
Для чтения маркировки фланцев начните с “цепочки идентификации”, нанесённой на фланец: клеймо производителя → действующий стандарт → размер → номинальное давление → обозначение материала → номер плавки/партии. Эта последовательность позволяет подтвердить (1) принадлежность фланца к правильной системе размеров (ASME “NPS/Class” против EN “DN/PN”) и (2) возможность его прослеживания до соответствующей плавки по сертификату Mill Test Report (MTR) или инспекционному сертификату EN 10204 до того, как фланец будет затянут. Маркировка важна, поскольку она обеспечивает прослеживаемость, безопасность и соответствие требованиям; она также выявляет наиболее распространённые ошибки на месте — сборки из разных стандартов, неправильный материал или документацию, не соответствующую физической детали.
| Требование | Описание |
|---|---|
| Название или торговая марка производителя | Постоянная идентификация производителя (первая проверка при приёмке и перед монтажом) |
| Стандарт | Ссылка на стандарт, нанесённая на деталь (например, EN 1092-1 для фланцев DN/PN или ASME B16.5 для фланцев NPS/Class) |
| Номер типа фланца | Конкретная идентификация типа фланца (EN “Type”/“Form” или обозначение проекта) |
| DN | Обозначение номинального диаметра, используемое в системах EN (не следует рассматривать его как измеренный наружный диаметр) |
| Обозначение PN | Номинальное давление, используемое в системах EN (проверьте пределы при температуре согласно спецификации проекта) |
| Марка материала | Обозначение материала (марка ASTM/EN), которое должно соответствовать сертификату и условиям эксплуатации |
| Номер плавки | Уникальный идентификатор, связывающий фланец с исходной плавкой/партией для прослеживаемости |
Что такое маркировка фланцев
Определение и назначение
Маркировка фланцев представляет собой набор символов, цифр и кодов, нанесённых штамповкой или гравировкой на фланец для идентификации его основных характеристик. На практике маркировка должна позволять быстро ответить на три инженерных вопроса: “Какая это размерная система?”, “Из чего он сделан?” и “Могу ли я проследить его до правильной партии и сертификата?” Стандарты и системы маркировки, такие как MSS SP-25 существуют для того, чтобы инспекторы могли последовательно идентифицировать производителя, обозначение номинала, материалы изготовления и любые специальные ограничения.
Типичный набор маркировки фланцев включает:
- Идентификация производителя или логотип (кто произвел и кто отвечает за прослеживаемость плавки).
- Обозначение материала (например, ASTM A182 марка для нержавеющих фланцев) и требуемое состояние термообработки.
- Идентификация уплотнительной поверхности/интерфейса в соответствии с действующим стандартом или проектной спецификацией (например, RF/RTJ или EN facing “Form”).
- Ссылка на стандарт (например, ASME B16.5 или EN 1092-1), чтобы не смешивать схемы сверления или системы номинальных давлений.
- Обозначение размера трубы (NPS для систем ASME, DN для систем EN) и любое требование к толщине/толщине стенки, применимое к типу фланца.
- Обозначение номинального давления (система ASME “Class” или обозначение EN “PN”), которое должно быть проверено при расчетной температуре.
- Номер партии или плавки, который должен соответствовать сертификату MTR/инспекции перед установкой.
Эти маркировки позволяют инженерам и инспекторам проверить, что каждый фланец соответствует требуемому стандарту и заказу на поставку. На объекте высшая ценность маркировок — не “идентификация ради самой идентификации”, а предотвращение установки неправильной детали. Если маркировки не соответствуют сертификату, считать фланец несоответствующим до разрешения несоответствия.
Важность для безопасности и соответствия
Маркировка фланцев защищает целостность соединения, поскольку предотвращает предотвратимые несоответствия до затяжки болтов. Маркировка предоставляет критически важную информацию о спецификациях таких как материал, обозначение класса и ссылка на стандарт. Эти детали используются для подтверждения: (1) прокладка и крепёж совместимы с системой уплотнения, и (2) фланец принадлежит к тому же семейству стандартов, что и сопрягаемый компонент.
- Маркировка фланцев обеспечивает совместимость с другими компонентами, выявляя различия в “DN/PN vs NPS/Class” и сверловке до сборки.
- Она поддерживает соответствие требованиям, связывая физическую деталь с требуемыми стандартами и документацией проекта (MTR, сертификаты контроля и требования заказа).
- Правильная идентификация снижает риск отказов, предотвращая установку неподходящего материала (например, использование 304 там, где риск точечной коррозии от хлоридов требует 316/дуплекс).
- Маркировка обеспечивает прослеживаемость для аудитов, технического обслуживания и отзывов — особенно когда номер плавки последовательно переносится через записи.
Реальность на объекте: большинство инцидентов с фланцами, связанных с “маркировкой”, начинаются как логистические проблемы — смешанные партии, перепутанная документация или маркировка, скрытая покрытием. Если эти проблемы не решаются при приёмке, их придётся устранять позже под давлением, во время ввода в эксплуатацию или после утечки.
Шпаргалка по маркировке фланцев (на первый взгляд)
Маркировка фланцев предоставляет основную информацию для быстрой идентификации и прослеживаемости. Инспекторы используют маркировку для подтверждения соответствия детали заказу, затем проверяют, что сертификат соответствует штампованному номеру плавки. Используйте шпаргалку ниже как “цеховой” дешифратор — затем сверьте с таблицами соответствующего стандарта и вашими проектными документами.
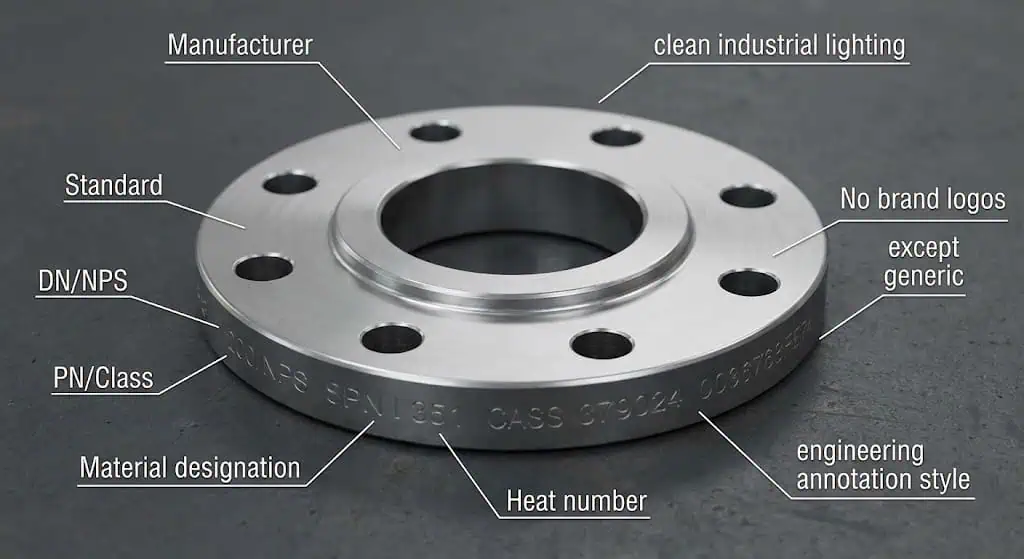
Таблица: Идентификатор / Значение / Пример / Соответствующий сертификат
| Идентификатор | Значение | Пример | Соответствующий сертификат |
|---|---|---|---|
| Производитель | Название или логотип производителя | SUNHY | Протокол заводских испытаний (MTR) / сертификат контроля (связывает производителя + плавку) |
| DN (Номинальный диаметр) | Номинальный размер, используемый в системах EN | DN100 | Заказ-наряд + запись о проверке размеров (и указано в пакетах сертификатов) |
| PN (Номинальное давление) | Обозначение номинального давления, используемое в системах EN | PN16 | Заказ-наряд + запись о проверке (проверить рейтинг при температуре согласно спецификации) |
| CLASS (Рейтинг ASME) | Обозначение рейтинга давления-температуры, используемое в системах ASME | Класс 150 | Заказ-наряд + ссылка на стандарт; проверить по таблицам давления-температуры ASME |
| Марка материала | Спецификация материала / марка, определяющая химический состав и свойства | ASTM A182 F316/316L | Сертификат материала / MTR (химический состав + механические свойства, привязанные к плавке) |
| Стандартный справочник | Семейство стандартов на размеры и маркировку | EN 1092-1 / ASME B16.5 | Комплект сертификатов + спецификация проекта (не смешивать семейства стандартов) |
| Номер плавки | Уникальный идентификатор плавки для прослеживаемости | HN12345 | Сертификат испытаний MTR / EN 10204 (должен точно соответствовать клейму) |
| Символ термообработки | Указывает заданное состояние термообработки, когда требуется | SA (Растворный отжиг) | Протокол термообработки (когда требуется по спецификации материала/спецификации проекта) |
Совет: Всегда сверяйте номер плавки и обозначение материала с комплектом сертификатов перед выпуском фланца на изготовление или монтаж. Если не удаётся их согласовать, изолируйте деталь и эскалируйте.
Общие маркировки фланцев включают DN, PN, CLASS, обозначение материала, ссылку на стандарт и номер плавки. Важно не просто распознать код, а доказать, что код соответствует документам, которые контролируют ваш риск.
- DN (Номинальный диаметр): определяет семейство номинальных размеров по EN; перед сборкой убедитесь в совместимости отверстий и сопрягаемых деталей.
- PN (Номинальное давление): определяет семейство номинальных давлений по EN; проверьте температурные ограничения в соответствии с применимым стандартом/спецификацией.
- CLASS: обозначение класса по ASME; не рассматривайте “Class 150” как единое значение psi — допустимое давление изменяется в зависимости от температуры и группы материала.
- Марка материала: подтвердите точный формат спецификации/марки, используемый для проекта (например, “A182 F316/316L”, а не общее “316”).
- Ссылка на стандарт: доказывает, относится ли фланец к семейству EN или ASME; это предотвращает несоответствие отверстий под болты и сборки “почти подходит”.
- Номер плавки: является якорем прослеживаемости; если он отсутствует, неясен или противоречив, вы не можете завершить прослеживаемость.
- Символ термообработки: помогает подтвердить состояние (например, аустенизированная нержавеющая сталь), если это требуется по спецификации.
Пример интерпретации маркировки фланца:
Фланец с маркировкой “SUNHY DN100 PN16 ASTM A182 F316/316L EN1092-1 HN12345” означает, что фланец произведён компанией Sunhy, имеет номинальный диаметр DN100 и обозначение давления PN16 в системе EN, кованый по ASTM A182 из стали марки 316/316L, соответствует размерному ряду EN 1092-1 и должен быть прослеживаемым до плавки HN12345 в пакете документов MTR/сертификата испытаний.
Как читать маркировку фланцев
Идентификация производителя
Прямой ответ: Идентификация производителя — это первая маркировка, которую нужно проверить при чтении маркировки фланцев, поскольку она закрепляет ответственность и прослеживаемость.
- Ищите название или товарный знак производителя выбитые на фланце (стиль логотипа должен быть единообразным в партии).
- Эта маркировка подтверждает происхождение и обеспечивает прослеживаемость; она должна совпадать с названием поставщика, указанным в пакете сертификатов.
- Инспекторы сверяют маркировку производителя на фланце с документацией (заказ на поставку, упаковочный лист и MTR/сертификат испытаний).
- Если маркировка производителя отсутствует, не соответствует или выглядит “перебитой”, считайте фланец несоответствующим до подтверждения.
| Шаг | Что вы делаете |
|---|---|
| Документация | Сопоставьте заказ на поставку, упаковочный лист и сертификационный пакет с номерами плавок, нанесёнными на фланцы |
| Визуальный осмотр | Убедитесь, что маркировка читаема (не скрыта под покрытием) и проверьте наличие повреждений на уплотнительной поверхности и в отверстиях под болты |
| Проверка количества | Подсчитайте изделия по размеру/классу давления и убедитесь, что смешанные партии разделены перед хранением |
| Детальная инспекция | Проверьте соответствие семейства стандартов (EN vs ASME), требования к уплотнительной поверхности и обозначения материала заказу |
| Отчётность | Зафиксируйте любое несоответствие (фото + номер плавки) и изолируйте детали до принятия решения |
Класс материала и код ASTM
Прямой ответ: Обозначение материала и спецификация материала ASTM (или EN) показывают металлургию, которую вы устанавливаете — и они должны соответствовать сертификату и условиям эксплуатации.
- Найдите обозначение материала, например “ASTM A182 F316/316L”, на маркировке фланца, затем подтвердите, что тот же формат указан в сертификате MTR.
- Эта маркировка указывает на действующую спецификацию материала (химический состав + механические требования) и снижает риск установки смешанных классов.
- Когда эксплуатация чувствительна к коррозии, класс материала — не бюрократическая деталь, он определяет риск точечной коррозии/коррозионного растрескивания под напряжением и долгосрочные затраты на обслуживание.
| Код ASTM | Марка материала | Значение |
|---|---|---|
| ASTM A105 | Углеродистая сталь | Обычно для фланцев из углеродистой стали; проверьте требования к ударной вязкости при применении в условиях низких температур. |
| ASTM A182 | Нержавеющая / Легированная сталь | Фланцы из нержавеющей и легированной стали с определённым химическим составом/механическими свойствами; распространённые марки включают F304/L и F316/L (подтвердите точный формат марки “F”). |
| ASTM A350 | Низколегированная сталь | Используется там, где применяются требования к ударной вязкости/низкотемпературным условиям; подтвердите класс/марку на сертификате MTR и спецификации проекта. |
Размер и толщина
Прямой ответ: Маркировка размера указывает на семейство номинальных диаметров труб (DN или NPS), и они должны соответствовать семейству стандартов сопрягаемого фланца и сверлению.
- Проверьте наличие маркировки DN (система EN) или NPS (система ASME) на фланце; не предполагайте, что DN и NPS взаимозаменяемы.
- Подтвердите, что семейство маркировки соответствует проектным чертежам и стандарту сопрягаемого компонента (EN против ASME).
- Если толщина/толщина стенки имеет значение для конструкции фланца (например, определенные детали сварного конца), проверьте требуемую толщину стенки по чертежам и тип фланца.
| Элемент | Важность |
|---|---|
| Номинальная толщина трубы | Обеспечивает подгонку для конструкций со сварным концом и поддерживает целостность соединения, когда конструкция требует единообразия толщины стенки. |
| Диапазон давления и диаметр | Определяет, правильно ли выбрано семейство фланцев (DN/PN или NPS/Class) для сопрягаемых деталей и предполагаемых условий эксплуатации. |
- Проверка семейства размеров предотвращает несоответствие отверстий под болты, неподходящую прокладку и переделку при монтаже.
- Размер и номинальное давление должны проверяться вместе; “правильный размер” с “неправильным семейством номинального давления” — частая причина отказов в полевых условиях.
Номинальное давление
Прямой ответ: Маркировка номинального давления указывает обозначение номинального давления (PN или Class), используемое в соответствующем семействе стандартов, и вы должны проверить допустимое давление при расчетной температуре.
- Ищите коды, такие как PN (EN) или CLASS (ASME), на маркировке фланцев; рассматривайте их как “семейства стандартов”, а не как общие обозначения прочности.
- Распространённые классы давления по ASME включают 150, 300, 400, 600, 900, 1500 и 2500 (доступность зависит от NPS и таблиц стандарта).
- Инспекторы используют эти маркировки для проверки соответствия фланца требованиям системы, затем сверяют допустимые давление-температуру по таблицам соответствующего стандарта.
- Это Стандартное семейство ASME B16.5 определяет рамки классов давления и размерные правила для фланцев в диапазоне NPS; выбор всё равно должен учитывать температуру и группу материала.
- Более высокие обозначения обычно поддерживают более высокую нагрузку, но только при правильном применении группы материала, температуры, крепежа и стратегии уплотнения.
- Номинальные давления должны рассматриваться как часть полной конструкции соединения (поверхность, прокладка, крепёж и метод сборки), а не как самостоятельный штамп.
Стандартный справочник
Прямой ответ: Стандартные справочные маркировки указывают, к какому размерному/номинальному семейству относится фланец — это самый быстрый способ избежать сборок из разных стандартов.
- Найдите код стандарта, например EN 1092-1 или ASME B16.5, нанесённый на фланец.
- Эти маркировки подтверждают размерное семейство, используемое для сверления, конвенций поверхности и обозначения номинала; они не взаимозаменяемы между семействами.
- Инспекторы проверяют, что ссылка на стандарт соответствует проектным спецификациям и стандарту сопрягаемого фланца/оборудования.
| Стандарт | Описание применения |
|---|---|
| ANSI/ASME | Определяет семейства NPS/Class, сверление, стандарты обработки торцов и размерные правила, широко используемые в перерабатывающих отраслях. |
| DIN | Исторически немецкая стандартизация; на практике многие проекты ссылаются на семейства EN 1092-1 PN/DN с метрическим сверлением. |
| EN | EN 1092-1 применяется к стальным круглым фланцам с использованием семейств DN/PN; подтвердите сверление PN/DN и обработку торцов “Формы” согласно спецификации. |
| API | Используется там, где применяются стандарты нефтегазового оборудования; проверьте область проекта и требуемые правила документации и прослеживаемости. |
- ASME B16.5: Основное семейство размеров и маркировки ASME для фланцев диапазона NPS (не предполагайте совместимость со сверлением по EN).
- EN 1092-1: Основное семейство размеров EN для фланцев DN/PN (проверьте сверление и серию PN относительно сопрягаемого компонента).
Номер плавки или партии
Прямой ответ: Маркировка номера плавки или партии обеспечивает связь прослеживаемости между фланцем в ваших руках и пакетом сертификатов в файле.
- Ищите уникальный номер плавки или код партии, нанесённый на фланец; он должен быть читаемым после обработки и до нанесения покрытия.
- Эта маркировка связывает фланец с его производственной плавкой и исходной выплавкой; она должна точно соответствовать сертификату (без пропущенных цифр, без переставленных символов).
- Инспекторы используют номер плавки для отслеживания фланца до химического/механического анализа в сертификате MTR и до записей инспекции на уровне партии.
- Номера плавок позволяют целенаправленно определить статус при возникновении несоответствия или отзыва; без номера плавки ваша прослеживаемость становится догадкой.
- Контроль на уровне партии также поддерживает разделение по размеру/классу/материалу, чтобы смешанные партии не попадали в производство.
- Эти идентификаторы обеспечивают проверку качества, подотчётность и соответствие требованиям на протяжении всей цепочки поставок.
Совет: Перед установкой выполните проверку двумя лицами: один считывает номер плавки с фланца, другой — из сертификата MTR/инспекции. Если они различаются, остановитесь.
Для чтения маркировки фланцев выполните следующие шаги для каждой маркировки:
- Определите название производителя или товарный знак и подтвердите соответствие поставщика в ваших документах.
- Проверьте обозначение материала и формат спецификации материала (ASTM/EN) и сверьте с сертификатом MTR.
- Подтвердите семейство размеров (DN против NPS) и совместимость сверления с сопрягаемым фланцем/оборудованием.
- Проверьте обозначение класса давления (PN или Class) и подтвердите допустимое давление при расчётной температуре.
- Убедитесь, что ссылка на стандарт соответствует стандартам проекта и семейству стандартов сопрягаемого компонента.
- Найдите номер плавки или партии и точно сопоставьте его с пакетом сертификатов.
- Зафиксируйте проверку (фото + номер плавки) для возможности аудита перед выпуском на установку.
Следуя этим шагам, инспекторы и инженеры могут точно считывать маркировку фланцев и поддерживать прослеживаемость от получения до затяжки болтов.
Объяснение прослеживаемости фланцев
Роль маркировки в прослеживаемости
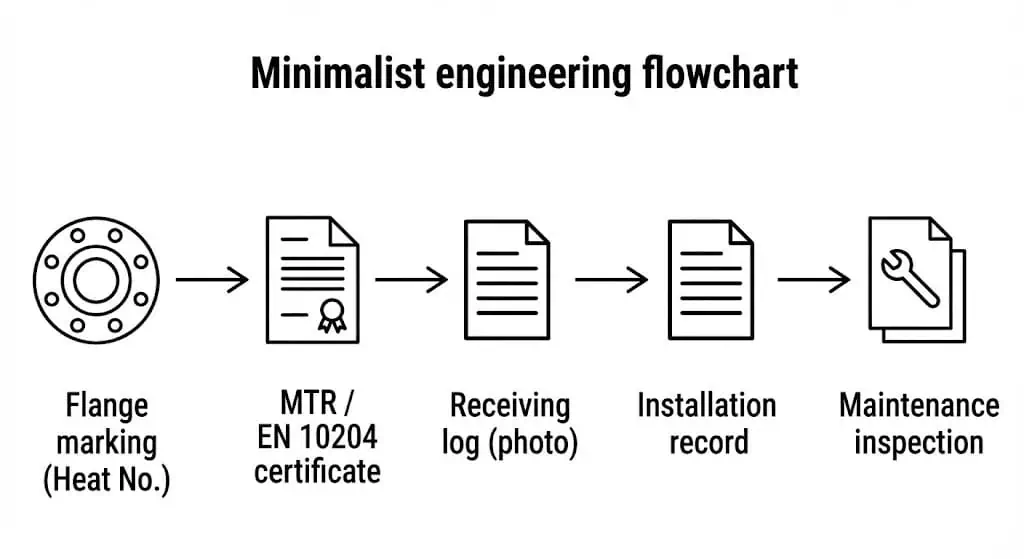
Маркировка на фланце создают физический “указатель” на записи, доказывающие происхождение, материал и соответствие. В контролируемой системе прослеживаемости номер плавки, нанесённый на фланец, является якорем, который связывает деталь с результатами испытаний материала, записями инспекции и документами о выпуске. Без этого якоря вы можете хранить документы, но не можете доказать, что они относятся к установленному фланцу.
Типичный процесс прослеживаемости включает несколько ключевых шагов:
- Маркировка производителя идентифицирует компанию ответственную за производство фланца и обеспечивает подотчётность.
- Обозначение материала связывает деталь с химическим составом/механическими свойствами, указанными в сертификате MTR/инспекции.
- Номер плавки связывает фланец с исходной плавкой/нагревом и пакетом сертификатов, хранящихся для проекта.
- Обозначение NPS/DN и класса давления (Class/PN) подтверждает, что фланец принадлежит к правильному размерному семейству для сопрягаемого компонента.
- Идентификация поверхности/особенностей способствует выбору прокладки и методу сборки соединения (зависит от проекта, но критично для герметичности).
- Там, где это требуется по рискам проекта, уникальные серийные идентификаторы улучшают прослеживаемость для критичных по безопасности соединений и аудитов.
- Специальные маркировки подтверждают, что процесс инспекции и соответствия был применён и задокументирован.
Примечание: Прослеживаемость считается полной только тогда, когда маркировка, сертификаты и записи о приёмке/установке полностью соответствуют друг другу. Если отсутствует один элемент (например, нечитаемый номер плавки), цепочка нарушена.
Маркировка поддерживает текущий контроль и техническое обслуживание, поскольку позволяет командам связать результаты инспекции с конкретной плавкой и пакетом сертификатов. В современных проектах цифровая маркировка (QR/серийный номер) может ускорить поиск записей, но физическое клеймо по-прежнему важно — бирки можно удалить или заменить, тогда как контролируемая маркировка на фланце остаётся.
Практические примеры прослеживаемости
Структурированная система прослеживаемости фланцев предотвращает инциденты безопасности и защищает график работ, выявляя риски поставки неправильных деталей на этапе приёмки. Приведённые ниже примеры отражают типичные ситуации на объектах: смешанные партии, перепутанная документация и несоответствия в семействах стандартов, которые легко упустить, когда бригады работают в условиях нехватки времени.
В следующей таблице показаны практические результаты контроля прослеживаемости:
| Описание доказательств | Влияние на безопасность/соответствие |
|---|---|
| Номер плавки на фланце соответствует пакету сертификатов MTR/инспекции, хранящемуся для проекта. | Обеспечивает аудируемую прослеживаемость и целенаправленное решение при обнаружении несоответствия. |
| Пакет сертификатов существует, но номер плавки на фланце отсутствует/нечитаем после нанесения покрытия или пескоструйной обработки. | Разрыв цепи прослеживаемости; фланец не должен устанавливаться до восстановления или замены идентификатора. |
| Стандартная ссылка показывает семейство EN с одной стороны и семейство ASME с другой (смешанная партия). | Высокий риск несоответствия отверстий под болты, неправильной посадки прокладки и вынужденной сборки; изолируйте и повторно проверьте перед монтажом. |
Протоколы прослеживаемости Sunhy включают:
- Клеймение каждого фланца уникальным номером плавки и клеймом производителя, затем поддержание этих идентификаторов согласованными во всех документах.
- Ведение записей партии, включая сертификаты MTR/инспекции и результаты размерного/визуального контроля для заказа.
- Поддержка извлечения записей, чтобы инспекторы могли сверить маркировку с документами перед установкой.
Такой уровень прослеживаемости сокращает переделку: если обнаружено несоответствие, команды могут изолировать только затронутую плавку/партию вместо остановки всей линии. Это также поддерживает долгосрочное обслуживание, поскольку можно связать проблему соединения с конкретной плавкой, сертификатом и записью установки.
Совет: При приемке сделайте четкое фото набора маркировки (включая номер плавки) и приложите его к пакету сертификатов. Эта одна привычка решает многие проблемы аудита и споров в дальнейшем.
Контрольный список инспекции покупателя
Тщательный контрольный список для покупателя помогает проверить точность маркировки фланцев и обеспечить прослеживаемость. Приёмка — это этап, на котором можно остановить риск получения неправильной детали с наименьшими затратами — до изготовления, до монтажа и до гидравлических испытаний.
В следующей таблице перечислены ключевые пункты для проверки во время инспекции:
| Пункт контрольного списка | Описание |
|---|---|
| Методы маркировки | Убедитесь, что маркировка является постоянной и разборчивой (штамповка, точечная или лазерная) и останется читаемой после обычных процессов обработки/нанесения покрытий. |
| Соответствие | Проверьте, соответствует ли семейство стандартов на фланце (ASME vs EN) заказу на поставку и семейству стандартов сопрягаемого компонента. |
| Маркировка ремонта | Проверьте наличие индикаторов ремонта/доработки, требуемых планом контроля качества проекта; убедитесь в наличии документации для любого отклонения, допущенного к использованию. |
| Читаемость | Убедитесь, что все маркировки (особенно номер плавки) можно прочитать без догадок; если неясно, изолируйте и запросите уточнение перед выпуском. |
Покупатели также должны выполнить следующие шаги во время инспекции:
- Сравните все маркировки на фланце с заказом на покупку и пакетом сертификатов; убедитесь, что размерная группа и группа давления соответствуют заказу.
- Убедитесь, что номер плавки напрямую связан с сертификатом MTR/инспекции; рассматривайте любое несоответствие как стоп-элемент.
- Проверьте, что обозначение материала и ссылка на стандарт соответствуют проектным спецификациям перед выпуском для монтажа.
Совет: Если маркировки трудно прочитать, очистите область (без удаления материала), затем сфотографируйте клеймо под косым светом. Если вы всё ещё не можете уверенно прочитать номер плавки, не монтируйте фланец.
Тщательный процесс инспекции снижает ошибки монтажа и обеспечивает долгосрочную безопасность. На практике этот контрольный список предотвращает два самых дорогостоящих исхода: переделку во время сборки и устранение неисправностей после утечки во время ввода в эксплуатацию.
Распространённые проблемы и способы их решения
Отсутствующие/неразборчивые маркировки
Отсутствие или нечёткость маркировки — это не “косметическая” проблема: она блокирует прослеживаемость и может остановить монтаж. Инспекторы обычно видят три основные причины: маркировка утрачена из-за коррозии/истирания, маркировка скрыта покрытием или маркировка изначально наносилась нестабильно. В таблице ниже показаны типичные проблемы на объекте:
| Тип проблемы | Описание |
|---|---|
| Износ или утрата маркировки | Маркировка выцветает из-за коррозии, пескоструйной обработки или истирания; проверяйте читаемость при приёмке и перед нанесением покрытия/монтажом. |
| Неправильная интерпретация | Разные стандарты используют разные обозначения (DN/PN против NPS/Class); ошибочная интерпретация ведёт к установке неправильной детали. |
| Неполная маркировка | Отсутствуют критические идентификаторы (особенно номер плавки или ссылка на стандарт); без них невозможно завершить прослеживаемость. |
Пример на объекте: Партия фланцев поступила с читаемой маркировкой, но после пескоструйной обработки и нанесения грунтовки номер плавки стал нечитаемым. Экипаж не смог сопоставить сертификаты с физическими деталями во время сборки на болтах, поэтому линия была остановлена, фланцы помещены в карантин, и потребовались запасные части. Профилактика проста: проверять читаемость при приемке, фотографировать маркировку и защищать область клеймения при нанесении покрытия, если это позволяет план контроля качества.
Риск смешения стандартов

Использование фланцев из смешанных семейств стандартов приводит к несовпадению отверстий под болты и сборкам с “принудительной посадкой”, которые повреждают уплотнительные поверхности и прокладки. Риск смешения стандартов обычно возникает из-за хранения и логистики — фланцы DN/PN хранятся рядом с фланцами NPS/Class приблизительно одинакового размера, а затем отбираются в условиях сжатых сроков. Чтобы предотвратить это, инспекторы должны:
- Проверять всю маркировку на наличие ссылок на стандарты (EN 1092-1 против ASME B16.5) и физически разделять запасы по семействам стандартов.
- Сопоставлять каждый фланец с требуемым семейством стандартов проекта до его поступления на рабочую площадку.
- Разделять фланцы по стандартам во время хранения, комплектации и монтажа; не полагаться на “визуальное сходство”.”
Пример на объекте: DN100 PN16 был ошибочно принят за NPS 4 Class 150 при комплектации, поскольку их обычно считают “достаточно близкими”. Фланец не совпадал по окружности расположения болтов; последовала доработка, а уплотнительная поверхность была повреждена при повторных пробных сборках. Маркировка предотвратила бы эту попытку.
Предупреждение о поддельных/несоответствующих сертификатах
Поддельные или несоответствующие сертификаты являются реальным видом отказа в многоуровневых цепочках поставок. Практический контроль — это не “доверие”, а проверка: номер плавки и обозначение материала на фланце должны соответствовать пакету сертификатов, а тип сертификата — требованиям проекта. Невыполнение проверки может привести к серьёзным последствиям:
- Может быть установлен неправильный материал или неправильная плавка, что создаёт риски коррозии, растрескивания или прочности, которые могут проявиться только в процессе эксплуатации.
- Простои и влияние на график увеличиваются, когда детали приходится изолировать поздно (после изготовления или во время ввода в эксплуатацию).
- Скомпрометированная безопасность подвергает риску персонал и оборудование, особенно в опасных или высокоэнергетических системах.
Пример на объекте: многие фланцы “316” прибыли с сертификатами, указывающими 316, но проверка PMI выявила химический состав, не соответствующий 316/содержанию Mo. Номер плавки на фланце не совпадал с сертификатом. Партия была отклонена до установки — именно такой результат вы хотите от системы прослеживаемости.
Совет: проверяйте маркировку и сертификаты при приёмке, затем повторно проверяйте номер плавки и семейство стандартов при установке. Две контрольные точки выявляют большинство ошибок.
Технологии маркировки фланцев
Штамповка и гравировка
Штамповка, точечная маркировка и лазерная маркировка используются для создания идентификации, которая остаётся читаемой на протяжении всего срока службы фланца. Ваша инженерная задача — обеспечить долговечность в реальных условиях: воздействие коррозии, повреждения при обращении, покрытие и очистка. Производители выбирают метод в зависимости от требуемой постоянности, читаемости и контроля производства.
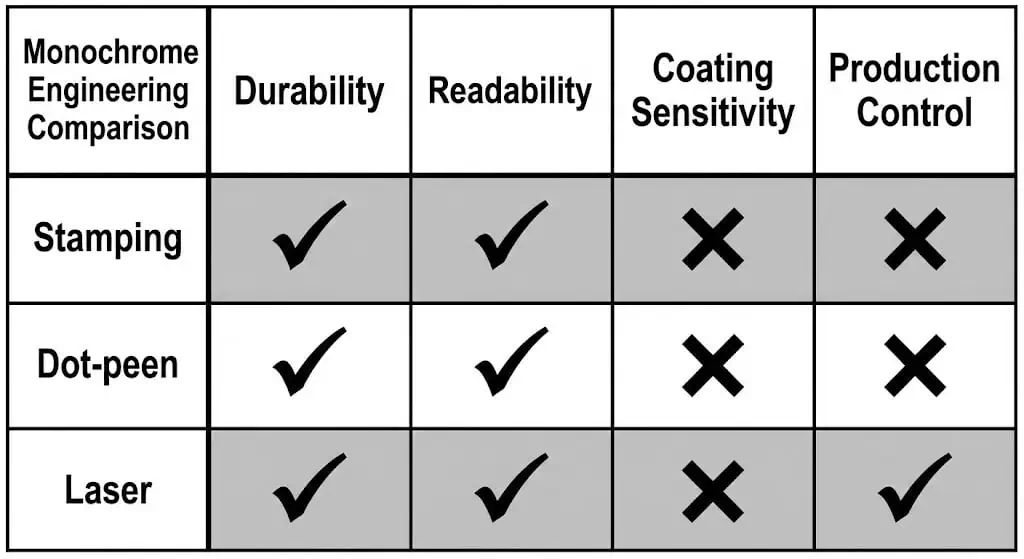
В таблице ниже сравниваются распространённые технологии маркировки фланцев:
| Метод маркировки | Преимущества | Недостатки |
|---|---|---|
| Ручная гравировка | Минимальные инвестиции, гибкая маркировка | Медленно, трудоёмко, непостоянная глубина |
| Штамповка с помощью форм | Глубокие, постоянные метки, низкая стоимость за метку | Ограниченные варианты символов, может деформировать тонкие участки при неправильном применении |
| Точечная маркировка | Прочные маркировки, подходят для суровых условий, быстрые для текста | Шум, и читаемость зависит от плотности точек и состояния поверхности |
| Лазерная маркировка | Высокая скорость и точность, стабильность, поддерживает Data-Matrix/QR | Более высокие первоначальные инвестиции, требуются меры безопасности |
Точечная керновка и лазерная маркировка широко используются для стабильности и читаемости на нержавеющих фланцах. Для контроля “лучшим” методом является тот, который остаётся читаемым после реальных процессов обработки и нанесения покрытий.
Достижения в методах маркировки
Современная маркировка интегрирует идентификаторы (серийные/QR) для ускорения поиска записей и предотвращения подделок. Производители могут наносить уникальные идентификаторы на ранних этапах производства, позволяя связывать результаты контроля и записи сертификатов с деталью, пока она ещё находится под контролируемым хранением.
Ключевые достижения включают:
- Уникальные идентификаторы и серийные номера, наносимые на ранних этапах производства для контролируемой прослеживаемости и разделения партий.
- Штрих-коды и QR-коды, встроенные в каждый фланец, связывающие с базами данных прослеживаемости.
- Интеграция цифровых систем для мониторинга качества маркировки и производственных данных в реальном времени.
Ожидания к системе маркировки по-прежнему зависят от действующих стандартов и плана контроля качества проекта. Цифровые функции помогают, но не заменяют основной набор штампов (производитель, семейство стандартов, размер/класс давления, обозначение материала, номер плавки), который обеспечивает прослеживаемость на объекте.
Совет: Если ваш проект полагается на цифровые идентификаторы, подтвердите базу данных и процесс получения информации до прибытия деталей на объект. QR-код, к которому никто не может получить доступ, — это не прослеживаемость.
Точная маркировка фланцев и прослеживаемость обеспечивают безопасность, поддерживают аудиты и сокращают переделки. Инспекторы считывают маркировку, проверяя производителя, обозначение материала, семейство размеров, семейство классов давления, ссылку на стандарт и номер плавки — затем сверяя их с сертификатами и записями.
| Аспект | Вклад в безопасность и соответствие требованиям |
|---|---|
| Проверка совместимости | Предотвращает сборки из смешанных стандартов и несоответствие отверстий под болты перед монтажом |
| Идентификация материала | Подтверждает химический/механический замысел через правильное обозначение материала и связь с сертификатом |
| Соответствие стандартам | Поддерживает выбор семейства стандартов (EN vs ASME) и возможность аудита |
| Прослеживаемость и техническое обслуживание | Позволяет принимать целенаправленные решения по утилизации и техническому обслуживанию на основе записей |
Лучшие практики проверки маркировки фланцев включают:
- Разделяйте запасы по семейству стандартов, семейству размеров и обозначению материала
- Фотографируйте наборы маркировки (включая номер плавки) и прикрепляйте их к пакету сертификатов
- Проверяйте номер плавки и обозначение материала при получении и снова при установке
Правильная проверка при закупке и монтаже предотвращает наиболее распространённые сбои прослеживаемости.
Часто задаваемые вопросы
Что означают цифры и буквы на фланце?
Они определяют стандартное семейство фланца, обозначение размера/класса давления, обозначение материала и идентификатор прослеживаемости.
- Клеймо производителя (кто изготовил)
- Обозначение материала (спецификация + марка, связанные с химическим составом/механическими свойствами)
- Семейство размеров (DN или NPS)
- Обозначение класса давления (PN или Class)
- Ссылка на стандарт (семейство EN 1092-1 или ASME B16.5)
- Номер плавки/партии (якорь прослеживаемости к пакету сертификатов)
Как можно проверить прослеживаемость фланцев?
Убедитесь, что выбитый номер плавки и обозначение материала соответствуют пакету сертификатов, затем подтвердите, что стандартное семейство соответствует заказу.
- Сопоставьте номер плавки на фланце с пакетом MTR / сертификатов контроля качества
- Подтвердите соответствие обозначения материала и семейства стандартов заказу и чертежам
- Зафиксируйте проверку (фото + номер плавки) при приемке и перед монтажом
Почему важна правильная маркировка фланцев?
Это предотвращает установку неправильной детали и обеспечивает проверяемую прослеживаемость для безопасности и соответствия требованиям.
- Останавливает несоответствие отверстий под болты смешанных стандартов и неправильную установку прокладки перед сборкой
- Поддерживает контроль качества, связывая физическую деталь с результатами испытаний и записями инспекции
- Обеспечивает прослеживаемость решений по техническому обслуживанию и целенаправленное определение статуса при обнаружении проблем
Что должен сделать покупатель, если маркировка неясна?
Изолируйте фланец и уточните идентификацию перед монтажом.
- Свяжитесь с поставщиком и запросите разъяснения с доказательствами (фотографии области маркировки)
- Запросите сопроводительную документацию, связанную с предполагаемой плавкой/партией
- Не устанавливайте, пока не будут проверены номер плавки, обозначение материала и семейство стандартов
Какие методы маркировки являются наиболее долговечными?
Глубокая штамповка, точечная маркировка и контролируемая лазерная маркировка могут быть долговечными при правильном применении; “лучший” метод — тот, который остается читаемым после вашей обработки и нанесения покрытия.
| Метод | Долговечность |
|---|---|
| Лазерная маркировка | Высокая (стабильная и читаемая при контролируемом состоянии поверхности) |
| Глубокая штамповка | Высокая (очень долговечная, но необходимо избегать деформации на тонких участках) |
| Ручная гравировка | Средняя (зависит от глубины, стабильности и условий воздействия) |



