Основные моменты: Измерение стыковых сварных фитингов
- Определите стандарт в первую очередь: подтвердите, поставляется ли фитинг по стандарту ASME B16.9, MSS SP-43 или требованиям серии EN 10253, прежде чем проверять размеры отвода.
- Измерьте наружный диаметр, а не внутренний, для определения размера: стыковые сварные фитинги подбираются к трубе по наружному диаметру и NPS, а не по внутреннему диаметру.
- Расстояние от центра до конца — критический размер сборки: большинство несоответствий при изготовлении возникают из-за неправильного отвода, а не из-за неправильного наружного диаметра.
- Используйте правильные инструменты: цифровые штангенциркули для наружного диаметра и отвода, микрометры для толщины стенки и калибры для скоса или угла для подготовки сварного конца.
")
Нержавеющие стальные приварные фитинги встык измеряются по наружному диаметру, номинальному размеру трубы, толщине стенки или расписанию и размерам отвода фитинга, таким как расстояние от центра до конца или от конца до конца. Эти измерения определяют, соответствует ли фитинг трубе, сохраняет ли соосность проходного сечения и может ли быть сварен без принудительной подгонки. Для большинства заводских кованых стыковых сварных фитингов размерные требования и допуски определены в ASME B16.9, а подготовка кромок под сварку регламентируется ASME B16.25. Общие требования к материалам из нержавеющей стали для марок WP304/L, WP316/L и аналогичных обычно указываются в соответствии с ASTM A403/A403M.
Самый быстрый способ избежать переделок на объекте — проверить три вещи до начала изготовления: правильный наружный диаметр и NPS, правильную толщину стенки и правильный размер отвода для фактически поставляемой серии фитингов. В системах из нержавеющей стали фитинг, который “почти подходит”, обычно превращается в принудительную центровку, деформацию при сварке, дополнительную шлифовку или последующий ремонтный сварной шов.
С точки зрения контроля качества, практический план приемки и проверки подгонки сосредоточен на проверке размеров плюс доказательствах прослеживаемости. Общие меры контроля включают:
- Проверку размеров наружного диаметра, общей длины и расстояния от центра до конца с помощью калиброванных штангенциркулей или калибров и документированную выборку
- Проверку толщины стенки микрометром и, при необходимости, точечные ультразвуковые проверки, где формовка может истончить тангенциальную область
- Проверку сертификата испытаний или инспекционного сертификата, с прослеживаемостью номера плавки и точечными проверками PMI, где указано
- Проверку подгонки на сварных концах, включая состояние скоса, фаски или корневой поверхности, и округлости конца перед передачей на изготовление
Если ваш проект требует строгой прослеживаемости, полезно вести записи размеров, привязанные к маркировке деталей и документации по плавке. Для покупателей и команд контроля качества это работает лучше всего, когда проверки размеров рассматриваются вместе с интерпретация сертификата материала а не в виде отдельной документации постфактум.
Ключевые размеры стыковых сварных фитингов из нержавеющей стали
Номинальный размер трубы (NPS)
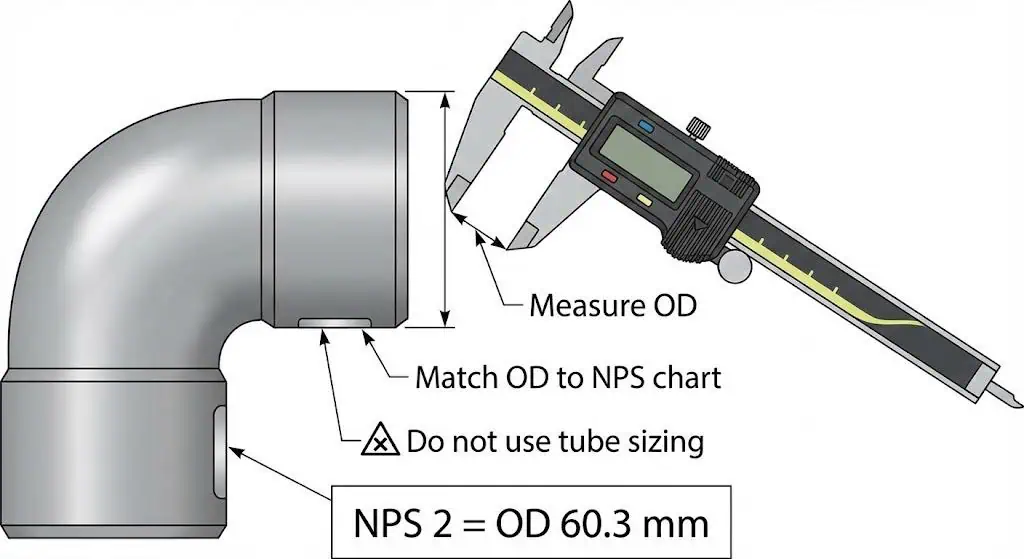
NPS — это система обозначений, используемая для заказа труб и стыковых сварных фитингов, но вы не измеряете NPS напрямую штангенциркулем.
NPS — это обозначение, соответствующее стандартизированным наружным диаметрам. Для меньших размеров число NPS не равно фактическому наружному диаметру. ASME четко подчеркивает это различие: трубы используют стандартизированные значения наружного диаметра, в то время как трубки обычно идентифицируются напрямую по наружному диаметру в соответствии с другими правилами размеров. Для нержавеющих труб стандартная серия наружных диаметров указана в ASME B36.19M.
Пример из практики: Команда по техническому обслуживанию измерила наружный диаметр около 60,3 мм и заказала “фитинги для трубок 60 мм”. Линия фактически представляла собой трубу NPS 2, которая использует тот же наружный диаметр, но другое обозначение на основе труб и ожидания сварных концов. Редукторы прибыли с неверным предположением, лежащим в основе заказа, и не подошли к линии правильно. Реальным решением было определить размер трубы по наружному диаметру сначала, затем указать NPS, серию и стандарт в заказе на покупку.
| Номинальный диаметр трубы (NPS) | Наружный диаметр (НД) | Допуск внутреннего диаметра (ВД) |
|---|---|---|
| 12 дюймов и меньше | Фиксирован для каждого размера | Уменьшается по мере увеличения толщины стенки или серии |
| Свыше 14 дюймов | НД и NPS более точно совпадают | Внутренний диаметр все еще варьируется в зависимости от толщины стенки |
Практический совет по идентификации: измерьте наружный диаметр сначала, затем сопоставьте наружный диаметр с таблицей наружных диаметров труб на основе ASME B36.10 или B36.19. Как только NPS определен, вы можете правильно интерпретировать серию и размеры снятия фитингов.
Наружный диаметр (НД)
Наружный диаметр — это физическое измерение, которое вы можете проверить сразу при получении и перед сборкой.
Наружный диаметр должен соответствовать наружному диаметру трубы для указанного NPS, чтобы сварные концы совпадали без смещения. Для нержавеющих труб и соответствующих фитингов серия наружных диаметров стандартизирована в соответствии с ASME B36.19M. Быстрая проверка наружного диаметра (НД) часто является самым быстрым способом выявить смешанные допущения относительно труб и трубопроводов или ошибки закупки только по DN.
- Примеры проверок НД, всегда подтверждаемые по принятой таблице НД проекта:
- NPS 1/2 (DN 15): НД ≈ 0,840 дюйма или 21,3 мм
- NPS 1 (DN 25): НД ≈ 1,315 дюйма или 33,4 мм
- NPS 4 (DN 100): НД ≈ 4,500 дюйма или 114,3 мм
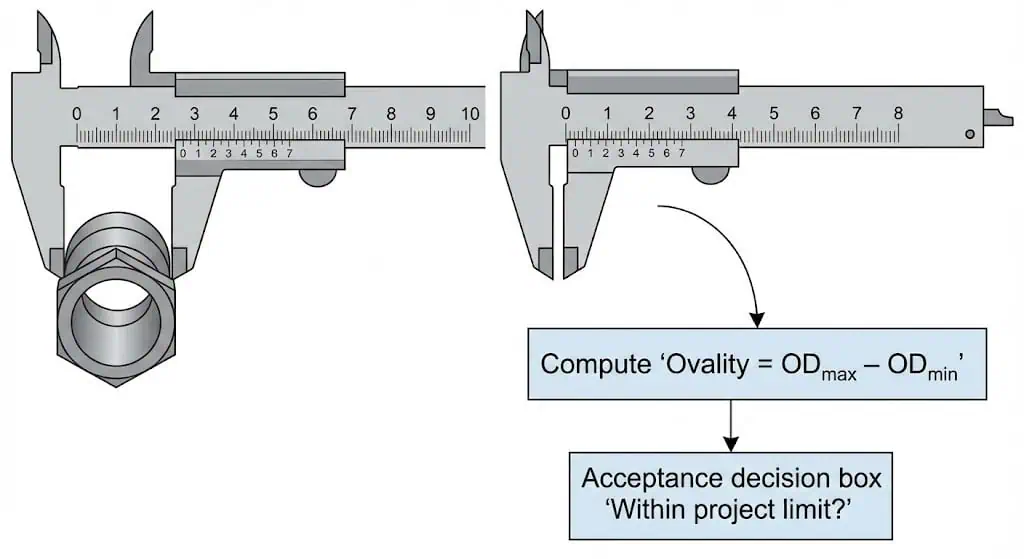
Пример из практики: На нержавеющей секции трубопровода НД соответствовал чертежу, но конец фитинга был слегка овальным. Сварщику пришлось стягивать соединение струбцинами, что создало внутреннее несоответствие и риск прожога на тонкой стороне. Лучшей практикой является измерение НД как минимум в двух перпендикулярных направлениях на каждом конце и исправление или отбраковка концов, превышающих пределы кругности проекта, перед сборкой.
Толщина стенки (Schedule)
Толщина стенки контролирует допуск сборки, поведение сварки и то, соответствует ли фитинг фактически классу трубопровода.
В системах нержавеющих трубопроводов распространены обозначения классов, такие как Schedule 10S, 40S, 80S и аналогичные. Эти названия классов связаны со стандартизированными таблицами толщины стенки в ASME B36.19M. На практике фитинги часто описываются как соответствующие классу подключенной трубы, но приемка все равно должна проверяться путем измерений и по принятому стандарту на фитинги.
Пример из практики: Бригада установила отводы Sch.10S в линию Sch.40S, потому что НД был правильным, а маркировка была пропущена. Первым признаком проблемы был чрезмерный зазор в корне и плохой контроль проплавления при сборке. Исправление заключалось в проверке толщины стенки во время входного контроля, требовании читаемой маркировки и сохранении прослеживаемой документации, прикрепленной к партии, до того как детали поступили в производство.

От торца до торца и от центра до торца (Take-off)
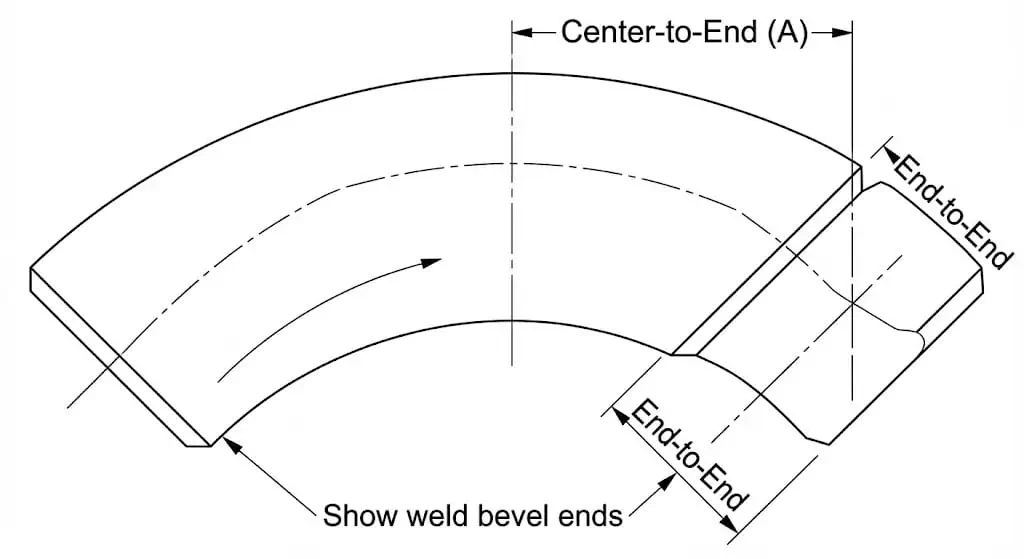
Габаритные размеры определяют, правильно ли ляжет секция трубопровода на опоры и достигнет ли следующей точки сварки без принудительной подгонки.
Размер «от торца до торца» используется для прямых фитингов, таких как переходники или заглушки. Размер «от центра до торца», также называемый «от центра до плоскости», является критическим для отводов и тройников, поскольку он определяет точку поворота или расположение ответвления в секции трубопровода. На практике многие проблемы с доработкой на площадке вызваны несоответствием габаритных размеров, а не несоответствием наружного диаметра, поскольку наружный диаметр обычно легко стандартизировать, в то время как ошибки в габаритных размерах становятся очевидными только при сборке секции трубопровода.
Пример из практики: Секция трубопровода на стеллаже оказалась примерно на 6 мм короче, потому что цех предположил другую серию отводов, чем указано на чертеже. Реальная коррекция заключалась не в “растягивании” секции на площадке. Она заключалась в измерении размера «от центра до торца» на образце отвода из фактической партии и фиксации серии фитинга в спецификации оборудования до начала любой резки труб.
Таблица стандартных размеров (ASME B16.9)
Используйте приведенную ниже таблицу в качестве практической проверки для длиннорадиусных отводов, которые являются одними из наиболее распространенных стыковых сварных фитингов.
| NPS (размер) | Наружный диаметр (НД) | Отвод 90° LR от центра до торца |
|---|---|---|
| 1/2 | 21,3 мм (0,84″) | 38 мм (1,50″) |
| 3/4 | 26,7 мм (1,05″) | 38 мм (1,50″)* |
| 1 | 33,4 мм (1,32″) | 38 мм (1,50″) |
| 1-1/2 | 48,3 мм (1,90″) | 57 мм (2,25″) |
| 2 | 60,3 мм (2,38″) | 76 мм (3,00″) |
| 3 | 88,9 мм (3,50″) | 114 мм (4,50″) |
| 4 | 114,3 мм (4,50″) | 152 мм (6,00″) |
| 6 | 168,3 мм (6,63″) | 229 мм (9,00″) |
| 8 | 219,1 мм (8,63″) | 305 мм (12,00″) |
| 10 | 273,1 мм (10,75″) | 381 мм (15,00″) |
| 12 | 323,9 мм (12,75″) | 457 мм (18,00″) |
*Для NPS 3/4 и меньше всегда проверяйте принятый стандарт и тип фитинга, поскольку альтернативы для малых диаметров могут различаться в других семействах продукции. Используйте полный стандарт ASME B16.9 для получения официальных размеров и допусков.
Допуски размеров (ASME B16.9)
Знания номинального размера недостаточно. Вам также необходим допустимый допуск, чтобы решить, подходит ли деталь для изготовления.
| Диапазон NPS | Отклонение по углу (Q) | Отклонение по плоскости (P) | Допуск от центра до конца |
|---|---|---|---|
| 1/2 до 4 | ± 1 мм | ± 2 мм | ± 2 мм |
| от 5 до 8 | ± 2 мм | ± 4 мм | ± 2 мм |
| от 10 до 12 | ± 3 мм | ± 5 мм | ± 3 мм |
| от 14 до 16 | ± 3 мм | ± 5 мм | ± 3 мм |
Это только общее руководство по допускам. Используйте официальную таблицу допусков в ASME B16.9 для приемки проекта по контролю качества.
Дополнительные измерения: угол скоса и овальность.

Состояние скоса и округлость влияют на качество сварки еще до того, как сварщик начнет работу.
- Подготовка скоса: стандартная геометрия подготовки торцов под стыковую сварку определена в ASME B16.25. Практические проверки в цехе включают постоянство угла скоса, равномерность притупления или фаски, и перпендикулярность торцов.
- Овальность: измерьте наружный диаметр в нескольких ориентациях, обычно 0° и 90°, на обоих концах. Овальные концы создают внутреннее несоответствие и неравномерное раскрытие корня, что особенно рискованно на более тонких стенках из нержавеющей стали.
- Тепловые эффекты при измерении: нержавеющая сталь заметно расширяется с температурой. Стабильная температура в цехе помогает избежать дрейфа, когда допуски малы.
Пример из практики: Серия ремонтов показала отсутствие проплавления в положении 6 часов. Реальной причиной была не только техника сварки. Притупление скоса варьировалось, и один конец был слегка овальным, что делало корень плотнее в нижней части соединения. Коррекция заключалась в повторной обработке скоса до постоянного притупления и повторной округлении торца перед сборкой.
Типовые размеры по типу фитинга
Различные фитинги имеют различные критические размеры.
ASME B16.9 охватывает широкий спектр типов и размеров кованых фитингов под стыковую сварку. При практическом контроле сосредоточьтесь на размерах, которые фактически контролируют сборку:
- Отводы: расстояние от центра до торца, округлость торцов и угол изгиба
- Тройники: расстояние от центра до торца на проходе и отводе, соосность отвода и перпендикулярность
- Переходники: общая длина, концентричность или эксцентричность, и подготовка торцов с обеих сторон
- Заглушки: наружный диаметр, глубина и подготовка торца
| Типы фитингов | Диапазон размеров (NPS) |
|---|---|
| Отводы 45° и 90° с большим радиусом, тройники, крестовины, заглушки | 1/2 – 48, в рамках стандарта ASME B16.9 |
| Переходные отводы, возвратные отводы, переходники, бобышки | Обычно поставляются в малых и средних размерах, в зависимости от принятого стандарта и возможностей поставщика |
Хорошее измерение — это не только получение числа. Это доказательство того, что фитинг соберется без принудительной юстировки и будет соответствовать принятому стандарту и требованиям WPS.
Как точно измерять трубные фитинги
Инструменты для измерения
Используйте инструменты, соответствующие допуску, который вам действительно нужен. Штангенциркули практичны для проверки наружного диаметра и снятия размеров, микрометры более надежны для измерения толщины стенки, а мерные ленты помогают на больших диаметрах, где штангенциркули непрактичны.
Для большинства приемочных проверок откалиброванный цифровой штангенциркуль — основной цеховой инструмент для проверки наружного диаметра и снятия размеров. Цеховые штангенциркули могут показывать разрешение 0,01 мм, но разрешение — это не то же самое, что реальная точность измерения. Хорошая техника и действительная калибровка так же важны, как и дисплей. Краткий справочник доступен от руководстве Mitutoyo.
- Цифровые штангенциркули для измерения наружного диаметра, внутренних проверок и более коротких измерений от конца до конца или от центра до конца
- Рулетка или стальная линейка для более длинных замеров
- Микрометр для измерения толщины стенки
- Измерительная лента по окружности для больших наружных диаметров
- Угломер или угловой шаблон для проверки сварных концов
Пошаговый процесс измерения фитингов трубопроводов
Используйте повторяемую последовательность, чтобы не пропустить размер, который фактически вызывает переделку на объекте.
- Подтвердите тип фитинга и стандарт.
Определите, является ли деталь отводом, тройником, переходником, заглушкой или другим фитингом. Подтвердите, использует ли проект требования ASME B16.9, MSS SP-43 или серии EN 10253. Смешанные стандарты являются частой причиной несоответствия при замерах. - Измерьте наружный диаметр на каждом конце.
Снимите как минимум два показания с разницей в 90° на обоих концах. Запишите максимальное и минимальное значения для проверки на овальность и повреждения при обращении. - Определите NPS по наружному диаметру.
Используйте таблицу наружных диаметров труб на основе ASME B36.19M для нержавеющих труб. Не полагайтесь только на DN в проектах со смешанными спецификациями. - Измерьте толщину стенки в нескольких точках.
Используйте микрометр там, где это возможно. На гнутых фитингах проверяйте как вблизи тангенциальной области, так и вблизи конца. Добавьте точечные проверки ультразвуком, если применение более чувствительное. - Проверьте габаритные размеры.
Измеряйте от конца до конца или от центра до конца в зависимости от типа фитинга. Сравните как с чертежом, так и с принятым стандартом на фитинги до начала изготовления. - Проверьте подготовку торца перед сборкой.
Проверьте состояние скоса, равномерность фаски и перпендикулярность. Устраните сильные вмятины или некруглые концы перед сваркой. - Задокументируйте результаты для прослеживаемости.
Запишите NPS, толщину стенки, номер плавки или маркировку, измеренный наружный диаметр, толщину, отвод и идентификацию инспектора.
Совет: Если размер едва подходит, считайте это несоответствием. Стыковые сварные соединения из нержавеющей стали наказывают принудительную подгонку искажением, несовпадением и ремонтной сваркой.
Обеспечение точности измерений
Точность достигается за счет калибровки, техники и стабильных условий, а не только за счет дисплея.
Практический метод заключается в стандартизации того, как инспекторы снимают показания, включая одинаковые точки контакта, одинаковое измерительное давление и одинаковую ориентацию для повторных проверок. Очистите концы фитингов, удалите заусенцы и измеряйте на устойчивой поверхности. Если допуски малы, держите как инструменты, так и детали близко к комнатной температуре, чтобы тепловое расширение не искажало показания.
- Подтвердите статус калибровки и установку нуля перед использованием
- Очистите поверхность фитинга перед измерением
- Измеряйте в нескольких точках для проверки овальности и истончения сформированной стенки
- Записывайте результаты с единицами измерения и местоположением, такими как конец, тангенс или тело
Распространённые ошибки измерений, которых следует избегать
Наиболее распространенные ошибки — это восприятие DN как физического диаметра и игнорирование конечного состояния.
- Смешение размеров труб и трубопроводов: Внешний диаметр трубы соответствует таблицам OD на основе NPS и не равен номинальному размеру на малых размерах.
- Измерение только в одной точке: Одно измерение OD может пропустить овальность и вмятины, которые позже создают внутреннее несоответствие.
- Пропуск проверок снятия размеров: Неправильный съем — частая причина проблем с подгонкой патрубков.
- Предположение о расписании на глаз: два фитинга с одинаковым OD могут иметь очень разную толщину стенки.
Примечание: Если деталь уже на месте, гораздо дешевле найти несоответствие с помощью штангенциркуля, чем позже с резкой, шлифовкой и ремонтной сваркой.
Стандарты и допуски для нержавеющих стальных стыковых сварных фитингов
ASME B16.9 и стандарты ASTM
ASME B16.9 определяет требования к размерам для заводских кованых стыковых сварных фитингов, включая ключевые размеры, допуски и маркировку. Для требований к нержавеющему материалу и обозначений марок, обычно используемых в стыковых сварных фитингах, ASTM A403/A403M широко используется для кованых аустенитных нержавеющих стальных трубопроводных фитингов.
| Стандарт | Ключевые требования |
|---|---|
| ASTM A403/A403M | Требования к материалам для кованых фитингов из аустенитной нержавеющей стали, включая марки и термообработку |
| ASME B16.9 | Требования к размерам, допускам и маркировке для заводских кованых фитингов под стыковую сварку |
| ASME B16.25 | Требования к подготовке концов под стыковую сварку |
- Распространенные марки нержавеющей стали включают WP304/L и WP316/L, в зависимости от спецификации проекта и коррозионной среды.
- Для тонкостенных коррозионностойких фитингов проекты также могут ссылаться на MSS SP-43.
- Для работ с оборудованием под давлением, соответствующих директивам ЕС, для нержавеющих фитингов под стыковую сварку могут использоваться ссылки на EN 10253 Часть 3 или 4.
Диапазоны допусков и соответствие
Допуски определяют, насколько размер может отклоняться до того, как начнут нарушаться допущения по сборке и проектированию. Надежный метод заключается в подтверждении принятого стандарта, измерении размеров, контролирующих сборку, и сравнении этих показаний как со стандартом, так и с любым классом допусков, специфичным для проекта. Если возможны несколько стандартов, этот выбор должен быть зафиксирован в заказе на поставку, плане контроля качества и документах на изготовление, чтобы цепочка поставок не смешивала размерные серии.
| Контрольный пункт | Почему это важно |
|---|---|
| Наружный диаметр и округлость концов | Контролирует внутреннее несовпадение и стабильность зазора в корне при сварке |
| Толщина стенки на конце и в тангенсе | Контролирует свариваемость и минимальную остаточную толщину после формовки |
| От центра до конца или от конца до конца | Контролирует геометрию трубопроводной секции, выравнивание опор и риск принудительной сборки |
Если вы закупаете у Sunhy или любого другого производителя, запросите запись о размерном контроле, привязанную к номерам плавок и фотографиям маркировки. Это самый короткий путь к разрешению споров при сохранении прослеживаемости.
Маркировка и документация
Маркировка и документация доказывают, что полученный фитинг соответствует указанному вами.
Как минимум, маркировка должна отслеживать размер, марку материала и принятый стандарт. На проектах с более высокими требованиями запросите документы о контроле и убедитесь, что номер плавки на фитинге точно совпадает с документацией.
Совет: Не принимайте документацию на коробку, которую нельзя связать с номерами плавок на фактических фитингах. Как только прослеживаемость нарушается, деталь становится рисковым элементом, даже если её размеры верны.
Важность точных измерений
Посадка и целостность сварного шва
Точное измерение снижает принудительную сборку, минимизирует несоответствие и улучшает качество сварки.
Когда фитинги действительно соответствуют принятому размерному стандарту и имеют правильную подготовку сварных концов, соединение легче выровнять и сварить без чрезмерной нагрузки зажима. Это означает меньше ремонтов и меньше деформации, особенно на более тонких стенках из нержавеющей стали, где важно тепловложение.
- Правильное выравнивание уменьшает внутреннее несоответствие и стабилизирует корневой зазор
- Последовательный отвод предотвращает напряжение трубопроводной секции и пружинение при сварке
- Однородное состояние конца повышает повторяемость в соответствии с технологической картой сварки (WPS).
- Стандартизированные размеры улучшают взаимозаменяемость при будущем обслуживании
Безопасность и эксплуатационная надёжность.
Размерное несоответствие часто является ранним предупреждающим признаком для последующих путей утечки и проблем усталости.
Фитинг, который почти подходит, часто сваривается под напряжением. Это напряжение может впоследствии превратиться в искажение, смещение или локальное истончение после шлифовки и ремонта. Когда OD, NPS, толщина стенки и отвод проверяются заранее, система строится с меньшим количеством неизвестных и меньшим объемом переделок.
Распространенный скрытый режим отказа — это принятие правильного OD, но пропуск несоответствия толщины стенки или овальности конца с последующей компенсацией зажимами. Соединение может пройти первоначальное тестирование, но все равно растрескаться или протечь раньше при вибрации или тепловых циклах.
Избежание дорогостоящих ошибок
Входной контроль предотвращает самую дорогую ошибку: обнаружение несоответствия после того, как изготовление уже началось.
Неправильно подобранные нержавеющие стыковые сварные фитинги могут вызывать утечки, слабые сварные швы и нестабильную сборку. Эти проблемы часто приводят к ремонтам, дополнительному браку и задержкам ввода в эксплуатацию.
- Ремонты и простои, потому что вырезка и переделка нержавеющей стали трудоемки
- Увеличенный брак, потому что одна неправильная серия отвода может сделать всю трубопроводную секцию негодной
- Задержка ввода в эксплуатацию из-за повторной инспекции и повторных испытаний
Выбор поставщика с документированным планом инспекции и процессом прослеживаемости помогает снизить эти риски. На практике при входном контроле лучший подход — связать измерения наружного диаметра, толщины стенки и отвода с фотографиями маркировки и документацией по плавке, чтобы отклонения могли быть устранены немедленно.
Основные этапы измерения нержавеющих стыковых сварных фитингов:
Сначала измерьте наружный диаметр на обоих концах и в нескольких ориентациях, определите NPS по таблице наружных диаметров, проверьте толщину стенки более чем в одном месте и подтвердите отвод по чертежу и стандарту. Наконец, проверьте состояние торца, включая фаску и округлость, перед сборкой.
Краткий контрольный список для наилучших результатов:
- Проверьте принятый стандарт перед измерением
- Измерьте оба конца и запишите максимальный и минимальный наружный диаметр для проверки овальности
- Подтвердите толщину стенки путем измерения, а не предположения
- Проверьте отвод перед резкой трубы
- Поддерживайте прослеживаемость с помощью маркировки, документации по плавке и записи инспекции
Основа технического обзора
Проверено для: проверка размеров стыковых сварных фитингов, контроль сборки, приемка сварных концов и проверки прослеживаемости для изготовления нержавеющих трубопроводов.
Предлагаемое звание рецензента: Инженер по контролю качества трубопроводов / изготовлению / сварке
Основа источника: Практика размеров ASME B16.9, подготовка сварных концов ASME B16.25, серии наружного диаметра и толщины стенки нержавеющих труб ASME B36.19M, требования к материалам ASTM A403 и практический рабочий процесс приемочного контроля.
Последнее обновление: 2026-03-26
Часто задаваемые вопросы
Как Sunhy обеспечивает точность измерений фитингов?
Надёжный подход — это задокументированный план контроля, связанный с калибровкой и прослеживаемостью.
Запросите записи размерного контроля наружного диаметра, толщины стенки и отвода, а также контроль калибровки и документацию, привязанную к номерам плавок и маркировке. Для работ с более высокими спецификациями добавьте выборочные проверки УЗИ в сформированных областях и проверьте состояние концов перед выпуском на изготовление.
Какие инструменты лучше всего подходят для измерения нержавеющих стыковых сварных фитингов?
Используйте штангенциркуль для наружного диаметра и отвода, микрометр для толщины стенки и рулетку для окружности для проверки большого наружного диаметра.
Для подготовки концов используйте угломер для скоса и проверку прямолинейности на перпендикулярность. Поддерживайте инструменты в калиброванном состоянии и используйте повторяемую технику, чтобы разные инспекторы получали согласованные результаты.
Почему важны стандарты, такие как ASME B16.9?
Они обеспечивают взаимозаменяемость и снижают неожиданности при сборке.
ASME B16.9 определяет размерные требования и допуски, чтобы фитинги собирались согласованно у разных поставщиков. В сочетании с правильной подготовкой сварных концов по ASME B16.25, это упрощает сварку соединения по WPS без принудительного выравнивания или чрезмерного несовпадения.
В чем разница между NPS и OD?
NPS - это обозначение размера, а наружный диаметр - это физический диаметр, который вы измеряете.
Чтобы правильно определить NPS, сначала измерьте наружный диаметр, а затем сопоставьте это показание со стандартизированной таблицей наружных диаметров для труб. Это позволяет избежать распространенной ошибки путаницы размеров труб с размерами трубопроводов.
Как покупатели могут проверить качество фитингов перед установкой?
Проверьте три вещи: размеры, состояние торцов и прослеживаемость.
Размеры включают наружный диаметр на обоих концах, толщину стенки в нескольких точках и отвод. Состояние концов включает округлость и качество скоса. Прослеживаемость означает, что маркировка и номер плавки на фитинге соответствуют документации по контролю и сертификату материала. Если что-либо из этого отсутствует, риск переделки на объекте резко возрастает.



