هي حيث تحدد المعيار الدقيق، ونوع الوجه، والفئة، والفتحة، ودرجة المادة، ومتطلبات التوثيق، ثم تؤكد أن المورد يمكنه تنفيذها باستمرار.
فحص وتأهيل الموردين
اختر الموردين بناءً على القدرة وإمكانية التتبع، وليس السعر فقط. يجب أن يكون المورد القادر للفلنجات قادرًا على إظهار: مسار التشكيل، ومراقبة المعالجة الحرارية، وقدرة التشغيل بالتحكم الرقمي، وفحص عدم التدمير الداخلي أو المؤهل من المقاولين الفرعيين، ومراقبة مستندات مستقرة. اطلب “كتب بيانات” عينة من الطلبات السابقة (مع إخفاء تفاصيل العميل) لتأكيد قدرتهم على تجميع الشهادات بشكل صحيح.
| شهادة | الوصف |
|---|---|
| ISO 9001:2015 | دليل على نظام إدارة الجودة المنضبط (مراقبة المستندات، الإجراءات التصحيحية، سجلات التدريب). |
| API 6A | متطلب شائع لسلاسل توريد معدلات رأس البئر/الشجرة؛ حدده فقط عندما يتطلب نطاق مشروعك ذلك. |
| ASME B16.5 / ASME B16.47 | يحدد الأبعاد، والتفاوتات، والعلامات، والاختبارات لعائلات الفلنجات ASME (اختر بناءً على نطاق NPS). |
| PED 2014/68/EU | الامتثال لمعدات الضغط في الاتحاد الأوروبي (ينطبق على المعدات ذات ضغط الخدمة > 0.5 بار؛ تعتمد الفئة وتقييم المطابقة على السائل/المجموعة/الحجم). |
| معايير NACE MR0175 / ISO 15156 | قواعد اختيار المواد لـ H2بيئات S (حمضية)؛ حدد عند وجود خطر SSC/HIC. |
| EN 10204 3.1 / 3.2 | أنواع وثائق الفحص المستخدمة عالميًا لإثبات إمكانية التتبع ونتائج الاختبار؛ يضيف 3.2 التحقق المستقل عند الحاجة. |
يمكن أن يكون التصديق المزدوج مفيدًا، ولكن فقط إذا كان مدعومًا بوثائق قابلة للتتبع ومسار مادة مُتحكم به. إذا كنت تريد الفولاذ المقاوم للصدأ المصدق عليه مزدوجًا (على سبيل المثال 316/316L)، حدد متطلبات الكيمياء/الميكانيكية الدقيقة واشترط إجراء فحص PMI وتتبع المعالجة الحرارية على كل فلنجة — وليس فقط على “عينات”.”
نصيحة: استخدم قائمة مراجعة باللغتين الإنجليزية والصينية لأمر الشراء، وملاحظات الرسم، وخطة فحص المنتج. معظم الأعطال الميدانية تبدأ كسوء فهم لنوع الوجه، أو الفئة، أو نطاق الوثائق.
شهادة المادة وإمكانية التتبع
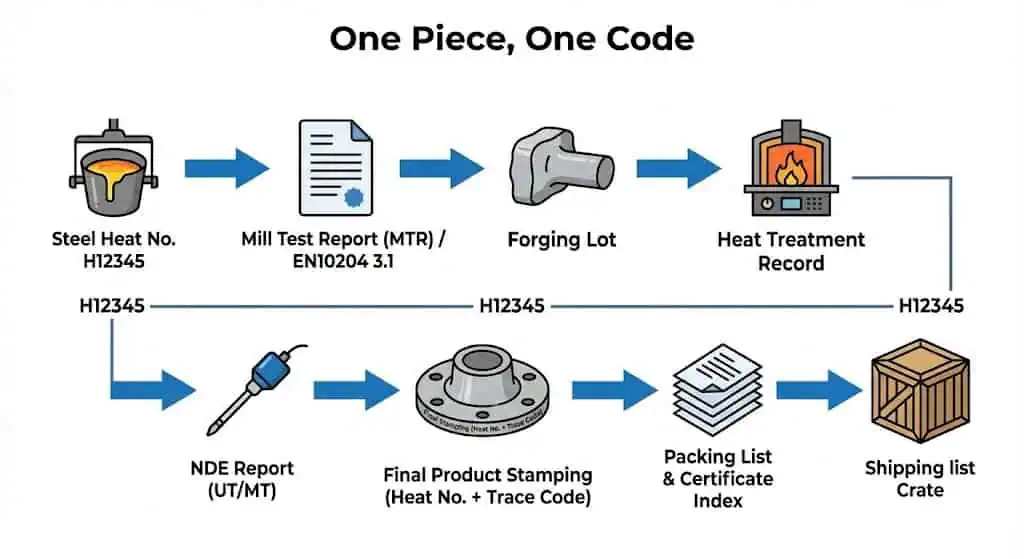
تأكد من إمكانية التتبع قبل بدء الإنتاج، وليس بعد انتهاء الأجزاء. يجب أن يزودك المورد بشهادات تطابق مواصفات المادة المطلوبة والدفعة الموردة. للمشاريع الموجهة للاتحاد الأوروبي، وثائق التفتيش EN 10204 شائعة؛ لمشاريع ASTM، حزم MTR/MTC نموذجية. المهم هو أن نتائج الاختبار ورقم الدفعة تتتبع بوضوح من المادة الخام إلى العلامة النهائية.
| نوع الشهادة | الوصف |
|---|---|
| EN10204-3.1 | يؤكد الامتثال للطلب ويتضمن نتائج الاختبار الفعلية للدفعة/السبيكة الموردة. |
| شهادة PED | تدعم إمكانية التتبع وتقييم المطابقة لمعدات الضغط الموضوعة في السوق الأوروبية (يعتمد النطاق على فئة المعدات). |
تطلب رقم السبيكة (أو رقم الصب/البوتقة) على كل فلنجة يرتبط بالشهادة. إذا كان الفلنجة سيتم طلاؤه، تطلب علامة تبقى مقروءة بعد الطلاء (أو تطلب وضع علامة بالإضافة إلى الختم). بالنسبة للدرجات الفولاذ المقاوم للصدأ والمزدوجة، خطط لفحص تحديد المواد الإيجابي (PMI) كجزء من نقاط التوقف الخاصة بك، وليس كفكرة لاحقة.
مراجعة المواصفات
راجع المواصفات سطرًا بسطر قبل بدء التشكيل أو التشغيل الآلي. هنا يمنع المشترون مشكلة “يطابق الأبعاد لكنه يتسرب في الخدمة” الكلاسيكية. أكد العناصر أدناه كتابيًا، ثم جمد المراجعة.
| الخطوة | الوصف |
|---|---|
| الغرض | حدد الخدمة: الضغط، درجة الحرارة، الوسط (بما في ذلك الكلوريد/الهيدروجين2مخاطر التآكل (مثل التآكل النُقري أو الشِقّي)، وما إذا كان الوصل دوريًا أو ثابتًا. |
| النطاق | تأكيد نطاق NPS/DN، نوع الفلنجة (WN/SO/SW/THD/LJ/BL)، الوجه (RF/FF/RTJ)، والفتحة. |
| توفير المواد الخام | تجميد درجة المادة (ASTM/EN)، حالة المعالجة الحرارية، وقواعد الاستبدال المسموح بها. |
| مراقبة العملية | تحديد متطلبات بطاقة المسار/المسافر، الاحتفاظ بمخطط المعالجة الحرارية، وتأهيل إجراءات الفحص غير التدميري. |
| التفتيش والاختبار | تحديد نقاط التوقّف (استلام المواد الخام، بعد التشكيل بالطرق، بعد المعالجة الحرارية، بعد التشغيل الآلي، بعد الاختبارات غير التدميرية، النهائي). تحديد معايير القبول للاختبارات المغناطيسية/الاختبارات بالاختراق/الاختبارات بالموجات فوق الصوتية والتفاوتات الأبعادية. |
| شهادة الجودة | تحديد محتويات حزمة الشهادات: تقرير اختبار المواد/EN 10204، تقارير الاختبارات غير التدميرية، قائمة المعايرة، صور العلامات، وقائمة التعبئة. |
| مكافحة التآكل/التعبئة والتغليف | حدد طريقة منع الصدأ، احتياجات VCI/مادة مجففة، نوع الصندوق، علامات الرفع، وتحذيرات “عدم التكديس”. |
عندما يخلط المشتري المعايير (على سبيل المثال مادة ASTM + أبعاد فلنجة ASME + وثائق الاتحاد الأوروبي)، اكتب ذلك صراحةً. الطلبات الغامضة هي المحرك الرئيسي لعدم المطابقة. إذا كنت بحاجة إلى معيار حشية، أشر إليه (غالبًا ASME B16.20) وتحديد نمط الحشية وتوقعات تشطيب الوجه في ملاحظات أمر الشراء.
ملاحظة: تقييمات المصانع ومراجعات مواءمة المواصفات تمنع العيوب قبل حدوثها. هكذا توفر أسابيع من الجدول الزمني وتتجنب “إعادة التشغيل الطارئة” قبل الشحن.
الفحوصات الجوهرية للجودة قبل الإنتاج للفلنجات:
- التحقق من مواصفات المواد والشهادات، بما في ذلك أرقام الصهر ومراقعة المراجعات.
- تأكيد نطاق الاختبارات الكيميائية/الميكانيكية (شد، صلابة، صدمة إذا لزم الأمر) وأي قيود للخدمة الحامضية.
- مراجعة شهادات الموردين وأدلة القدرة الفعلية (آلات، أفران، إمكانية الوصول للفحص غير الإتلافي، سجلات البيانات).
- تأكيد الرسومات، ونوع الوجه، والفتحة/الجدول، والتسامحات الأبعاد.
- استخدم قوائم مراجعة ثنائية اللغة وقم بتجميد المصطلحات لأنواع الوجوه والتصنيفات.
- حدد قواعد التتبع والوسم (ما يجب ختمه مقابل وسمه).
- خطط لنقاط توقف التفتيش من طرف ثالث وحدد معنى “النجاح” كتابياً.
هذه الخطوات تُنشئ خط أساس جودة ثابتاً لشراء الفلنجات وتقلل من مخاطر الامتثال. إذا كنت تشتري فلنجات بشكل متكرر، أنشئ بطاقة تقييم للمورد مرتبطة بفئات قابلة للقياس لعدم المطابقة (الأبعاد، الوسم، الشهادات، الفحص غير الإتلافي، التعبئة).
التفتيش أثناء العملية في الصين
فحوصات الأبعاد والتسامحات
قم بقياس الأبعاد والتسامحات أثناء الإنتاج، وليس فقط في النهاية. بالنسبة للفلنجات ASME، يحدد المعيار الأبعاد والتسامحات والعلامات وتوقعات الاختبار (ASME B16.5 و ASME B16.47). عمليًا، يجب على المشترين التحقق من: دائرة البراغي، وموضع الثقب، وارتفاع الوجه، وأبعاد المحور، والفتحة. اكتشاف انحراف دائرة البراغي قبل التشغيل النهائي يوفر إعادة تصنيع كاملة.
مثال هندسي (الحالة 1 — انحراف دائرة البراغي): تم اجتياز دفعة فلنجة WN من الفئة 300 لفحوصات “القطر الخارجي/القطر الداخلي” لكنها فشلت في التجميع لأن عدة فلنجات كانت بها انحراف في تباعد ثقوب البراغي مما أجبر على إعادة التفريز في الموقع. السبب الجذري كان قالب الحفر البالي وعدم التحقق من قطر دائرة الثقوب أثناء العملية. الوقاية: التحقق من قطر دائرة الثقوب وموقع الثقوب الحقيقي في مرحلة القطعة الأولى وبعد تغيير الأدوات؛ اشتراط تسجيل القيم في تقرير العملية الجارية.
| طريقة التفتيش | الوصف |
|---|---|
| فحص الأبعاد | يتحقق مما إذا كانت الفلنجة تطابق متطلبات الحجم (القطر الخارجي/القطر الداخلي/السُمك/قطر دائرة الثقوب/الثقوب/المركز). |
| فحص زاوية الميل | يؤكد زاوية ميل اللحام والمساحة للحصول على ملاءمة لحام مناسبة. |
| فحص الخشونة | يقيس نعومة السطح عندما يتطلب نوع الحشية نعومة محددة. |
| اختبار صلادة السطح | يتحقق من الصلادة عندما تتطلبها مواصفات المادة أو قيود الخدمة الحامضة. |
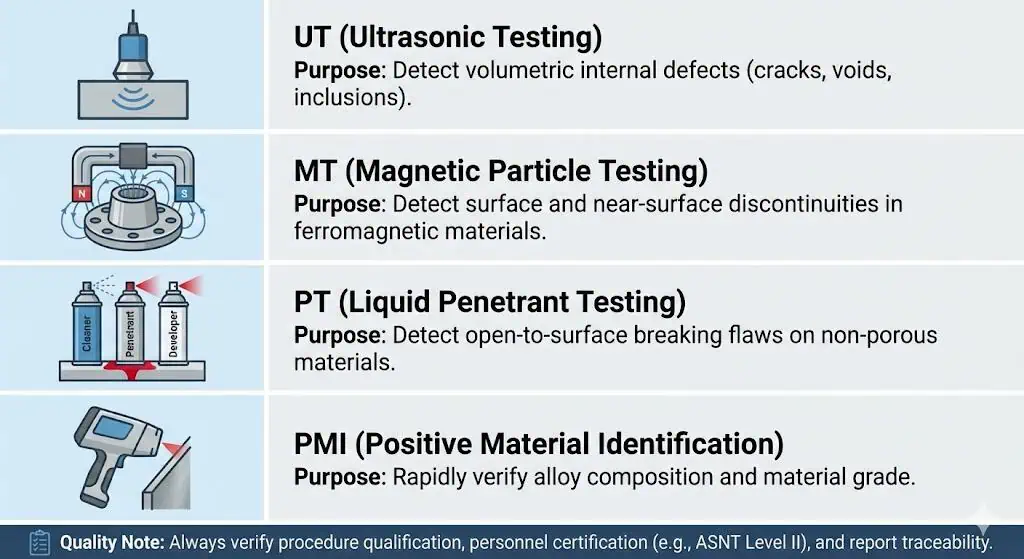
| الفحص بالموجات فوق الصوتية، الفحص بالمغناطيسية، الفحص بالاختراق السائل، التحليل الطيفي للمواد | يكشف عن عيوب داخلية/سطحية ويؤكد درجة السبيكة (التحليل الطيفي للمواد) لمنع خلط المواد. |
ضوابط العملية والتوثيق
يجب أن تكون ضوابط العملية ظاهرة في الأوراق. اطلب بطاقة المسار (traveler) التي تتبع كل فلنجة عبر: استلام المواد الخام → التشكيل بالطرق → المعالجة الحرارية → التشغيل الخشن → الفحص غير الإتلافي → التشغيل النهائي → الفحص النهائي → التعبئة. عبارة “نحن دائمًا نفعل ذلك” ليست دليلًا؛ بطاقة المسار مختومة بتواريخ وتوقيعات المشغل/المفتش ومعرفات المعدات هي الدليل.
- تحقق من استلام المواد: رقم الدفعة الحرارية، الفحص الوارد، والفصل حسب الدفعة الحرارية/الدرجة.
- تأكد من ضوابط التشكيل بالطرق: ممارسة نسبة التشكيل (حسب المشروع) وضوابط التشوه.
- تأكد من المعالجة الحرارية: سجل المخطط، معرف الفرن، وطريقة التبريد بالماء/الهواء حسب الاقتضاء.
- تأكد من التشغيل: تحكم برنامج التحكم الرقمي، فحوصات تآكل الأداة، وفحص العينة الأولى.
- تأكد من الفحص غير الإتلافي: إجراء مؤهل، أفراد مؤهلين، وإمكانية تتبع التقرير إلى القطعة/الدفعة الحرارية.
- تأكد من الطلاء/المعالجة السطحية: ما تم تطبيقه وكيف تمت حمايته بعد ذلك.
- تأكد من حزمة التقرير النهائي: الشهادات + القيم المقاسة + الصور + قائمة التعبئة.
عندما تقوم بالشراء بشكل متكرر، حدد نقاط التوقف حيث يجب على المفتشين من طرف ثالث أن يشهدوا أو يتحققوا (على سبيل المثال، التحليل الطيفي للمعادن على 100% من الفلنجات المزدوجة، أو الفحص بالموجات فوق الصوتية على مناطق السماكة الحرجة). هذا يدعم الجودة المتسقة ويساعدك في تحقيق تاريخ التسليم دون إعادة عمل مفاجئة.
التوسيم والتعريف
التوسيم ليس تجميليًا — إنه كيف تدافع عن إمكانية التتبع. بالنسبة للفلنجات ASME، يتضمن المعيار متطلبات التوسيم (تعريف المصنع، التصنيف/الفئة، تسمية المادة، الحجم، والمزيد حسب الاقتضاء). بالنسبة لأنظمة EN، يتضمن توسيم EN 1092-1 عادةً المصنع، رقم المعيار، النوع، DN/PN، المادة، ورقم الصب/التتبع عندما يكون الشهادة مطلوبة.
- استخدم توسيمًا دائمًا (ختم فولاذي أو ليزر) يوضع بحيث يظل مقروءًا بعد الطلاء/التداول.
- تأكد من أن العلامات تطابق حزمة الشهادة (يجب أن يتطابق رقم الصهر مع MTR/EN 10204).
- أشر ووثق أي إصلاح لحام (ما تم إصلاحه، الإجراء، ونتائج إعادة الفحص).
- قم بعمل “مجموعة صور توسيم” نهائية لكل دفعة لتجنب النزاعات بعد الوصول.
هذه الخطوات تتيح لك تتبع المشكلات إلى دفعة الصهر/الدفعة المحددة بسرعة وتمنع تركيب ميداني بدرجات مختلطة — وهو سبب جذري شائع لفشل التآكل المبكر.
فحوصات المنتج النهائي في الصين
فحوصات الجودة البصرية والسطحية
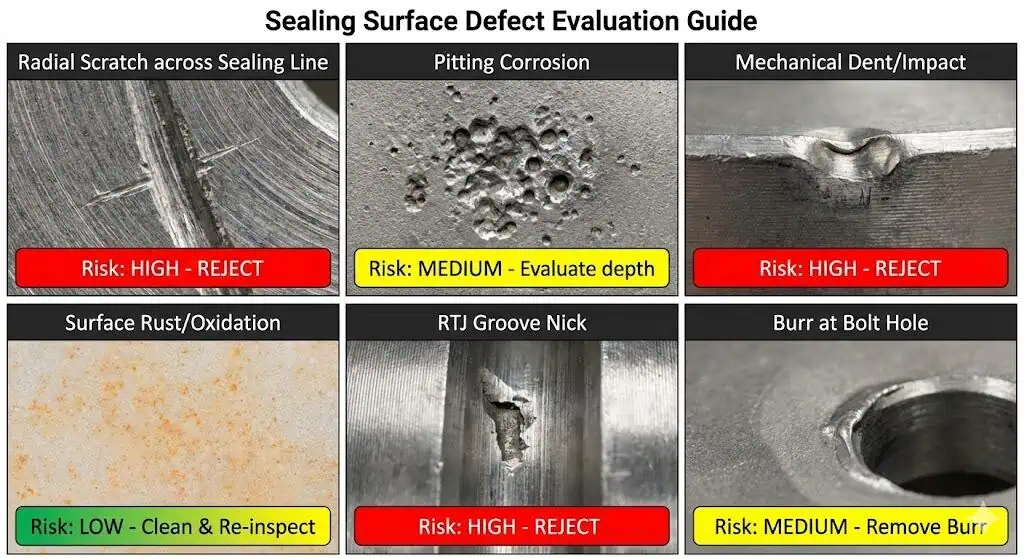
يجب أن يؤكد الفحص النهائي أن أسطح الإحكام مناسبة للخدمة. ابحث عن تلف السطح، عيوب التسنين، تآكل نُقَري، انبعاجات، وخدوش في أخدود الحلقة (RTJ). نظف الأسطح قبل الفحص؛ لا تفحص “من خلال الزيت والصدأ”. قم بقياس السماكة، القطر الداخلي، والثقوب وفقًا لخطة عينات تتوافق مع مستوى المخاطر (الخدمة الحرجة = عينات أعلى أو 100% للأبعاد الرئيسية).
مثال هندسي (الحالة 2 — تلف السطح أثناء التعبئة): وصلت دفعة مع تسنين RF متضرر بالخدوش على الرغم من أن تقارير الأبعاد كانت جيدة. السبب الجذري كان تكديس معدني على معدني بدون فواصل. الوقاية: اشترط واقيات للأسطح، فواصل غير معدنية، وتعبئة في صناديق تمنع الحركة؛ أدرج صور التعبئة في التقرير النهائي.
| نوع الفحص | الوصف |
|---|---|
| فحص المظهر | افحص الأسطح، الثقوب، السماكة، الطلاءات، وتحقق من تطابق الشهادات/العلامات مع الأجزاء المشحونة. |
| فحص داخلي | ابحث عن الشقوق، الطيات، والعيوب الداخلية حيث يتم تحديد فحوصات UT أو القطع العرضي. |
| فحص التسرب | تأكيد نوع الوجه (RF/FF/RTJ) وحالته؛ التحقق من حالة أخدود الحلقة لـ RTJ. |
| متطلبات المشغل | يجب أن يفهم المفتشون معايير الفلنجات، أشكال العيوب النموذجية، وإمكانية تتبع التقارير. |
| الأدوات والمعدات | استخدام مقاييس معايرة وطرق موثقة؛ تسجيل القيم، وليس فقط النجاح/الفشل. |
| التنظيف قبل الفحص | تنظيف وإزالة الصدأ/التلوث السائب قبل تقييم سطح التسرب. |
| التفتيش الدوري | للطلبات المتكررة، تتبع اتجاه العيوب حسب المورد/الوردية/الأدوات لاكتشاف الانحراف مبكرًا. |
نصيحة: إنهاء فونوغرافي (مسنن حلزوني) يساعد في جلوس الحشية على العديد من وصلات RF. النطاقات النموذجية للصناعة المشار إليها للحشيات الملفوفة حلزونيًا هي Ra 3.2–6.3 ميكرومتر (125–250 ميكروبوصة AARH)، بينما تستخدم أخاديد RTJ متطلبات مختلفة. دائمًا قم بمطابقة توقعات النهاية مع نوع الحشية ومواصفات المشروع.
الاختبارات الميكانيكية والكيميائية
يجب ربط الاختبار بمخاطر الخدمة. بالنسبة لأنظمة الضغط، تأكد من أن التركيب الكيميائي والخصائص الميكانيكية تتطابق مع مواصفات المادة (على سبيل المثال ASTM A182 للعديد من الفلنجات المُشَكَّلة من السبائك/الفولاذ المقاوم للصدأ). عند التعامل مع الخدمة الحامضية أو الخدمة ذات درجات الحرارة المنخفضة، قد يتطلب مواصفات المشروع اختبار الصلادة واختبار الصدمة. خطط لهذه الاختبارات قبل الإنتاج — لا يمكنك “إضافتها لاحقًا” دون تأثير على الجدول الزمني.
- تحقق من تطابق كيمياء شهادة اختبار المواد والخصائص الميكانيكية مع الدرجة المطلوبة ورقم الصهر.
- استخدم التحليل الطيفي لتحديد المواد لتقليل خطر خلط الدرجات (304 مقابل 316، أو درجة ثنائية الطور خاطئة).
- تأكد من نطاق الفحص غير الإتلافي ومعايير القبول (الفحص بالموجات فوق الصوتية/الفحص المغناطيسي/الفحص بالاختراق السائل) لنوع الفلنجة وشدة الخدمة.
- لضمان سلامة التجميع، راجع ممارسات شد البراغي المُتحَكَّم بها من ASME PCC-1 وتطلب طريقة شد متعددة المراحل مع سجلات للمفاصل الحرجة.
مثال هندسي (الحالة 3 — “فلنجة صحيحة، تجميع خاطئ”): حدث تسرب في اختبار الهيدروستاتيكي على خط جديد مع فلنجات وحشوات متوافقة. السبب الجذري كان شدًا بمرحلة واحدة وعدم وجود تسلسل تحكم، مما تسبب في إجهاد غير متساوٍ للحشوة. الوقاية: استخدم نمط نجمة/رباعي ومراحل عزم شد وفقًا لطريقة موثقة؛ اشترط تدريب المجمعين وسجلات للمفاصل الحرجة.
معايير التغليف والتعامل
التغليف جزء من مراقبة الجودة لأنه يمكن أن يدمر أسطح الإحكام. استخدم صناديق تصديرية، واقيات للوجه، فواصل غير معدنية، وإجراءات مضادة للتآكل مناسبة لوقت النقل والمناخ. طبق زيتًا مانعًا للصدأ فقط حيث يسمح به مواصفات المشروع (بعض خدمات الأكسجين/النظيفة لها قيود). استخدم مجفف/مثبط تآكل متطاير عند الشحن عبر البحر.
- امنع وجوه الفلنجات من الانزلاق أو التلامس المعدني بالمعدن أثناء النقل.
- احمي أخاديد حلقات RTJ بواقيات صلبة وعلامات واضحة “لا تزيل”.
- حافظ على نظافة وجفاف العبوة؛ أضف مجففًا وأغلق الصندوق حيث يكون مناسبًا.
- تحقق من دقة قائمة التعبئة: أرقام الدفعات/الكميات/معرفات القطع يجب أن تطابق محتويات الصندوق.
ملاحظة: التغليف الجيد يمنع مطالبات الضرر عند الوصول ويتجنب “إصلاحات” الطحن الميداني التي غالبًا ما تخلق مسارات تسرب جديدة.
باتباع هذه الخطوات لـ الفحوصات النهائية, ، تأكد من أن عمليات فحص منتجاتك في الصين تعمل بشكل جيد. حافظ على سلامة فلنجاتك وتلبية جميع فحوصات مراقبة الجودة.
الامتثال والتوثيق للفلنجات
")
المعايير والمواصفات الدولية
يجب عليك اتباع المعايير والمواصفات الدولية لضمان جودة المنتج والامتثال. عملياً، اختر أولاً معيار عائلة الفلنجة (ASME أو EN)، ثم طابق مواصفات المادة وقواعد التوثيق. بالنسبة للحشوات المعدنية، تُشار عادةً إلى معايير مثل ASME B16.20 لأن نمط الحشوة يؤثر على وجه التلامس وأداء التجميع.
| قياسي | المنطقة |
|---|---|
| ASME | الولايات المتحدة الأمريكية |
| DIN | أوروبا |
| المملكة المتحدة | بريطانيا |
| JIS | اليابان |
| غوست | روسيا |
| يوني | إيطاليا |
| آي إس | الهند |
اطلب دائمًا من موردك المستندات باللغتين الإنجليزية والصينية. للمشاريع عالية المخاطر، أضف صفحة فهرس شهادات تربط كل دفعة/رقم صهر بأرقام الأجزاء والكميات.
تقارير الاختبار والشهادات
تحتاج إلى تقارير اختبار وشهادات كاملة لإثبات جودة المنتج. على الأقل، يجب أن يوضح حزمة المستندات الخاصة بك: (1) الامتثال للمواد، (2) إمكانية التتبع، و(3) إكمال الفحوصات/الاختبارات المطلوبة. تشمل المستندات الشائعة:
- تقارير اختبار لكل دفعة/رقم صهر من الفلنجات.
- تقارير اختبار المصنع (MTR) توضح التركيب الكيميائي والخصائص الميكانيكية.
- EN 10204 3.1 أو EN 10204 3.2 عندما تكون هناك حاجة للتحقق المستقل.
- مخططات/سجلات المعالجة الحرارية إذا كانت مطلوبة بمواصفات المادة أو مواصفات المشروع.
- تقارير الفحص غير الإتلافي (UT/MT/PT) مع أرقام تعريف الأجزاء ومعايير القبول المشار إليها.
تكون شهادة اختبار المصنع مفيدة فقط إذا كانت قابلة للتتبع إلى الأجزاء المُسَلَّمة. تحقق دائمًا من: رقم الصهر على الفلنجة ↔ رقم الصهر في الشهادة ↔ الكميات ↔ قائمة التعبئة.
| نوع المستند | الوصف |
|---|---|
| تقرير الاختبار | يُظهر أن المنتج يتوافق مع المواصفات الصحيحة ويتضمن طرق الاختبار/النتائج المشار إليها. |
| EN 10204 3.2 | تحقق مستقل من طرف ثالث من مطابقة المواد وقابليتها للتتبع (يعتمد النطاق على متطلبات المشروع). |
| شهادة اختبار المصنع | الخصائص الكيميائية والميكانيكية المرتبطة بصفة الصهر/الدفعة المستخدمة للفلنجات المشحونة. |
وثائق الشحن والتصدير
يجب عليك إعداد وثائق الشحن والتصدير الكاملة لحماية منتجك ودعم الامتثال. تحميك هذه المستندات عندما تطلب الجمارك أو المستخدمون النهائيون أو مدققو الطرف الثالث إثباتًا. قم دائمًا بتضمين:
- وضع علامات على كل فلنجة تشير إلى الحجم، التصنيف/الفئة، درجة المادة، رقم الدفعة الحرارية، ومعرف الدفعة/اللوت.
- قوائم التعبئة والفواتير التي تطابق الصناديق المادية.
- شهادات المنشأ عند الحاجة.
- تراخيص التصدير إذا كانت ضمن نطاق عملك.
نصيحة: ورقة فهرس الشهادات (صفحة واحدة) تقلل النزاعات بشكل كبير لأنها تتيح للمستلم التحقق من أرقام الدفعات الحرارية والكميات بسرعة.
باتباع هذه الخطوات، تضمن أن منتجك يلبي معايير الجودة العالمية ويمر بكل فحص جودة.
اختيار شركاء التفتيش في الصين
فحوصات مراقبة الجودة من طرف ثالث
تضيف عمليات التفتيش من طرف ثالث طبقة تحكم مستقلة عندما لا يمكنك حضور الإنتاج. لمكونات الضغط، اختر المفتشين الذين يمكنهم تفسير معايير الفلنجات، والتعرف على عيوب التشكيل/التشغيل الآلي، والتحقق من إمكانية التتبع. للمشاريع الحرجة، اشترط حضور المفتشين لنقاط التوقف (PMI، NDE، القياسات الأولية للأبعاد، والتعبئة).
معايير اختيار وكالات التفتيش
تحتاج إلى اختيار وكالات التفتيش التي تتوافق مع احتياجات الجودة الخاصة بك وتفهم منتجك. استخدم الجدول أدناه لتقييم الوكالات بناءً على ما يقلل المخاطر فعليًا:
| المعايير | الوصف |
|---|---|
| فهم احتياجات المشتري | يمكنهم ترجمة طلب الشراء/خطة التفتيش الخاصة بك إلى فحوصات قابلة للقياس وقواعد واضحة للنجاح/الرسوب. |
| تدقيق المصنع | يمكنهم تأكيد القدرة على التشكيل بالطرق، والمعالجة الحرارية، والتشغيل الآلي، والفحص غير الإتلافي، والتحكم في الوثائق. |
| فحوصات أثناء العملية | يمكنهم حضور فحص العينة الأولى، والتحقق من ثقوب التثبيت/الثقوب/الأسطح، واكتشاف الانحراف قبل انتهاء الدفعة. |
| الامتثال للمعايير الدولية | يمكنهم مواءمة التقارير مع متطلبات ASME/EN/ASTM والحفاظ على إمكانية التتبع سليمة. |
أيضًا تحقق من التغطية الجغرافية في الصين وجودة التقارير (الأدلة المصورة + القيم المقاسة). تقرير “صفحة واحدة ناجحة” عادةً لا يكفي لشراء المعدات للخدمة تحت الضغط.
التواصل وإعداد التقارير
التواصل الواضح يمنع النزاعات في المراحل المتأخرة. قبل الفحوصات، أرسل لمفتشك: أمر الشراء + الرسومات + خطة فحص المنتج + معايير القبول + قائمة الصور المطلوبة. تأكد من إعلام المورد بتوقيت الفحص ونقاط التوقف. بعد الفحص، راجع عدم المطابقات مع خطة عمل تصحيحية مكتوبة وموعد نهائي. إذا تم قبول انحراف، وثّق الاستثناء بشكل رسمي.
نصيحة: اشترِ صورًا لـ (1) علامات الفلنجة، (2) حالة سطح الإحكام، (3) قياسات أبعاد عشوائية، و (4) طريقة تعبئة الصندوق لكل دفعة.
باتباع هذه الخطوات، تضمن أن شركات فحص الجودة في الصين تساعدك في تحقيق أهداف التوريد وتوفر لك منتجات آمنة وموثوقة.
الحفاظ على جودة ثابتة
تجنب الأخطاء الشائعة
يمكنك الحفاظ على استقرار الجودة بتجنب أنماط الفشل المتوقعة. معظم “مشاكل الجودة” في الفلنجات هي في الواقع مشاكل في المتطلبات والتحكم. استخدم هذه الخطوات:
- اكتب مواصفات شراء تحدد المعيار، ونوع الوجه، والفئة، والفتحة، والمادة، والتوثيق، ونطاق الفحص غير الإتلافي، وطريقة التعبئة.
- قم بمراجعة وتأهيل المورد (القدرة + سجلات البيانات)، ثم قفل مسار العملية.
- اطلب موافقة على العينة الأولى قبل الإنتاج الكامل.
- لا تختار فقط بناءً على السعر؛ تكلفة حدث تسرب واحد غالبًا ما تتجاوز التوفير من دفعة أرخص.
- استخدم عقودًا مكتوبة تحدد معايير القبول ومسؤولية إعادة العمل.
- استخدم عمليات التفتيش من طرف ثالث عند نقاط التوقف للدفعات الحرجة.
- احتفظ بسجل تقييم الموردين واتخذ إجراءات تصحيحية عند ظهور مؤشرات.
مثال هندسي (الحالة 4 — عدم تطابق التصنيف): طلب مصنع “فلنجات بنفس الحجم” واستلم دفعة تحتوي على فئة ضغط أقل مختلطة معها. كل شيء “تطابق”، لكن الوصلة أصبحت نقطة ضعف تحت ظروف التشغيل غير المستقرة. الوقاية: اشترط التحقق من علامات الفئة عند الاستلام، وافصل حسب الفئة/الدفعة، وأضف شرط صورة للعلامات في حزمة التقرير النهائي.
نصيحة: بالنسبة للخطوط الحرجة (الضغط العالي، الخدمة الدورية، الخدمة الحامضية، أو السوائل الخطرة)، عالج ضبط الجودة للفلنجات كبرنامج قائم على المخاطر: زيادة أخذ العينات، تعزيز إمكانية التتبع، ونقاط توقف مشهودة.
استراتيجيات التحسين المستمر
التحسين المستمر يعني قياس العيوب وإغلاق الحلقة. خطوات عملية:
- اشترط اكتمال الشهادات (MTR/EN 10204، الفحص غير الإتلافي، تقارير الأبعاد) لكل طلب.
- تتبع حالات عدم المطابقة حسب الفئة (الأبعاد، العلامات، إمكانية التتبع، تلف السطح، الفحص غير الإتلافي، التعبئة).
- استخدم عمليات التدقيق بالفيديو أو التدقيق الدوري في الموقع للتحقق من استقرار العملية.
- ابدأ مع موردين جدد بطلبات تجريبية وزيادة الفحص قبل التوسع.
- تتبع أداء التسليم و“العيوب المتسربة” التي يتم اكتشافها بعد الوصول.
| الاستراتيجية | الوصف |
|---|---|
| مراقبة الجودة | تحديد نقاط التوقيف، وتسجيل القيم المقاسة، وطلب تقارير الإجراءات التصحيحية للتكرارات. |
| متطلبات العميل | تجميد المواصفات (نوع الوجه/الفئة/المادة/المستندات) والتحكم في المراجعات بشكل رسمي. |
| كفاءة تشغيلية | استخدام بيانات العيوب لاستهداف الانحراف في العملية (تآكل الأدوات، طريقة التعبئة، أخطاء التوثيق). |
يمكنك التأكد من حصولك على فلنجات جيدة من الصين باستخدام عملية واضحة لمراقبة الجودة.
- التحقق من قدرة المورد والتحكم في المستندات (ليس فقط الشهادات).
- تأكيد هوية المادة مع إمكانية التتبع وفحص المواد الموجبة (PMI) وفقًا لخطة أخذ العينات المتفق عليها.
- استخدام فحوصات اللاتدمير (NDE) بشكل مناسب للكشف عن العيوب الخفية دون إتلاف الأجزاء.
- طلب تقارير فحص طرف ثالث مصحوبة بصور وقيم مقاسة.
- التحكم في التعبئة بحيث تبقى الأسطح والعلامات سليمة أثناء النقل.
- تأكيد أن الموردين لديهم أنظمة جودة مستقرة وضوابط إمكانية تتبع.
- استخدام قوائم المراجعة ونقاط التوقف بدلاً من الفحص النهائي فقط.
- للدفعات الحرجة، حضور الفحوصات الرئيسية (PMI/NDE/العينة الأولى/التعبئة).
الاستمرار دائمًا في تحسين العملية. جودة الفلنجات المستقرة هي نتيجة نظام: متطلبات واضحة، إنتاج مضبوط، أدلة مُتحقق منها، وتغذية راجعة منضبطة.
الأسئلة الشائعة
ما هي المستندات التي يجب طلبها عند شراء فلنجات من الصين؟
يجب عليك طلب “حزمة شهادات” كاملة تثبت امتثال المادة وإمكانية التتبع:
- تقرير اختبار المصنع (MTR) / شهادة اختبار المصنع (التركيب الكيميائي + الخواص الميكانيكية)
- EN 10204 3.1 أو EN 10204 3.2 عند الاقتضاء
- تقرير فحص الأبعاد (مع القيم المسجلة)
- تقارير الفحص غير الإتلافي (UT/MT/PT) إذا تم تحديدها
- قائمة التعبئة + مجموعة صور العلامات + ورقة فهرس الشهادات
تتيح لك هذه المستندات التحقق من الجودة، وإثبات إمكانية التتبع، وحل النزاعات بسرعة بعد الوصول.
كيف تتحقق من مطابقة الفلنجة للمعايير الدولية؟
ابدأ بالعلامات والشهادات، ثم تأكد من الأبعاد الحرجة والوجه. للفلنجات ASME، تأكد من أن الطلب يشير إلى ASME B16.5 أو ASME B16.47, وتأكد من معيار الحشية عند الاقتضاء (غالبًا ASME B16.20).
| علامة مطلوبة | لماذا يهم |
|---|---|
| رقم المعيار | يُظهر القواعد البُعدية/العلامات/الاختبارية المُطبقة. |
| درجة المادة | يؤكد مطابقة التركيب المعدني لمتطلبات مقاومة التآكل والمتانة. |
| رقم الصهر | يربط القطعة بالشهادة ونتائج الاختبار. |
تحقق دائمًا من العلامات والشهادات وقائمة التعبئة. إذا انقطع أي رابط في إمكانية التتبع، عالج الدفعة على أنها عالية المخاطر.
لماذا يُعدّ الحصول على شهادة مزدوجة مهماً لفلنجات الفولاذ المقاوم للصدأ؟
يمكن أن يقلل التصديق المزدوج من تعقيد المخزون، لكن يجب أن يدعمه إمكانية التتبع والتحقق.
تحصل على:
- مرونة أكبر عندما تتطلب المشاريع المختلفة بيانات امتثال مختلفة قليلاً
- مخاطر أقل من “الامتثال الورقي فقط” إذا تم فرض التحليل الطيفي المعدني وإمكانية تتبع الدفعة الحرارية
- تصدير أسهل عندما تختلف متطلبات التوثيق حسب المنطقة
لا تقبل “التصديق المزدوج” كعلامة فقط. اشترط أن تُظهر حزمة الشهادة بالضبط كيف تم إثبات الامتثال والتحقق منه.
ما هي التشطيب الفونوغرافي ولماذا هو مهم؟
الإنهاء الفوتوغرافي هو تمويج حلزوني مضبوط على وجه الختم.
هذا الإنهاء:
- يساعد العديد من حشيات الوجه المطاطي (RF) على الجلوس بشكل متسق من خلال توفير خشونة دقيقة مضبوطة.
- يقلل من خطر التسرب عندما يتطابق نوع الحشية مع حالة الوجه.
- يحسن قابلية التكرار مقارنة بعلامات التشغيل الآلي العشوائية.
طابق توقع الإنهاء مع نوع الحشية ومواصفات المشروع. عند الشك، حدد نطاق الخشونة المطلوب في ملاحظات أمر الشراء.
كيف يمكنك الحفاظ على جودة الفلنجات مرتفعة بعد التسليم؟
يمكن أن يؤدي التخزين والتعامل إلى إتلاف الوجوه وتدمير إمكانية التتبع.
اتبع هذه الخطوات:
- قم بتخزين الفلنجات في الداخل، جافة، بعيدًا عن الأرض، ومفصولة حسب الحرارة/الفئة/المادة.
- احتفظ بواقيات الوجه في مكانها حتى التثبيت؛ لا تضع الوجوه فوق بعضها معدنًا على معدن.
- أعد فحص العلامات وحالة الوجه قبل التثبيت، خاصة بعد التخزين الطويل.
التخزين الجيد يحمي أسطح الإحكام ويحافظ على توافق الوثائق والعلامات مع الأجزاء التي تقوم بتثبيتها.



