Нержавеющая сталь 316L широко используется в биотехнологических процессах, поскольку обеспечивает инженерам практический баланс коррозионной стойкости, свариваемости, гигиенической приемлемости и совместимости с требованиями к высокочистому производству и документации. In biotech systems, that matters because the material does more than hold pressure. It has to support cleanability, repeatable welding, stable product-contact surfaces, and long-term control under repeated cleaning, sanitizing, and operating cycles.
That does not mean 316L is automatically the right answer everywhere. In real bioprocess projects, the correct material choice depends on the actual process fluid, the CIP/SIP regime, the surface-finish requirement, the weld density of the system, the sensitivity of the process to local corrosion or residue retention, and the documentation burden required for release. A good 316L decision is not a “premium metal” decision. It is a risk-based hygienic engineering decision.
This guide explains why 316L is so common in bioprocess service, where it adds real value, where 304/304L may still be acceptable, and which problems 316L does не solve when the real issue is geometry, weld execution, seal control, or documentation discipline.

What Makes 316L Different in Bioprocess Service
Why Molybdenum Matters
The most important practical difference between 316L and 304/304L is the addition of molybdenum. Nickel Institute guidance notes that Type 316 contains about 2–3% molybdenum and offers better corrosion resistance than Type 304, especially in chloride environments that tend to cause pitting. In bioprocess systems, that matters less at the center of a straight tube and more at local features where exposure becomes concentrated: ferrule faces, gasket lands, sample points, valve seats, weld-adjacent zones, and poorly drained pockets where product residue or cleaning solution can remain longer than intended. Nickel Institute design guidance and Nickel Institute stainless steel piping guidance point in the same direction: molybdenum-bearing grades perform better where localized corrosion becomes the real risk.
Research insight: engineers often talk about “corrosion resistance” as if it were a uniform property across the whole line. In practice, bioprocess systems usually reveal their material margin first at the local assembly where crevice risk, moisture retention, or cleaning concentration is highest.

Почему важна низкоуглеродистая марка “L” в сварных пищевых системах
The low-carbon “L” grade matters because bioprocess piping is heavily fabricated and heavily welded. Manifolds, branch connections, sample points, orbital weld runs, skid assemblies, and valve clusters all create heat-affected zones that must remain corrosion-resistant and cleanable over time. Nickel Institute data on wrought austenitic stainless steels notes that 316L provides greater resistance to carbide precipitation during welding than standard 316, which is one reason low-carbon grades are so widely used in hygienic process fabrication.
Экспертный совет: in bioprocess work, do not ask only whether the system is “316L.” Ask whether the 316L weld zone still preserves the hygienic intent of the design after fabrication, repair, passivation, and repeated service.
What 316L Improves — and What It Does Not
316L повышает запас по коррозионной стойкости. Это не создает автоматически гигиеническую систему. It can improve resistance to localized corrosion, offer a stronger fit for welded hygienic service, and support more demanding bioprocess expectations. But it does not fix dead legs, poor drainability, weak branch geometry, rough welds, incorrect seal selection, or incomplete traceability.
Типичный отраслевой случай: a team upgraded a critical local assembly to 316L after repeat inspection concern, but the real issue turned out to be poor drainback and a difficult-to-clean branch arrangement. The alloy upgrade improved one part of the risk, but the dominant hygienic weakness remained because the geometry was never corrected.

That is why this article should be read together with Проектирование высокочистых трубопроводов для объектов биотехнологической промышленности и Соображения по техническому обслуживанию и валидации гигиенических трубопроводов. Material decisions and hygienic design decisions should never be separated for long.
Why 316L Is So Common in Bioprocess Applications
Why Bioprocess Systems Often Treat 316L as the Practical Baseline
In many critical bioprocess systems, 316L is treated as the practical baseline because the risk is broader than bulk corrosion alone. Product-contact surfaces have to remain non-reactive, non-additive, and non-absorptive under actual operating and cleaning conditions. That is the logic built into FDA 21 CFR 211.65. In real facilities, that requirement is supported not only by alloy choice, but by how well that alloy works with high-purity fabrication, weld control, cleanability, inspection, and long-term documentation.
Industry reality: teams do not default to 316L because it sounds more advanced. They default to it because it is easier to defend in a high-consequence, high-documentation, high-cleanability environment where local corrosion or surface instability is expensive to explain after startup.
How ASME BPE and ASTM A270 Support This Logic
ASME BPE supports a whole-system view rather than a simple alloy-only decision. ASME states that BPE applies to equipment used in the bioprocessing, pharmaceutical, and related hygienic industries and covers materials, design, fabrication, inspections, testing, and certification. That is exactly why 316L in bioprocess applications should not be discussed as a metal-alone topic.
ASTM A270 reinforces the tubing side of the same logic. Its scope states that pharmaceutical quality may be requested as a supplementary requirement. That matters because it confirms an important engineering point: in bioprocess service, the tubing decision often goes beyond basic sanitary tubing supply. The project may need a more tightly controlled hygienic package than general food or sanitary service would demand.
Why 304/304L Still Appears in Some Projects
304 or 304L can still appear in bioprocess-related projects, but usually in more limited roles. Lower-risk utility service, legacy systems, noncritical support assemblies, or historically budget-driven designs may still use 304-family materials. The engineering mistake is not recognizing that 304 exists. The mistake is assuming the same logic applies automatically to higher-consequence wetted process service without checking what failure mode the project is actually trying to prevent.
Where 316L Adds Real Value in Bioprocess Systems
Product-Contact Piping and High-Purity Transfer Loops
Product-contact and high-purity transfer loops are the clearest places where 316L usually earns its position. These are the systems where cleanability, corrosion tolerance, repeatable welding, and documentation confidence overlap. In those environments, local corrosion or surface degradation does not stay a purely mechanical issue. It quickly becomes a product-quality, inspection, or qualification issue.
CIP / SIP-Exposed Sections
Repeated CIP and SIP exposure often justifies 316L even when the process fluid alone does not look especially aggressive. In bioprocess applications, materials live in the combined environment of product, rinse water, chemical cleaning agents, sanitizers, hot water, and clean steam. The total exposure can be more demanding than the process fluid itself.
Типичный отраслевой случай: a section of piping did not first show concern during process transfer. It showed concern after repeated cleaning and steam exposure had made local surface stability and weld quality more important than originally assumed. This is one of the most common reasons teams underestimate the real burden on the material.
This is also why FDA 21 CFR 211.67 is relevant to materials discussion. Cleaning and maintenance are not secondary operating details. They are part of what the equipment has to survive in a controlled state.
Weld-Dense Manifolds, Sample Branches, and Local Assemblies
The more welded and locally complex the system becomes, the more valuable a stronger material baseline can become. Sample manifolds, valve clusters, branch-heavy skids, instrument tees, and distribution assemblies combine weld density, seal interfaces, branch geometry, and inspection sensitivity. These are the locations where material margin becomes visible first because the hygienic burden is concentrated there.
Экспертный совет: if a cost-sensitive project cannot upgrade the whole system, start with the highest-consequence local assemblies. In bioprocess work, the local manifold is often more important than the straight run.

Where 316L Does Not Solve the Real Problem
Poor Geometry
316L does not fix dead legs, poor slope, bad drainback, or hard-to-clean branch geometry. A dead leg remains a dead leg in a molybdenum-bearing alloy. If the real hygienic failure mode is poor fluid exchange or local retention, the material upgrade may improve corrosion tolerance while leaving the dominant cleaning problem unchanged.
Weak Weld Execution and Surface Condition
A correct alloy does not rescue a poor weld zone. Local heat tint, poor purge quality, irregular contour, repair history, or damaged finish can reduce the hygienic value of a good material decision. This is why finish and weld execution should be reviewed together with alloy selection, not afterward as a shop-only concern.
For that reason, this topic connects directly with Электрополированная сталь 316L против стандартной стали 316L. In high-purity service, the installed wetted condition matters more than the alloy label alone.
Wrong Seal Strategy
Many apparent “material problems” are actually seal-interface problems. If the wrong gasket, diaphragm, or seat material is controlling the local failure mode, a better stainless steel grade will not correct the real cause. In bioprocess systems, the metal and elastomer strategy have to be reviewed together.
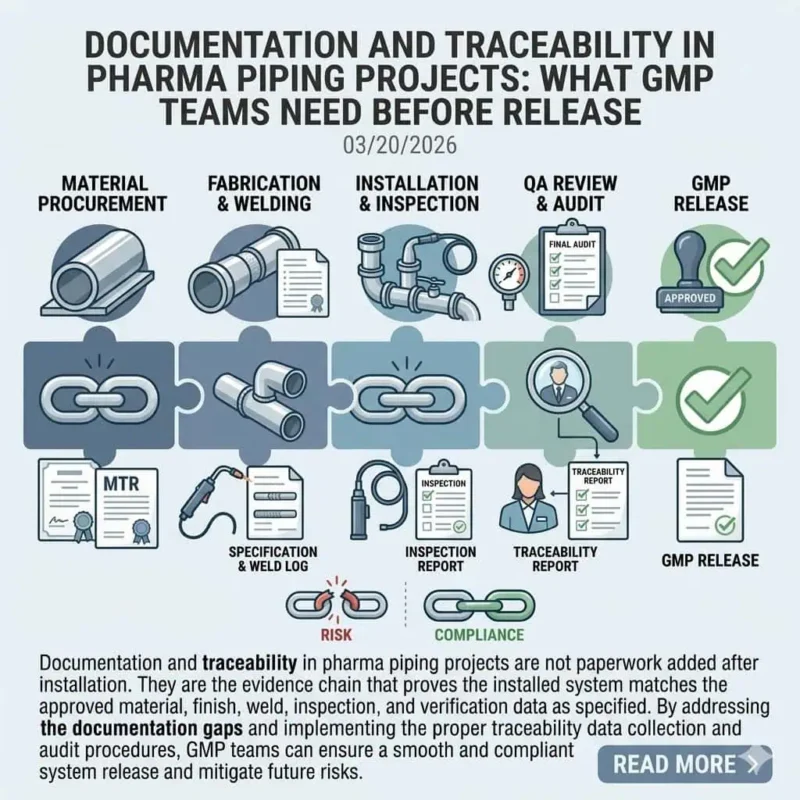
Weak Documentation and Traceability
In regulated bioprocess work, a technically correct material without a clean evidence chain is still a project risk. If the project cannot prove which material was installed where, how it was welded, what finish it received, and how field changes were controlled, the risk is not fully closed. That is why this article should also connect with Документация и отслеживаемость в проектах фармацевтических трубопроводов.
316L vs 304L in Bioprocess Applications
Corrosion Margin
The most practical difference between 316L and 304L in bioprocess service is not strength. It is corrosion margin. Type 316’s molybdenum content improves resistance in chloride-prone conditions and in the kinds of localized environments where pitting or crevice attack becomes more realistic. That margin matters most where the hygienic consequence of local attack is high, not where the system is already low-risk and easy to inspect.
Fabrication and Weldability
The low-carbon chemistry of 316L makes it a better fit for many welded hygienic systems than standard 316. That does not remove the need for strong welding discipline, but it helps make the alloy easier to defend in branch-dense and orbital-welded systems where the hygienic burden at the weld is significant.
Cost vs Lifecycle Risk
The real comparison is not alloy price alone. It is lifecycle risk. If the higher-grade material reduces rework, inspection escalation, corrosion-related replacement, qualification delay, or local hygienic instability, the total cost may be easier to justify than the raw material delta suggests.
Экспертный совет: do not compare 304L and 316L only by purchase price per meter. Compare them by the cost of failure in the specific assembly where the difference matters.
Правило быстрого выбора
- Start with 316L for critical wetted bioprocess service, high-purity transfer loops, CIP/SIP-exposed assemblies, and weld-dense local hygienic assemblies.
- Keep 304/304L under review only where the service is genuinely lower-risk and the hygienic consequence is materially lower.
- Do not escalate beyond 316L unless actual chemistry, repeated failure history, or a defined corrosion mechanism justifies it.
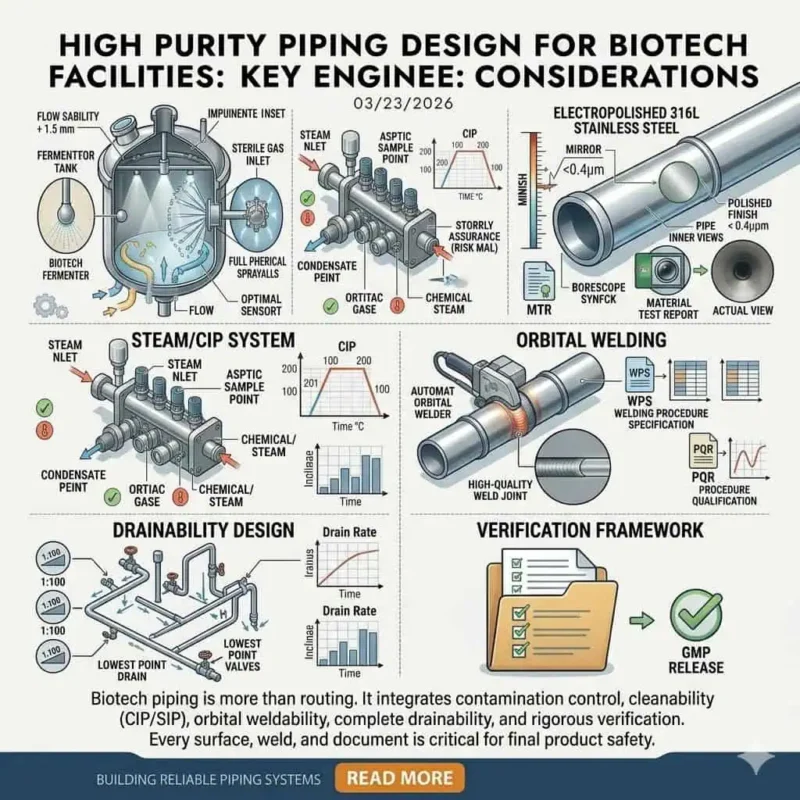
Surface Finish, Electropolish, and Why 316L Alone Is Not Enough
Base Alloy Is Not the Whole Hygienic Result
The final hygienic outcome depends on the installed surface, not just the base alloy family. In bioprocess applications, the same 316L can produce very different results depending on surface finish, weld quality, rework history, passivation discipline, and local geometry. That is why material and finish should be specified together wherever the hygienic target is sensitive to surface condition.
When Electropolished 316L Becomes Easier to Defend
Electropolished 316L is usually justified when finish consistency, inspectability, and surface-related cleanability confidence matter more than a standard finish can comfortably support. The point is not that electropolish is always superior in the abstract. The point is whether the process and QA burden make finish variation harder to defend.
Typical Engineering Case
A realistic bioprocess case is not “316L failed.” It is that standard 316L was acceptable as a base material, but the local finish and weld condition did not fully support the hygienic inspection confidence the project eventually required. In that situation, the issue is not wrong alloy family. It is that the hygienic target was finish-sensitive.
How Engineers Should Specify 316L for Bioprocess Applications
Specify the Grade Clearly
Do not write “stainless steel” on a bioprocess drawing and assume the supply chain will interpret it correctly. If 316L is required, specify it clearly for the actual wetted parts that matter: tubing, ferrules, valve bodies, manifolds, sample assemblies, branch connections, and local product-contact interfaces.
Specify Alloy, Finish, Weld, and Documentation Together
A strong 316L specification is not just a material callout. It should also define the required finish, fabrication expectations, weld acceptance logic, passivation or post-treatment expectations where relevant, and the documentation package required for release. A vague alloy note usually creates more project noise later, not less.
Review the Material Together with the Cleaning Regime
The process fluid is only part of the material environment. Engineers should review actual cleaning chemistry, sanitization exposure, clean steam use, shutdown moisture, and thermal cycling together with the process fluid. A line that looks mild in process service may still become demanding in total lifecycle exposure.
Define the RFQ and Turnover Burden Early
The best time to define what the 316L package must include is before RFQ. If the project expects pharmaceutical-quality tubing, finish evidence, weld records, or strong traceability, those requirements should be written before fabrication starts. Rebuilding the evidence chain later is usually slower and less reliable.
Common Mistakes When Using 316L in Bioprocess Applications
Treating 316L as a Universal Upgrade
316L improves material margin, but it does not automatically solve the dominant hygienic risk in every assembly.
Comparing Only Raw Material Cost
In high-consequence hygienic assemblies, lifecycle risk matters more than raw metal cost alone.
Ignoring Surface Finish
The final wetted condition often affects the hygienic result more directly than the alloy label alone.
Ignoring Weld Execution
A correct base alloy with weak weld execution is still a weak bioprocess system.
Using 316L to Avoid Fixing Design Problems
If the real issue is branch geometry, dead-leg behavior, or drainability, 316L can improve tolerance without fixing the dominant hygienic cause.
Forgetting Documentation and Traceability
A technically correct material choice still creates project risk if the installed evidence chain is weak.
Практический чек-лист для выбора
Use 316L If
- The application is critical wetted bioprocess service.
- The assembly sees repeated CIP or SIP exposure.
- The local assembly is weld-dense, branch-heavy, or inspection-sensitive.
- The hygienic consequence of localized corrosion or surface instability is high.
304/304L May Still Be Enough If
- The service is genuinely lower-risk.
- Cleaning and thermal exposure are more moderate.
- The local hygienic consequence is materially lower.
- The project has a clear, documented rationale for using a lower-alloy option.
Escalate Review Beyond 316L If
- The chemistry is unusual or unusually aggressive.
- There is a repeated local failure history that 316L and good fabrication do not explain.
- The process is highly sensitive to finish and surface condition beyond a standard 316L package.
- The project has a clearly identified corrosion mechanism that requires more than a general 316L baseline.
Вопросы для ответа перед запросом предложения
- What process fluid or product contacts the surface?
- What CIP, SIP, sanitizing, and shutdown exposure will the assembly actually see?
- Which local assemblies have the highest weld density or crevice risk?
- What surface finish does the hygienic target actually require?
- What documentation and traceability package will QA or the project need later?
- Is 316L solving the dominant risk, or only improving one part of a bigger problem?

Conclusion: 316L Is the Right Answer Only When It Changes the Real Hygienic Risk of the Assembly
316L is widely used in bioprocess applications for good engineering reasons, but it only becomes the right answer when it changes the real hygienic risk of the exact assembly under review. It is valuable because it supports stronger corrosion margin, better alignment with welded hygienic fabrication, and a more defensible baseline in higher-consequence bioprocess systems. But it is not a substitute for good geometry, strong weld execution, correct seal strategy, or a clean documentation chain.
For the full biotech topic cluster, connect this article with Проектирование высокочистых трубопроводов для объектов биотехнологической промышленности, Соображения по техническому обслуживанию и валидации гигиенических трубопроводов, Электрополированная сталь 316L против стандартной стали 316L, Документация и отслеживаемость в проектах фармацевтических трубопроводов, и Выбор пищевых фитингов для объектов GMP.
Часто задаваемые вопросы
Is 316L always required in bioprocess applications?
Нет. It is widely used as a practical baseline for critical wetted bioprocess service, but the final choice still depends on actual chemistry, cleaning exposure, finish requirement, weld density, and hygienic consequence.
Why is 316L preferred over 304L in biotech piping?
The most practical reason is stronger corrosion margin. The molybdenum in 316/316L improves resistance in chloride-prone and localized corrosion conditions, which matter at ferrules, gasket lands, weld-adjacent areas, and poorly drained local assemblies.
Does 316L eliminate the need for electropolish?
Нет. Electropolish and 316L are not the same decision. 316L addresses the alloy baseline, while electropolish addresses the finished surface condition where tighter cleanability and inspection confidence are needed.
Can 304L still be used in some bioprocess systems?
Yes, in some justified lower-risk areas. The key is whether the service and hygienic consequence are truly lower, not whether the project simply wants to reduce material cost.
What problems does 316L not solve?
It does not fix dead legs, poor drainability, weak weld execution, incorrect seal strategy, or poor traceability. Those problems require design, fabrication, and lifecycle control, not only a better alloy.
Где следует в первую очередь использовать 316L в проекте с ограниченным бюджетом?
Start with the highest-consequence wetted assemblies. In bioprocess systems, that usually means critical transfer loops, weld-dense manifolds, sample points, valve interfaces, and CIP/SIP-exposed local assemblies.