
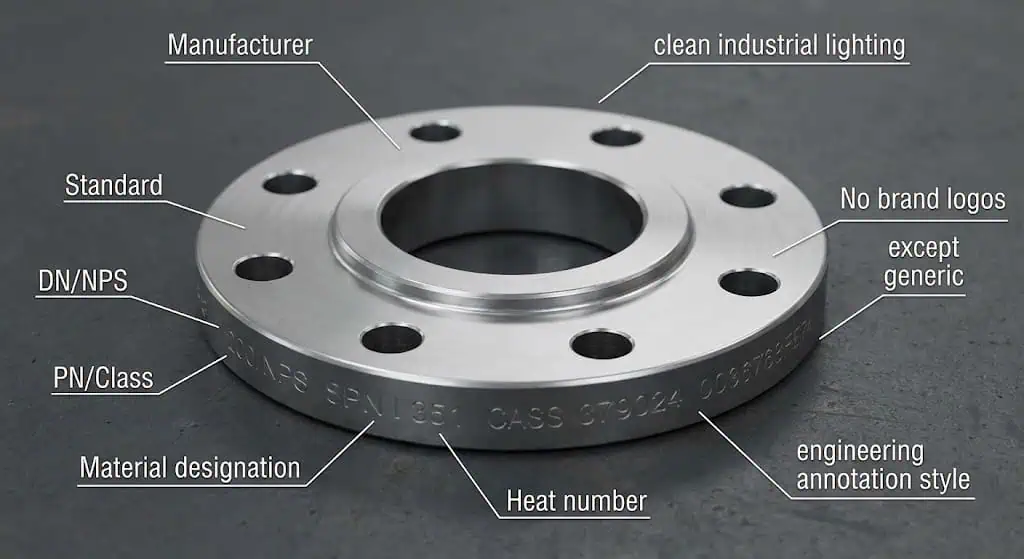
لقراءة علامات الفلنجات، ابدأ بـ “سلسلة الهوية” المطبوعة على الفلنجة: علامة الشركة المصنعة → المعيار الحاكم → الحجم → تصنيف الضغط → تسمية المادة → رقم الدفعة/المعالجة الحرارية. تتيح لك هذه التسلسل التأكد من (1) أن الفلنجة تنتمي إلى نظام الأبعاد الصحيح (ASME “NPS/Class” مقابل EN “DN/PN”)، و(2) يمكن تتبعها إلى الدفعة الصحيحة في تقرير اختبار المصنع (MTR) أو شهادة الفحص EN 10204 قبل أن تصل الفلنجة إلى مرحلة التثبيت. العلامات مهمة لأنها تدعم إمكانية التتبع والسلامة والامتثال؛ كما تكشف عن أكثر الأخطاء الشائعة في الموقع مبكراً—مثل تجميعات المعايير المختلطة، أو المادة الخاطئة، أو الأوراق التي لا تتطابق مع القطعة الفعلية.
| المتطلب | الوصف |
|---|---|
| اسم الشركة المصنعة أو العلامة التجارية | التعريف الدائم للمنتج (الفحص الأول عند الاستلام وقبل التثبيت) |
| قياسي | مرجع المعيار المطبوع على القطعة (على سبيل المثال، EN 1092-1 للفلنجات DN/PN، أو ASME B16.5 للفلنجات NPS/Class) |
| رقم نوع الفلنجة | التعريف المحدد لنوع الفلنجة (EN “Type”/“Form” أو تسمية المشروع) |
| DN | تسمية القطر الاسمي المستخدمة في أنظمة EN (لا تعاملها كقطر خارجي مقاس) |
| تسمية PN | التسمية الاسمية للضغط المستخدمة في أنظمة EN (تحقق من الحدود عند درجة الحرارة وفقًا لمواصفات المشروع) |
| درجة المادة | تسمية المادة (درجة ASTM/EN) التي يجب أن تتطابق مع الشهادة وبيئة الخدمة |
| رقم الصهر | معرف فريد يربط الفلنجة بالصهر/الدفعة الأصلية للتتبع |
ما هي علامات الفلنجة
التعريف والغرض
علامات الفلنجة هي مجموعة من الرموز والأرقام والرموز المطبوعة أو المحفورة على الفلنجة لتحديد خصائصها الأساسية. عمليًا، يجب أن تتيح لك العلامات الإجابة على ثلاثة أسئلة هندسية بسرعة: “ما هو نظام الأبعاد هذا؟” “مما هو مصنوع؟” و“هل يمكنني تتبعه إلى الدفعة والشهادة الصحيحة؟” توجد معايير وأنظمة علامات مثل MSS SP-25 حتى يتمكن المفتشون من تحديد الشركة المصنعة وتسمية التصنيف ومواد البناء وأي قيود خاصة بشكل متسق.
مجموعة العلامات النموذجية للفلنجات تشمل:
- هوية أو شعار المُصنِّع (من أنتجها، ومن المسؤول عن تتبع الدفعة الحرارية).
- تحديد المادة (على سبيل المثال، درجة ASTM A182 للفلنجات غير القابلة للصدأ) وأي حالة معالجة حرارية مطلوبة.
- تحديد واجهة الوجه / السد المطلوبة حسب المعيار الحاكم أو مواصفات المشروع (على سبيل المثال، RF/RTJ أو واجهة EN “Form”).
- مرجع المعيار (على سبيل المثال، ASME B16.5 أو EN 1092-1) حتى لا تخلط بين أنماط الحفر أو أنظمة التصنيف.
- تحديد حجم الأنبوب (NPS لأنظمة ASME، DN لأنظمة EN) وأي متطلبات السُمك / الجدول حيثما ينطبق على نوع الفلنجة.
- تصنيف ضغط التصميم (نظام “Class” المحمول لـ ASME أو تصنيف “PN” لـ EN) الذي يجب التحقق منه عند درجة حرارة التصميم.
- رقم الدفعة أو الحرارة الذي يجب أن يتطابق مع شهادة MTR / الفحص قبل التثبيت.
تسمح هذه العلامات للمهندسين والمفتشين بالتحقق من أن كل فلنجة تفي بالمعيار المطلوب وأمر الشراء. في الميدان، القيمة العليا للعلامات ليست “التعريف لذاته”—بل هي منع تثبيت الجزء الخطأ. إذا لم تتطابق العلامات مع الشهادة، عالج الفلنجة على أنها غير مطابقة حتى يتم حل عدم التطابق.
أهمية السلامة والامتثال
تضمن علامات الفلنجات سلامة الوصلة لأنها تمنع التطابقات الخاطئة التي يمكن تجنبها قبل التثبيت. توفر العلامات معلومات حاسمة حول المواصفات مثل المادة، وتصنيف التصنيف، ومرجع المعيار. هذه التفاصيل هي ما تستخدمه للتأكد من: (1) أن الحشية وعناصر التثبيت متوافقة مع نظام الوجه، و(2) أن الفلنجة تنتمي إلى نفس عائلة المعيار كالمكون المقابل.
- تضمن علامات الفلنجات التوافق مع المكونات الأخرى من خلال الكشف عن اختلافات “DN/PN مقابل NPS/Class” والثقوب قبل التجميع.
- تدعم الامتثال من خلال ربط الجزء المادي بالمعايير والمستندات المطلوبة للمشروع (تقارير اختبار المواد، وشهادات الفحص، ومتطلبات أمر الشراء).
- يقلل التعريف الصحيح من خطر الأعطال عن طريق منع تركيب مادة خاطئة (على سبيل المثال، استخدام 304 حيث يتطلب خطر التآكل النقري للكلوريد 316/دوبلكس).
- تمكن العلامات من إمكانية التتبع للتدقيق، والصيانة، وسحب المنتجات—خاصة عندما يتم حمل رقم الدفعة بشكل متسق عبر السجلات.
الواقع الميداني: معظم حوادث الفلنجات المرتبطة بـ “العلامات” تبدأ كمشاكل لوجستية—دفعات مختلطة، أو أوراق مبادلة، أو علامات مخفية بالطلاء. إذا لم تحل هذه المشكلات عند الاستلام، فستضطر إلى استكشافها لاحقًا تحت الضغط، أثناء التشغيل، أو بعد تسرب.
ورقة مرجعية سريعة لعلامات الفلنجات (لمحة سريعة)
توفر علامات الفلنجات معلومات أساسية للتعرف السريع والتتبع. يستخدم المفتشون العلامات لتأكيد تطابق الجزء مع أمر الشراء، ثم التحقق من تطابق الشهادة مع رقم الدفعة المختوم. استخدم الورقة المرجعية أدناه كـ “مُفكِّك شفرات” في ورشة العمل—ثم تحقق مقابل جداول المعيار الحاكم ومستندات مشروعك.
جدول: المُعرِّف / المعنى / مثال / الشهادة المقابلة
| المُعرِّف | المعنى | مثال | الشهادة المقابلة |
|---|---|---|---|
| الشركة المصنعة | اسم أو شعار المنتج | سانهي | تقرير اختبار المصنع (MTR) / شهادة التفتيش (تربط المنتج + الدفعة) |
| DN (القطر الاسمي) | التسمية الحجمية الاسمية المستخدمة في أنظمة EN | DN100 | أمر الشراء + سجل الفحص الأبعادي (ويشار إليه في حزم الشهادات) |
| PN (الضغط الاسمي) | تسمية الضغط الاسمي المستخدمة في أنظمة EN | PN16 | أمر الشراء + سجل الفحص (التحقق من التصنيف عند درجة الحرارة وفقًا للمواصفات) |
| CLASS (تصنيف ASME) | تسمية تصنيف الضغط-درجة الحرارة المستخدمة في أنظمة ASME | Class 150 | أمر الشراء + مرجع قياسي؛ التحقق وفقًا لجداول الضغط-درجة الحرارة لـ ASME |
| درجة المادة | مواصفة/درجة المادة التي تحكم التركيب الكيميائي والخصائص | ASTM A182 F316/316L | شهادة المادة / سجل اختبار المادة (التركيب الكيميائي + الخواص الميكانيكية مرتبطة بالدفعة) |
| المرجع القياسي | عائلة المعايير الأبعادية والعلامات | EN 1092-1 / ASME B16.5 | حزمة الشهادات + مواصفات المشروع (عدم خلط عائلات المعايير) |
| رقم الدفعة الحرارية | معرف فريد للدفعة/الانصهار للتتبع | HN12345 | شهادة الفحص MTR / EN 10204 (يجب أن تطابق الختم تماماً) |
| رمز المعالجة الحرارية | يشير إلى حالة المعالجة الحرارية المحددة عند الحاجة | SA (Solution Annealed) | سجل المعالجة الحرارية (عندما يقتضي ذلك مواصفات المادة/مواصفات المشروع) |
نصيحة: دائماً قم بالتحقق المتبادل بين رقم الدفعة الحرارية وتسمية المادة مع حزمة الشهادة قبل إطلاق الفلنجة للتجهيز أو التركيب. إذا لم تتمكن من التوفيق بينهما، اعزل الجزء وقم بالتصعيد.
تشمل علامات الفلنجة الشائعة DN، PN، CLASS، تسمية المادة، المرجع القياسي، ورقم الدفعة الحرارية. ما يهم ليس هو التعرف على الرمز—بل إثبات أن الرمز يتطابق مع المستندات التي تتحكم في مخاطرك.
- DN (القطر الاسمي): يحدد عائلة الحجم الاسمي EN؛ تأكد من توافق الثقوب والتزاوج قبل التركيب.
- PN (الضغط الاسمي): يحدد عائلة الضغط الاسمي EN؛ تحقق من حدود درجة الحرارة وفقاً للمواصفة/المعيار المعمول به.
- CLASS: تسمية تصنيف ASME؛ لا تعامل “Class 150” كرقم psi واحد—تتغير قدرة الضغط مع درجة الحرارة ومجموعة المادة.
- درجة المادة: تأكد من تنسيق المواصفة/الدرجة الدقيق المستخدم للمشروع (على سبيل المثال، “A182 F316/316L” بدلاً من “316” العام).
- المرجع القياسي: يُحدد ما إذا كان الفلنجة ينتمي إلى عائلة EN أو ASME؛ وهذا يمنع عدم تطابق فتحات البراغي والتجميعات “شبه المناسبة”.
- رقم الصهر: هو مرساة التتبع؛ إذا كان مفقودًا أو غير واضح أو غير متسق، فلا يمكن إكمال التتبع.
- رمز المعالجة الحرارية: يساعد في تأكيد الحالة (على سبيل المثال، الفولاذ المقاوم للصدأ الملدن بالحل) حيثما يتطلب ذلك المواصفة.
مثال على تفسير علامات الفلنجة:
فلنجة مُعلَّمة بـ “SUNHY DN100 PN16 ASTM A182 F316/316L EN1092-1 HN12345” تعني أن الفلنجة أنتجتها Sunhy، ولها قطر اسمي DN100 وتصنيف PN16 في نظام EN، ومُطروقة وفقًا لـ ASTM A182 بدرجة 316/316L، وتتوافق مع عائلة الأبعاد EN 1092-1، ويجب أن تكون قابلة للتتبع إلى صهر HN12345 في حزمة شهادة الفحص/ MTR.
كيفية قراءة علامات الفلنجة
تحديد المُصنِّع
إجابة مباشرة: تحديد المُصنِّع هو أول علامة يجب التحقق منها عند قراءة علامات الفلنجة، لأنها ترسخ المساءلة والتتبع.
- ابحث عن اسم الشركة المصنعة أو العلامة التجارية المطبوع على الفلنجة (يجب أن يكون نمط الشعار متسقًا عبر الدفعة).
- هذه العلامة تؤكد المنشأ وتدعم إمكانية التتبع؛ ويجب أن تتطابق مع اسم المورد الموضح على حزمة الشهادة.
- يقارن المفتشون علامة الشركة المصنعة على الفلنجة مع الوثائق (أمر الشراء، قائمة التعبئة، وشهادة MTR/التفتيش).
- إذا كانت علامة الشركة المصنعة مفقودة، أو غير متسقة، أو تبدو “مطبوعة مجددًا”، عالج الفلنجة على أنها غير مطابقة حتى يتم التحقق منها.
| الخطوة | ما تفعله |
|---|---|
| التوثيق | طابق أمر الشراء، قائمة التعبئة، وحزمة الشهادة مع أرقام الدفعة المطبوعة على الفلنجات |
| التفتيش البصري | تأكد من أن العلامات واضحة (غير مطمورة تحت الطلاء) وتحقق من وجود تلف في وجه الختم وثقوب البراغي |
| فحص الكمية | عد العناصر حسب الحجم/التصنيف وتأكد من فصل الدفعات المختلطة قبل التخزين |
| فحص مفصل | تحقق من مطابقة عائلة المعيار (EN مقابل ASME)، ومتطلبات الوجه، وتسمية المادة للطلب |
| التقرير | سجل أي عدم تطابق (صورة + رقم الدفعة) وعزل الأجزاء حتى التصرف |
درجة المادة ورمز ASTM
إجابة مباشرة: تسمية المادة ومواصفة المادة ASTM (أو EN) توضح علم المعادن الذي تقوم بتركيبه—ويجب أن تتطابق مع الشهادة وبيئة الخدمة.
- ابحث عن تسمية المادة، مثل “ASTM A182 F316/316L”، على علامات الفلنجة، ثم تأكد من ظهور نفس التنسيق في MTR.
- تشير هذه العلامات إلى مواصفة المادة الحاكمة (التركيب الكيميائي + المتطلبات الميكانيكية) وتقلل من خطر تركيب درجات مختلطة.
- عندما تكون الخدمة حساسة للتآكل، فإن الدرجة ليست تفصيلاً ورقياً—فهي تحدد خطر التآكل النُقَري/التشقق الإجهادي وتكلفة الصيانة طويلة الأجل.
| كود ASTM | درجة المادة | الأهمية |
|---|---|---|
| ASTM A105 | فولاذ كربوني | شائعة في فلنجات الصلب الكربوني؛ تحقق من متطلبات الصدمة عند تطبيق الخدمة ذات درجات الحرارة المنخفضة. |
| ASTM A182 | الصلب المقاوم للصدأ / الصلب السبائكي | فلنجات من الصلب المقاوم للصدأ والصلب السبائكي وفقاً لتركيب كيميائي/ميكانيكي محدد؛ تشمل الدرجات الشائعة F304/L و F316/L (تأكد من صيغة الدرجة “F” الدقيقة). |
| ASTM A350 | الصلب قليل السبائك | يستخدم حيث تنطبق متطلبات المتانة في الشق/درجات الحرارة المنخفضة؛ تحقق من الفئة/الدرجة في تقرير اختبار المواد ومواصفة المشروع. |
الحجم والسُمك
إجابة مباشرة: تحدد علامات الحجم عائلة حجم الأنبوب الاسمي (DN أو NPS)، ويجب أن تتطابق مع عائلة معيار الفلنجة المقابلة والثقب.
- تحقق من وجود DN (نظام EN) أو NPS (نظام ASME) مطبوع على الفلنجة؛ لا تفترض أن DN و NPS قابلان للتبادل.
- تأكد من تطابق عائلة العلامات مع رسومات المشروع ومعيار المكون المقابل (EN مقابل ASME).
- حيث يكون السُمك/الجدول ذا صلة بتصميم الفلنجة (على سبيل المثال، تفاصيل نهاية اللحام المعينة)، تحقق من الجدول المطلوب من الرسومات ونوع الفلنجة.
| العنصر | الأهمية |
|---|---|
| السُمك الاسمي للأنبوب | يتحكم في التلاؤم لتصاميم نهاية اللحام ويدعم سلامة الوصلة عندما يتطلب التصميم اتساق الجدول. |
| نطاق الضغط والقطر | يحدد ما إذا كانت عائلة الفلنجة (DN/PN أو NPS/Class) صحيحة للأجزاء المقابلة والوظيفة المقصودة. |
- يؤدي التحقق من عائلة الحجم إلى منع عدم تطابق ثقوب البراغي، وعدم ملاءمة الحشية، وإعادة العمل أثناء التثبيت.
- يجب التحقق من الحجم والتصنيف معًا؛ فـ “الحجم الصحيح” مع “عائلة التصنيف الخاطئة” هو نمط شائع لفشل التثبيت في الميدان.
تصنيف الضغط
إجابة مباشرة: علامات تصنيف الضغط تشير إلى تسمية التصنيف (PN أو Class) المستخدمة من قبل عائلة المعيار الحاكمة، ويجب عليك التحقق من الضغط المسموح به عند درجة حرارة التصميم.
- ابحث عن رموز مثل PN (EN) أو CLASS (ASME) على علامات الفلنجة؛ عالجها كـ “عائلات معيارية”، وليس كعلامات قوة عامة.
- تشمل فئات ضغط ASME الشائعة 150، 300، 400، 600، 900، 1500، و2500 (يعتمد التوفر على NPS وجداول المعيار).
- يستخدم المفتشون هذه العلامات للتحقق من أن الفلنجة تفي بمتطلبات النظام، ثم التحقق المتبادل لقدرة الضغط-درجة الحرارة باستخدام جداول المعيار الحاكم.
- تم تصميم عائلة معيار ASME B16.5 تحدد أطر فئات الضغط وقواعد الأبعاد للفلنجات ذات نطاق NPS؛ يجب أن يأخذ الاختيار في الاعتبار درجة الحرارة ومجموعة المواد.
- تدعم التسميات الأعلى عمومًا واجبات أعلى، ولكن فقط عند تطبيق مجموعة المواد الصحيحة، ودرجة الحرارة، والتثبيت، واستراتيجية الحشية.
- يجب معاملة تصنيفات الضغط كجزء من تصميم الوصلة الكامل (الوجه، الحشية، التثبيت، وطريقة التجميع)، وليس كختم مستقل.
المرجع القياسي
إجابة مباشرة: علامات المرجع القياسية تخبرك بأي عائلة أبعاد/تصنيف تنتمي إليها الفلنجة—هذه هي أسرع طريقة لمنع تجميعات مختلطة المعايير.
- ابحث عن رمز المعيار، مثل EN 1092-1 أو ASME B16.5، المطبوع على الفلنجة.
- هذه العلامات تؤكد عائلة الأبعاد المستخدمة في الثقب، اصطلاحات الوجه، وتسمية التصنيف؛ وهي غير قابلة للتبادل عبر العائلات.
- يفحص المفتشون تطابق مرجع المعيار مع مواصفات المشروع ومعيار الفلنجة/المعدة المزدوجة.
| قياسي | وصف التطبيق |
|---|---|
| ANSI/ASME | يحدد عائلات NPS/Class، الثقب، اصطلاحات الوجه، وقواعد الأبعاد المستخدمة على نطاق واسع في الصناعات العملية. |
| DIN | معيار ألماني تاريخيًا؛ عمليًا، تشير العديد من المشاريع إلى عائلات EN 1092-1 PN/DN مع الثقب المتري. |
| EN | ينطبق EN 1092-1 على الفلنجات الفولاذية الدائرية باستخدام عائلات DN/PN؛ تأكد من ثقب PN/DN واصطلاحات الوجه “الأشكال” حسب المواصفات. |
| API | يستخدم حيث تنطبق معايير معدات النفط والغاز؛ تحقق من نطاق المشروع وقواعد التوثيق والتتبع المطلوبة. |
- ASME B16.5: عائلة الأبعاد والعلامات الأساسية لـ ASME لفلنجات نطاق NPS (لا تفترض التوافق مع ثقب EN).
- EN 1092-1: العائلة البعدية الأساسية EN لفلنجات DN/PN (تحقق من ثقوب التثبيت وسلسلة PN مقابل المكون المقابل).
رقم الصهر أو الدفعة
إجابة مباشرة: توفر علامات رقم الصهر أو الدفعة رابط التتبع بين الفلنجة في يدك وحزمة الشهادات الموجودة في الملف.
- ابحث عن رقم صهر فريد أو رمز دفعة مطبوع على الفلنجة؛ يجب أن يكون مقروءًا بعد التعامل وقبل الطلاء.
- تربط هذه العلامة الفلنجة بصهر إنتاجها والانصهار الأصلي؛ يجب أن تتطابق تمامًا مع الشهادة (بدون أرقام مفقودة، بدون أحرف مقلوبة).
- يستخدم المفتشون رقم الصهر لتتبع الفلنجة إلى نتائج الكيمياء/الميكانيكية في تقرير نتائج المواد وإلى سجلات الفحص على مستوى الدفعة.
- تمكن أرقام الصهر من التصرف المستهدف إذا صدر عدم مطابقة أو استدعاء؛ بدون رقم صهر، يصبح تتبعك تخمينًا.
- يتيح التحكم على مستوى الدفعة أيضًا الفصل حسب الحجم/التصنيف/المادة حتى لا تختلط الدفعات في التصنيع.
- تدعم هذه المعرفات التحقق من الجودة والمساءلة والامتثال عبر سلسلة التوريد.
نصيحة: قبل التثبيت، قم بالتحقق من شخصين: يقرأ أحدهما رقم الصهر من الفلنجة، ويقرأ الآخر من تقرير نتائج المواد/شهادة الفحص. إذا اختلفا، توقف.
لقراءة علامات الفلنجة، اتبع هذه الخطوات لكل علامة:
- حدد اسم الشركة المصنعة أو العلامة التجارية وتأكد من تطابقها مع هوية المورد في مستنداتك.
- تحقق من تسمية المادة وتنسيق مواصفات المادة (ASTM/EN) وقارنها مع تقرير اختبار المواد.
- أكد على عائلة الحجم (DN مقابل NPS) وتوافق التثقيب مع الفلنجة/المعدة المزدوجة.
- تحقق من تسمية التصنيف (PN أو Class) وصحح الضغط المسموح به عند درجة حرارة التصميم.
- تأكد من أن المرجع القياسي يتوافق مع معايير المشروع وعائلة المعايير للمكون المزدوج.
- حدد رقم الدفعة أو الحرارة وطابقه مع حزمة الشهادة بدقة.
- سجل التحقق (صورة + رقم الحرارة) لإمكانية التدقيق قبل الإفراج عن التثبيت.
باتباع هذه الخطوات، يمكن للمفتشين والمهندسين قراءة علامات الفلنجة بدقة والحفاظ على إمكانية التتبع من الاستلام إلى التثبيت.
شرح إمكانية تتبع الفلنجة
دور العلامات في إمكانية التتبع
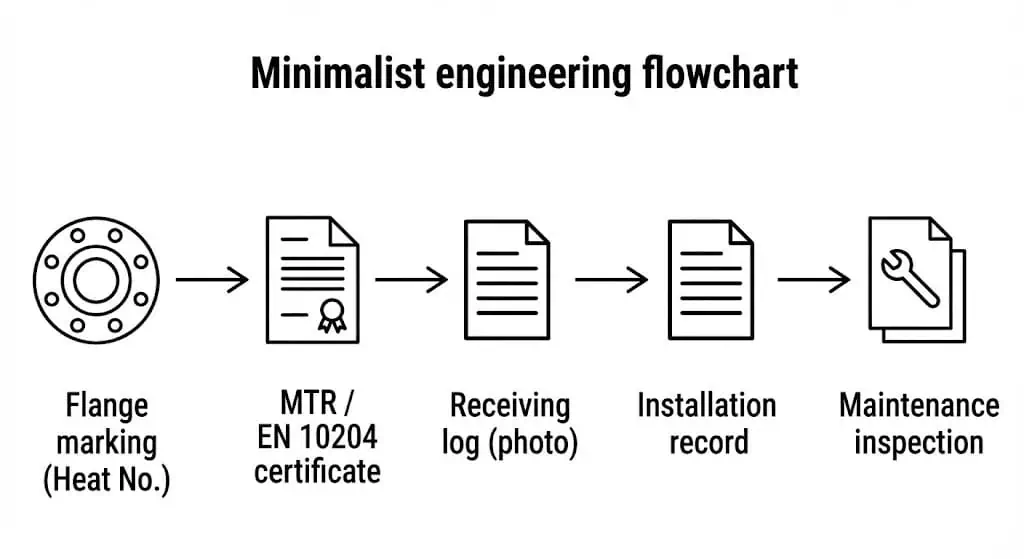
العلامات على الفلنجة تُنشئ “المؤشر” المادي للسجلات التي تثبت المنشأ والمادة والامتثال. في نظام تتبع خاضع للرقابة، رقم الصهر المطبوع على الفلنجة هو المرساة التي تربط الجزء بنتائج اختبار المواد وسجلات الفحص ووثائق الإصدار. بدون تلك المرساة، يمكنك تخزين الأوراق - لكن لا يمكنك إثبات أنها تنتمي إلى الفلنجة التي قمت بتركيبها.
تتضمن عملية التتبع النموذجية عدة خطوات رئيسية:
- علامة الشركة المصنعة تحدد الشركة المسؤولة عن إنتاج الفلنجة وتدعم المساءلة.
- تعيين المادة يربط الجزء بالخصائص الكيميائية/الميكانيكية المسجلة في شهادة اختبار المواد/شهادة الفحص.
- رقم الصهر يربط الفلنجة بالصهر/الدفعة الأصلية وحزمة الشهادات المخزنة للمشروع.
- تعيين NPS/DN والتصنيف (Class/PN) يؤكد أن الفلنجة تنتمي إلى العائلة البعدية الصحيحة للمكون المقترن.
- تحديد الوجه/الميزات يدعم اختيار الحشية وطريقة تجميع الوصلة (يعتمد على المشروع، ولكنه حاسم لأداء التسرب).
- حيثما يتطلب ذلك مخاطر المشروع، تحسن المعرفات التسلسلية الفريدة إمكانية التتبع للوصلات الحرجة للسلامة والتدقيق.
- التحديدات الخاصة تؤكد سير عمل الفحص والامتثال تم تطبيقه وتوثيقه.
ملاحظة: التتبع يكون مكتملاً فقط عندما تتطابق جميع التحديدات والشهادات وسجلات الاستلام/التركيب. إذا كان أحد العناصر مفقوداً (على سبيل المثال، رقم الدفعة غير مقروء)، فإن السلسلة تنقطع.
تدعم التحديدات الفحص والصيانة المستمرة لأنها تسمح للفرق بربط نتائج الفحص بدفعة وشهادة محددة. في المشاريع الحديثة، يمكن أن تسرع العلامات الرقمية (QR/تسلسلي) استرجاع السجلات، لكن الختم المادي لا يزال مهماً—يمكن إزالة العلامات أو استبدالها، بينما تبقى العلامة المنضبطة على الفلنجة.
أمثلة عملية للتتبع
يمنع نظام تتبع الفلنجات المنظم وقوع حوادث السلامة ويحمي الجدول الزمني من خلال اكتشاف مخاطر الأجزاء الخاطئة عند الاستلام. تعكس الأمثلة أدناه واقعيات الميدان الشائعة: دفعات مختلطة، أوراق عمل مبدلة، وعدم تطابق عائلات المعايير التي يسهل تفويتها عندما يكون الطواقم تحت ضغط الوقت.
يوضح الجدول التالي النتائج العملية لضوابط إمكانية التتبع:
| وصف الأدلة | التأثير على السلامة/الامتثال |
|---|---|
| رقم الدفعة على الفلنجة يتطابق مع حزمة شهادة MTR/التفتيش المخزنة للمشروع. | يُمكّن من إمكانية تتبع قابلة للتدقيق والتخلص المستهدف إذا تم اكتشاف عدم مطابقة. |
| توجد حزمة الشهادة، لكن رقم الدفعة على الفلنجة مفقود/غير مقروء بعد الطلاء أو التفجير. | تتقطع سلسلة إمكانية التتبع؛ لا ينبغي تركيب الفلنجة حتى يتم استعادة هويتها أو استبدالها. |
| يظهر المرجع القياسي عائلة EN على جانب وعائلة ASME على الجانب الآخر (دفعة مختلطة). | خطر مرتفع لعدم تطابق ثقوب البراغي، وعدم ملاءمة الحشية، والتجميع القسري؛ عزل وإعادة التحقق قبل التركيب. |
تشمل بروتوكولات إمكانية التتبع لدى Sunhy:
- ختم كل فلنجة برقم حرارة فريد وعلامة الشركة المصنعة، ثم الحفاظ على هذه المعرفات متسقة عبر المستندات.
- الحفاظ على سجلات الدفعة، بما في ذلك شهادات اختبار المواد/شهادات الفحص ونتائج الفحص البصري/الأبعادي للطلب.
- دعم استرجاع السجلات حتى يتمكن المفتشون من مطابقة العلامات مع المستندات قبل التثبيت.
هذا المستوى من إمكانية التتبع يقلل من إعادة العمل: إذا تم اكتشاف عدم تطابق، يمكن للفرق عزل دفعة/رقم الحرارة المتأثر فقط بدلاً من إيقاف الخط بأكمله. كما يدعم الصيانة طويلة الأجل لأنه يمكنك ربط مشكلة في الوصلة برقم حرارة محدد، وشهادة، وسجل تثبيت.
نصيحة: عند الاستلام، التقط صورة واضحة لمجموعة العلامات (بما في ذلك رقم الحرارة) واحفظها مع حزمة الشهادات. هذه العادة الواحدة تحل العديد من مشكلات المراجعة والنزاع لاحقًا.
قائمة تدقيق المشتري
قائمة تدقيق شاملة قائمة تدقيق المشتري تساعد في التحقق من دقة علامات الفلنجة وتحمي إمكانية التتبع. الاستلام هو المكان الذي يمكنك فيه إيقاف خطر الجزء الخاطئ بأقل تكلفة—قبل التصنيع، وقبل التثبيت، وقبل اختبار الضغط.
يوضح الجدول التالي العناصر الرئيسية للمراجعة أثناء التفتيش:
| عنصر قائمة المراجعة | الوصف |
|---|---|
| طروسم العلامات | تأكد من أن العلامات دائمة وواضحة (بالختم، أو النقر النقطي، أو الليزر) وستظل مقروءة بعد عمليات المعالجة/الطلاء العادية. |
| الامتثال | تحقق من أن عائلة المعيار على الفلانجة (ASME مقابل EN) تطابق طلب الشراء وعائلة المعيار للمكون المزاوج. |
| علامات الإصلاح | افحص مؤشرات الإصلاح/إعادة العمل المطلوبة بموجب خطة مراقبة الجودة للمشروع؛ وتأكد من وجود وثائق لأي عدم مطابقة تم التصرف فيها. |
| القابلية للقراءة | تأكد من إمكانية قراءة جميع العلامات (خاصة رقم الدفعة) دون تخمين؛ وإذا كانت غير واضحة، اعزل المنتج واطلب الحل قبل الإفراج. |
يجب على المشترين أيضًا اتباع هذه الخطوات أثناء التفتيش:
- قارن جميع العلامات على الفلنجة مع أمر الشراء وحزمة الشهادات؛ تحقق من تطابق عائلة الحجم وعائلة التصنيف مع الطلب.
- تحقق من أن رقم الدفعة يرتبط مباشرة بشهادة اختبار المواد/شهادة الفحص؛ عالج أي عدم تطابق كعنصر توقف عن العمل.
- تحقق من أن تسمية المادة ومرجع المعيار يتطابقان مع مواصفات المشروع قبل الإفراج عن الفلنجة للتثبيت.
نصيحة: إذا كانت العلامات صعبة القراءة، نظف المنطقة (دون إزالة المادة)، ثم التقط صورة للختم تحت ضوء مائل. إذا لم تتمكن من قراءة رقم الدفعة بثقة، لا تقم بتثبيت الفلنجة.
تقلل عملية الفحص الدقيقة من أخطاء التثبيت وتدعم السلامة على المدى الطويل. عملياً، تمنع قائمة المراجعة هذه النتيجتين الأكثر تكلفة: إعادة العمل أثناء التركيب واستكشاف الأخطاء بعد تسرب أثناء التشغيل.
المشاكل الشائعة وكيفية التعامل معها
علامات مفقودة/غير واضحة
العلامات المفقودة أو غير الواضحة ليست مشكلة “تجملية”—فهي تعيق التتبع وقد توقف التثبيت. عادة ما يرى المفتشون ثلاثة أسباب جذرية: علامات فقدت بسبب التآكل/الاحتكاك، أو علامات مغطاة بالطلاء، أو علامات لم تُطبق بشكل متسق أبداً. يوضح الجدول أدناه المشاكل الشائعة في الميدان:
| نوع المشكلة | الوصف |
|---|---|
| تآكل أو فقدان العلامات | تتلاشى العلامات بسبب التآكل أو التفجير أو الكشط؛ تحقق من إمكانية القراءة عند الاستلام وقبل الطلاء/التثبيت. |
| سوء التفسير | تستخدم المعايير المختلفة اصطلاحات مختلفة (DN/PN مقابل NPS/Class)؛ يؤدي التفسير الخاطئ إلى تثبيت جزء خاطئ. |
| علامات غير مكتملة | المعرفات الحرجة (خاصة رقم الدفعة أو المرجع القياسي) مفقودة؛ لا يمكنك إكمال التتبع بدونها. |
مثال ميداني: وصلت دفعة من الفلنجات قابلة للقراءة، ولكن بعد التفجير + الطلاء التمهيدي أصبح رقم الدفعة غير قابل للقراءة. لم يتمكن الطاقم من مطابقة الشهادات مع الأجزاء المادية أثناء التثبيت، لذلك تم إيقاف الخط، وعزل الفلنجات، وتطلبت أجزاء بديلة. الوقاية بسيطة: تحقق من إمكانية القراءة عند الاستلام، والتقط صورًا للعلامات، وحمي منطقة الختم أثناء الطلاء عندما يسمح خطة ضمان الجودة بذلك.
خطر المعايير المختلطة

استخدام فلنجات من عائلات معايير مختلطة يسبب عدم تطابق ثقوب البراغي وتجميعات “التركيب القسري” التي تضر بالأسطح والحلقات. عادةً ما يدخل خطر المعايير المختلطة من خلال التخزين واللوجستيات—فلنجات DN/PN مخزنة بجانب فلنجات NPS/Class ذات حجم تقريبي مشابه، ثم يتم انتقاؤها تحت ضغط الجدول الزمني. لمنع ذلك، يجب على المفتشين:
- مراجعة جميع العلامات للرجوع إلى المعايير (EN 1092-1 مقابل ASME B16.5) وفصل المخزون ماديًا حسب عائلة المعيار.
- مطابقة كل فلنجة مع عائلة المعيار المطلوبة للمشروع قبل وصولها إلى موقع العمل.
- فصل الفلنجات حسب المعيار أثناء التخزين والتجهيز والتركيب؛ لا تعتمد على “التشابه البصري”.”
مثال ميداني: تم الخلط بين DN100 PN16 وNPS 4 Class 150 أثناء التجهيز لأنها تُعامَل عادةً على أنها “قريبة بما يكفي”. لن تتم محاذاة الفلنجة على دائرة البراغي؛ تبع ذلك إعادة العمل، وتضرر الوجه بسبب التجميع التجريبي المتكرر. كانت العلامات ستمنع المحاولة.
تحذير بشأن الشهادات المزيفة/غير المطابقة
الشهادات المزيفة أو غير المطابقة هي نمط فشل حقيقي في سلاسل التوريد متعددة المستويات. التحكم العملي ليس “الثقة” بل التحقق: يجب أن يتطابق رقم الصهر والتسمية المادية على الفلنجة مع حزمة الشهادة، ويجب أن يفي نوع الشهادة بمتطلبات المشروع. قد يؤدي الفشل في التحقق إلى عواقب خطيرة:
- قد يتم تركيب مادة خاطئة أو صهر خاطئ, ، مما يخلق مخاطر تآكل أو تشقق أو قوة قد لا تظهر حتى أثناء الخدمة.
- تزداد فترة التوقف وتأثير الجدول الزمني عندما يجب حجر الأجزاء في وقت متأخر (بعد التصنيع أو أثناء التشغيل).
- يشكل السلامة المهددة خطرًا على الموظفين والمعدات، خاصة في الخدمات الخطرة أو عالية الطاقة.
مثال ميداني: وصلت العديد من الفلنجات “316” بشهادات تظهر 316، لكن فحص PMI أشار إلى كيمياء غير متوافقة مع محتوى 316/الموليبدينوم. لم يتطابق رقم الدفعة على الفلنجة مع الشهادة. تم رفض الدفعة قبل التثبيت—وهو بالضبط النتيجة المرجوة من نظام التتبع.
نصيحة: تحقق من العلامات والشهادات عند الاستلام، ثم تحقق مرة أخرى من رقم الدفعة وعائلة المعيار عند التثبيت. نقطتا فحص تكتشفان معظم الأعطال.
تقنيات علامات الفلنجات
الختم والنقش
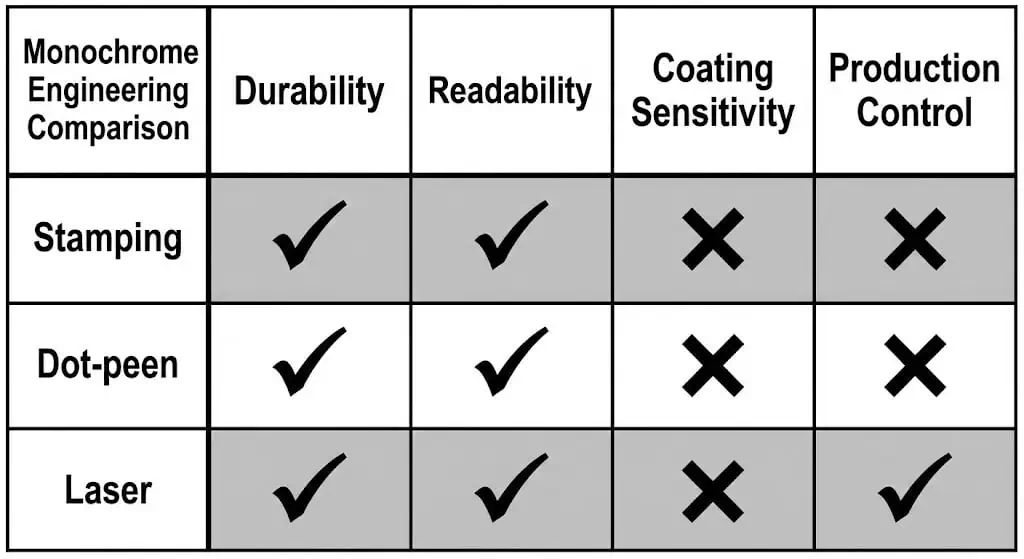
يستخدم الختم، والنقش بالنقاط، والعلامات بالليزر لإنشاء هوية تظل قابلة للقراءة طوال عمر الفلنجة. اهتمامك الهندسي هو المتانة في البيئة الفعلية: التعرض للتآكل، وتلف التعامل، والطلاء، والتنظيف. يختار المصنعون طريقة بناءً على الديمومة المطلوبة، والقابلية للقراءة، والتحكم في الإنتاج.
يقارن الجدول أدناه خيارات تقنيات علامات الفلنجات الشائعة:
| طريقة العلامات | إيجابيات | سلبيات |
|---|---|---|
| النقش اليدوي | استثمار بسيط، وسم مرن | بطيء، كثيف العمالة، عمق غير متسق |
| الختم بالقوالب | علامات عميقة ودائمة، تكلفة منخفضة لكل علامة | خيارات محدودة للأحرف، قد تشوه المناطق الرقيقة إذا تم تطبيقها بشكل غير صحيح |
| الوسم بالنقر النقطي | علامات متينة، مناسبة للبيئات القاسية، سريع للنصوص | الضوضاء، وتعتمد إمكانية القراءة على كثافة النقاط وحالة السطح |
| الوسم بالليزر | السرعة العالية والدقة، متسقة، تدعم رمز البيانات المصفوفة/QR | استثمار أولي أعلى، يتطلب ضوابط أمان |
يُستخدم النقش بالنقر والليزر على نطاق واسع للاتساق وإمكانية القراءة على الفلنجات المصنوعة من الفولاذ المقاوم للصدأ. بالنسبة للتفتيش، فإن الطريقة “الأفضل” هي التي تظل قابلة للقراءة بعد عمليات التعامل والطلاء الفعلية.
التطورات في طرق العلامات
تدمج العلامات الحديثة المعرفات (التسلسلية/QR) لتسريع استرجاع السجلات وثني التزييف. يمكن للمصنعين تطبيق معرفات فريدة مبكرًا في التصنيع، مما يسمح بربط نتائج التفتيش وسجلات الشهادات بالجزء بينما لا يزال تحت الرقابة.
تشمل التطورات الرئيسية:
- المعرفات الفريدة والأرقام التسلسلية المطبقة مبكرًا في التصنيع للتتبعية المنضبطة والفصل بالدفعات.
- الرموز الشريطية ورموز QR المضمنة على كل فلنجة, ربط بقواعد بيانات التتبع.
- تكامل الأنظمة الرقمية لمراقبة جودة العلامات وبيانات الإنتاج في الوقت الفعلي.
توقعات نظام العلامات لا تزال تعتمد على المعايير الحاكمة وخطة مراقبة الجودة للمشروع. تساعد الميزات الرقمية، لكنها لا تحل محل مجموعة الختم الأساسية (الشركة المصنعة، عائلة المعيار، الحجم/التصنيف، تسمية المادة، رقم الدفعة) التي تدعم التتبع في الميدان.
نصيحة: إذا كان مشروعك يعتمد على الهويات الرقمية، تأكد من قاعدة البيانات وعملية الاسترجاع قبل وصول الأجزاء إلى الموقع. رمز QR لا يمكن لأحد الوصول إليه ليس تتبعاً.
حماية العلامات الدقيقة للفلنجات والتتبع السلامة، ودعم عمليات التدقيق، وتقليل إعادة العمل. يقرأ المفتشون العلامات عن طريق التحقق من الشركة المصنعة، وتسمية المادة، وعائلة الحجم، وعائلة التصنيف، ومرجع المعيار، ورقم الدفعة - ثم مطابقتها مع الشهادات والسجلات.
| الجانب | المساهمة في السلامة والامتثال |
|---|---|
| التحقق من التوافق | يمنع تجميعات المعايير المختلطة وعدم تطابق فتحات البراغي قبل التركيب |
| التعريف بالمادة | يؤكد النية الكيميائية/الميكانيكية من خلال التسمية الصحيحة للمادة وربط الشهادات |
| الامتثال للمعايير | يدعم اختيار عائلة المعايير (EN مقابل ASME) وقابلية التدقيق |
| إمكانية التتبع والصيانة | يمكن من التصرف المستهدف واتخاذ قرارات الصيانة القائمة على السجلات |
أفضل الممارسات للتحقق من علامات الفلنجات تتضمن:
- فصل المخزون حسب عائلة المعايير، وعائلة الأحجام، وتسمية المادة
- تصوير مجموعات العلامات (بما في ذلك رقم الدفعة) وتخزينها مع حزمة الشهادات
- التحقق من رقم الدفعة وتسمية المادة عند الاستلام ومرة أخرى عند التثبيت
التحقق السليم أثناء المشتريات والتثبيت يمنع أكثر حالات فشل إمكانية التتبع شيوعاً.
الأسئلة الشائعة
ماذا تعني الأرقام والحروف على الفلنجة؟
تُحدد عائلة المعيار للفلنجة، وتسمية الحجم/التصنيف، وتسمية المادة، ومعرف التتبع.
- علامة المُصنِّع (من أنتجها)
- تسمية المادة (المواصفة + الدرجة، مرتبطة بالتركيب الكيميائي/الخصائص الميكانيكية)
- عائلة الحجم (DN أو NPS)
- تسمية التصنيف (PN أو Class)
- مرجع المعيار (عائلة EN 1092-1 أو ASME B16.5)
- رقم الدفعة/المعالجة الحرارية (مرساة التتبع لحزمة الشهادات)
كيف يمكن التحقق من إمكانية تتبع الفلنجات؟
تحقق من تطابق رقم الدفعة المختوم وتسمية المادة مع حزمة الشهادات، ثم تأكد من تطابق عائلة المعيار مع الطلب.
- طابق رقم الدفعة على الفلنجة مع حزمة شهادة MTR / التفتيش
- تأكد من تطابق تسمية المادة وعائلة المعيار مع أمر الشراء والرسومات
- سجل التحقق (صورة + رقم الدفعة) عند الاستلام وقبل التثبيت
لماذا يُعدّ ترميز الفلنجات بشكل صحيح أمرًا مهمًا؟
يمنع تثبيت الأجزاء الخاطئة ويمكن من تتبع قابل للتدقيق للسلامة والامتثال.
- يمنع عدم تطابق فتحات البراغي ذات المعايير المختلطة وعدم ملاءمة الحشية قبل التجميع
- يدعم مراقبة الجودة من خلال ربط الجزء المادي بنتائج الاختبار وسجلات الفحص
- يمكن من اتخاذ قرارات صيانة قابلة للتتبع والتخلص المستهدف إذا تم اكتشاف مشكلات
ماذا يجب أن يفعل المشتري إذا كانت العلامة غير واضحة؟
اعزل الفلنجة وحل مشكلة الهوية قبل التثبيت.
- اتصل بالمورد واطلب توضيحًا مع أدلة (صور لمنطقة الختم)
- اطلب وثائق داعمة مرتبطة بالدفعة/اللوت المشتبه به
- لا تقم بالتثبيت حتى يتم التحقق من رقم الدفعة ورمز المادة وعائلة المعيار
ما هي طرق الترميز التي تدوم لأطول فترة؟
يمكن أن تكون الختم العميق والنقش بالنقاط والوسم بالليزر المتحكم فيه جميعها متينة عند تطبيقها بشكل صحيح؛ الطريقة “الأفضل” هي التي تظل قابلة للقراءة بعد عمليات التعامل والطلاء الخاصة بك.
| الطريقة | المتانة |
|---|---|
| الوسم بالليزر | عالية (ثابتة وقابلة للقراءة عند التحكم في حالة السطح) |
| الختم العميق | عالية (مُتينة جداً، ولكن يجب تجنب التشويه في المناطق الرقيقة) |
| النقش اليدوي | متوسطة (تعتمد على العمق، والثبات، وظروف التعرض) |



