







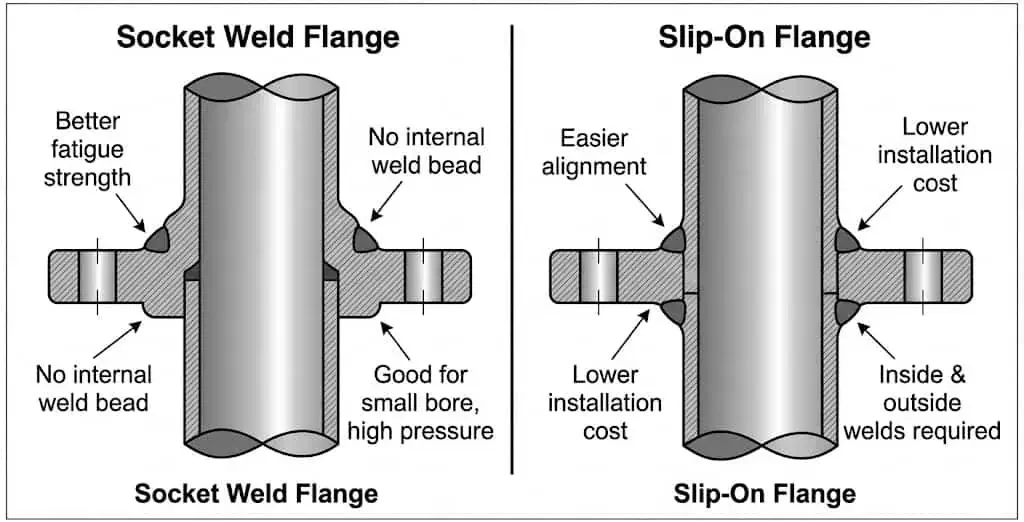
Основное различие между фланцами под раструбную сварку и фланцами под накидную сварку заключается в способе посадки и сварки трубы — это напрямую влияет на усталостное поведение, риск утечек, связанных со сваркой, и чувствительность соединения к ошибкам подгонки.
На практике правильный выбор зависит от класса давления, размера трубы (особенно малого диаметра), вибрации/циклической нагрузки, риска коррозии, контроля качества изготовления и философии технического обслуживания. Эта страница написана как руководство по выбору и сравнению для инженеров, покупателей и команд технического обслуживания. Если вам нужны специфические размеры продуктов и детали покупки, см. наши Фланцы раструбные (SW), страницы продуктов Фланцы накидные (SO), и Воротниковые фланцы (WN) .
Если ваш проект использует системы фланцев ASME, размерные шаблоны и классы номинального давления обычно регулируются размерами фланцев и схемами сверления по ASME B16.5. Для официальных ссылок на область стандартов см. Стандартная страница ASME B16.5.
Примечание для закупки: Рассматривайте это как инженерное решение, а не как выбор “самого дешевого фланца”. Скрытые затраты обычно связаны с переделкой: искажение поверхности, утечка при гидроиспытаниях, несоосность или отказы из-за вибрации после запуска.
Краткий ответ (типичная тенденция выбора; окончательное решение = код + класс трубопровода + случай нагрузки):
| Тип фланца | Типичные преимущества | Где лучше всего подходит |
|---|---|---|
| Накладной (SO) | Быстрый монтаж, экономичное изготовление, широкое применение в утилитарных/общих трубопроводах | Услуги со стабильной нагрузкой, где контролируются сварочные искажения и вибрация |
| Фланец под приварку в раструб (SW) | Компактное соединение малого диаметра, повторяемое расположение монтажа, часто используется в высоконапорных услугах малого диаметра | Услуги малого диаметра, где класс трубопровода допускает раструбную сварку и контроль качества работ/опор является сильным |
| Сварными с горловиной (WN) | Лучший переход напряжений и передача нагрузки, часто предпочтительны в критических условиях | Сильные циклические, высокая вибрация, высокие последствия или более строгие классы трубопроводов |
Нужна спецификация по конкретному продукту? Обзор Характеристики фланцев под раструбную сварку, Характеристики накидных фланцев, и Обзор стандартов фланцев перед выпуском заказа на покупку.
Обзор фланцев под раструбную сварку (SW)
Логика конструкции и монтажа
Фланцы под раструбную сварку сконструированы так, что наружный диаметр трубы вставляется в расточку (“гнездо”), а герметичность обеспечивается внешним угловым сварным швом.
Гнездо помогает позиционировать трубу при монтаже, поэтому фланцы SW распространены в малогабаритных системах. В эксплуатации производительность зависит меньше от формы самого гнезда и больше от дисциплины монтажа, качества профиля сварного шва, расстояния между опорами и контроля вибрации/тепловых циклов..
Примечание по закупкам (несоответствие общих полей): Убедитесь, что заказ на поставку четко указывает NPS, класс, поверхность (RF/FF/RTJ, где применимо), внутренний диаметр и тип раструбной сварки. Если вы заказываете для повторных скидов или модульных сборок, стандартизируйте язык вашего технического листа — см. как заказать фланцы под приварку в раструб для практического контрольного списка.
| Особенность | Описание |
|---|---|
| Тип соединения | Фланец под раструбную сварку (SW) |
| Геометрия | Раструб/зенковка фиксирует трубу перед внешним угловым швом |
| Типичное применение | Малогабаритные службы, где важны компактная геометрия и повторяемость сборки |
| Ключевой риск при неправильном применении | Усталость от вибрации, проблемы с щелями/коррозией в некоторых влажных службах, плохая сборка/контроль WPS |
Как работают фланцы под раструбную сварку в реальных системах
Фланцы под раструбную сварку создают сварное герметичное соединение после установки трубы в раструб и внешней сварки. Многие проектные процедуры требуют небольшого зазора (отступа) после полной установки перед сваркой для снижения усадочных напряжений и улучшения однородности сварного шва; точное значение контролируется применимым кодом/спецификацией и квалифицированной WPS.

- Контроль сборки: установите трубу, примените требуемый зазор согласно WPS/спецификации, затем прихватите и повторно проверьте совмещение поверхностей.
- Контроль профиля сварного шва: пере-/недосварка и плохой контроль тепловложения могут снизить запас усталостной прочности и исказить совмещение.
- Особенности зазоров: область раструба может быть проблемной в агрессивных влажных/хлоридсодержащих средах, если химический состав и техническое обслуживание не контролируются.
- Контроль болтового соединения: состояние поверхности фланца и метод затяжки болтов по-прежнему определяют герметизирующие свойства прокладки после сварки.
Пример из практики (типичная проблема при остановке): Линия малого диаметра с раструбной сваркой проходит гидроиспытания, но дает течь после прогрева. Во многих случаях первопричина не в “плохом качестве прокладки”, а в сочетании ошибок сборки/зазора, перекоса поверхностей и теплового движения, разгружающего прокладку.
Где инженеры проявляют осторожность
Фланцы под раструбную сварку часто являются надежным вариантом для малых диаметров, но они не являются универсальным улучшением. Инженеры проявляют осторожность в зонах с вибрацией, при сильных тепловых циклах и в условиях влажной коррозионной среды, где щелевые условия могут ускорять коррозию.
| Тип ограничения | Описание |
|---|---|
| Усталостное растрескивание | Вибрация в малогабаритных трубопроводах + циклическое давление/температура могут вызвать трещину у сварного шва при плохом креплении. |
| Проблемы сборки / WPS | Плохой контроль зазора, выравнивания или профиля сварки может снизить надежность и увеличить риск утечки. |
| Несоответствие поверхности/прокладки | Неправильная обработка поверхности или тип прокладки могут вызывать утечки независимо от типа фланца. |
| Риск щелевой коррозии | Раструбная область и плохой дренаж могут задерживать отложения в некоторых влажных системах. |
Для получения более подробных данных о продукции SW, материалов и деталей заказа см. Спецификации фланцев под раструбную сварку (SW).
Обзор фланцев скользящего типа (SO)
Логика конструкции и монтажа
Фланец скользящего типа надевается на наружный диаметр трубы и фиксируется угловыми сварными швами (обычно внутри и снаружи в соответствии с WPS/спецификацией).
Такая геометрия делает фланцы скользящего типа быстрыми в установке и экономичными во многих коммунальных и общих системах. Компромисс заключается в том, что соединение сильно зависит от последовательности сварки, профиля сварного шва и контроля искажения поверхности фланца.
Совет: Фланцы скользящего типа кажутся прощающими при сборке, но многие утечки при запуске вызваны искажением от последовательности сварки, плохим выравниванием или неравномерной нагрузкой на болты, а не только прокладкой.
Как работают фланцы скользящего типа в реальных системах
Соединение скользящего типа создается путем установки выступа трубы и нанесения контролируемых угловых сварных швов. Инженерная задача заключается не просто в “выполнении сварки”; она состоит в сохранении соосности поверхностей и качества посадки прокладки после сварки.
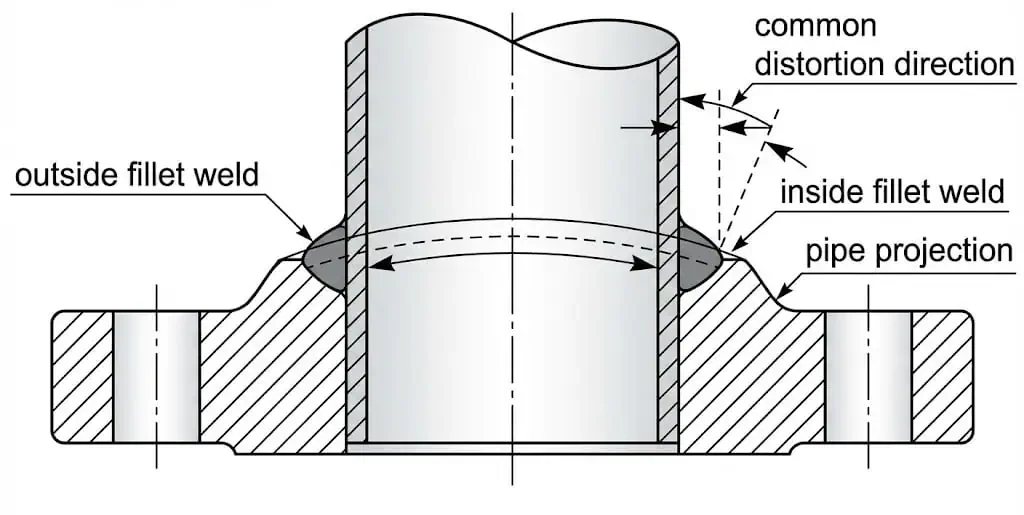
- Контроль выступа: установите выступ трубы в соответствии с WPS/спецификацией, чтобы избежать плохой геометрии внутреннего углового шва или проблем с зазорами.
- Контроль деформации: последовательность сварки и тепловложение могут повернуть/оттянуть поверхность фланца; проверьте параллельность поверхностей перед болтовым соединением.
- Контроль размера сварного шва: недостаточные сварные швы снижают запас прочности; чрезмерная сварка может деформировать поверхность и увеличить риск утечки.
- Защита болтовых поверхностей: сохраняйте поверхности посадки прокладок свободными от следов дуги и повреждений от шлифовки.
Скользящие фланцы широко используются, поскольку они быстро изготавливаются и экономичны, особенно там, где внешние нагрузки стабильны, а доступ для контроля хорош. Для размеров/классов/материалов см. Фланцы на скольжение (SO) технические характеристики.
Раструбный фланец против фланца на скольжение: сравнение
Процесс монтажа
Раструбные фланцы требуют более строгой дисциплины подгонки в области раструба; фланцы на скольжение обычно устанавливаются быстрее, но требуют последовательного контроля порядка сварки и деформации поверхности.
Ни один тип соединения не “выигрывает”, если поверхность фланца не параллельна или если трубопровод принудительно выравнивается во время затяжки болтов.
- Фланец под приварку в раструб: установить трубу, задать зазор согласно WPS/спецификации, прихватить, проверить перпендикулярность/параллельность, затем наложить внешний угловой шов с контролируемым тепловложением.
- Фланец на приварном кольце: сдвинуть в положение, задать выступ согласно WPS/спецификации, равномерно прихватить, затем сварить в последовательности, ограничивающей деформацию поверхности фланца.
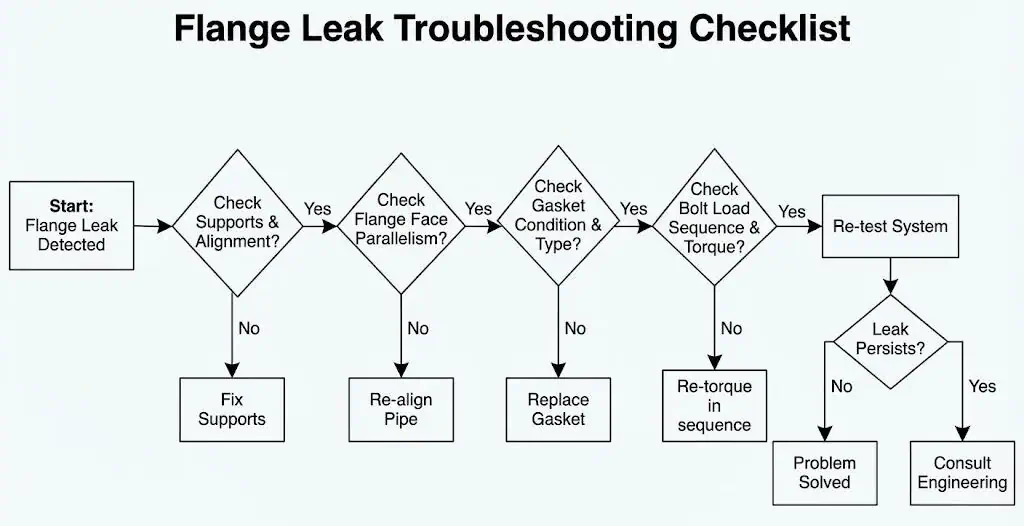
Проверка на месте перед обвинением прокладки: (1) параллельность поверхности фланца, (2) состояние опоры/вибрации и (3) равномерность нагрузки на болты.
Прочность и производительность при реальных нагрузках
И раструбные фланцы, и фланцы на скольжение могут соответствовать кодовым размерам и рейтингам, но они по-разному реагируют на вибрацию и изгибающие нагрузки.
В системах, подверженных усталости, качество профиля сварного шва, расстояние между опорами и величина циклической нагрузки часто оказывают большее влияние на производительность, чем маркировка фланца.
| Тип фланца | Характеристики производительности | Где показывает хорошие результаты |
|---|---|---|
| Фланец под сварку в раструб | Компактное соединение; чувствительно к точности сборки и качеству сварки в области раструба | Малоразмерные трубопроводы при управлении рисками вибрации/коррозии |
| Накидной фланец | Экономичное и быстрое; зависит от стабильного качества углового шва и контроля поверхности | Утилитарные/общие службы со стабильной нагрузкой при хорошем контроле качества и управлении опорами |
| Фланец под приварку встык (справочное значение) | Лучший переход напряжений и передача нагрузки во многих тяжелых условиях эксплуатации | Критическая нагрузка / более высокие циклические или вибрационные нагрузки при указании |
- Если линия находится рядом с вращающимся оборудованием, сначала оцените вибрацию и циклический изгиб — плохие опоры вызовут утечки независимо от типа фланца.
- Если среда влажная и содержит хлориды, оцените риск щелевой коррозии в зонах сварки и подтвердите ожидания по очистке/пассивации для нержавеющих систем.
Номинальное давление и ограничения по применению
Возможность по давлению определяется номиналом фланца и таблицами давления-температуры, затем ограничивается правилами эксплуатации в классе трубопровода.
Как раструбные, так и накидные фланцы доступны в классах давления ASME, но многие спецификации заказчиков ограничивают их использование в тяжелых циклических, высоковибрационных или опасных условиях эксплуатации.
- Высокое давление + малый диаметр: Раструбная сварка обычно выбирается там, где компактная геометрия и доступность благоприятствуют конструкции с раструбной сваркой и класс трубопровода это допускает.
- Коммунальные службы со стабильной нагрузкой: Накидные фланцы обычно выбираются там, где важны скорость и стоимость, а вибрация контролируется.
- Сильная циклическая/вибрационная нагрузка: многие классы трубопроводов переходят к конструкциям с более высокой целостностью (часто фланцы с приварной шейкой) вместо попыток “заставить SO/SW работать” в неподходящем месте.
Стоимость, обслуживание и скрытый риск переделок
Накладные фланцы обычно имеют более низкую удельную стоимость и быстрее в серийном производстве; раструбные фланцы могут снизить вариативность подгонки в компактных малогабаритных установках при стандартизации процедур.
Скрытая стоимость в обоих случаях - переделки: искажение поверхности, утечки при гидроиспытаниях, коррекция выравнивания, замена прокладок и простои.
| Фактор | Накладной фланец (SO) | Раструбный фланец (SW) |
|---|---|---|
| Фактор стоимости установки | Скорость изготовления против переделок из-за сварочных деформаций | Дисциплина подгонки / ожидания контроля против преимущества повторяемости |
| Внимание к обслуживанию | Проверка целостности сварки, искажения поверхности, качества затяжки болтов | Проверка состояния раструбной зоны, выравнивания/опор, качества сварки |
| Типичная причина утечки | Неравномерная нагрузка на болты, искажение поверхности, несоосность | Проблема сборки/зазора, усталость от вибрации, потеря нагрузки на поверхность после теплового движения |
Дисциплина сборки болтовых соединений важна для обоих типов. Многие объекты ссылаются на процедуры, основанные на ASME PCC-1 (Сборка болтовых фланцевых соединений на границе давления) или эквивалентных стандартах владельца.
Как выбрать правильный фланец
Критерии выбора (что фактически предотвращает утечки при запуске)
При выборе между фланцами под раструбную сварку и накладными фланцами приоритетными являются требования к давлению и температуре, внешние нагрузки, риск коррозии и контроль качества монтажа.
Эти критерии предотвращают большинство “загадочных утечек”, наблюдаемых во время гидроиспытаний и на ранних этапах эксплуатации:
- Основание по давлению/температуре: Подтвердите таблицу предельных давлений и температур, стандартный охват и ограничения класса трубопроводов проекта.
- Внешние нагрузки и вибрация: Если фланец расположен вблизи вращающегося оборудования или на неподдерживаемом пролете, предполагайте риск циклических нагрузок, пока не будет доказано обратное.
- Риск коррозии/щелевой коррозии: Проанализируйте химический состав среды, циклы увлажнения/высыхания, отложения и ожидаемое состояние поверхности нержавеющей стали.
- Стратегия уплотнительной поверхности и прокладки: Выбор RF/FF, тип прокладки и метод затяжки болтов должны соответствовать друг другу.
- Повторяемость изготовления: Выберите тип соединения, который ваша мастерская/площадка может выполнять стабильно без “героических усилий”.”
Таблица быстрого принятия решений (типичная тенденция; окончательное решение = спецификация + случай нагрузки + возможности контроля качества):
| Состояние в месте соединения | Более типичный выбор | Почему |
|---|---|---|
| Малый диаметр, высокое давление, компактный доступ | Фланец под сварку в раструб | Компактная геометрия и повторяемость сборки при контроле WPS/отступа |
| Коммунальные службы, стабильные опоры, большие объёмы | Накидной фланец | Быстрое изготовление и экономичный монтаж |
| Сильная вибрация/циклический изгиб или критическая нагрузка | Фланец с приварной горловиной (часто) | Лучший переход напряжений и передача нагрузки; обычно предпочтителен в более строгих классах трубопроводов |
Привычка экспертного выбора: Сначала определите стратегию поддержки/вибрации. Многие проблемы с фланцами — это скрытые проблемы структурной нагрузки.
Ошибки, которых следует избегать (распространенные модели отказов в полевых условиях)
Большинство отказов в полевых условиях происходят из-за предсказуемых ошибок — избегайте их, и частота утечек быстро снизится.
- Использование рейтинга фланца как единственного критерия принятия решения: “Рейтинговая” фланец все равно может быть неправильным выбором в местах с сильными циклическими/вибрационными нагрузками.
- Неправильная пара уплотнения/поверхности: Несоответствие RF/FF или неправильный тип прокладки вызывает утечки при тепловых переходных процессах.
- Пропуск контролируемой затяжки: Неравномерная нагрузка на болты — главная причина утечек; используйте контролируемую последовательность/смазку и проверяйте соблюдение процедуры.
- Принудительное выравнивание при затяжке: Притягивание трубопровода на место с помощью болтов предварительно нагружает соединение и снижает равномерность сжатия прокладки.
Примеры из практики (проблема → вероятная причина → предотвращение):
| Пример | Что произошло | Вероятная причина | Решение / Предотвращение |
|---|---|---|---|
| Протечка фланца с приварной втулкой во время гидроиспытания на магистрали коммунальных сетей | Протечка в одном квадранте после затяжки | Искажение поверхности от последовательности сварки + неравномерная нагрузка на болты | Проверьте плоскостность/параллельность поверхности, исправьте при необходимости, соберите заново с контролируемой затяжкой болтов и практикой смазки |
| Утечка на фланце под приварку в раструб появляется после прогрева | Утечка начинается после теплового цикла | Проблема с подгонкой/зазором, смещение поверхности или разгрузка прокладки от теплового движения | Проверьте практику зазора по WPS, проверьте опоры/направляющие, подтвердите состояние поверхности фланца и метод болтового соединения |
Практические уроки, примеры исследований и ссылки на авторитетные источники
Почему опытные команды рассматривают выбор фланца как системное решение
Опытные команды по прокладке трубопроводов не рассматривают выбор фланца как выбор отдельного компонента. Они рассматривают это как системное решение: тип фланца + выполнение сварки + опоры + выравнивание + прокладка + процедура затяжки болтов + доступ для обслуживания.
- Целостность трубопровода — это повторяющаяся тема безопасности процессов: Руководство HSE по целостности трубопроводов на НПЗ подчеркивает важность систематического контроля и проверки целостности для систем трубопроводов, а не только отдельных компонентов. См. Руководство HSE по целостности трубопроводов.
- Инциденты при открытии линии / разборке фланцев показывают, что процедура так же важна, как и оборудование: Публичные сводки инцидентов от U.S. Chemical Safety Board включают события открытия фланцев и линий, где сбои в изоляции, сбросе давления и контроле работ привели к серьезным последствиям. См. Отчеты CSB об инцидентах, Том первый.
- Надежность болтовых фланцев зависит от дисциплины сборки: ASME PCC-1 широко используется в промышленности для разработки процедур сборки болтовых фланцевых соединений и контроля качества. См. Стандартная страница ASME PCC-1.
Практический вывод: Если вы хотите меньше утечек, перестаньте рассматривать фланец, прокладку, сварку и опоры как отдельные контрольные списки. Это единая система надежности.
Часто задаваемые вопросы
В чём основное различие между фланцами под приварку в раструб и накидными фланцами?
Раструбные фланцы устанавливают трубу в раструб и используют внешний угловой шов; накидные фланцы надеваются на трубу и обычно используют угловые швы согласно WPS/спецификации.
Раструбные фланцы обычно выбирают для компактных работ с малым диаметром, где важна повторяемость сборки. Накидные фланцы обычно выбирают для утилитарных и общих служб, где приоритетами являются скорость и стоимость, а вибрация контролируется.
Можно ли использовать накидные фланцы для высоконапорных применений?
Фланцы на приварном кольце могут поставляться в классах давления ASME, но многие классы трубопроводов ограничивают области их применения.
В высоконапорных службах с вибрацией, тепловыми циклами или критическими условиями многие спецификации владельцев отдают предпочтение соединениям с более высокой целостностью (часто приварные встык) и более строгим требованиям к контролю. Всегда следуйте классу трубопровода, коду и плану сварки/НК для конкретной линии.
Когда обычно предпочитают фланец с раструбной сваркой?
Раструбные фланцы обычно предпочтительны в службах с малым диаметром, где важны компактная геометрия и повторяемая сборка, и класс трубопровода допускает конструкцию SW.
Они не являются автоматически лучшим выбором в службах, подверженных вибрации или чувствительных к зазорам; проектирование опор, химический состав и качество изготовления все еще контролируют надежность.
Каковы наиболее распространённые причины утечек фланцев после ввода в эксплуатацию?
Большинство утечек происходят из-за искажения поверхности фланца, смещения/пружинения трубы, неправильной пары прокладки/поверхности или неравномерной нагрузки на болты — а не только из-за типа фланца.
Перед заменой прокладки проверьте параллельность поверхностей, контроль опор/теплового перемещения и соответствие процедуре затяжки болтов.
Когда следует выбрать фланец с приварной шейкой вместо другого типа?
Приварные фланцы часто выбирают, когда служба является суровой, циклической, подверженной вибрации или высокой последствий, и класс трубопровода благоприятствует соединениям с более высокой целостностью, сварным встык.
Окончательное решение должно основываться на расчетном случае, риске эксплуатации, коде/спецификации и плане контроля, а не на общей ранжировочной таблице.
Определяет ли только класс фланца пригодность?
Нет. Класс фланца — это лишь одна часть решения.
Пригодность в реальных условиях зависит от условий давления-температуры, ограничений класса трубопровода, внешних нагрузок/вибрации, коррозионной среды, качества сварки, совместимости прокладки/поверхности и дисциплины затяжки болтов.
Связанные технические ресурсы
Продолжите инженерный обзор с этими связанными страницами продуктов и техническими руководствами. Используйте эти ссылки для подтверждения размеров, стандартов, деталей заказа и альтернативных вариантов фланцев перед окончательным выбором класса трубопровода.
| Тип ресурса | Рекомендуемая ссылка | Почему это помогает |
|---|---|---|
| Спецификации продукта | Спецификации фланцев под раструбную сварку (SW) | Проверьте размеры, материалы и область применения раструбной сварки для малых диаметров. |
| Спецификации продукта | Характеристики фланцев на приварку внахлест (SO) | Проверьте размеры SO, варианты уплотнительных поверхностей и оптимальные области применения фланцев на приварку внахлест для общепромышленных/общих служб. |
| Альтернатива для тяжелых условий эксплуатации | Воротниковые фланцы (WN) | Полезно при вибрации, циклических нагрузках или критических режимах работы, где требуется соединение с повышенной надежностью. |
| Стандарты | Обзор стандартов фланцев (ASME / DIN / EN) | Подтвердите действующие стандарты, системы классификации и требования по совместимости. |
| Справочник по ASME | Что означает ASME B16.5 для трубных фланцев и фланцевых фитингов | Быстрая внутренняя справка по области применения, классам и технической интерпретации стандарта ASME B16.5. |
| Контрольный список заказа | Как заказать фланцы под раструбную сварку | Полезно для формулировок в запросах коммерческих предложений и заказах (NPS, класс, уплотнительная поверхность, проходное сечение, материал и документация). |
| Классификация фланцев | Различные типы фланцев для трубопроводов | Полезно, если ваша внутренняя команда сравнивает несколько типов фланцев, помимо SO и SW. |
| Установка / Предотвращение утечек | Руководство по установке резьбовых фланцев (NPT vs BSPT, предотвращение утечек и устранение неисправностей) | Полезно для команд, сравнивающих стратегии соединения фланцев сваркой и без сварки при планировании технического обслуживания. |
Напоминание по выбору: Окончательный выбор фланца должен основываться на полных условиях системы — давление/температура, внешние нагрузки, вибрация, риск коррозии, контроль качества изготовления, совместимость прокладок/поверхностей и класс трубопровода проекта.
