Выбор гигиенических фитингов начинается с соответствия вашему фактическому продукту, химии очистки и геометрии линии, затем проверки гигиенического дизайна, пригодности для контакта с пищевыми продуктами, совместимости материалов и деталей монтажа. That sequence matters because many fitting failures in food plants do not begin as obvious mechanical failures. They usually start as product hold-up, poor drainability, gasket incompatibility, weld defects, or missing documentation, then turn into contamination findings, repeat CIP failures, leaks, or audit nonconformities. In food processing, the fitting-related issues that most often create trouble include:
- Отсутствие или неполная прослеживаемость материалов, записей о составе прокладок или доказательств качества поверхности для деталей, контактирующих с продуктом
- Мертвые ответвления вокруг приборов, точек отбора проб или коллекторов клапанов, которые не очищаются или не дренируются стабильно
- Неправильный материал прокладки для фактического продукта, щелочи, кислоты, дезинфицирующего средства или воздействия горячей воды/SIP
- Несоответствие фланцев, плохое качество внутренней сварки или сборки хомутов, принудительно выровненные во время монтажа
You need practical selection logic, not generic catalog language. This guide focuses on what actually affects cleanability, drainage, seal life, changeover control, and audit readiness in food and beverage service. SUNHY can then support the supply side with documentation, material traceability, and application review once your technical requirements are clear.
Начните с реального пищевого процесса, а не с каталога
Требования к продукту и среде
Вы должны подбирать фитинги под конкретный продукт и технологическую среду, а не под общее описание продукции. В пищевой промышленности среда — это не просто “жидкий пищевой продукт”. Необходимо определить pH, содержание жира, белковую нагрузку, концентрацию сахара, воздействие хлоридов, вязкость, размер частиц, аллергенный профиль, а также подвергается ли линия воздействию щелочи, азотной кислоты, перуксусной кислоты, горячей воды или пара во время очистки. Каждый фактор влияет на то, что должен выдерживать фитинг и насколько легко его будет очищать.
- Совместимость материалов— убедитесь, что материал корпуса, прокладка, седло и любое воздействие смазки подходят как для продукта, так и для фактической химии CIP/SIP. Фитинг, который выдерживает продукт, но разбухает или трескается под действием дезинфицирующего средства, всё равно является неподходящим.
- Температурный диапазон — проверьте нормальную рабочую температуру, температуру CIP, температуру горячей воды для дезинфекции и любые аварийные условия. Температура влияет на скорость коррозии, остаточную деформацию прокладки и заявленную пропускную способность по давлению.
- Воздействие очистки — подтвердите, должна ли сборка выдерживать многократную химическую очистку, CIP с высоким расходом, пенную очистку, ручную разборку или паровую стерилизацию. Метод очистки меняет как предпочтения в конструкции, так и нагрузку на обслуживание.
- Чистота поверхности и состояние сварки — гладкие, правильно обработанные поверхности, контактирующие с продуктом, уменьшают удержание остатков и облегчают валидацию, но только если внутренние сварные швы, выравнивание фланца и состояние теплового оттенка также контролируются.

If you process dairy, beverages, or high-protein foods, this is where many avoidable mistakes begin. A common field example is a sauce or brine line specified in 304L for general service, then exposed to more aggressive chloride-bearing cleaning or product residue at clamp crevices. The visible symptom may start as tea staining or local pitting near the seal land, but the root cause is usually a chemistry-and-crevice mismatch rather than “bad stainless” alone.
Режим процесса и стратегия очистки
Ваша стратегия очистки определяет, какая конструкция фитинга практична, а какая лишь выглядит приемлемой на бумаге. Линия, спроектированная для закрытой, повторяемой CIP, не требует той же стратегии соединения, что и компактная установка для периодических процессов, которая часто разбирается для смены продуктов. Вам необходимо заранее решить, является ли система в основном закрытой и автоматизированной, регулярно разбираемой или гибридом обоих.
- Компоновка оборудования и то, является ли процесс полностью закрытым, частично открытым или часто прерываемым для инспекции
- Уровень автоматизации очистки, валидации и управления сменой режимов
- Компромисс между быстрой разборкой, сроком службы уплотнений, временем простоя и стабильностью очищаемости
СИП-обслуживание обычно предпочитает фитинги и клапаны с предсказуемой внутренней геометрией, хорошей дренируемостью и минимальными ловушками для продукта. Ручная очистка может допускать большее вмешательство оператора, но также повышает вариативность между сменами. Практический пример: точка отбора проб на молочном производстве, установленная на длинном ответвлении от основной линии: линия может пройти нормальный цикл СИП, но ответвление для проб всё ещё может удерживать остатки, потому что скорость, смачивание и дренаж плохи в этом кармане. Исправление обычно геометрическое — более короткое ответвление, лучшая ориентация или более чистая конструкция пробоотборного клапана — а не более сильные химикаты.
Размер, поток и совместимость соединений
Вы должны убедиться, что фитинги соответствуют стандарту гигиенической трубы, фактическому режиму потока и системе соединений, используемой на линии. Это не только вопрос размера. В гигиеническом обслуживании неправильное семейство стандартов может создать несоответствие допусков, несоответствие сварки, проблемы с уплотнениями, плохую дренируемость или путаницу при замене во время технического обслуживания. Используйте таблицу ниже в качестве практической справочной основы:
| Атрибут | Спецификация |
|---|---|
| Эталонные стандарты | Типичные пищевые проекты могут включать трубопроводы по стандартам BS 4825, EN 10357 / DIN 11850, зажимные соединения DIN 32676, асептические соединения DIN 11864 или ASME BPE для линий повышенной чистоты; стандарт трубопровода должен соответствовать стандарту фитинга. |
| Шероховатость поверхности (типичное требование проекта) | Ra ≤ 0,8 мкм является распространенным базовым значением для многих пищевых контактных поверхностей, но окончательное принятие должно соответствовать применимой спецификации заказчика, стандарту трубы/фитинга и требованиям к сварке. |
| Распространенные материалы корпуса | 304L и 316L являются наиболее распространенными вариантами нержавеющей стали для пищевых фитингов; 316L часто предпочтительнее при воздействии хлоридов, агрессивной очистке или необходимости более высокого запаса по коррозии в условиях эксплуатации. |
| Проверка совместимости | Проверьте наружный диаметр, толщину стенки, допуски, профиль втулки, геометрию прокладки и серию зажима вместе. “Одинаковый номинальный размер” не гарантирует взаимозаменяемость пищевых деталей. |
| Типовые применения | Молочная, напиточная, пивоваренная промышленность, жидкие пищевые продукты, передача ингредиентов, пищевые системы, смежные с биотехнологией, и интерфейсы утилитарных/технологических процессов с повышенной очищаемостью. |
| Последствия монтажа | Правильное соответствие стандартов снижает риск принудительной сборки, образования внутренних ступеней, повреждения прокладок и путаницы с запасными частями в будущем. |
| Влияние на техническое обслуживание | Стандартизированные семейства соединений значительно упрощают замену уплотнений, управление запасами и отслеживаемость аудита в течение всего срока службы линии. |
By starting with the real process instead of the catalog, you avoid a common purchasing mistake: selecting by price and nominal size first, then discovering later that the fitting family, gasket compound, or internal geometry does not match the plant’s cleaning reality.
Определите гигиенический риск перед выбором типа фитинга
Где обычно начинается загрязнение
Загрязнение в пищевых линиях часто начинается на переходах, уплотнениях и участках с низким потоком, а не в середине прямой трубы. Вот почему точкам соединения следует уделять больше внимания, чем обычно отводится в каталогах. На реальных предприятиях основными причинами загрязнения или сбоев очистки вокруг фитингов являются:
- Частицы — сварочный шлак, ржавчина, металлическая стружка, фрагменты поврежденных прокладок и монтажный мусор, оставленные в линии после изготовления или обслуживания
- Вода и конденсат — плохой дренаж на горизонтальных отводах, низких точках, корпусах клапанов или неправильно наклоненных участках трубопровода
- Перенос смазки или коммунальных сред — особенно там, где сжатый воздух или газ вводятся рядом с оборудованием, контактирующим с продуктом, и не были должным образом обработаны
- Микроорганизмы и остаточные пленки — чаще всего там, где есть мертвые зоны, грубые сварные швы, поврежденные уплотнения, затененные участки или неполное смачивание при CIP
Практический подход к устранению неисправностей таков: когда одно и то же соединение постоянно показывает положительные результаты по АТФ, микробиологические положительные результаты или удерживает запах после в остальном приемлемой мойки, причина часто заключается в локальной геометрии, состоянии уплотнения или ориентации дренажа, а не в недостаточной концентрации моющего средства по всему предприятию.
Очищаемость и дренируемость
Очищаемость и дренируемость — это два конструктивных фильтра, которые отделяют фитинги, “выглядящие как пищевые”, от фитингов, которые фактически ведут себя гигиенично в эксплуатации. Вам нужны фитинги, спроектированные для минимизации удержания остатков и для полного опорожнения после передачи продукта и после CIP. Ищите эти особенности:
- Избегание щелей — соединения, контактирующие с продуктом, не должны создавать узкие, застойные карманы, где остатки выживают при химическом контакте, но остаются трудными для промывки
- Гладкие, непрерывные внутренние поверхности — чистота поверхности помогает только тогда, когда она сочетается с выравниванием встык, чистыми сварными швами и неповрежденными посадочными местами уплотнений
- Самотечная геометрия — ответвления, корпуса клапанов и ориентация патрубков должны обеспечивать полный дренаж, а не оставлять остаток продукта или промывочной воды
- Закругленные переходы и отсутствие резких внутренних уступов — резкие внутренние ступени увеличивают удержание продукта и зоны затенения при очистке
- Контролируемые уплотнения и проходы валов — эластомеры должны уплотнять без выдавливания, разрывов или хронического пережатия, потому что поврежденные уплотнения быстро становятся гигиенически слабыми местами

Одна из повторяющихся проблем - это соединения с хомутами, которые выглядят нормально снаружи, но собраны на слегка несовпадающих обжимных кольцах. Операторы затягивают хомут до тех пор, пока утечка не прекратится, но тогда прокладка зажимается неравномерно, образуя внутренний выступ и сокращая срок службы уплотнения. Краткосрочный результат - сухая линия, которая “удерживает давление”. Долгосрочный результат - более сложная очистка, повторные вызовы по утечкам и преждевременная замена прокладок.
Выбор на основе риска по чувствительности продукта
Чувствительность продукта должна изменять ваш порог выбора. Не каждая пищевая линия несет одинаковые гигиенические последствия, если фитинг задерживает остатки или уплотнение начинает разрушаться. Молочные продукты с низкой кислотностью, высокобелковые напитки, системы смены аллергенов, ингредиенты детского питания, асептические интерфейсы и микробиологически чувствительные продукты заслуживают более консервативного подхода к выбору, чем передача низкорисковых коммунальных услуг или краткосрочное некритическое обслуживание. В линиях с более высоким риском вам следует отдавать предпочтение 316L, где это оправдано химически, минимизировать мертвые зоны ответвлений, ужесточить контроль сварки и отделки, а также использовать системы соединений, которые легче проверять и документировать. На линиях с более низким риском правильным решением все еще может быть более простое соединение - но оно все равно должно быть очищаемым, дренируемым и химически совместимым с фактическим процессом.
Соответствие и стандарты для пищевых фитингов
Требования безопасности пищевых продуктов и контакта с пищевыми продуктами
Вы должны выбирать пищевые фитинги, которые удовлетворяют как ожиданиям гигиенического дизайна, так и требованиям к материалам, контактирующим с пищевыми продуктами, на рынке, который вы обслуживаете. На практике это означает, что вам следует прекратить использовать общие формулировки, такие как “фитинг, одобренный FDA”, если вы не можете указать точный материал или область применения компонента. Для пищевых фитингов правильный подход - проверять сборку через марку материала, декларацию эластомера, отделку, качество сварки, предполагаемые условия использования и записи прослеживаемости.
| Тип требования | Описание |
|---|---|
| 3-A Санитарным Стандартам | Широко используемые критерии гигиенического дизайна для пищевого и молочного оборудования. Полезно, когда переработчик, спецификатор или регулятор ожидает язык дизайна 3-A или модель оборудования, покрытую символом 3-A. |
| FDA 21 CFR 117.40 | Требует, чтобы поверхности, контактирующие с пищевыми продуктами, были достаточно очищаемыми, коррозионностойкими при контакте с пищей, изготовлены из нетоксичных материалов и способны выдерживать предполагаемое воздействие пищи и очистки. |
| Регламент ЕС (EC) № 1935/2004 | Требует, чтобы материалы и изделия, контактирующие с пищевыми продуктами, предотвращали вредную миграцию и неприемлемые изменения состава пищи или органолептических свойств при нормальных или предвидимых условиях использования. |
- Пригодность для контакта с пищевыми продуктами должна быть проверена для фактического сплава корпуса, эластомера, седла и любых вспомогательных материалов, которые могут контактировать с продуктом.
- Доказательства соответствия наиболее убедительны, когда они специфичны для конкретного соединения и условий использования, особенно для уплотнений и прокладок.
Совет: В гигиенических проектах запрашивайте доказательства на уровне сборки, когда это возможно — материал корпуса, состав уплотнения, состояние отделки и прослеживаемость — а не просто общее заявление, скопированное из нижнего колонтитула каталога.
Стандарты гигиенического дизайна и принятые практики
Вам необходимо понимать, какие стандарты регулируют дизайн, какие регулируют безопасность контакта с пищевыми продуктами и какие регулируют системы безопасности пищевых продуктов на предприятии. Они не взаимозаменяемы. Для большинства проектов в пищевой и питьевой промышленности основные ссылки обычно включают:
- 3-A SSI standards для критериев проектирования гигиенического оборудования и, где указано, авторизации символа 3-A с проверкой третьей стороной
- принципы гигиенического проектирования EHEDG для риск-ориентированного гигиенического проектирования и мышления о чистоте
- рамка FDA CGMP / превентивных мер контроля для санитарных, заводских, технологических обязательств и контроля загрязнения в США.
Food-safety system standards such as ISO 22000, FSSC 22000, BRCGS, or IFS matter too, but they do not replace the need to select a fitting geometry that actually drains and cleans. Documentation and HACCP review do not rescue a poor branch design.
Сертификации и документация
Вы должны рассматривать документацию как часть гигиенической спецификации, а не как запоздалую мысль после покупки. Для критических фитингов и клапанов, контактирующих с пищевыми продуктами, минимальный полезный пакет документов должен быть определен до отправки RFQ.
- Сначала определите применимое семейство стандартов и требования заказчика — 3-A, внутренняя спецификация на основе EHEDG, ожидания FDA/США по контакту с пищевыми продуктами, требования ЕС по контакту с пищевыми продуктами или заводской гигиенический стандарт.
- Подтвердите, какие доказательства требуются для точного компонента: сертификат материала, декларация прокладки, заявление о финишной обработке, данные о давлении-температуре, запись о сварке или пассивации, и маркировка прослеживаемости.
- Если требуется покрытие символа 3-A, убедитесь, что точная модель оборудования или область применения компонента фактически покрыта, а не предполагается только по репутации бренда.
- Запросите образцы документов до утверждения, включая сертификаты завода EN 10204 3.1, где это уместно, декларации материалов уплотнений и любые данные о продукте, относящиеся к очищаемости.
- Убедитесь, что документальный след всё ещё может связать установленный фитинг с записью о покупке, партией, плавкой или компонентной партией во время аудита или расследования продукта.

Распространённая проблема аудита заключается не в том, что сам фитинг неправильный, а в том, что завод не может быстро доказать, что было установлено после технического обслуживания. Когда прокладка заменяется на визуально похожую, но другую по составу, гигиенический риск может оставаться скрытым до тех пор, пока в процессе эксплуатации не проявятся набухание, удержание запаха или химическое воздействие.
Примечание: Для гигиенических фитингов наиболее полезными записями являются те, которые немедленно отвечают на четыре вопроса: какой материал, какой состав уплотнения, какое состояние финишной обработки и какая партия или плавка была установлена.
Выбор материала и конструкции для пищевой переработки
Нержавеющая сталь и неметаллические материалы
Вы должны выбирать материалы, устойчивые к фактическому продукту, фактической химии очистки и реальному режиму технического обслуживания линии. Нержавеющая сталь остаётся стандартным материалом корпуса для большинства гигиенических фитингов, но гигиеническая производительность зависит не только от названия марки. Состояние финишной обработки, качество сварки, пассивация, конструкция щелей и состав уплотнения обычно определяют, останется ли фитинг без проблем в эксплуатации.
| Выбор материала | Коррозия / Условия эксплуатации | Лучший вариант применения |
|---|---|---|
| Нержавеющая сталь 304L | Распространенный и экономичный вариант для многих нейтральных пищевых и напиточных применений, но менее устойчив в условиях, где присутствуют хлориды, агрессивные моющие средства или постоянное воздействие щелей в процессе эксплуатации. | Общее гигиеническое применение при умеренной химической среде и хорошо изученном запасе по коррозии. |
| Нержавеющая сталь 316L | Обычно предпочтительна там, где ожидается продукт с содержанием хлоридов, соль, кислотная очистка или требуется более высокий запас по коррозии; также широко применяется в более требовательных гигиенических средах. | Молочная промышленность, рассолы, соусы, системы ингредиентов, более агрессивные режимы CIP и гигиенические контуры с повышенным риском. |
| Материалы уплотнений, такие как EPDM, FKM, PTFE или другие | Выбор зависит от температуры, воздействия жиров/масел, химии санитайзеров, риска остаточной деформации и частоты разборки. | Выбирайте по совместимости материала и рабочему диапазону, а не по привычке или наличию на складе. |
На практике выбор уплотнения вызывает почти столько же гигиенических проблем, как и выбор металла. Один из распространенных примеров — эластомерная прокладка, которая выдерживает воздействие продукта, но разбухает после многократных циклов горячей щелочи и кислоты. Видимая неисправность может проявляться как утечка в зажиме или прокладка, которая “смещается” при повторной сборке, но первопричина — химическая совместимость плюс история сжатия.
Вы также можете увидеть уплотнительные компоненты с покрытием из PTFE или на основе PTFE, используемые там, где химическая стойкость является основным фактором. Это может хорошо работать, но упругость уплотнения, поведение при посадке и обращение при сборке все равно должны учитываться. Химически стойкое уплотнение, которое не садится надежно в реальном зажимном узле, не является гигиеническим улучшением.

Типы пищевых фитингов и клапанов
Вам необходимо выбрать тип фитинга и клапана в соответствии с этапом процесса, частотой проверок и гигиеническими последствиями отказа. Наиболее распространенные варианты пищевых соединений и клапанов включают:
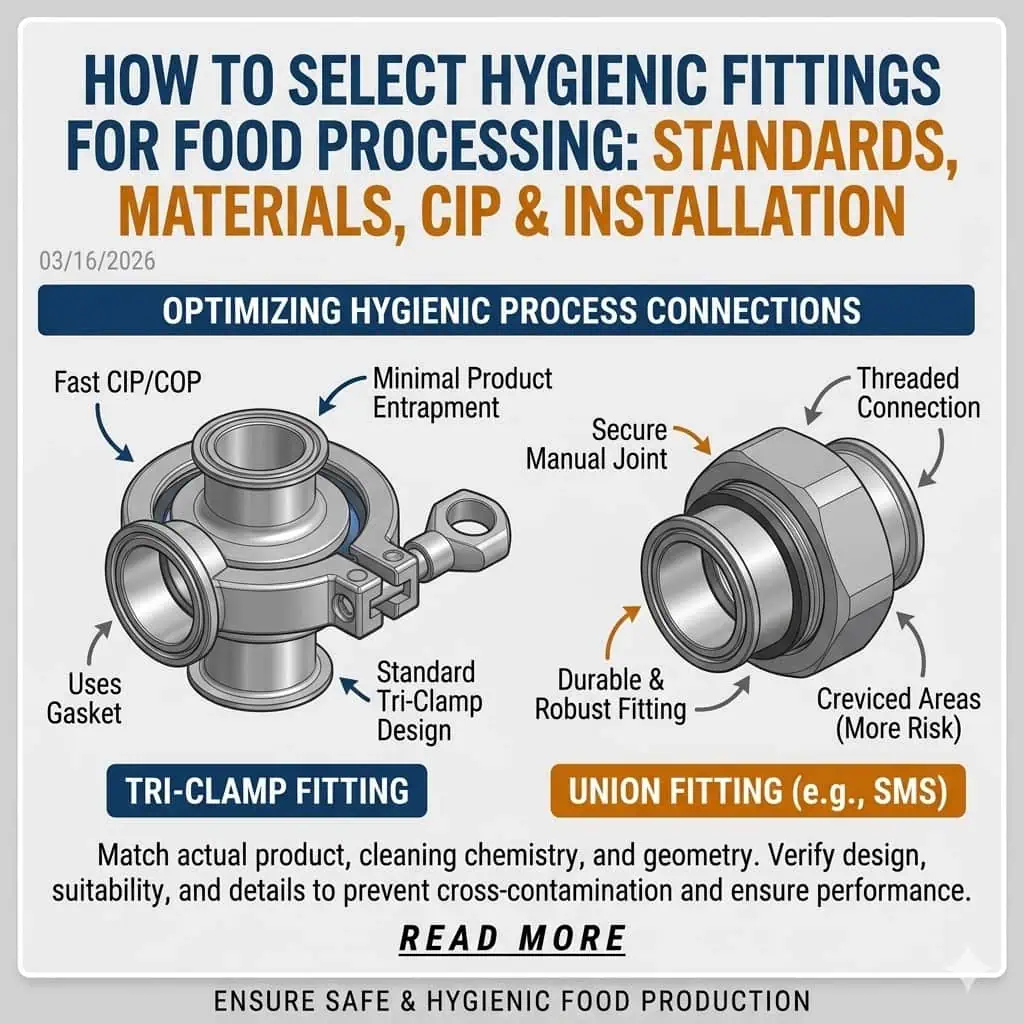
- Соединения Tri-clamp / зажимные: Быстро открываются и широко используются. Лучше всего подходят там, где важны проверка и регулярная замена уплотнений, но только при правильном выравнивании фланца, выборе прокладки и серии зажима.
- I-Line или тяжелые пищевые механические соединения: Полезны там, где требуется более высокая механическая прочность, устойчивость к вибрации или давление по сравнению с легкими зажимными соединениями.
- Сварные пищевые соединения: Предпочтительны там, где требуется минимальная разборка и наименьшее количество механических соединений, но они требуют более прочной сборки и дисциплины качества бороскопа.
- Дисковые клапаны: Распространены для включения/выключения изоляции в пищевых линиях и относительно просты в обслуживании, но износ седла и дренаж корпуса все равно имеют значение.
- Шаровые клапаны: Могут работать в некоторых пищевых задачах, особенно там, где важна герметичность, но поведение внутренней полости и очищаемость должны быть тщательно проверены для пищевого применения.
- Мембранные клапаны: Часто предпочтительны там, где критически важны чистота, стерильность или разделение продукта.
- Обратные клапаны, пробоотборные клапаны и предохранительные устройства: Необходимы для защиты потока и отбора проб, но они часто создают мертвые зоны, когда длина ответвления и угол установки не контролируются.

Вы должны сопоставить каждый тип клапана или фитинга с поведением продукта, методом очистки, частотой открытия и последствиями внутренних остатков. Фитинг, который технически гигиеничен, но неудобен для осмотра, часто становится слепой зоной обслуживания.
Особенности гигиенического дизайна
Вы должны отдавать приоритет деталям дизайна, которые напрямую влияют на удержание остатков, доступ для осмотра и надежность уплотнения. В таблице ниже выделены особенности дизайна, которые наиболее важны в повседневной эксплуатации:
| Особенность | Описание |
|---|---|
| Способность к дренированию | Соединения, ответвления и корпуса клапанов должны полностью опорожняться после производства и после CIP. Остаточный объем пятки является повторяющимся риском загрязнения. |
| Контроль зазоров и сварных швов | Заподлицо выравнивание, полнопроходные гигиенические сварные швы и минимальные внутренние ступени уменьшают удержание остатков гораздо эффективнее, чем полировка только для внешнего вида. |
| Контроль уплотнений | Правильный профиль прокладки, состав и степень сжатия предотвращают выдавливание, разрыв и хронические переделки в местах соединения хомутов. |
Ключевые требования для каждого гигиенического клапана и фитинга:
- Сборки должны быть самотечными или намеренно ориентированы так, чтобы продукт и промывочная вода не застаивались.
- Поверхности, контактирующие с продуктом, должны оставаться гладкими, непрерывными и свободными от ямок, складок, острых уступов и перекосов.
- Материалы конструкции должны быть пригодны для контакта с пищевыми продуктами и способны выдерживать воздействие продукта и очистки, не становясь источником загрязнения.
Совет: Лучший гигиенический фитинг — не тот, у которого больше всего сертификатов в брошюре. Это тот, чья геометрия, материал, уплотнение и состояние сварки по-прежнему надежно очищаются после многократных производственных и ремонтных циклов.
Производительность, установка и обслуживание
Номинальные значения давления и температуры
Вы должны выбирать гигиенические фитинги и клапаны в соответствии с реальным сочетанием давления, температуры и условий эксплуатации, а не по одному заявленному значению давления. Опубликованные рейтинги различаются в зависимости от семейства соединений, размера, типа хомута, материала прокладки, выравнивания втулки, момента затяжки сборки и температуры. Вот почему таблицы классов фланцев не заменяют данные о гигиенических фитингах, и почему одна серия хомутов не может использоваться как универсальное правило для всех пищевых соединений.
You can use published sanitary clamp pressure tables as a practical illustration of how much ratings vary even within hygienic clamp families:
| Пример опубликованного хомута | Давление при 70°F | Давление при 250°F |
|---|---|---|
| Пищевая стяжка повышенной прочности, 1″–1 1/2″ | 500 фунтов на кв. дюйм | 300 psi |
| Пищевая стяжка высокого давления, 1″–1 1/2″ | 1000 фунтов на кв. дюйм | 800 фунтов на кв. дюйм |
| Пищевая стяжка повышенной прочности, 4″ | 300 psi | 150 фунтов на кв. дюйм |
| Пищевая стяжка высокого давления, 4″ | 800 фунтов на кв. дюйм | 600 psi |

Для три-зажимных клапанов и фитингов всегда проверяйте рейтинг полностью собранного соединения — втулок, прокладки, зажима и температуры — а не только материал корпуса. При реальном устранении неисправностей “фитинг вышел из строя при низком давлении” часто означает, что соединение было неправильно собрано, пережато или эксплуатировалось за пределами опубликованных допусков сборки.
Процедуры очистки и технического обслуживания
Вам нужна процедура технического обслуживания, основанная на гигиеническом риске и частоте открытия, а не на общем механическом календаре. Регулярный осмотр предотвращает накопление, деградацию уплотнений и незамеченные геометрические проблемы, которые могут привести к загрязнению. Практическая процедура выглядит так:
| Частота | Задачи технического обслуживания |
|---|---|
| При каждой смене / при каждом открытии | Осмотрите прокладки, контактирующие с продуктом, поверхности втулок и видимые уплотнительные поверхности; удалите поврежденные уплотнения; убедитесь, что перед повторной сборкой не осталось остатков, зазубрин или перекосов. |
| Еженедельно или на основе риска | Проверяйте хронические точки утечек, состояние зажимов, внешнюю резьбовую арматуру, седла клапанов и точки отбора проб; оцените, сохраняет ли какая-либо область повторно продукт или промывочную воду. |
| Periodic deep inspection | Open representative critical assemblies, inspect for pitting, weld discoloration, roughness, compression set, mineral buildup, and evidence of incomplete drainage; verify replacement parts match the approved compound and size. |
You should choose valves and fittings that can be inspected without turning every maintenance event into a production delay. A design that is theoretically cleanable but rarely opened in practice often becomes the same kind of hidden hygienic risk as a badly designed branch.
Installation Practicality
You must install hygienic fittings correctly or you will build contamination risk into the line on day one. Common installation errors include ferrules pulled together by clamp force, branches installed without drain-friendly orientation, unsupported piping that distorts valve bodies, and internal welds that were never inspected after fabrication. Address these issues with the following best practices:
- Train installers to align ferrules before closure rather than using the clamp to force components into position.
- Design branch points, instruments, and sample valves to minimize stagnant zones and improve drainage.
- Use the specified hygienic material grade and do not mix tube/fitting standard families unless compatibility has been checked dimensionally.
- Select assemblies that can be opened, cleaned, and reassembled repeatably without damaging the product-contact seal.
- For critical circuits, verify cleanability through review of branch geometry, drainability, CIP coverage, and—where justified—challenge testing or more detailed hygienic design review.

Tip: A leak at a hygienic clamp after startup is often an installation signal, not just a gasket problem. Check ferrule alignment, seal seating, clamp series, and whether the joint was closed under piping stress.
When these details are handled well, hygienic fittings support stable cleaning, faster maintenance, and fewer repeat deviations. When they are ignored, the same connection can become a permanent weak point in an otherwise well-designed line.
How to Select a Hygienic Fittings Supplier
Supplier Reputation and Technical Support
You should choose a supplier that can answer hygienic questions with drawings, tolerances, and records—not only with a sales sheet. A capable supplier understands why seal compression, internal weld finish, dimensional control, and traceability matter in food service. When you evaluate suppliers, use the following criteria:
| Критерии | Описание |
|---|---|
| Technical capability | The supplier should understand hygienic standards, tolerances, weldability, seal selection, and pressure-temperature limits for the exact connection family offered. |
| Quality systems | You need controlled documentation, lot traceability, deviation handling, and a consistent method for identifying revisions and approved materials. |
| Regulatory and hygienic support | The supplier should be able to explain what is covered by standards, what is covered by declarations, and what must still be verified at the assembly or application level. |
You should still ask for references from similar hygienic projects, but make the references technical. Ask how the supplier handled weld finish, material traceability, seal compatibility, and replacement-part control in comparable food and beverage applications. That tells you much more than a generic customer list.
Supplier Certifications and Traceability
You must verify supplier documentation and traceability before approval, especially for product-contact fittings and replacement seals. Traceability is not only for the initial delivery. It must still work after maintenance, gasket changes, and part substitution. Review the following evidence types:
| Evidence Type | Описание |
|---|---|
| Сертификаты на материалы | Ask for EN 10204 3.1 mill test certificates or equivalent traceability evidence for critical stainless components where project scope requires it. |
| Seal and food-contact declarations | The supplier should identify the exact gasket or seat compound, not just “food grade” as a vague claim. |
| Surface and fabrication records | Where finish, weld quality, passivation, or special fabrication matters, ask what evidence is available and how it maps to the delivered component. |
| Pressure-temperature data | You need product data for the actual connection type, size, seal, and temperature range—not a borrowed chart from a different series. |
| Traceability response capability | The supplier should be able to connect the delivered fitting or seal lot back to source documents without guesswork. |
You should also confirm how replacement parts are controlled. Many hygienic deviations start when a correct original assembly is later maintained with an undocumented substitute gasket, seat, or clamp. A supplier that supports hygienic service well will understand that the spare-parts trail is part of the food-safety trail.
Practical Selection Checklist for Hygienic Fittings
Questions to Answer Before Requesting a Quote
Before you request a quote, define the process conditions that actually drive hygienic selection. Use this checklist to guide your first technical discussion:
- What exactly flows through the line, and what cleans the line?
You should define product chemistry, viscosity, solids, allergen status, and the full CIP/SIP chemical and temperature profile. - Which hygienic standard family must the fitting match?
You need to confirm whether the line is built around BS 4825, EN/DIN hygienic tubing and clamp families, 3-A expectations, or a plant-specific standard. - What are the real operating limits?
You should provide design pressure, vacuum requirement, operating temperature, cleaning temperature, and whether shock, pulsation, or vibration is present. - How often will the connection be opened?
The answer affects whether quick-disconnect convenience or a more permanent welded approach is better for your hygiene and maintenance model. - What document package is required with delivery?
You need to specify material traceability, seal declarations, finish information, rating data, and any special quality documentation before ordering.
Tip: The clearest RFQs for hygienic fittings describe media, cleaning chemistry, operating limits, connection standard, and required documents in the first page—not after the supplier has already quoted the wrong series.
Questions to Ask Before Final Approval
Before you approve any hygienic fitting for production use, confirm that the installed assembly matches the intended hygienic duty. Ask these questions:
- Do the body material, seal compound, and connection standard match the approved specification?
You must confirm what is actually installed, not what was originally quoted. - Are the ferrules, branches, and welds aligned and drainable in the as-built condition?
You need to inspect the real installation because good components can still create a bad hygienic geometry. - Has the supplier provided the correct pressure-temperature information for this exact assembly?
You should confirm the rating by size, series, gasket, and temperature—not by catalog family alone. - Can the plant trace this fitting and its replacement seals back to supporting documents?
You need records that still work after commissioning and future maintenance. - Has the line been reviewed for likely hygienic weak points such as dead spaces, poor drainage, and repeat-open joints?
You want to identify cleaning failures before the first deviation does it for you.
Note: Final approval should close both the technical loop and the traceability loop. If you cannot prove what the fitting is, what seal is in it, and how it should be cleaned, approval is incomplete.
You should always start with the actual process, then review hygienic risk, compliance scope, material suitability, cleanability, pressure-temperature limits, and installation practicality. Selecting hygienic fittings is not about buying a polished part with a familiar label. It is about matching geometry, material, seal, and documentation to the real line. Before you request quotes or approve fittings, review the common mistakes below:
| Ошибка | Влияние |
|---|---|
| Assuming all “sanitary” fittings of the same size are interchangeable | Dimensional mismatch, seal problems, and spare-parts confusion |
| Ignoring gasket compound compatibility | Swelling, leakage, odor retention, and short seal life |
| Installing branches or valves without checking drainage | Residue retention, inconsistent CIP, and higher microbial risk |
| Using catalog pressure data from the wrong connection series | Unsafe service assumptions and avoidable startup failures |
| Treating documentation as optional | Weak audit defense and poor traceability after maintenance |
Work with suppliers that can support both the hardware and the evidence chain. In hygienic systems, a fitting is only as reliable as the geometry, seal, and records behind it.
Часто задаваемые вопросы
What is the most important factor when selecting hygienic fittings?
You must match the fitting to the real product, cleaning chemistry, and line geometry.
Nominal size alone is not enough. Review product sensitivity, CIP/SIP exposure, seal compound, drainability, and the applicable hygienic standard before approval.
How do I ensure fittings are easy to clean?
Choose fittings with smooth internal transitions, minimal dead spaces, and reliable drainage.
Also inspect weld quality, ferrule alignment, and seal condition. A smooth catalog finish does not help much if the installed joint creates a pocket or internal step.
Why is documentation important for hygienic fittings?
Documentation proves what was actually installed and helps preserve traceability after maintenance.
You need material certificates where required, seal declarations, rating data, and records that connect installed parts to approved specifications. Without that trail, audits and deviation investigations become much harder.
Can I use the same fittings for all food and beverage applications?
No, you must select fittings according to the specific process, hygiene risk, and cleaning regime.
Different products and cleaning agents change corrosion risk, seal life, and cleanability. A fitting that works well on one beverage line may be the wrong choice for dairy, sauce, allergen changeover, or higher-temperature cleaning duty.
Is 304L enough, or should I use 316L for hygienic fittings?
304L is often acceptable for moderate hygienic service, but 316L is usually the safer choice when chlorides, aggressive cleaning, or a higher corrosion margin are involved.
The correct choice depends on the actual product, CIP chemistry, temperature, crevice exposure, and customer specification. Grade selection should be confirmed with the real service envelope, not copied from another line.