")
تحتاج إلى اختيار فلنجات من الفولاذ المقاوم للصدأ تتطابق مع ظروف التصميم لنظام الأنابيب الخاص بك—وليس فقط ظروف التشغيل العادية. في الميدان، تظهر أخطاء اختيار الفلنجات عادةً كواحدة من ثلاثة أشياء: تسرب بعد دورة التسخين/التبريد الأولى، أو فشل اختبار الضغط الهيدروستاتيكي، أو تسربات متكررة بعد إعادة التجميع للصيانة.
اختيار الفلنجة المناسبة يؤثر على أكثر من السلامة والأداء:
- إنه يتحكم في جهد التثبيت (وقت التركيب، وقت اللحام/الفحص غير الإتلافي، وقت شد البراغي) ومخاطر إعادة العمل.
- يقلل من الصيانة الناتجة عن التآكل عندما تتطابق السبيكة والسطح/الحشية مع الوسط الفعلي.
- يساعدك على تجنب توقف التشغيل الناتج عن انفجار الحشية، أو ارتخاء البراغي، أو التآكل الشِقّي حول الوصلة.
اختيارك يضع الأساس لتشغيل آمن وفعال.
تحديد احتياجات المشروع لاختيار الفلنجة
قبل اختيار فلنجات الفولاذ المقاوم للصدأ، اجمع المتطلبات الفنية للمشروع بطريقة يمكن للمثبت والمفتش التحقق منها. على الأقل، سجل: ضغط التصميم، درجة حرارة التصميم، كيمياء الوسط (بما في ذلك الملوثات)، المعيار المعمول به (ASME/EN/DIN)، نوع الواجهة، نوع الحشية، ومتطلبات التثبيت بالبراغي.
ضغط ودرجة حرارة المشروع
إجابة مباشرة:
يجب أن تعرف أقصى ضغط تصميم و أقصى درجة حرارة تصميم التي سيواجهها نظامك، بما في ذلك الاضطرابات المحتملة (الانحرافات الحرارية، طفرات الضغط، الظواهر العابرة أثناء التشغيل).
فئة الضغط ليست “تصنيف psi” واحدًا. وفقًا لمعيار ASME B16.5، يعتمد الضغط المسموح به على درجة الحرارة و مجموعة المواد. مع ارتفاع درجة الحرارة، ينخفض الضغط المسموح به، وهذا الانخفاض ليس خطيًا. إذا كان أساس تصميمك يشير إلى قواعد أنابيب العمليات ASME، تأكد من كيفية تعريف مشروعك لظروف التصميم (عادةً ما تتماشى مع ASME B31.3).
مثال (للرجوع السريع فقط): تُظهر تصنيفات مجموعة مادة A182 F316 اتجاهًا واضحًا لتخفيض التصنيف مع درجة الحرارة. تحقق دائمًا من الإصدار الحالي للمواصفة المشتراة؛ هذا الجدول هو لقطة مريحة مبنية على مخطط مرجعي سريع شائع الاستخدام مشتق من جداول مجموعة المواد ASME B16.5.
| درجة الحرارة (°F) | مثال على تصنيف الضغط (رطل لكل بوصة مربعة) |
|---|---|
| 100 | 230 |
| 200 | 195 |
| 300 | 175 |
| 400 | 160 |
| 500 | 150 |
نصيحة:
تصنف الفلنجات حسب “الفئات” بموجب معيار ASME B16.5 (مثل 150، 300، 600). يجب التحقق من اختيار الفئة عند درجة حرارة التصميم. إذا تحققت فقط من التصنيف عند درجة حرارة الغرفة، فقد تقوم بتصنيف الوصلة بأقل من قدرتها دون علمك عند ظروف التشغيل.
")
خطوات سريعة للضغط ودرجة الحرارة:
- وثق ضغط التصميم ودرجة حرارة التصميم (تضمن الارتفاعات الموثوقة في الضغط والانحرافات الحرارية).
- أكد المواصفة الحاكمة للفلنجة (ASME B16.5 / ASME B16.47 / EN/DIN) ومجموعة المادة.
- تحقق من الضغط المسموح به عند درجة حرارة التصميم، ثم اختر فئة بها هامش مناسب لقواعد مشروعك.
مثال ميداني (تسرب بعد التسخين):
مر خط كيميائي مزود بتتبع بالبخار باختبار هيدرو في درجة حرارة الغرفة، ثم تطور تسرب بعد أول عملية تسخين. كان السبب الجذري هو أن اختيار الفئة تم التحقق منه في درجة الحرارة المحيطة بدلاً من درجة حرارة التصميم، واسترخاء حمل البراغي بعد الدورات الحرارية. كان الحل هو ترقية الفئة وإعادة التجميع وفقًا لإجراء شد البراغي المضبوط (شد نمطي، تزييت مؤكد، وإعادة عزم الدوران حيث يُسمح) باستخدام إرشادات متوافقة مع ASME PCC-1.
الوسط والتآكلية

إجابة مباشرة:
يجب أن تتطابق سبيكة الفلنجة وتفاصيل الوصلة (الوجه + الحشية + التثبيت) مع الوسط الفعلي، بما في ذلك الملوثات مثل الكلوريدات، والكبريتيدات، والمواد الكيميائية التنظيفية، ومحتوى الأكسجين.
نوع الوسط في خطوط الأنابيب الخاص بك يحدد خطر التآكل عند وصلة الفلنجة. فشل الفولاذ المقاوم للصدأ عند الفلنجات غالباً ما يكون محلياً (تآكل نُقَري/شِقّي عند شريط تلامس الحشية أو تحت الرواسب) بدلاً من فقدان جدار موحد. الخدمات الحاملة للكلوريدات غير متسامحة بشكل خاص: قد تتآكل الدرجات الأوستنيتية نُقَرياً أو شِقّياً في المناطق الراكدة، بينما يمكن أن تقدم الدرجات المزدوجة مقاومة محسنة في العديد من تطبيقات الكلوريدات عند تحديدها وتصنيعها بشكل صحيح.
نقطة دليل هندسي يمكنك استخدامها أثناء الاختيار: يشار عادةً إلى رقم مقاومة التنقر المكافئ (PREN) كمؤشر فحص (حيث تحسن القيم الأعلى عمومًا مقاومة التنقر). يتم توفير علاقة PREN شائعة الاستشهاد بها في الإرشادات الفنية من معهد النيكل: إرشادات PREN (معهد النيكل).
| الصف | التركيب | المزايا |
|---|---|---|
| 316 / 316L | ~16-18% كروم، ~10-14% نيكل، ~2-3% موليبدينوم | مقاومة عامة للتآكل مع تحسن في مقاومة التآكل النُقَري/الشِقّي مقارنةً بدرجة 304 بسبب الموليبدينوم؛ تُحدد عادةً للخدمة الكيميائية والملاصقة للبيئات البحرية (لا يزال الخطر يعتمد على مستوى الكلوريد ودرجة الحرارة والركود). |
| 2205 (دوبلكس) | ~22% كروم، ~5-6% نيكل، ~3% موليبدينوم | تُستخدم غالبًا لتحسين مقاومة التآكل النُقَري/الشِقّي والتشقق الناتج عن الإجهاد في العديد من البيئات المحتوية على الكلوريد؛ يمكن أن تقلل القوة الأعلى من سمك الفلنجة في بعض التصاميم (تحقق من الأبعاد القياسية ومتطلبات التوريد). |
| 2507 (سوبر دوبلكس) | ~25% كروم، ~6-8% نيكل، ~3.5-4.5% موليبدينوم، نيتروجين | تُختار للظروف العدوانية المحتوية على الكلوريد/الأحماض حيث تكون هناك حاجة لمقاومة أعلى للتآكل النُقَري؛ حددها بعناية لضوابط التصنيع والتوثيق. |
- لا تعامل “الفولاذ المقاوم للصدأ” كمادة واحدة. حدد الدرجة الدقيقة (ودرجة “L” عندما يكون خطر التحسس من اللحام مهمًا).
- للخدمة المحتوية على الكلوريد، تجنب الشقوق الراكدة: يمكن أن تسرع الأجزاء الميتة والحواف الزائدة للجوانات والمناطق منخفضة التدفق عند الأعمى من الهجوم الموضعي.
- تشمل طرق الفحص التي تكتشف مشاكل وصلات الفلنجة مبكرًا الفحوصات البصرية عند القطر الخارجي/الداخلي للجوانة، والاختبار بالصبغة النافذة للتشقق السطحي على الأسطح المشغولة، وفحوصات السماكة بالموجات فوق الصوتية حول مواقع الشقوق المعرضة (تختلف متطلبات برنامج الفحص حسب الصناعة والكود).
ملاحظة:
اختيار المادة المناسبة لا يتعلق فقط بـ “المقاومة”. بل يتعلق أيضًا بـ نمط الفشل الذي يمكنك تحمله (تسرب بطيء مقابل انفجار مفاجئ)، ومدى سهولة فحص الوصلة، وما إذا كان التنظيف/التعرض للمواد الكيميائية يغير صورة التآكل.
مثال ميداني (تآكل شِقّي عند حزام الجلبة):
زوج فلنجة من الفولاذ المقاوم للصدأ 316 في خط خدمة دافئ يحمل كلوريدات تطور تسريبات دقيقة عند حزام ملامسة الجلبة خلال دورة صيانة واحدة. كان السبب الجذري مزيجًا من ركود التدفق المنخفض، والرواسب المحتبسة عند حافة الجلبة، ونمط جلبة أنشأ شقًا ضيقًا. كانت خطة الوقاية هي (1) إزالة الأجزاء الميتة حيثما أمكن، (2) التحول إلى تكوين وصلة ونمط جلبة أكثر ملاءمة للخدمة، و(3) النظر في مادة مزدوجة حيث جعلت الكلوريدات + درجة الحرارة التآكل الموضعي خطرًا متكررًا.
أنواع وجوه الفلنجات
إجابة مباشرة:
يجب عليك اختيار وجه فلنجة يتطابق مع نوع جلبتك وشدة الخدمة (الضغط، ودرجة الحرارة، والتكرار، وتحمل التسرب).
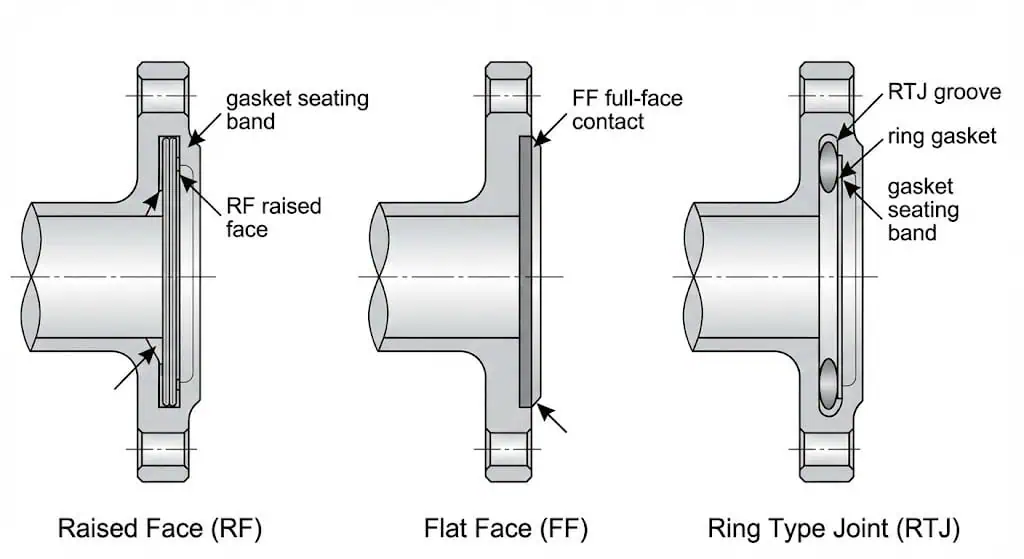
أنواع وجوه الفلنجات تؤثر مباشرة على سلوك الإحكام وإمكانية تكرار الصيانة. الأنواع الشائعة الثلاثة للوجوه هي الوجه المرتفع (RF)، والوجه المسطح (FF)، ووجه وصلة الحلقة (RTJ). عمليًا، “أفضل” وجه هو الذي يوفر إجهادًا مستقرًا للجلبة دون إتلاف الجلبة أو تشطيب الوجه، والذي يمكنك تجميعه باستمرار في الميدان.
| نوع الفلنجة | خصائص أداء الإحكام |
|---|---|
| وجه مرتفع (RF) | شائعة في أنابيب العمليات؛ تركز إجهاد الحشية على المنطقة المرتفعة. تعمل بشكل جيد مع العديد من أنماط الحشيات عند التجميع بشكل صحيح. |
| وجه مسطح (FF) | اتصال كامل الوجه؛ يُستخدم عادةً عند التزاوج مع فلنجات/مواد تستفيد من دعم حشية كامل الوجه (تحقق من التوافق—قد يؤدي خلط FF و RF إلى ضغط غير متساوٍ للحشية إذا لم يتم التعامل معه بشكل صحيح). |
| وصلة من نوع حلقة (RTJ) | حلقة حشية معدنية في أخدود مخرط؛ تُستخدم لمهام ذات شدة أعلى عندما يكون مطلوبًا نظام سيطرة معدني إلى معدني. يتطلب مطابقة صحيحة للأخدود/الحلقة وتداولًا دقيقًا لتجنب التلف. |
- فلنجات الوجه المرتفع تناسب العديد من أنظمة الأنابيب ويمكن أن تُحكم السد بشكل موثوق عند التحكم في اختيار الحشية وشد البراغي.
- فلنجات الوجه المسطح يمكن أن تكون مناسبة في مهام ذات شدة أقل أو واجهات معدات محددة—تأكد من ظروف التزاوج ونمط الحشية.
- مفاصل RTJ لا تسمح بالأخطاء: يجب أن تتطابق الحلقة والأخدود، ويجب حماية الوجوه من الخدوش، ويهُم التحكم في التجميع.
نصيحة:
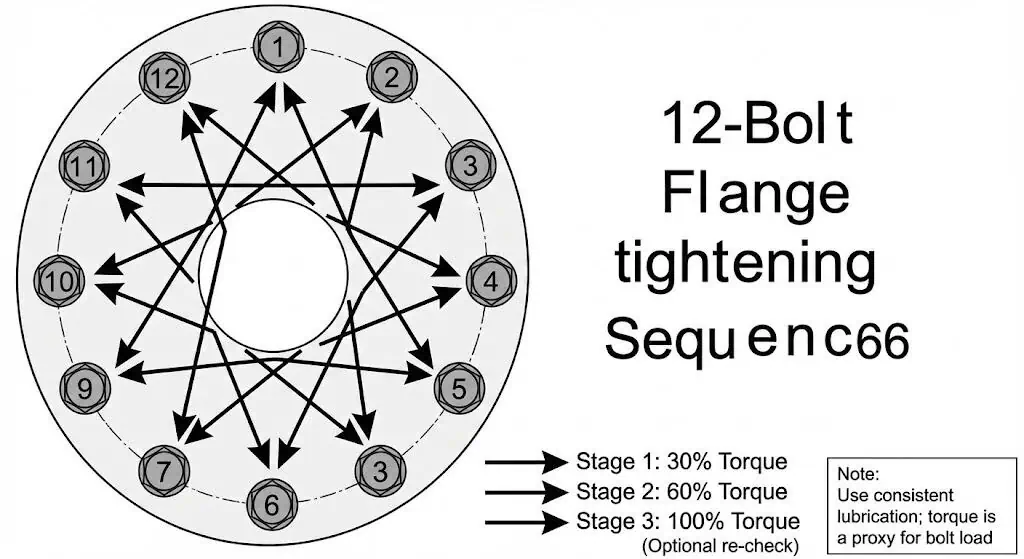
للسد المتكرر، عالج التجميع كجزء من “الاختيار”. نهج شد البراغي المتحكم فيه المتوافق مع ASME PCC-1 يقلل من تكرار التسرب من خلال التحكم في جلوس الحشية وتشتت حمل البرغي.
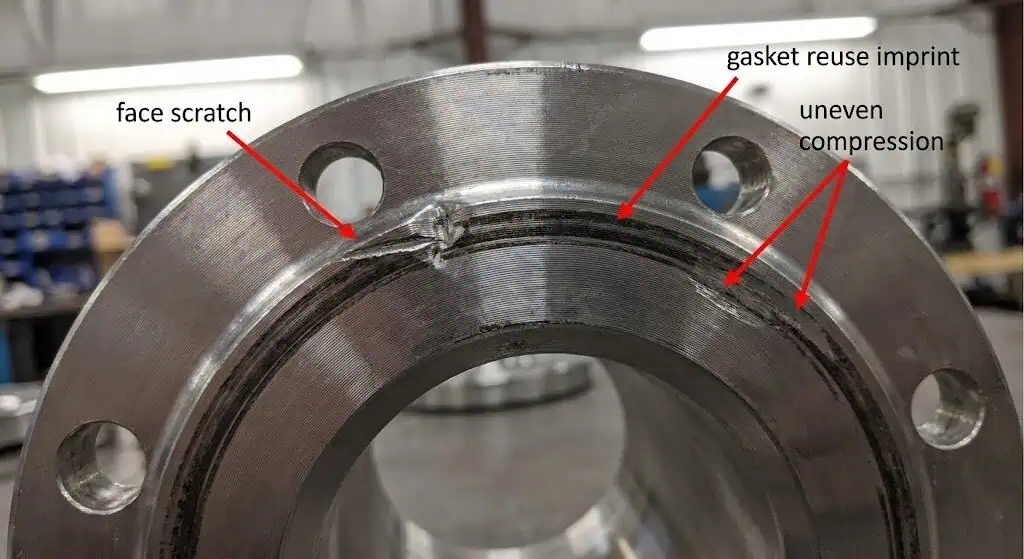
مثال ميداني (تسرب متكرر بعد الصيانة):
النمط الشائع هو “كان محكمًا قبل الصيانة، ثم لم يُحكم مرة أخرى”. السبب الجذري عادةً هو تلف الوجه (خدوش/نقرات)، تزييت غير متسق للبراغي، أو إعادة استخدام حشية خارج نطاق خدمتها المقصود. الإجراءات التصحيحية بسيطة لكن صارمة: حماية الوجوه، استبدال الحشيات، التحقق من مادة/حالة البراغي، توحيد التزييت، والشد بنمط متحكم مع خطوات موثقة.
جدول ملخص: عوامل اختيار الفلنجات
| عامل | ما يجب التحقق منه | لماذا يهم |
|---|---|---|
| الضغط ودرجة الحرارة | ضغط التصميم ودرجة حرارة التصميم (بما في ذلك الحالات العابرة) | يمنع التقليل من التصنيف وتسربات الدورات الحرارية |
| الوسط والتآكلية | كيمياء الوسط + الملوثات + خطر الركود | يمنع التآكل الموضعي في مناطق الحشية/الشقوق |
| نوع الواجهة | نوع الحشية + تحمل التسرب + تحكم في التجميع | يحسن قابلية تكرار الإحكام ويقلل وقت التوقف |
من خلال مراجعة هذه العوامل بعناية، تضمن أن اختيار الفلنجة يتوافق مع احتياجات الضغط والوسط ومانع التسرب في مشروعك. هذه الخطوة تمهد الطريق لاختيار نوع الفلنجة المناسب، وتحديد المقاس، والتوثيق.
اختر أنواع الفلنجات من الفولاذ المقاوم للصدأ
فلنجات الرقبة الملحومة مقابل الفلنجات المنزلقة
إجابة مباشرة:
عادةً ما تُختار فلنجات الرقبة الملحومة للمتطلبات الميكانيكية الأعلى (الانحناء، الاهتزاز، الدورات)، بينما يمكن أن تكون الفلنجات المنزلقة مقبولة للخدمات ذات الطلب المنخفض وسهولة التركيب عندما تسمح قواعد المشروع بذلك.
تحتاج إلى فهم الفرق في مسار الحمل و قابلية الفحص قبل أن تختار فلنجات الفولاذ المقاوم للصدأ لمشروعك. تستخدم فلنجة الرقبة الملحومة محورًا مخروطيًا واتصالًا ملحومًا باللحام الجانبي الذي ينقل الإجهاد تدريجيًا إلى الأنبوب، وتدعم فحصًا أعلى للنزاهة (فحص اللحام الجانبي غير المدمر حيثما مطلوب). تستخدم الفلنجة المنزلقة عادةً لحامات زاوية وهي أسهل في المحاذاة والتركيب، لكنها عمومًا أقل تسامحًا في مواقع الاهتزاز عالي الدورات أو الحساسة للانحناء (تفريغ المضخة، أنابيب الضاغط، الدعامات غير المحاذاة).
| نوع الفلنجة | السلوك الميكانيكي (نسبي) | الفحص / الجانب العملي لضمان الجودة | أفضل حالة استخدام |
|---|---|---|---|
| لحام الرقبة | أفضل لعزوم الانحناء، والدورات الحرارية، والمفاصل الحساسة للاهتزاز بسبب المحور المخروطي + مسار حمل اللحام الجانبي. | يمكن فحص اللحام الجانبي وفقًا لمتطلبات الفحص غير التدميري للمشروع؛ يُفضل عمومًا للخطوط ذات الأهمية الأعلى. | العمليات، الشدة الأعلى، و/أو الخدمة الدورية حيث يكون خطر التسرب مكلفًا. |
| انزلاق-أون | مقبول للطلب الميكانيكي المنخفض؛ أكثر حساسية للمحاذاة وجودة لحام الزاوية عندما تزيد الأحمال. | التجهيز أسهل، لكن التحكم في جودة اللحام والفحوصات الأبعادية تظل أساسية. | الخدمة المنفعية/ذات الأهمية المنخفضة حيث يسمح بها المواصفات ويكون الطلب على الإجهاد منخفضًا. |
نصيحة:
إذا كان نظامك يعاني من اهتزاز، أو دورات حرارية متكررة، أو أحمال انحناء عالية، فإن فلنجة اللحام العنقي عادةً ما تعطي مفصلًا أكثر موثوقية لأنها تدير الإجهاد وتغيرات التجميع بشكل أفضل. عالج نوع الفلنجة كـ سلامة ميكانيكية اختيار، وليس اختيار “رقم ضغط”.
مثال ميداني (تسرب ناتج عن اهتزاز):
تطور تسرب متكرر في فلنجة منزلقة عند مخرج مضخة على الرغم من استبدال الحشية مرارًا. كان السبب الجذري هو الاهتزاز الدوري بالإضافة إلى اختلال بسيط، مما ضاعف تشتت حمل البرغي وتغير إجهاد الحشية. كان الإصلاح الدائم هو إعادة التشغيل إلى فلنجة عنق ملحومة، والتحقق من الدعم/المحاذاة، وإعادة التجميع باستخدام إجراء شد برغي مضبوط.
فلنجات عمياء، فلنجات ملحومة بمقبس، وفلنجات ملولبة
إجابة مباشرة:
تعزل الفلنجات العمياء نهايات الأنابيب، وتكون الفلنجات الملحومة بمقبس شائعة في الأنابيب ذات القطر الصغير حيث تكون الاكتناز مهمة، وتسمح الفلنجات الملولبة بالتجميع دون لحام—لكن الوصلات الملولبة تكون عادةً محدودة بالظروف منخفضة الشدة حيث يكون خطر التسرب مقبولاً.
ستواجه عدة أنواع أخرى من الفلنجات عند اختيار فلنجات الفولاذ المقاوم للصدأ. تغلق الفلنجات العمياء نهاية خط أنابيب أو وعاء وتستخدم للعزل والاختبار والوصول للصيانة. تستخدم الفلنجات الملحومة بمقبس على خطوط ذات قطر صغير حيث تكون وصلة مكتنزة مرغوبة؛ انتبه لخطر الشق ومتطلبات التنظيف لأن هندسة المقبس يمكن أن تحبس الرواسب. تبرغي الفلنجات الملولبة على الأنبوب ويمكن أن تكون مفيدة حيث يكون اللحام مقيدًا، لكن الالتصاق البارد للقلاوظ وسلامة السد تصبح مخاوف حقيقية في تجميعات الفولاذ المقاوم للصدأ، خاصة مع الاهتزاز أو التغير الحراري.
| نوع الفلنجة | التطبيقات |
|---|---|
| فلنجات عمياء (Blind) | نقاط عزل للفحص أو اختبار الضغط أو وصلات مستقبلية؛ حدد بدل التآكل وخذ في الاعتبار خطر “الفرع الميت” الراكد خلف الفلنجات العمياء. |
| فلنجات لحام مقبس (Socket Weld) | خطوط ذات قطر صغير حيث تكون الاكتناز مهمة؛ تحقق من متطلبات النظافة وما إذا كان حبس الشق مقبولاً لوسيطك. |
| فلنجات مسننة (Threaded) | حالات غير ملحومة في خدمة منخفضة الشدة؛ تجنب حيث يوجد اهتزاز أو تغير أو عواقب تسرب عالية. |
ملاحظة:
عند اختيار فلنجات الفولاذ المقاوم للصدأ، قم بمطابقة نوع الفلنجة مع المتطلبات الميكانيكية، وإمكانية الفحص، وواقع الصيانة—وليس فقط سهولة التركيب.
ملاءمة التطبيق والاعتبارات التكلفة
إجابة مباشرة:
وازن بين التكلفة الأولية وتكلفة مخاطر التسرب: وقت التركيب، متطلبات الفحص، وعدد مرات فتح وإعادة تجميع الوصلة.
يؤثر اختيار الفلنجة على إجمالي تكلفة الملكية. قد يصبح نوع الفلنجة “الأرخص” مكلفاً إذا زاد من أعمال إعادة التشغيل، أو استهلاك الحشيات، أو التوقف غير المخطط له. عادةً ما تكون تكلفة الفولاذ المقاوم للصدأ أعلى من الفولاذ الكربوني، لكنها قد تقلل تكلفة دورة الحياة في الخدمات التآكلية—إذا قمت بتحديد الدرجة الصحيحة والتحكم في متغيرات التآكل الشِقّي والتجميع.
- محركات التكلفة التي يمكنك قياسها: ساعات اللحام، نقاط توقف الفحص غير التدميري (NDE)، وقت شد البراغي، فترات استبدال الحشيات، والتوقف المرتبط بالتسرب.
- للوصلات عالية العواقب، غالبًا ما تكون “التجميع القابل للتكرار” أفضل استراتيجية لتقليل التكلفة—استخدم إجراءات مضبوطة وتوثيقًا متوافقًا مع ASME PCC-1.
- إذا قمت بالشراء من Sunhy أو أي مورد، قلل مخاطر المشتريات من خلال توحيد بيانات طلبك (NPS، class/PN، الوجه، القطر/الجدول، الدرجة، المعالجة الحرارية، التثبيت، الحشية، والشهادات المطلوبة).
تنويه:
معظم “تسربات الغموض” ليست غامضة: تأتي من عدم التطابق بين شدة الخدمة وتصميم الوصلة/التحكم في التجميع. خصص ميزانية للوصلة التي يمكنك تجميعها بشكل متسق.
جدول ملخص: أنواع فلنجات الفولاذ المقاوم للصدأ الشائعة
| نوع الفلنجة | الخصائص الرئيسية | الاستخدام الموصى به |
|---|---|---|
| لحام الرقبة | أفضل مسار للحمل للانحناء/الاهتزاز/التكرار؛ اللحام بالتداخل يدعم فحص سلامة أعلى. | أنابيب العمليات ذات الشدة الأعلى وخدمة التكرار. |
| انزلاق-أون | محاذاة وتركيب سهلان؛ يعتمد الأداء بشكل كبير على جودة التركيب واللحام. | خدمة الطلب الميكانيكي المنخفض حيث يُسمح بذلك. |
| أعمى | عزل صلب؛ يُنشئ منطقة راكدة خلف السدادة في العديد من التصميمات. | عزل للفحص/الاختبار؛ تقييم خطر التآكل في الأجزاء الميتة. |
| لحام المقبس | وصلة مدمجة للأنابيب الصغيرة؛ يمكن أن تحبس هندسة المقبس الوسيط/الرواسب. | أنظمة الأنابيب الصغيرة حيث يكون احتجاز الشق مقبولاً. |
| مترابطة | لا لحام؛ سلامة إغلاق القلاوظ هي العامل المحدد. | التطبيقات ذات الشدة المنخفضة والاهتزاز المنخفض حيث يُسمح بذلك. |
من خلال فهم أنواع الفلنجات وكيفية تصرفها في التثبيتات الفعلية، يمكنك تقليل خطر التسرب واتخاذ قرارات اختيار تتحمل بعد دورات التشغيل والصيانة.
درجات الفولاذ المقاوم للصدأ وتوافق المواد
فلنجات 304 مقابل 316 مقابل الفلنجات ثنائية الطور
إجابة مباشرة:
عادةً ما توفر 316 (مع الموليبدينوم) والدرجات ثنائية الطور مقاومة أفضل للتآكل الموضعي مقارنة بـ 304، خاصةً عند وجود الكلوريدات ودرجات الحرارة المرتفعة.
عند اختيار فلنجات الفولاذ المقاوم للصدأ، قارن الدرجات بناءً على آلية التآكل الفعلية التي تديرها: التآكل النُقَري/الشِقّي، أو تشقق التآكل الإجهادي، أو الهجوم العام. يمكن أن تكون 304 مناسبة للبيئات النظيفة منخفضة الكلوريد، لكنها غالبًا ما تكون خيارًا ضعيفًا لمناطق الرش البحري أو سوائل العمليات الحاملة للكلوريد. تحسن 316/316L مقاومة التآكل النُقَري بسبب الموليبدينوم. غالبًا ما يتم اختيار سبائك ثنائية الطور (مثل 2205) لتحسين مقاومة التآكل الموضعي المرتبط بالكلوريد وتقليل خطر تشقق التآكل الإجهادي في العديد من التطبيقات، لكن ضوابط التصنيع وتوثيق المشتريات تصبح أكثر أهمية.
| درجة الفولاذ المقاوم للصدأ | مقاومة التآكل في الظروف البحرية/الكلوريدية (قاعدة عامة) |
|---|---|
| 304 | زيادة خطر التآكل النُقَري/البقع الشبيهة بالشاي؛ يُتجنب عموماً عند استمرار وجود الكلوريدات + التبلل. |
| 316/316L | محسّن مقارنة بـ 304 بسبب الموليبدينوم؛ لا يزال يمكن أن يتآكل نُقَرياً/شقياً في ظروف دافئة أو عالية الكلوريدات. |
| دوبلكس 2205 | غالباً ما يتم اختياره لمقاومة محسّنة للتآكل النُقَري/الشقي وتقليل قابلية التصدع بفعل الإجهاد الكيميائي في العديد من خدمات الكلوريدات (تأكد من ملاءمته لكيميائيتك ودرجة حرارتك). |
إذا تضمن اختيار الفلنجة وسائط تآكلية، قم بتوثيق أساس اختيار الدرجة واحتفظ به قابلاً للتتبع. حيث يعتمد القرار على مقاومة التآكل الموضعي، ارجع إلى إرشادات PREN مثل إرشادات PREN لمعهد النيكل بدلاً من الاعتماد على ادعاءات التسويق.
أهمية درجات “L” للحام
إجابة مباشرة:
“درجات ”L" (مثل 316L) تقلل من خطر التحسس أثناء اللحام وتُستخدم عادةً عندما لا يمكنك التحكم في الوقت في نطاق درجة حرارة التحسس أو لا يمكنك تطبيق المعالجة الحرارية بعد اللحام.
اختيار الفلنجة المناسبة لأنظمة الأنابيب الملحومة يعني أنك بحاجة إلى النظر في محتوى الكربون والتعرض لدرجات حرارة التحسس. تشير الإرشادات عادةً إلى أن التحسس يمكن أن يحدث في النطاق التقريبي 450–850 درجة مئوية اعتمادًا على الدرجة والتاريخ الحراري؛ استخدام درجات منخفضة الكربون (“L”) هو إجراء وقائي قياسي في العديد من التصنيعات الملحومة. انظر، على سبيل المثال، إرشادات متعلقة باللحام مثل إرشادات اللحام لمعهد النيكل ومراجع صناعة الفولاذ المقاوم للصدأ مثل ملاحظات تجنب التحسس.
- يقلل الكربون المنخفض من القابلية للتآكل بين الحبيبي بعد اللحام في الدورات الحرارية المعرضة للتميؤ.
- “تعتبر درجات ”L" خيارًا عمليًا عندما يكون المعالجة الحرارية بعد اللحام غير ممكنة على نطاق الموقع.
- للوصلات الحرجة، قم بإقران درجات “L” مع مدخلات حرارة مضبوطة ومتطلبات التنظيف/التخميل بعد اللحام المناسبة في مواصفات مشروعك.
إذا قدم مورد شهادات مزدوجة 316/316L، عالجها كمسألة توثيق: اطلب تقرير اختبار المواد (MTR) يوضح أن التركيب الكيميائي للدفعة يلبي حد الكربون لدرجة “L” وتأكد من أن الخواص الميكانيكية تتماشى مع متطلباتك.
معايير ASTM و ASME
إجابة مباشرة:
يجب عليك التحقق من أن الفلنجة المادة والفلنجة الأبعاد/التصنيفات يتم تحديدها وفقًا للمعايير الصحيحة لمشروعك ومنطقتك.
عند اختيار فلنجات الفولاذ المقاوم للصدأ، تأتي الأبعاد ونظام التصنيف من معيار الفلنجة، بينما تأتي متطلبات المادة من مواصفة المادة. بالنسبة للفلنجات المصنوعة من الفولاذ المقاوم للصدأ بالطرق، فإن مواصفة المادة المرجعية على نطاق واسع هي ASTM A182/A182M. بالنسبة لمعايير الأبعاد ASME، يغطي ASME B16.5 الأحجام الشائعة (NPS 1/2 حتى 24) و ASME B16.47 يغطي الفلنجات ذات القطر الكبير (من NPS 26 إلى 60). إذا كان مشروعك قائمًا على EN/DIN، فيجب أن تتماشى عمليات الشراء والتركيب مع معيار الفلنجة EN المستخدم (على سبيل المثال، يسرد DIN نطاق ومتطلبات EN 1092-1 هنا: نظرة عامة على DIN EN 1092-1).
| قياسي | الوصف |
|---|---|
| ASME B16.5 | الأبعاد، التسامحات، تصنيفات الضغط-درجة الحرارة، العلامات، والإشارة إلى المواد للفلنجات (عادةً من NPS 1/2 إلى 24). |
| ASME B16.47 | الفلنجات الفولاذية ذات القطر الكبير (من NPS 26 إلى 60)، بما في ذلك التصنيفات، الأبعاد، ومتطلبات العلامات/الاختبار. |
اختيار الفلنجة المناسبة يعني تجنب عدم التطابق وضمان التشغيل الآمن في خط الأنابيب الخاص بك.
أبعاد الفلنجات والمعايير
التدريج وجدول الأنابيب
إجابة مباشرة:
يجب أن تتطابق الفلنجة NPS/DN, فتحةو الفلنجة مع الأنبوب وتصميم الوصلة—ثم تحقق مما يتطلبه المشروع لمطابقة الجدول وتفاصيل اللحام.
يعتمد تدريج الفلنجة على القطر الخارجي للأنبوب وتكوين تجويف الفلنجة. بالنسبة لفلنجات الرقبة الملحومة، يجب أن تناسب تفاصيل التجويف ونهاية اللحام القطر الخارجي للأنبوب وسُمك الجدار المستخدم في خطك. بالنسبة لتكوينات الوصلة المتداخلة، يتحكم الطرف الكُمّي في ملاءمة التجويف والجدول. حتى عندما تسمح الفلنجات المنزلقة بمزيد من التخليص، فإن جودة التركيب واللحام لا تزال تحدد الموثوقية. إذا كان مشروعك يشير إلى معايير الأبعاد ASME، ابدأ من متطلبات B16.5/B16.47 ثم طبق قيود مواصفات الأنابيب لمشروعك.
| جدول الأنابيب | سمك الجدار | تأثير الاختيار |
|---|---|---|
| 40 | قياسي | جدول المرافق/العملية الشائع؛ تأكد من مطابقة التجويف ونهاية اللحام لوصلات اللحام الجانبي. |
| 80 | أكثر سُمكًا | سُمك جدار أعلى؛ يؤثر على تحضير اللحام، وملاءمة التجويف، وقد يغير التوافر/وقت التسليم. |
- تحقق من مطابقة تجويف الفلنجة وتفاصيل نهاية اللحام للقطر الخارجي للأنبوب وتصميم الوصلة المقصود.
- تأكد من عرض جلوس الحشية وتوافق السطح عند قطر الأنبوب الاسمي/الفئة المحدد.
- حيث يوجد تمدد حراري أو اهتزاز أو تحميل دوري، قم بتنسيق اختيار الفلنجة مع تصميم الإجهاد/الدعم.
أنماط البراغي والتوافق القياسي
إجابة مباشرة:
يجب أن تحافظ على الوصلة على نظام قياسي واحد (فئة ASME أو EN PN) ما لم تستخدم حل انتقال مصمم.
تتبع الفلنجات معايير مختلفة، مثل أنظمة فئة ASME وأنظمة EN/DIN PN. تستخدم هذه المعايير أبعاد دائرة البراغي وأعداد الثقوب وسمكها واتفاقيات السطح المختلفة. إذا خلطت المعايير، قد لا تتماشى ثقوب البراغي أو يصبح جلوس الحشية غير موثوق. استخدم نظام قياسي واحد من البداية إلى النهاية، أو استخدم قطعة انتقال مصممة هندسياً بشكل صحيح لعدم التطابق.
| قياسي | نظام القياس | نمط ثقب البرغي | المخاطر الرئيسية إذا تم الخلط |
|---|---|---|---|
| ASME (فئة) | بوصة | مُحدَّد بالحجم/الفئة حسب معيار ASME للفلنجات | عدم المحاذاة + إجهاد غير متوقع لضبط الحشية |
| EN/DIN (PN) | متري | مُحدَّد بـ DN/PN حسب معيار EN للفلنجات | اختلافات في دوائر البراغي/السُمك/اتفاقيات الوجه |
نصيحة:
عدم تطابق المعايير هو أحد أسرع الطرق لخلق إعادة العمل الميداني “التي تكاد تناسب”. تأكد من نظام المعيار في مرحلة P&ID/المواصفات وقم بتثبيته في قائمة المواد.
مثال ميداني (عدم محاذاة فتحات البراغي):
حاول فريق صيانة توصيل فلنجة EN PN بفلنجة فئة ASME باستخدام براغي “قريبة بما يكفي”. تم تجميع الوصلة بمحاذاة قسرية، ثم تسربت لأن ضغط الحشية كان غير متساوٍ وتوزيع حمل البراغي كان ضعيفًا. كان الحل استبدال الفلنجة بالمعيار الصحيح وإلغاء تجميع المحاذاة القسرية.
تصنيفات الضغط
إجابة مباشرة:
اختر أدنى فئة/PN تلبي ضغط التصميم عند درجة حرارة التصميم مع هامش المشروع المطلوب، وتوثيق الأساس.
تعتمد تصنيفات الضغط على المعيار ومجموعة المادة. زيادة تحديد فئة/PN يزيد التكلفة وقد يزيد أحمال البراغي وحساسية التجميع، لكن التقليل من التحديد يؤدي إلى تسرب وإعادة عمل. في أنظمة ASME، استخدم ASME B16.5 / ASME B16.47 جداول التصنيف؛ في أنظمة EN/DIN، تأكد من قواعد رقم الضغط-درجة الحرارة لمجموعة مادة الفلنجة المختارة.
| قياسي | نطاق الحجم (الاسمي) | نظام التصنيف |
|---|---|---|
| ASME B16.5 | NPS 1/2 إلى 24 | الفئة 150 إلى 2500 (تعتمد على درجة الحرارة) |
| ASME B16.47 | NPS 26 إلى 60 | الفئة 75 إلى 900 (تعتمد على درجة الحرارة) |
الأخطاء الشائعة التي يجب تجنبها:
- فحص تصنيف الضغط في درجة الحرارة المحيطة بدلاً من درجة حرارة التصميم.
- تجاهل طفرات الضغط (الانتقالات عند بدء التشغيل، التمدد الحراري، مطرقة الماء).
- خلط معايير الفلنجات أو أنظمة الوجه دون تصميم انتقالي.
- افتراض أن عزم الشد للمسمار يساوي حمل المسمار (يمكن أن يكون تبعثر التزييت وعامل K كبيرًا).
- إعادة استخدام الجوانات أو التجميع دون طريقة تحكم في شد البراغي (نمط + شد متدرج).
ملاحظة:
يُحسن اختيار حجم الفلنجة وتصنيفها بعناية السلامة الميكانيكية ويقلل من تكرار الصيانة خلال عمر نظام الأنابيب.
جودة المورد واختيار فلنجات Sunhy
شهادات الجودة والاختبار
إجابة مباشرة:
تحقق من قدرة المورد بشهادات يمكنك التحقق منها، وإمكانية تتبع المواد التي يمكنك تدقيقها، والتفتيش/الاختبار المتوافق مع مواصفات مشروعك.
تعد الشهادات مهمة فقط إذا كان بإمكانك التحقق منها. اطلب أرقام الشهادات ونطاقها، وتأكد من أنها تنطبق على موقع التصنيع الذي ينتج فلنجاتك. بالنسبة لأنظمة الإدارة، تشمل المراجع الشائعة معايير ISO للجودة والبيئة والصحة والسلامة المهنية:
| الشهادة / المتطلب | الوصف |
|---|---|
| آيزو 9001 | إطار نظام إدارة الجودة (تحقق من النطاق + تغطية الموقع). |
| ISO 14001 | إطار نظام الإدارة البيئية (التحقق من النطاق + تغطية الموقع). |
| آيزو 45001 | إطار نظام إدارة الصحة والسلامة المهنية (يحل محل OHSAS 18001 في العديد من البرامج). |
| PED 2014/68/EU (مشاريع الاتحاد الأوروبي) | إطار الامتثال التنظيمي للمعدات ذات الضغط الموضوعة في سوق الاتحاد الأوروبي (تطبيق عند الاقتضاء). |
على الجانب الفني، محاذاة المواد والمعالجة الحرارية مع مواصفة معترف بها مثل ASTM A182/A182M عند استخدام شفة من الفولاذ المقاوم للصدأ المطروقة. بالنسبة لدرجات الفولاذ المقاوم للصدأ، المعالجة الحرارية ليست اختيارية—تأكد من الحالة المطلوبة (مخمدة بالحل، مبردة، إلخ.) وتأكد من انعكاسها في تقارير اختبار المصنع وسجلات التفتيش.
علامات الشفة والتوثيق
إجابة مباشرة:
اطلب وثائق تربط كل شفة برقم الدفعة، كيمياء/ميكانيكا المادة، ومتطلبات المواصفة الدقيقة للأبعاد والتصنيفات.
التوثيق السليم يثبت الجودة وإمكانية التتبع. على الأقل، اطلب تقارير اختبار المصنع وشهادات التفتيش التي تشير إلى متطلبات الشراء الخاصة بك. إذا كانت خدمتك تشمل ظروف حامضية أو تعرض لـ H2S، تأكد مما إذا كان مشروعك يتطلب قواعد مواد الخدمة الحامضية NACE/ISO، مثل ISO 15156 (تختلف متطلبات المشروع حسب الصناعة ومواصفات المالك). لمشاريع الاتحاد الأوروبي، تأكد من نطاق وثائق PED عند الاقتضاء: نص التوجيه 2014/68/EU.
إذا كنت تشتري من Sunhy، طبّق نفس الانضباط: اطلب إمكانية التتبع، تأكد من الامتثال للمعايير (الأبعاد/التصنيفات)، واحتفظ بالمستندات المرفقة ببند الطلب في حزمة سجلات الجودة الخاصة بك.
الدعم العالمي وخدمة العملاء
إجابة مباشرة:
اختر الموردين الذين يمكنهم الإجابة على الأسئلة الفنية كتابةً، وتقديم الوثائق بسرعة، ودعم حل عدم المطابقة دون تأخير.
الدعم الفني جزء من التحكم في المخاطر. قبل الشراء، تأكد من أن المورد يمكنه (1) تقديم المستندات المطلوبة (MTR، تقارير الأبعاد، PMI إذا تم تحديدها)، (2) تلبية معايير الفلنجة ومتطلبات الوجه، و(3) الرد على مشكلات NCR/الجودة بعملية تصحيحية موثقة. الأمور اللوجستية مهمة أيضًا: يجب أن تحمي التغليف الوجوه المشغولة وتحافظ على ملصقات التتبع خلال الشحن والتخزين.
نصيحة:
تحقق دائمًا من موثوقية المورد من خلال فحص إمكانية التتبع، وطلب عينات من المستندات، والتأكد من كيفية حماية وجوه الفلنجة أثناء النقل. تلف الوجه هو سبب شائع لتسربات بدء التشغيل.
يمكنك اتخاذ خيارات آمنة وموثوقة باتباع كل خطوة في عملية اختيار الفلنجة.
تحقق من الضغط ودرجة الحرارة وتوافق المواد. تأكد من المعايير والوجه وضبط التثبيت. استخدم قائمة مراجعة قرار قصيرة قبل إصدار أمر الشراء:
| نقطة القرار | الوصف |
|---|---|
| ظروف التصميم | ضغط/درجة حرارة التصميم موثقة (بما في ذلك التموجات والدورات) وفئة/PN تم التحقق منها عند درجة حرارة التصميم. |
| النظام القياسي | نظام ASME class مقابل نظام EN/DIN PN محدد؛ لا توجد أنماط براغي/اتفاقيات أوجه مختلطة. |
| أساس المادة | تم اختيار الدرجة وفقًا لآلية التآكل؛ تم تحديد مواصفات المادة (مثل،, ASTM A182/A182M حيثما ينطبق). |
| تحكم التجميع | الجلدة + السطح المختار كنظام؛ طريقة شد البراغي مضبوطة (الرجوع إلى ASME PCC-1 عند الاقتضاء). |
| التوثيق | تقارير اختبار المواد، والعلامات، وسجلات التفتيش مرتبطة برقم الدفعة ومتطلبات الشراء. |
دائماً تحقق مرتين من التوافقية والمعايير قبل اختيار الفلنجة النهائي. للمشاريع المعقدة، احتفظ بأساس الاختيار مكتوباً واجعله قابلاً للمراجعة مع أصحاب المصلحة في الأنابيب/التصميم/الصيانة لتجنب إعادة العمل المكلفة.
الأسئلة الشائعة
ما الفرق بين فلنجات الفولاذ المقاوم للصدأ من النوع 304 و 316؟
يقدم الفولاذ 316 مقاومة محسنة للتآكل الموضعي لأنه يحتوي على الموليبدينوم (Mo).
عادةً ما تختار 316/316L عندما تجعل الكلوريدات أو المواد الكيميائية العدوانية التآكل النقري/الشقي خطراً واقعياً. يمكن أن يكون 304 مقبولاً في بيئات أنظف ومنخفضة الكلوريدات.
- استخدم 304 للخدمة اللطيفة حيث يكون التعرض للكلوريدات والترطيب محدوداً.
- استخدم 316/316L عندما تتوقع وجود كلوريدات، أو مواد كيميائية تنظيف، أو ترطيب مجاور للبيئة البحرية.
- لخدمات الكلوريد ذات الشدة الأعلى، قم بتقييم درجات الدوبلكس باستخدام أساس تآكل موثق (الرجوع إلى مفاهيم الفحص مثل توجيهات PREN).
| الصف | أفضل استخدام | مقاومة التآكل الموضعي (نسبياً) |
|---|---|---|
| 304 | الأنابيب العامة في بيئات منخفضة الكلوريدات | متوسط |
| 316 / 316L | الخدمة الكيميائية/المجاورة للبيئة البحرية | أعلى من 304 (تحتوي على الموليبدينوم) |
كيف أعرف تصنيف ضغط الفلنجة الذي يجب اختياره؟
استخدم ضغط التصميم ودرجة حرارة التصميم، ثم تحقق من التصنيف المسموح به من جداول المواصفة الحاكمة.
لا تحدد الفئة/PN باستخدام التصنيفات المحيطة. في أنظمة ASME، قم بتأكيد اختيارك مقابل ASME B16.5 أو ASME B16.47 جداول لمجموعة المواد الخاصة بك.
- ابدأ بضغط التصميم/درجة حرارة التصميم (تضمين التموجات الموثوقة والدورات الحرارية).
- تأكد من مجموعة المواد وسلوك تخفيض التصنيف بدرجة الحرارة.
- اختر أدنى تصنيف يلبي المتطلبات مع هامش المشروع المطلوب والأساس الموثق.
هل يمكنني خلط معايير الفلنجات المختلفة مثل ANSI و DIN؟
غير موصى به.
يؤدي خلط أنظمة المواصفات عادةً إلى عدم تطابق نمط البراغي وعدم موثوقية جلوس الحشية. حافظ على نظام مواصفات واحد من البداية إلى النهاية، أو استخدم حل انتقالي مصمم هندسياً بشكل صحيح. للرجوع إلى نطاق ومتطلبات فلنجة EN، انظر نظرة عامة على DIN EN 1092-1.
لماذا أحتاج إلى تقارير اختبار المصنع (MTRs) لفلنجاتي؟
تقارير اختبار المواد تثبت التركيب الكيميائي للمادة، الخواص الميكانيكية، وإمكانية التتبع إلى رقم الصهر.
إذا كان طلبك يشير إلى مواصفة مادية مثل ASTM A182/A182M, ، فإن شهادة اختبار المواد (MTR) هي الوثيقة التي تظهر أن الفلنجة الموردة تلبي متطلبات المواصفة. للأعمال الحرجة، قم بإقران مراجعة شهادة اختبار المواد (MTR) مع تحديد الهوية الإيجابي للمادة (PMI) عند الحاجة من قبل المشروع.
كيف يمكنني التأكد من الحصول على الفلنجة المناسبة لمشروعي؟
استخدم قائمة مراجعة الطلب وقائمة مراجعة التجميع — ثم احتفظ بالسجلات.
قبل الطلب، حدد المدخلات التقنية. قبل التشغيل، قم بتجميع الوصلة باستخدام إجراء مضبوط (شد نمطي، تزييت مؤكد، شد مرحلي)، متوافق مع توجيهات مثل ASME PCC-1 عند التطبيق.
- قائمة مراجعة الطلب: NPS/DN، الفئة/PN، الوجه، القطر الداخلي/الجدول، الدرجة (مثل، 316L مقابل 316)، مواصفة المادة (مثل، ASTM A182)، حالة المعالجة الحرارية، مواصفة التثبيت، نوع الحشية، المستندات المطلوبة.
- قائمة مراجعة التجميع: حالة الوجه، الحشية الصحيحة، حالة البرغي والتزييت، نمط الشد + التقسيم المرحلي، فحص التسرب بعد استقرار حراري حيث يُسمح بذلك.



