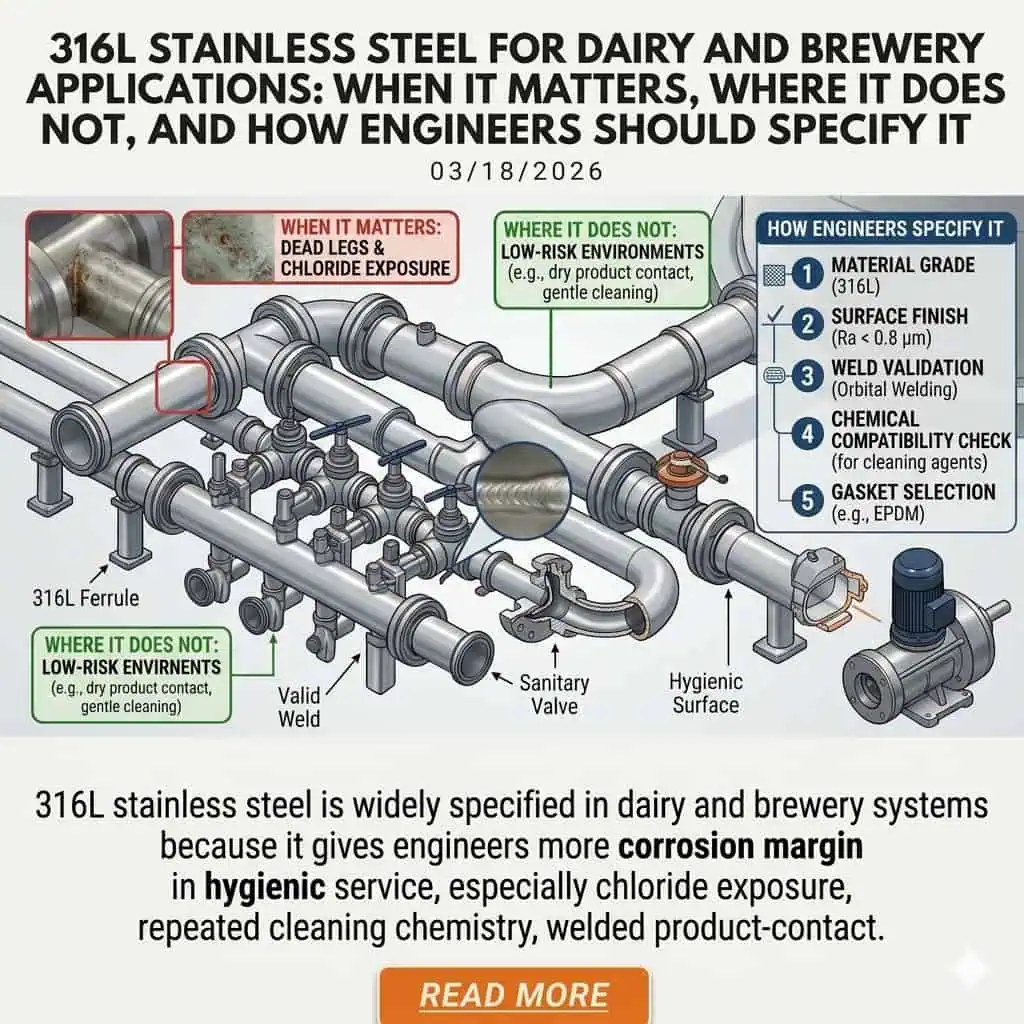
Нержавеющая сталь 316L широко используется в молочной и пивоваренной промышленности, поскольку она обеспечивает инженерам больший запас по коррозионной стойкости в гигиенических условиях, особенно там, где сочетаются воздействие хлоридов, многократное применение моющих средств, сварные узлы, контактирующие с продуктом, и повышенные требования к санитарной обработке. Это не означает, что 316L обязательна везде. На реальных молочных и пивоваренных заводах правильный выбор материала зависит от конкретного продукта, режима очистки, локальной геометрии, плотности сварных швов и серьезности последствий, если локальная коррозия или деградация поверхности начнется на обжимной муфте, сварном шве, седле клапана или точке отбора проб.
Вот почему правильное решение по использованию 316L — это не просто решение о переходе на другой материал. Это решение о повышении гигиенической надежности. Если ваш процесс включает рассол, агрессивное воздействие CIP, более требовательные зоны контакта с пивом или молочными продуктами, многократную горячую очистку или сложные сварные коллекторы, 316L часто заслуживает более пристального рассмотрения. Если условия эксплуатации мягче, а гигиенический риск ниже, 304 или 304L могут оставаться полностью приемлемыми. Это руководство объясняет, когда 316L действительно важна в молочных и пивоваренных применениях, где она не нужна, и как инженеры должны ее специфицировать, чтобы переход на этот материал решал реальную проблему, а не становился дорогостоящим отвлечением.
Что отличает 316L от 304/304L в молочной и пивоваренной промышленности
Почему молибден важен в гигиенической нержавеющей стали
Самое важное отличие 316L от 304/304L в гигиенических условиях — это добавленный молибден. С практической инженерной точки зрения это важно, потому что молибден повышает устойчивость к локальным механизмам коррозии, таким как питтинговая и щелевая коррозия, особенно в средах, содержащих хлориды. Именно такой риск становится более значимым вокруг уплотнительных поверхностей, элементов, прилегающих к сварным швам, обжимных муфт, точек отбора проб и плохо дренируемых локальных карманов, где остатки или моющие средства могут концентрироваться дольше, чем следует.
Вот почему 316L часто рассматривается в первую очередь для систем с рассолом, солеными продуктами, ингредиентами, содержащими хлориды, или гигиенических линий, подвергающихся многократному воздействию очистки и имеющих низкую толерантность к локальной коррозии. Рекомендации Outokumpu по коррозии и Рекомендации Nickel Institute по выбору обе направлены в одну сторону: молибден улучшает устойчивость к точечной и щелевой коррозии, в то время как низкоуглеродистые марки CrNiMo используются там, где требуется более высокая коррозионная стойкость в более требовательных условиях эксплуатации.
Для пользователей в молочной и пивоваренной промышленности более полезный вопрос не “Является ли 316L премиальным?”, а “Повысит ли дополнительный запас по коррозии надежность именно в тех местах, где эта пищевая линия наиболее уязвима?”
Почему важна низкоуглеродистая марка “L” в сварных пищевых системах
Низкоуглеродистая марка “L” важна, потому что системы для молочной и пивоваренной промышленности интенсивно изготавливаются и свариваются. Пищевые трубопроводные системы, клапанные коллекторы, отводы для проб, технологические модули, патрубки резервуаров и специально изготовленные узлы создают зоны термического влияния сварки, которые должны сохранять коррозионную стойкость и очищаемость со временем. Рекомендации Института никеля по сварному изготовлению и руководство по нержавеющим трубопроводам отметим, что низкоуглеродистые марки, такие как 316L, снижают риск сенсибилизации и предпочтительны там, где сварные нержавеющие трубопроводы должны сохранять коррозионную стойкость в эксплуатации.
В практических терминах, низкое содержание углерода не устраняет необходимость надлежащего качества продувки, контроля внутреннего профиля сварного шва, травления, пассивации или дисциплины обращения после изготовления. Что он делает, так это повышает вероятность того, что область сварного шва будет более стабильно поддерживать запас по коррозии в требовательных пищевых условиях эксплуатации.
Что улучшает 316L — и что он не делает
316L повышает запас по коррозионной стойкости. Это не создает автоматически гигиеническую систему. Он может снизить вероятность локальной коррозии в более требовательных условиях молочной и пивоваренной промышленности. Он может работать лучше в средах, содержащих хлориды. Он может быть более подходящим для сварных узлов, контактирующих с продуктом, которые подвергаются интенсивной очистке. Но он не устраняет тупиковые участки, плохой дренаж, грубые сварные швы, неправильный выбор прокладок или слабую геометрию для CIP-мойки.
Здесь решения по материалам должны оставаться связанными с более широкой логикой гигиенического проектирования. Если фактическим слабым местом в линии является геометрия ответвлений, застой в точках отбора проб или повторное удержание в низких точках, замена 304L на 316L может улучшить коррозионную стойкость, оставляя реальную проблему очищаемости нерешенной. Вот почему эта статья должна рассматриваться вместе с Конструктивные особенности для систем промывки на месте (CIP) в пищевых трубопроводах и Очистка и обслуживание пищевых трубопроводных систем.
Почему в молочной и пивоваренной промышленности часто указывают 316L
Молочные применения с более высокой коррозией или гигиеническими последствиями
Молочная промышленность — один из самых ярких примеров того, почему 316L иногда заслуживает приоритета. Не каждая молочная линия нуждается в нем, но определенные молочные процессы предъявляют гораздо более высокие требования к коррозионной стойкости и гигиенической стабильности. Системы рассола для сыра — самый сильный пример. Руководство USDA по обзору молочного оборудования указывает, что резервуары из нержавеющей стали для систем рассола сыра и связанного оборудования должны быть изготовлены из нержавеющей стали серии 316. Это не маркетинговое предпочтение. Это специфическое для молочной промышленности признание того, что работа с солесодержащими средами изменяет проблему коррозии достаточно, чтобы оправдать другой базовый материал.
В более широкой молочной практике 316L также заслуживает рассмотрения в областях с повторным воздействием горячей CIP-мойки, более агрессивной кислотной очисткой, сварными коллекторами, контактирующими с продуктом, зонами высокой очищаемости или локальными особенностями, где хлоридсодержащие или белковые остатки могут концентрироваться дольше при неидеальном дренаже.
Применение в пивоварнях, где 316L требует более пристального рассмотрения
Условия эксплуатации в пивоварнях более избирательны. Рекомендации Ассоциации пивоваров для многоразовых кегов указывают, что поверхности, контактирующие с пивом, должны быть изготовлены из пищевой нержавеющей стали AISI 304 или AISI 316. Это важный момент, поскольку он показывает, что пивоварни не имеют единственного обязательного решения. Обе марки используются. Инженерное решение зависит от фактического гигиенического риска, режима очистки, плотности сварных швов и воздействия коррозии в рассматриваемой зоне.
316L заслуживает более пристального внимания в системах пивоваренных подвалов, обработке светлого пива, агрессивных зонах очистки, сборочных узлах для проб, кластерных клапанах, зонах обработки, связанных с дрожжами, и других контурных системах с контактом с продуктом, где пересекаются устойчивость к коррозии и гигиенические последствия. Технический документ Ассоциации пивоваров по инженерии обработки дрожжей также отмечает, что специализированные или перепрофилированные резервуары для работы с дрожжами в идеале используют нержавеющую сталь 304 или 316L, следуют принципам 3-A или EHEDG и включают возможности CIP и термической стерилизации. Это сочетание важно, поскольку оно показывает, что решение о материале принимается совместно с гигиеническим дизайном и очищаемостью, а не изолированно.
Почему многие предприятия используют разделение 304/316L на основе рисков
Многие успешные проекты в молочной и пивоваренной промышленности не используют 316L повсеместно. Они применяют его там, где это изменяет риск. Документ FORCE Technology по коррозии Отметим, что технологические установки в этих отраслях обычно специфицируются либо как AISI 304, либо как AISI 316L. Это отражает реальную практику инженеров на объектах: они зонируют риски. Высокорисковые зоны контакта с продуктом, оборудование, связанное с рассолом, более агрессивные узлы, подверженные CIP, или сильно сваренные гигиенические коллекторы могут переходить на 316L, в то время как зоны с менее жесткими условиями эксплуатации остаются на 304/304L.
Это часто является оптимальным балансом между коррозионной стойкостью и капитальными затратами. Это также делает спецификацию более достоверной, поскольку переход на более высокий материал привязан к жесткости условий эксплуатации, а не используется как универсальное решение повсеместно.

| Зона или Назначение | 304/304L Часто приемлемо | 316L Требует рассмотрения |
|---|---|---|
| Общие трубопроводы для контакта с продуктом | Мягкий продукт, умеренная очистка, низкое воздействие хлоридов | Частый горячий CIP, более строгие гигиенические последствия, высокая плотность сварных швов |
| Молочное оборудование, связанное с рассолом | Обычно не рекомендуется | Сильно рекомендуется из-за риска коррозии, вызванной хлоридами |
| Пищевая служба контакта с пивом на пивоварне | Распространено и часто приемлемо | Полезно там, где выше степень очистки, риск щелей или локальное воздействие коррозии |
| Распределительные коллекторы / кластеры клапанов | Возможно в более мягких условиях эксплуатации | Стоит оценить заранее, так как локальное удержание и плотность сварки выше |
Когда 316L является лучшим выбором в реальных молочных и пивоваренных системах
Служба, содержащая хлориды
Если хлориды являются частью реальной рабочей среды, 316L заслуживает раннего рассмотрения. Это включает сырный рассол, солёные молочные потоки, приправы, определённые остатки очистки на пивоварнях и любые гигиенические места, где жидкости, содержащие хлориды, могут оставаться в зонах, склонных к образованию щелей, вокруг обжимных колец, седел клапанов, точек отбора проб или плохо дренированных сварных деталей. Именно здесь преимущество молибдена в 316L становится практически значимым, а не просто теоретическим.
Распространённая картина в полевых условиях заключается в том, что прямая труба выглядит приемлемой, в то время как локальная коррозия начинается сначала в соединениях хомутов, вокруг контактных областей прокладок или рядом со сварными элементами. Это не означает, что выбор материала был полностью ошибочным. Это означает, что места с наибольшим риском образования щелей и удержания влаги — это где запас прочности материала становится наиболее заметным в первую очередь.

Повторяющаяся очистка кислотой, щёлочью или дезинфицирующими средствами
Повторяющееся воздействие очистки может оправдать использование 316L, даже если сам продукт не является исключительно агрессивным. Молочные и пивоваренные линии не работают только в среде продукта. Они функционируют в комбинированной среде продукта, промывочной воды, щёлочи, кислоты, дезинфицирующих средств, тепла и влаги при остановках. Если линия подвергается повторяющимся циклам очистки, горячей мойке или более агрессивной химии, материал должен выдерживать среду очистки так же, как и среду продукта.
Вот почему FDA 21 CFR 117.40 так актуальна здесь. Поверхности, контактирующие с пищевыми продуктами, должны быть коррозионно-стойкими и спроектированы для выдерживания предполагаемой рабочей среды, включая чистящие составы, дезинфицирующие агенты и процедуры очистки. Другими словами, “продукт мягкий” — недостаточная причина сама по себе, чтобы игнорировать режим очистки.
Высокая плотность сварки и сложные гигиенические сборки
Чем больше сварных и изготовленных узлов содержит гигиеническая сборка, тем более тщательно следует рассматривать использование стали 316L. Примеры коллекторов, кластеров клапанов, изготовления рамных конструкций, систем с большим количеством ответвлений, контактирующих с продуктом, и специальных сборок для молочной или пивоваренной промышленности — все это увеличивает количество сварных зон и локальных переходов, которые должны сохранять коррозионную стойкость и очищаемость со временем. В таких системах использование 316L может быть оправдано не потому, что вся линия подвержена высокой коррозии, а потому, что линия содержит слишком много сварных локальных элементов, чтобы допускать узкий запас по коррозии.
Распространенный инженерный пример: в рамках экономически чувствительной молочной рамной конструкции команды часто оставляют трубопроводы с низким риском из стали 304L, но переводят блоки клапанов, ответвления для отбора проб и более сварные секции коллекторов, контактирующие с продуктом, на сталь 316L. Результат — не “смешанное качество”, а более точное соответствие материала гигиеническому риску.
Когда 304 или 304L все еще могут быть полностью приемлемыми
Мягкий продукт, умеренная очистка, низкие гигиенические последствия
304 или 304L все еще могут быть полностью приемлемыми во многих молочных и пивоваренных системах, где продукт более мягкий, условия очистки умеренные, а локальные гигиенические последствия ниже. Это особенно верно для экономически чувствительных проектов, вторичных вспомогательных систем или выбранных зон контакта с продуктом, где воздействие хлоридов ограничено, а история эксплуатации не оправдывает использование более высоколегированного сплава.
Это одна из причин, почему пивоварни часто работают с обоими марками — 304 и 316 — в разных контекстах, а не считают одну марку универсально обязательной.
Почему завышение требований к 316L не улучшает гигиену автоматически
Избыточное указание 316L не гарантирует автоматического улучшения гигиенических показателей, если слабое место в системе не связано с материалом. Мёртвая зона остаётся мёртвой зоной в 316L. Грубый сварной шов остаётся грубым в 316L. Плохо дренируемая точка отбора проб остаётся трудной для очистки в 316L. Повреждённая прокладка не становится химически корректной из-за того, что обжимная муфта выполнена из молибденсодержащей нержавеющей стали.
Общий урок при модернизации заключается в том, что команды переходят на 316L после повторных проблем с АТФ или остатками, а затем видят лишь ограниченное улучшение, поскольку реальной причиной была плохая локальная геометрия, профиль сварного шва или дренажное поведение. Вот почему обзор материалов должен оставаться связанным с проектированием CIP и не становиться его заменой.
Лучший инженерный вопрос, чем “Какой сорт лучше?”
Лучший инженерный вопрос — не “Какой сорт лучше?”, а “Какой сорт изменяет реальный риск в этом конкретном применении?” Такая формулировка заставляет команду проектировщиков оценивать химический состав продукта, воздействие очистки, риск локального удержания, плотность сварных швов, гигиенические последствия и реальность обслуживания вместе. Именно так принимаются обоснованные решения по материалам в проектах молочной и пивоваренной промышленности.
Чистота поверхности, качество сварки и пассивация: почему только 316L недостаточно
Чистота поверхности является частью гигиенических показателей
Качество поверхности не является косметическим в молочной и пивоваренной промышленности. Это часть коррозионной стойкости и очищаемости системы. Технический документ по спецификациям поверхности FORCE Technology подчеркивает, что поверхности из нержавеющей стали определяются не только маркой сплава, но и состоянием поверхности, поскольку это влияет как на гигиенические характеристики, так и на коррозионное поведение. Более коррозионностойкий сплав не отменяет практическую важность хорошо контролируемой поверхности, контактирующей с продуктом.
Дефекты сварки снижают коррозионную стойкость и нарушают гигиену
Дефекты сварки и плохое состояние поверхности после изготовления снижают ту самую коррозионную стойкость, которую пользователи ожидают от 316L. Коррозионный документ FORCE Technology прямо утверждает, что дефекты снижают стойкость к коррозии и нарушают гигиенические требования. Это одна из самых важных практических истин во всей этой теме. В молочных и пивоваренных системах первая проблема с коррозией или очищаемостью часто вызвана не неправильным семейством сплавов. Она вызвана тем, как сплав был изготовлен и обработан.
Типичный пример из практики: локальный коллектор правильно модернизирован до 316L, но один сварной шов между фланцем и трубой остается с тепловым оттенком и шероховатостью. После запуска именно это место рядом со сварным швом становится первым, где появляется удержание остатков или изменение цвета. Урок не в том, что 316L не справился. Урок в том, что 316L все еще требует соблюдения гигиенической дисциплины при изготовлении.

Пассивация и постобработка не должны быть второстепенными
Процессы травления, пассивации, контроля загрязнений и постпроизводственной обработки не должны рассматриваться как второстепенные задачи в нержавеющих системах для молочной и пивоваренной промышленности. Если производственные загрязнения или некачественная постобработка делают поверхность менее устойчивой к коррозии, чем планировалось, ожидаемое преимущество стали 316L частично теряется ещё до запуска системы. Инженеры должны рассматривать состояние поверхности после производства как часть гигиенических требований к материалу, а не как отдельную деталь цеховой обработки.
Исследования и отраслевые примеры, объясняющие, почему используется сталь 316L
Почему работа с рассолом в молочной промышленности требует использования нержавеющей стали серии 316
Работа с сырным рассолом является одним из наиболее веских отраслевых аргументов для выбора нержавеющей стали серии 316 в молочной промышленности. Рекомендации USDA по оборудованию для молочной промышленности прямо указывают на это для систем сырного рассола и связанного оборудования. Это важно, потому что это не расплывчатая рекомендация “пищевого класса”. Это отраслевое признание того, что работа с хлорид-богатыми средами меняет проблему коррозии настолько, что оправдывает другие требования к материалу.
Почему пивоваренные и молочные заводы часто выигрывают или проигрывают из-за состояния поверхности
На пивоваренных и молочных заводах марка сплава — это только часть истории. Состояние поверхности часто определяет, будет ли система работать как гигиенический актив или как постоянная проблема. Документы FORCE Technology особенно ценны в этом контексте, потому что они сосредоточены именно на том, что практики видят в полевых условиях: взаимодействие между маркой стали, состоянием поверхности, коррозионным поведением и гигиеническими требованиями в реальных производственных средах.
Реальный инженерный урок: лучший сплав не спасает плохую гигиеническую деталь
Лучший сплав не исправляет плохую гигиеническую деталь. Более чем в одном сценарии модернизации команды обновляли локальную сборку, контактирующую с продуктом, до 316L, ожидая, что повторяющаяся проблема исчезнет. Вместо этого линия всё ещё демонстрировала нестабильность очистки, потому что фактической слабой точкой был мёртвый карман, плохая дренируемость или локальная проблема со сваркой / уплотнением. Именно поэтому 316L следует указывать там, где он изменяет риск коррозии, в то время как геометрия, качество сварки и очищаемость должны корректироваться там, где они являются истинной первопричиной.
Как инженеры должны указывать 316L для молочных и пивоваренных применений
Чётко указывайте марку — и только там, где это важно
Не пишите “нержавеющая сталь” на гигиеническом чертеже для молочной или пивоваренной промышленности и не предполагайте, что цепочка поставок интерпретирует это правильно. Если требуется 316L, чётко укажите его для фактических смачиваемых деталей, которые имеют значение: трубки, обжимные кольца, корпуса клапанов, коллекторы, точки отбора проб и любые локальные детали, контактирующие с продуктом, где критичны коррозия или гигиенические характеристики. В то же время не распространяйте обновление бездумно на каждый компонент, если эксплуатация не оправдывает этого.
Не отделяйте спецификацию материала от спецификации поверхности и изготовления
Сильная спецификация 316L должна включать больше, чем марку сплава. Она должна быть связана с ожиданиями по чистоте поверхности, критериями приёмки сварки, ожиданиями по постобработке и документацией, где это необходимо. FORCE Technology отмечает, что нержавеющие материалы для этих секторов обычно поставляются с сертификатом, подтверждающим соответствие, именно поэтому марку, чистоту поверхности и ожидания по изготовлению следует рассматривать как один набор спецификаций, а не как разрозненные темы.
Проверяйте химию очистки, уплотнения и геометрию одновременно
Лучшее решение по 316L принимается совместно с анализом химического состава, уплотнения и геометрии. Если местный узел подвергается воздействию агрессивной CIP, плохому дренажу, слабой промывке ответвлений или материала уплотнения, который деградирует первым, решение по сплаву должно приниматься совместно с решением по очищаемости. Это единственный способ определить, решает ли 316L доминирующую проблему или лишь улучшает одну часть более сложного гигиенического риска.
Распространенные ошибки при использовании 316L в молочной и пивоваренной промышленности
Предположение, что 316L означает полную гигиеничность
316L улучшает запас по коррозии. Он не гарантирует хорошую очищаемость, качественное выполнение сварки, хороший дренаж или правильное гигиеническое проектирование.
Использование 316L везде без анализа рисков
Завышение спецификации увеличивает стоимость, не обязательно улучшая реальные слабые места в линии. Подход, основанный на зонировании по рискам, часто более обоснован.
Игнорирование сварных швов, чистоты поверхности и пассивации
Многие ранние отказы в “модернизированных” системах на самом деле связаны с проблемами изготовления или состояния поверхности, а не с неправильным выбором сплава.
Пренебрежение совместимостью прокладок и уплотнений
Более прочный металл не защищает гигиеничное соединение от неправильного эластомера, плохого восстановления сжатия, удержания запаха или многократного повреждения при сборке.
Рассмотрение запаса по коррозии как замены хорошей конструкции CIP
Если линию трудно очистить из-за геометрии, слабого потока в ответвлениях или локального удержания жидкости, 316L может повысить устойчивость, не решая фактическую гигиеническую проблему.
Практический контрольный список выбора: стоит ли использовать 316L для этого применения в молочной или пивоваренной промышленности?

Используйте 316L, если применение включает
- Рассол для сыра или другие молочные среды, содержащие хлориды
- Солёные ингредиенты или воздействие хлоридов в локальных гигиенических зонах
- Частые циклы кислотной, щелочной, дезинфицирующей или горячей очистки
- Высокую плотность сварки в коллекторах или рамах, контактирующих с продуктом
- Повышенные гигиенические последствия при возникновении локальной коррозии
- Критические феррулы, корпуса клапанов, точки отбора проб или смачиваемые узлы, склонные к образованию щелей
304 или 304L могут быть достаточными, если применение включает
- Более мягкую химию продукта
- Более умеренные условия очистки
- Более низкое воздействие хлоридов
- Более низкие гигиенические последствия в данной конкретной зоне
- Проект с ограниченным бюджетом, где основанное на рисках разделение более эффективно
Вопросы для ответа перед окончательным утверждением материала
- Какова именно химия продукта, включая поведение солей и остатков?
- Какие чистящие средства, температуры и частоты действительно будут воздействовать на узел?
- Где находятся наиболее подверженные щелевой коррозии и сварные локальные элементы?
- Существенно ли изменит 316L риск коррозии в этих местах?
- Является ли доминирующей проблемой материал, или это действительно геометрия, качество сварки или контроль обслуживания?
- Какие зоны заслуживают 316L в первую очередь, если проект чувствителен к затратам?

Вывод: 316L является лучшим инженерным выбором только тогда, когда эксплуатация действительно требует этого
316L является лучшим инженерным выбором только тогда, когда молочная или пивоваренная эксплуатация действительно требует дополнительного запаса по коррозионной стойкости, который он обеспечивает. Он становится более ценным там, где пересекаются воздействие хлоридов, более интенсивная очистка, высокая плотность сварных швов и большие гигиенические последствия. В более мягких зонах 304 или 304L могут оставаться полностью приемлемыми.
Самые строгие спецификации в молочной и пивоваренной промышленности не спрашивают только, является ли 316L “лучше”. Они спрашивают, меняет ли 316L реальную гигиеническую надежность конкретного локального узла под рассмотрением. Для более широкой картины гигиенического проектирования свяжите эту статью с Конструктивные особенности для систем промывки на месте (CIP) в пищевых трубопроводах, Фитинги Tri-Clamp в пивоваренных системах, Очистка и обслуживание пищевых трубопроводных систем, Как выбрать пищевую арматуру для пищевой промышленности, и Пищевая vs Промышленная трубопроводная арматура.
Часто задаваемые вопросы
Всегда ли требуется 316L для молочных применений?
Нет. 316L не является обязательным для каждой молочной системы, но его стоит серьезно рассмотреть для более рискованных молочных применений, таких как рассол для сыра, агрессивные среды очистки или сборки, контактирующие с продуктом, где локальная коррозия может привести к более серьезным гигиеническим последствиям.
Действительно ли пивоварням нужна нержавеющая сталь 316L?
Иногда, но не всегда. Многие пивоваренные системы успешно используют сталь 304, и рекомендации Ассоциации пивоваров для поверхностей, контактирующих с пивом, допускают использование либо AISI 304, либо AISI 316 нержавеющей стали. Лучшее решение зависит от интенсивности очистки, риска локальной коррозии, плотности сварных швов и гигиенических последствий в конкретной рассматриваемой зоне.
В чем разница между 304L и 316L в гигиеническом применении?
Самое практическое различие — это запас по коррозии. 316L содержит молибден и низкое содержание углерода, что улучшает устойчивость к локальной коррозии, такой как питтинг и щелевая коррозия, и делает ее более подходящей для более коррозионных или интенсивно сваренных гигиенических применений.
Почему 316L часто рекомендуется для рассола или применений с содержанием хлоридов?
Потому что хлориды увеличивают риск питтинга и щелевой коррозии. Молибден в 316L улучшает устойчивость в таких средах, поэтому рекомендации USDA для молочной промышленности специально указывают на нержавеющую сталь серии 316 для систем рассола сыра.
Устраняет ли 316L необходимость в качественной сварке и правильном проектировании CIP?
Нет. 316L улучшает коррозионную стойкость, но не исправляет грубые сварные швы, плохой дренаж, тупиковые участки, неправильный выбор прокладок или слабую геометрию CIP. Эти аспекты по-прежнему требуют правильного проектирования и изготовления.
Где следует в первую очередь использовать 316L в проекте с ограниченным бюджетом?
Начните с зон смачивания с наивысшим риском. В молочных и пивоваренных системах это обычно означает работу с рассолом, точки отбора проб, коллекторы клапанов, сварные узлы, контактирующие с продуктом, и гигиенические зоны, подвергающиеся более агрессивной очистке или имеющие более серьёзные последствия при возникновении локальной коррозии.

