")
Вам необходимо выбрать фланцы из нержавеющей стали, соответствующие расчётным условиям вашей трубопроводной системы, а не только нормальным рабочим условиям. На практике ошибки в выборе фланца обычно проявляются как одно из трёх: просачивание после первого цикла нагрева/охлаждения, неудачное гидроиспытание или повторяющиеся утечки после повторной сборки при обслуживании.
Выбор правильного фланца влияет не только на безопасность и производительность:
- Он определяет трудозатраты на монтаж (подгонка, время сварки/НК, время затяжки болтов) и риск переделки.
- Он снижает затраты на обслуживание из-за коррозии, когда сплав и уплотнительная поверхность/прокладка соответствуют фактической среде.
- Он помогает избежать простоев, вызванных выдувом прокладки, ослаблением болтов или щелевой коррозией вокруг соединения.
Ваш выбор закладывает основу для безопасной и эффективной эксплуатации.
Определите потребности проекта для выбора фланца
Прежде чем выбрать фланцы из нержавеющей стали, соберите технические требования проекта таким образом, чтобы монтажник и инспектор могли их проверить. Как минимум, укажите: расчётное давление, расчётную температуру, химический состав среды (включая загрязнения), применимый стандарт (ASME/EN/DIN), тип уплотнительной поверхности, тип прокладки и требования к крепежу.
Расчётное давление и температура
Прямой ответ:
Вы должны знать максимальное расчётное давление и максимальную расчётную температуру с которыми столкнётся ваша система, включая вероятные отклонения (тепловые скачки, скачки давления, переходные процессы при запуске).
Класс давления - это не просто “номинальное давление в psi”. Согласно ASME B16.5, допустимое давление зависит от температуры , так и от группы материала. При повышении температуры допустимое давление снижается, и это снижение нелинейно. Если ваша расчётная основа ссылается на правила ASME для технологических трубопроводов, уточните, как ваш проект определяет расчётные условия (обычно согласуется с ASME B31.3).
Пример (только для быстрого ознакомления): Материалы группы A182 F316 демонстрируют явную тенденцию к снижению номинальных характеристик с ростом температуры. Всегда проверяйте по актуальному изданию приобретённого стандарта; данная таблица является удобным снимком, основанным на часто используемой справочной таблице, производной от таблиц групп материалов ASME B16.5.
| Температура (°F) | Пример номинального давления (psig) |
|---|---|
| 100 | 230 |
| 200 | 195 |
| 300 | 175 |
| 400 | 160 |
| 500 | 150 |
Совет:
Фланцы классифицируются по “классам” согласно ASME B16.5 (например, 150, 300, 600). Выбор класса должен проверяться при расчётной температуре. Если вы проверяете номинальные характеристики только при комнатной температуре, вы можете непреднамеренно занизить характеристики соединения при рабочих условиях.
")
Быстрые шаги для определения давления и температуры:
- Задокументируйте расчётное давление и расчётную температуру (включая достоверные гидроудары и температурные скачки).
- Подтвердите применяемый стандарт на фланцы (ASME B16.5 / ASME B16.47 / EN/DIN) и группу материала.
- Проверьте допустимое давление при расчётной температуре, затем выберите класс с соответствующим запасом согласно правилам вашего проекта.
Пример из практики (протечка после нагрева):
Химическая линия с паровым обогревом прошла гидроиспытание при комнатной температуре, но после первого нагрева появилась течь. Основной причиной было то, что выбор класса проверялся при окружающей температуре вместо расчетной, а нагрузка на болты ослабла после термических циклов. Решением стало повышение класса и повторная сборка по контролируемой процедуре затяжки болтов (последовательная затяжка, проверенная смазка и повторная затяжка, где это разрешено) с использованием рекомендаций, соответствующих ASME PCC-1.
Среда и коррозионная активность

Прямой ответ:
Вы должны подбирать сплав фланца и детали соединения (поверхность + прокладка + крепёж) под фактическую среду, включая загрязнители, такие как хлориды, сульфиды, чистящие химикаты и содержание кислорода.
Тип среды в вашем трубопроводе определяет риск коррозии в соединении фланца. Отказы нержавеющей стали на фланцах часто носят локальный характер (точечная/щелевая коррозия в зоне контакта прокладки или под отложениями), а не равномерную потерю толщины стенки. Службы с содержанием хлоридов особенно критичны: аустенитные марки могут подвергаться точечной или щелевой коррозии в застойных зонах, в то время как дуплексные марки могут обеспечить улучшенную стойкость во многих хлоридных применениях при правильном выборе и изготовлении.
Инженерные доказательства, которые можно использовать при выборе: число эквивалентной стойкости к питтингу (PREN) обычно используется как индикатор для предварительной оценки (более высокое значение, как правило, улучшает стойкость к питтингу). Широко цитируемая зависимость PREN приведена в технических рекомендациях Nickel Institute: PREN guidance (Nickel Institute).
| Класс | Состав | Преимущества |
|---|---|---|
| 316 / 316L | ~16-18% хрома, ~10-14% никеля, ~2-3% молибдена | Общая коррозионная стойкость с улучшенной устойчивостью к точечной/щелевой коррозии по сравнению с 304 за счёт Mo; обычно применяется в химической и морской среде (риск всё ещё зависит от уровня хлоридов, температуры и застоя). |
| 2205 (Duplex) | ~22% хрома, ~5-6% никеля, ~3% молибдена | Часто используется для улучшенной устойчивости к точечной/щелевой коррозии и коррозионному растрескиванию под напряжением во многих хлоридных средах; более высокая прочность может уменьшить толщину фланца в некоторых конструкциях (проверьте стандартные размеры и требования к закупке). |
| 2507 (Super Duplex) | ~25% хрома, ~6-8% никеля, ~3,5-4,5% молибдена, азот | Выбирается для агрессивных хлоридных/кислотных условий, где требуется более высокая стойкость к точечной коррозии; тщательно указывайте требования к контролю изготовления и документации. |
- Не рассматривайте “нержавеющую сталь” как единый материал. Указывайте точную марку (и марку “L”, когда важен риск сенсибилизации при сварке).
- Для службы с содержанием хлоридов избегайте застойных щелей: тупиковые участки, нависающие прокладки и зоны низкого потока у заглушек могут ускорить локальное разрушение.
- Методы контроля, которые действительно выявляют ранние проблемы фланцевых соединений, включают визуальный осмотр по наружному/внутреннему диаметру прокладки, капиллярный контроль для выявления поверхностных трещин на обработанных поверхностях и ультразвуковой контроль толщины вокруг подверженных щелевой коррозии участков (требования к программе контроля различаются в зависимости от отрасли и стандарта).
Примечание:
Выбор правильного материала — это не только вопрос “стойкости”. Это также вопрос режима отказа, который вы можете допустить (медленное просачивание против внезапного выброса), насколько легко вы можете проверить соединение и меняет ли очистка/химическое воздействие картину коррозии.
Пример из практики (щелевая коррозия в зоне прокладки):
Пара фланцев из стали 316 в тёплой коммунальной линии, содержащей хлориды, дала точечные утечки в зоне контакта прокладки в течение одного цикла обслуживания. Основной причиной стало сочетание застоя при низком потоке, отложений, застрявших на краю прокладки, и типа прокладки, создавшего плотную щель. План предотвращения включал: (1) по возможности устранить тупиковые участки, (2) перейти на конфигурацию соединения и тип прокладки, лучше подходящие для условий эксплуатации, и (3) рассмотреть дуплексный материал там, где хлориды + температура делали локальную коррозию повторяющимся риском.
Типы уплотнительных поверхностей фланцев
Прямой ответ:
Вы должны выбрать уплотнительную поверхность фланца, соответствующую типу вашей прокладки и тяжести условий эксплуатации (давление, температура, циклические нагрузки и допустимость утечек).
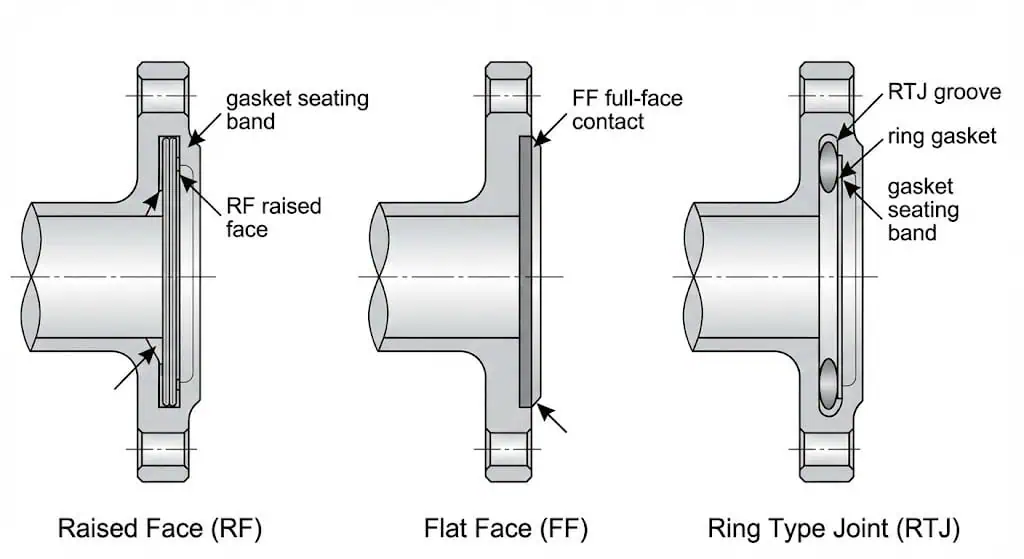
Типы уплотнительных поверхностей фланцев непосредственно влияют на поведение уплотнения и повторяемость обслуживания. Три распространённых типа поверхностей: выступ (RF), плоская поверхность (FF) и соединение кольцевого типа (RTJ). На практике “лучшая” поверхность — та, которая обеспечивает стабильное напряжение прокладки без повреждения прокладки или отделки поверхности и которую можно последовательно собирать в полевых условиях.
| Тип фланца | Характеристики герметичности |
|---|---|
| Raised Face (RF) | Распространены в технологических трубопроводах; концентрирует напряжение прокладки на выступающей области. Хорошо работает со многими типами прокладок при правильной сборке. |
| плоские торцы (Flat Face, FF) | Полноконтактная поверхность; обычно используется при соединении с фланцами/материалами, которые выигрывают от полноконтактной поддержки прокладки (проверьте совместимость — смешение FF и RF может создать неравномерное сжатие прокладки, если не выполнено правильно). |
| Ring Type Joint (RTJ) | Металлическая кольцевая прокладка в фрезерованной канавке; используется для более ответственных применений, когда требуется контролируемая система металл-металл уплотнения. Требует правильного соответствия канавки/кольца и аккуратного обращения во избежание повреждений. |
- Фланцы с выступающей поверхностью подходят для многих трубопроводных систем и могут обеспечивать надёжное уплотнение при контролируемом выборе прокладки и затяжке болтов.
- Фланцы с плоской поверхностью могут быть уместны в менее ответственных применениях или для специфичных интерфейсов оборудования — подтвердите условия сопряжения и тип прокладки.
- Соединения RTJ не прощают ошибок: кольцо и канавка должны соответствовать, поверхности должны быть защищены от вмятин, и контроль сборки имеет значение.
Совет:
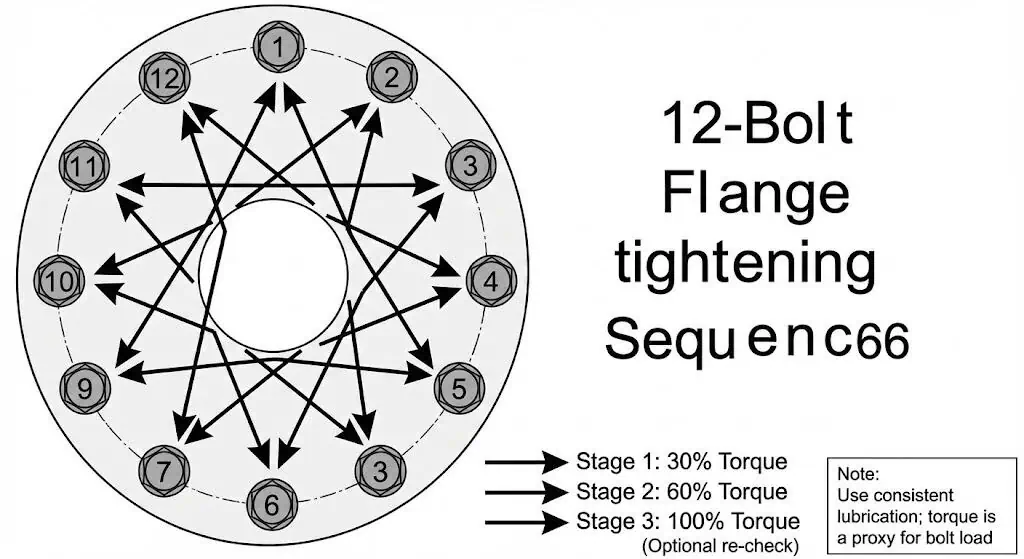
Для повторяемого уплотнения рассматривайте сборку как часть “выбора”. Контролируемый подход к затяжке болтов, согласованный с ASME PCC-1 снижает повторение утечек за счёт контроля посадки прокладки и разброса усилия затяжки болтов.
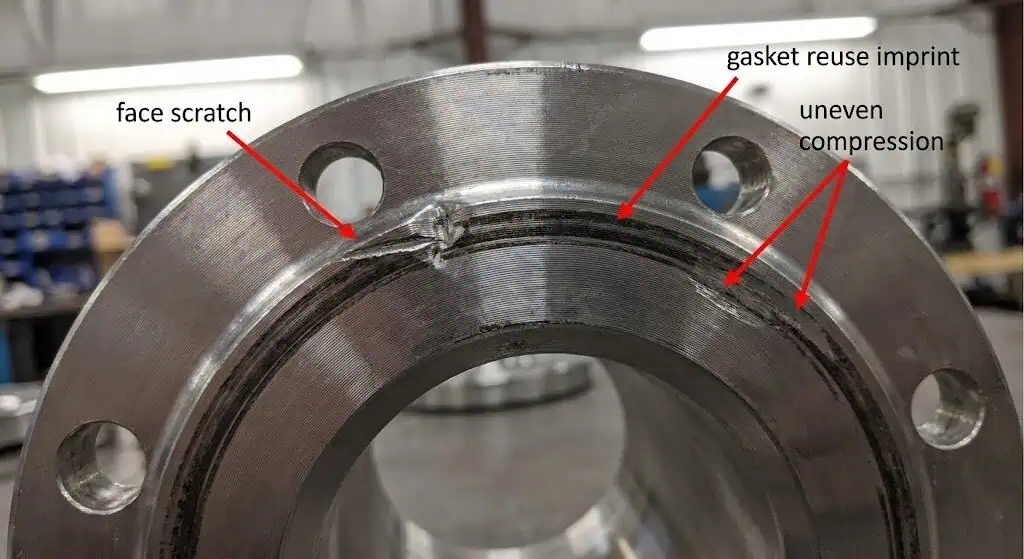
Пример из практики (повторяющееся просачивание после технического обслуживания):
Распространённая картина: “уплотнение было до обслуживания, а потом никогда не уплотняется снова”. Основная причина обычно — повреждение поверхности (царапины/вмятины), непостоянная смазка болтов или повторное использование прокладки вне её предназначенного сервиса. Корректирующие действия просты, но строги: защищайте поверхности, заменяйте прокладки, проверяйте материал/состояние болтов, стандартизируйте смазку и затягивайте по контролируемой схеме с документированными шагами.
Сводная таблица: Факторы выбора фланца
| Фактор | Что проверять | Почему это важно |
|---|---|---|
| Давление и температура | Расчётное давление и расчётная температура (включая переходные процессы) | Предотвращает занижение номинала и утечки при тепловых циклах |
| Среда и коррозионная активность | Химический состав среды + загрязнения + риск застоя | Предотвращает локальную коррозию в зонах прокладки/щелей |
| Тип уплотнительной поверхности | Тип прокладки + допустимая утечка + контроль сборки | Повышает повторяемость уплотнения и сокращает время простоя |
Тщательно анализируя эти факторы, вы обеспечиваете соответствие выбора фланца требованиям вашего проекта по давлению, среде и уплотнению. Этот шаг закладывает основу для правильного выбора типа фланца, его размеров и документации.
Выбор типов фланцев из нержавеющей стали
Фланцы приварные встык vs накладные фланцы
Прямой ответ:
Фланцы приварные встык обычно выбирают для более высоких механических требований (изгиб, вибрация, циклические нагрузки), в то время как накладные фланцы могут быть приемлемы для менее требовательных, более простых в установке утилитарных служб, если это разрешено правилами проекта.
Вам необходимо понимать разницу в пути передачи нагрузки и возможности контроля прежде чем вы выберете фланцы из нержавеющей стали для вашего проекта. Фланец приварной встык использует коническую ступицу и сварное соединение встык, которое более плавно передаёт напряжения в трубу, и он поддерживает более высокую целостность контроля (неразрушающий контроль сварного шва встык, где требуется). Накладной фланец обычно использует угловые сварные швы и проще в выравнивании и монтаже, но он, как правило, менее устойчив в местах с высокой циклической вибрацией или чувствительных к изгибу (нагнетание насоса, трубопроводы компрессора, неправильно выровненные опоры).
| Тип фланца | Механическое поведение (относительное) | Контроль качества / Практичность | Лучший вариант применения |
|---|---|---|---|
| Приварной встык | Лучше подходит для изгибающих моментов, тепловых циклов и виброчувствительных соединений благодаря конической ступице и пути передачи нагрузки через стыковой шов. | Стыковой шов можно проверить в соответствии с требованиями проекта по неразрушающему контролю; как правило, предпочтительнее для линий с более высокой критичностью. | Процессы, более высокие рабочие нагрузки и/или циклические режимы, где риск утечки является дорогостоящим. |
| Накидной | Допустимо для более низких механических требований; более чувствительно к соосности и качеству углового шва при увеличении нагрузок. | Сборка проще, но контроль качества сварки и проверка размеров остаются важными. | Вспомогательные/малокритичные системы, где это разрешено спецификацией и механические напряжения низки. |
Совет:
Если ваша система подвержена вибрации, частым тепловым циклам или высоким изгибающим нагрузкам, фланец с приварной шейкой обычно обеспечивает более надёжное соединение, поскольку лучше распределяет напряжения и вариативность сборки. Рассматривайте тип фланца как выбор, связанный с механической целостностью , а не как выбор по “номинальному давлению”.
Пример из практики (утечка, вызванная вибрацией):
Фланцевое соединение на нагнетании насоса с фланцем типа slip-on демонстрировало повторяющееся просачивание, несмотря на неоднократную замену прокладок. Первопричиной была циклическая вибрация в сочетании с незначительной несоосностью, что усиливало разброс нагрузки на болты и вариацию напряжения в прокладке. Долговременным решением стала переделка на фланец типа weld neck, проверка опор/соосности и повторная сборка с использованием контролируемой процедуры затяжки болтов.
Глухие фланцы, фланцы под приварку в раструб и резьбовые фланцы
Прямой ответ:
Глухие фланцы изолируют концы трубопроводов, фланцы под приварку в раструб распространены в трубопроводах малого диаметра, где важна компактность, а резьбовые фланцы позволяют сборку без сварки — однако резьбовые соединения, как правило, ограничены условиями низкой опасности, где риск утечки приемлем.
Вы столкнетесь с несколькими другими типами фланцев при выборе фланцев из нержавеющей стали. Глухие фланцы закрывают конец трубопровода или сосуда и используются для изоляции, испытаний и обеспечения доступа для обслуживания. Фланцы под приварку в раструб применяются на линиях малого диаметра, где требуется компактное соединение; обратите внимание на риск щелевой коррозии и требования к очистке, так как геометрия раструба может удерживать остатки. Резьбовые фланцы навинчиваются на трубу и могут быть полезны там, где сварка ограничена, но заедание резьбы и целостность уплотнения становятся реальными проблемами в сборках из нержавеющей стали, особенно при вибрации или температурных циклах.
| Тип фланца | Области применения |
|---|---|
| Глухие фланцы (Заглушки) | Точки изоляции для осмотра, гидравлических испытаний или будущих врезок; укажите коррозионный запас и учтите риск застойных зон (“мертвых зон”) за глухими фланцами. |
| Раструбные фланцы (SW) | Линии малого диаметра, где важна компактность; проверьте требования к чистоте и допустимо ли улавливание в щелях для вашей среды. |
| Резьбовые фланцы | Ситуации без сварки в условиях низкой опасности; избегайте применения там, где присутствует вибрация, циклические нагрузки или высокие последствия утечки. |
Примечание:
При выборе фланцев из нержавеющей стали подбирайте тип фланца в соответствии с механическими требованиями, возможностью контроля и реалиями обслуживания — а не только простотой монтажа.
Соответствие применению и соображения по стоимости
Прямой ответ:
Сбалансируйте первоначальную стоимость с риском утечек: время монтажа, требования к контролю и частота разборки и повторной сборки соединения.
Выбор фланца влияет на общую стоимость владения. Более “дешёвый” тип фланца может оказаться дорогим, если увеличивает объём доработок, расход прокладок или незапланированные простои. Нержавеющая сталь обычно дороже углеродистой, но может снизить стоимость жизненного цикла в коррозионной среде — при условии правильного выбора марки и контроля щелевой коррозии и переменных сборки.
- Факторы стоимости, которые можно количественно оценить: часы сварки, контрольные точки НК, время затяжки болтов, интервалы замены прокладок и простои, связанные с утечками.
- Для ответственных соединений “повторяемая сборка” часто является лучшей стратегией снижения затрат - используйте контролируемые процедуры и документацию, соответствующие ASME PCC-1.
- Если вы закупаете у Sunhy или любого другого поставщика, снижайте риски снабжения, стандартизируя данные заказа (NPS, класс/PN, тип уплотнительной поверхности, проход/толщина стенки, марка, термообработка, крепёж, прокладка и требуемые сертификаты).
Примечание:
Большинство “загадочных утечек” не являются загадочными: они возникают из-за несоответствия между условиями эксплуатации и конструкцией соединения/контролем сборки. Заложите в бюджет соединение, которое можно собирать стабильно.
Сводная таблица: Распространённые типы фланцев из нержавеющей стали
| Тип фланца | Ключевые характеристики | Рекомендуемое применение |
|---|---|---|
| Приварной встык | Оптимальный путь передачи нагрузки при изгибе/вибрации/циклических нагрузках; стыковой сварной шов обеспечивает более высокую целостность при контроле. | Высоконагруженные технологические трубопроводы и циклические режимы работы. |
| Накидной | Простота центровки и монтажа; производительность сильно зависит от качества подгонки и сварки. | Менее нагруженные системы, где это допускается. |
| глухие | Полная изоляция; создаёт застойную зону за заглушкой во многих конфигурациях. | Изоляция для инспекции/испытаний; оцените риск щелевой коррозии в мёртвой зоне. |
| Сварка в раструб | Компактное соединение малого диаметра; геометтура раструба может удерживать среду/осадок. | Системы малого диаметра, где допустимо удержание среды в щели. |
| Резьбовое | Без сварки; герметичность резьбового соединения является ограничивающим фактором. | Малонагруженные, низковибрационные применения, где это допускается. |
Понимая типы фланцев и их поведение в реальных установках, вы можете снизить риск утечек и принимать решения по выбору, которые сохраняют надёжность после пусконаладки и циклов технического обслуживания.
Марки нержавеющей стали и совместимость материалов
Фланцы 304 vs 316 vs Duplex
Прямой ответ:
316 (с молибденом) и дуплексные марки обычно обеспечивают лучшую стойкость к локальной коррозии, чем 304, особенно при наличии хлоридов и повышенной температуры.
При выборе фланцев из нержавеющей стали сравнивайте марки на основе фактического механизма коррозии который вы контролируете: точечная/щелевая коррозия, коррозионное растрескивание под напряжением или общая коррозия. 304 может быть подходящим для чистых сред с низким содержанием хлоридов, но часто является плохим выбором для морских брызговых зон или технологических жидкостей, содержащих хлориды. 316/316L улучшает стойкость к точечной коррозии благодаря Mo. Дуплексные сплавы (такие как 2205) часто выбирают для повышения стойкости к локальной коррозии, связанной с хлоридами, и снижения риска коррозионного растрескивания под напряжением во многих применениях, но контроль изготовления и документация по закупкам становятся более важными.
| Марка нержавеющей стали | Коррозионная стойкость в морских/хлоридных условиях (эмпирическое правило) |
|---|---|
| 304 | Высокий риск точечной коррозии/пятен; обычно избегается при постоянном наличии хлоридов и увлажнении. |
| 316/L | Улучшен по сравнению с 304 за счёт Mo; всё ещё может подвергаться точечной/щелевой коррозии в тёплых или высокохлоридных условиях. |
| Duplex 2205 | Часто выбирается для улучшенной стойкости к точечной/щелевой коррозии и сниженной восприимчивости к коррозионному растрескиванию под напряжением (КРН) во многих хлоридных средах (подтвердите пригодность для вашей химической среды и температуры). |
Если выбор фланца связан с коррозионными средами, задокументируйте обоснование выбора марки и обеспечьте его прослеживаемость. Когда решение зависит от стойкости к локальной коррозии, ссылайтесь на рекомендации по PREN, такие как Nickel Institute PREN guidance, а не на маркетинговые заявления.
Важность марок “L” для сварки
Прямой ответ:
“Марки ”L» (например, 316L) снижают риск сенсибилизации при сварке и обычно используются, когда вы не можете контролировать время в диапазоне температур сенсибилизации или не можете применить послесварочную обработку растворением.
Выбор правильного фланца для сварных трубопроводных систем означает, что необходимо учитывать содержание углерода и воздействие температур сенсибилизации. В рекомендациях обычно отмечается, что сенсибилизация может происходить в приблизительном диапазоне 450–850°C в зависимости от марки и термической истории; использование низкоуглеродистых (“L”) марок является стандартной мерой предотвращения во многих сварных конструкциях. См., например, рекомендации по сварке, такие как Nickel Institute welding guidance, и ссылки на отраслевые стандарты по нержавеющей стали, такие как sensitization avoidance notes.
- Низкое содержание углерода снижает восприимчивость к межкристаллитной коррозии после сварки в термических циклах, склонных к сенсибилизации.
- “Марки ”L» являются практичным выбором, когда термическая обработка после сварки неосуществима в масштабах объекта.
- Для критических соединений сочетайте марки “L” с контролируемым тепловложением и требованиями к надлежащей очистке/пассивации после сварки в спецификации вашего проекта.
Если поставщик предлагает двойную сертификацию 316/316L, рассматривайте это как вопрос документации: запросите сертификат испытаний материала (MTR), показывающий, что химический состав плавки соответствует пределу содержания углерода для марки “L”, и подтвердите, что механические свойства соответствуют вашим требованиям.
Стандарты ASTM и ASME
Прямой ответ:
Вы должны убедиться, что фланец материалу и фланец размеры/номинальные давления указаны в соответствии с правильными стандартами для вашего проекта и региона.
При выборе фланцев из нержавеющей стали размеры и система номинальных давлений определяются стандартом на фланцы, а требования к материалу — спецификацией материала. Для кованых фланцев из нержавеющей стали широко используемой спецификацией материала является ASTM A182/A182M. Для размерных стандартов ASME, ASME B16.5 охватывает распространенные размеры (NPS 1/2 через 24) и ASME B16.47 охватывает фланцы большого диаметра (NPS 26–60). Если ваш проект основан на EN/DIN, закупка и монтаж должны соответствовать используемому стандарту EN на фланцы (например, DIN перечисляет область применения и требования EN 1092-1 здесь: Обзор DIN EN 1092-1).
| Стандарт | Описание |
|---|---|
| ASME B16.5 | Размеры, допуски, номинальные давления-температуры, маркировка и ссылки на материалы для фланцев (обычно NPS 1/2–24). |
| ASME B16.47 | Стальные фланцы большого диаметра (NPS 26–60), включая номинальные давления, размеры и требования к маркировке/испытаниям. |
Выбор правильного фланца позволяет избежать несоответствий и обеспечить безопасную работу трубопровода.
Размеры и стандарты фланцев
Размеры и сортамент труб
Прямой ответ:
Вы должны подобрать фланец NPS/DN, отверстие, и фланца к трубе и конструкции соединения, а затем проверить, что требует проект по соответствию расписания и деталям сварки.
Размер фланца зависит от наружного диаметра трубы и конфигурации отверстия фланца. Для приварных встык фланцев отверстие и детали сварного конца должны соответствовать наружному диаметру трубы и толщине стенки, используемой в вашей линии. Для конфигураций с накладным фланцем (lap-joint) заглушка определяет соответствие отверстия и расписания. Даже там, где накидные фланцы допускают больший зазор, качество сборки и сварки всё равно определяет надёжность. Если ваш проект ссылается на размерные стандарты ASME, начните с требований B16.5/B16.47, а затем примените ограничения спецификации трубопроводов вашего проекта.
| Толщина стенки трубы | Толщина стенки | Влияние на выбор |
|---|---|---|
| 40 | Стандарт | Обычное расписание для коммунальных/технологических систем; подтвердите соответствие отверстия и сварного конца для стыковых сварных соединений. |
| 80 | Более толстая | Большая толщина стенки; влияет на подготовку к сварке, соответствие отверстия и может изменить доступность/сроки поставки. |
- Убедитесь, что отверстие фланца и детали сварного конца соответствуют наружному диаметру трубы и предполагаемой конструкции соединения.
- Подтвердите ширину посадки прокладки и совместимость уплотнительной поверхности при выбранном NPS/классе.
- При наличии теплового расширения, вибрации или циклических нагрузок согласуйте выбор фланца с конструкцией напряжений/опор.
Шаблоны болтов и совместимость стандартов
Прямой ответ:
Вы должны сохранять соединение в рамках одной стандартной системы (класс ASME или PN EN), если только не используете специальное переходное решение.
Фланцы соответствуют различным стандартам, таким как системы на основе класса ASME и системы на основе PN EN/DIN. Эти стандарты используют разные размеры окружности болтов, количество отверстий, толщины и конвенции уплотнительных поверхностей. Если смешивать стандарты, отверстия под болты могут не совпадать или посадка прокладки может стать ненадёжной. Используйте одну стандартную систему от начала до конца или применяйте правильно спроектированный переходной патрубок, предназначенный для такого несоответствия.
| Стандарт | Система измерений | Шаблон отверстий под болты | Ключевой риск при смешивании |
|---|---|---|---|
| ASME (Класс) | Дюймовая | Определяется размером/классом по стандарту фланцев ASME | Несовместимость + непредсказуемое напряжение посадки прокладки |
| EN/DIN (PN) | Метрическая | Определяется DN/PN по стандарту фланцев EN | Разные конвенции расположения отверстий под болты/толщины/уплотнительных поверхностей |
Совет:
Несоответствие стандартов — один из самых быстрых способов создать ситуацию “почти подходит” при монтаже на объекте. Подтвердите систему стандартов на этапе P&ID/спецификации и зафиксируйте её в спецификации материалов.
Пример на объекте (несовпадение отверстий под болты):
Команда технического обслуживания попыталась соединить фланец EN PN с фланцем ASME class, используя болты “почти подходящие”. Соединение собрали с принудительной центровкой, затем произошла утечка из-за неравномерного сжатия прокладки и плохого распределения нагрузки на болты. Исправление заключалось в замене фланца на соответствующий стандарту и утилизации сборки с принудительной подгонкой.
Классы давления
Прямой ответ:
Выберите наименьший class/PN, который соответствует расчётному давлению при расчётной температуре с требуемым запасом для вашего проекта, и задокументируйте обоснование.
Номинальные давления зависят от стандарта и группы материала. Завышение класса/PN увеличивает стоимость и может повысить нагрузку на болты и чувствительность сборки, но занижение приводит к утечкам и переделкам. В системах ASME используйте ASME B16.5 / ASME B16.47 таблицы рейтингов; в системах EN/DIN подтвердите правила давления-температуры PN для выбранной группы материалов фланца.
| Стандарт | Диапазон размеров (номинальный) | Система классификации |
|---|---|---|
| ASME B16.5 | NPS 1/2 до 24 | Класс 150 до 2500 (зависит от температуры) |
| ASME B16.47 | NPS 26 до 60 | Класс 75 до 900 (зависит от температуры) |
Распространённые ошибки, которых следует избегать:
- Проверка рейтинга давления при окружающей температуре вместо расчётной.
- Игнорирование скачков давления (пусковые переходные процессы, тепловое расширение, гидроудар).
- Смешение стандартов фланцев или систем уплотнения без спроектированного перехода.
- Предположение, что момент затяжки болта равен нагрузке на болт (разброс смазки и K-фактора может быть значительным).
- Повторное использование прокладок или сборка без контролируемого метода затяжки болтов (схема + поэтапная затяжка).
Примечание:
Тщательный подбор размера и класса давления фланца повышает механическую целостность и снижает частоту технического обслуживания в течение всего срока службы трубопроводной системы.
Качество поставщика и выбор фланцев Sunhy
Сертификаты качества и испытания
Прямой ответ:
Проверьте возможности поставщика с помощью сертификатов, которые вы можете проверить, прослеживаемости материалов, которую вы можете проверить, и инспекции/испытаний, соответствующих спецификациям вашего проекта.
Сертификаты имеют значение только в том случае, если вы можете их проверить. Запросите номера сертификатов и область их действия и убедитесь, что они применяются к производственной площадке, выпускающей ваши фланцы. Для систем менеджмента распространёнными ссылками являются стандарты ISO для качества, окружающей среды и охраны труда и техники безопасности:
| Сертификация / Требование | Описание |
|---|---|
| ISO 9001 | Система менеджмента качества (проверьте область действия + охват площадки). |
| ISO 14001 | Система экологического менеджмента (проверьте область действия + охват площадки). |
| ISO 45001 | Система менеджмента охраны труда и техники безопасности (заменяет OHSAS 18001 во многих программах). |
| PED 2014/68/EU (проекты ЕС) | Нормативная база соответствия для оборудования под давлением, размещаемого на рынке ЕС (применять при необходимости). |
В техническом плане согласуйте материал и термообработку с признанной спецификацией, такой как ASTM A182/A182M при использовании кованых нержавеющих фланцев. Для марок нержавеющей стали термообработка не является опциональной — подтвердите требуемое состояние (растворный отжиг, закалка и т.д.) и убедитесь, что оно отражено в сертификатах MTR и записях инспекции.
Маркировка и документация фланцев
Прямой ответ:
Запросите документацию, связывающую каждый фланец с номером плавки, химическим составом/механическими свойствами материала и точными требованиями стандарта к размерам и номинальным параметрам.
Надлежащая документация подтверждает качество и прослеживаемость. Как минимум, запросите заводские сертификаты испытаний (MTR) и сертификаты инспекции, которые ссылаются на ваши требования к закупке. Если ваша среда включает сероводородные условия или воздействие H2S, подтвердите, требует ли ваш проект правил материалов для сероводородных сред NACE/ISO, таких как ISO 15156 (требования проекта варьируются в зависимости от отрасли и спецификаций заказчика). Для проектов ЕС подтвердите объём документации PED при необходимости: Текст Директивы 2014/68/ЕС.
Если вы покупаете у Sunhy, применяйте ту же дисциплину: запрашивайте прослеживаемость, подтверждайте соответствие стандартам (размеры/номинальные характеристики) и сохраняйте документы, прикреплённые к позиции заказа, в вашем пакете записей качества.
Глобальная поддержка и обслуживание клиентов
Прямой ответ:
Выбирайте поставщиков, которые могут отвечать на технические вопросы в письменном виде, быстро предоставлять документацию и поддерживать разрешение несоответствий без задержек.
Техническая поддержка является частью управления рисками. Перед покупкой подтвердите, что поставщик может (1) предоставить требуемые документы (MTR, отчёты о размерах, PMI, если указано), (2) соответствовать стандарту на фланцы и требованиям к уплотнительным поверхностям, и (3) реагировать на проблемы NCR/качества с помощью задокументированного процесса корректирующих действий. Логистика также важна: упаковка должна защищать обработанные поверхности и сохранять этикетки прослеживаемости при транспортировке и хранении.
Совет:
Всегда проверяйте надёжность поставщика, проверяя прослеживаемость, запрашивая образцы документов и подтверждая, как защищены уплотнительные поверхности фланцев при транспортировке. Повреждение поверхности является частой основной причиной утечек при запуске.
Вы можете делать безопасный и надёжный выбор, следуя каждому шагу в процессе выбора фланцев.
Проверьте давление, температуру и совместимость материалов. Подтвердите стандарты, уплотнительные поверхности и контроль затяжки. Используйте краткий контрольный список для принятия решений перед выпуском заказа:
| Точка принятия решения | Описание |
|---|---|
| Расчётные условия | Расчётное давление/температура задокументированы (включая гидроудары и циклы), класс/PN проверен при расчётной температуре. |
| Стандартная система | Система ASME class vs EN/DIN PN зафиксирована; смешанные схемы болтов/типы уплотнительных поверхностей не допускаются. |
| Материальная основа | Класс выбран с учётом механизма коррозии; спецификация материала определена (например, ASTM A182/A182M где применимо). |
| Контроль сборки | Прокладка + уплотнительная поверхность выбираются как система; метод затяжки болтов контролируется (ссылайтесь на ASME PCC-1, когда это уместно). |
| Документация | Сертификаты MTR, маркировка и записи инспекции привязаны к номеру плавки и требованиям закупки. |
Всегда дважды проверяйте совместимость и стандарты перед окончательным выбором фланца. Для сложных проектов сохраняйте письменное обоснование выбора и согласовывайте его с заинтересованными сторонами (трубопровод/проектирование/обслуживание), чтобы избежать дорогостоящих переделок.
Часто задаваемые вопросы
В чём разница между фланцами из нержавеющей стали марок 304 и 316?
316 обеспечивает улучшенную стойкость к локальной коррозии благодаря содержанию молибдена (Mo).
Обычно выбирают 316/316L, когда хлориды или агрессивные химикаты создают реальный риск точечной/щелевой коррозии. 304 может быть приемлем в чистых средах с низким содержанием хлоридов.
- Используйте 304 для неагрессивных условий, где воздействие хлоридов и увлажнение ограничены.
- Используйте 316/316L, когда ожидается присутствие хлоридов, моющих химикатов или увлажнение вблизи морской среды.
- Для применения в средах с повышенным содержанием хлоридов оцените дуплексные марки с использованием задокументированной коррозионной основы (ссылайтесь на концепции скрининга, такие как руководство по PREN).
| Класс | Лучшее применение | Стойкость к локальной коррозии (относительная) |
|---|---|---|
| 304 | Общие трубопроводы в средах с низким содержанием хлоридов | Умеренный |
| 316 / 316L | Химическая/морская смежная среда | Выше, чем у 304 (содержащий Mo) |
Как выбрать номинальное давление фланца?
Используйте расчетное давление и расчетную температуру, затем проверьте допустимый класс по таблицам соответствующего стандарта.
Не выбирайте класс/PN на основе номинальных характеристик при окружающих условиях. В системах ASME подтвердите свой выбор по стандарту ASME B16.5 или ASME B16.47 таблицам для вашей группы материалов.
- Начните с расчетных P/T (включая достоверные гидроудары и тепловые циклы).
- Подтвердите группу материалов и поведение при снижении номинала в зависимости от температуры.
- Выберите самый низкий класс, который соответствует требованиям с необходимым запасом проекта и документально обоснован.
Можно ли смешивать разные стандарты фланцев, например ANSI и DIN?
Это не рекомендуется.
Смешение стандартных систем обычно приводит к несовпадению шага болтов и ненадежной посадке прокладки. Используйте одну стандартную систему от начала до конца или правильно спроектированное переходное решение. Для справки по области применения и требованиям фланцев EN см. Обзор DIN EN 1092-1.
Зачем мне нужны сертификаты Mill Test Reports (MTRs) для фланцев?
MTR подтверждают химический состав материала, механические свойства и прослеживаемость до номера плавки.
Если ваша закупка ссылается на спецификацию материала, такую как ASTM A182/A182M, MTR — это документ, подтверждающий соответствие поставленного фланца требованиям спецификации. Для критических работ совмещайте проверку MTR с положительной идентификацией материала (PMI), когда это требуется по проекту.
Как я могу убедиться, что выбрал правильный фланец для своего проекта?
Используйте контрольный список заказа и контрольный список сборки — затем сохраняйте записи.
Перед заказом зафиксируйте технические входные данные. Перед вводом в эксплуатацию соберите соединение с использованием контролируемой процедуры (последовательная затяжка, проверенная смазка, поэтапная затяжка), согласованной с руководствами, такими как ASME PCC-1, когда это применимо.
- Контрольный список заказа: NPS/DN, класс/PN, тип поверхности, диаметр отверстия/толщина стенки, марка (например, 316L против 316), спецификация материала (например, ASTM A182), состояние термообработки, спецификация крепежа, тип прокладки, требуемые документы.
- Контрольный список сборки: состояние поверхности, правильная прокладка, состояние болтов и смазка, схема затяжки + поэтапность, проверка на герметичность после термической стабилизации, где это разрешено.

