Punti Chiave: Misurazione dei Raccordi a Saldare a Testa
- Identificare prima lo standard: confermare se il raccordo è fornito secondo ASME B16.9, MSS SP-43 o un requisito della serie EN 10253 prima di verificare le dimensioni di presa.
- Misurare il diametro esterno, non quello interno, per identificare la dimensione: i raccordi a saldatura di testa sono abbinati al tubo in base al diametro esterno e al NPS, non al diametro interno.
- Da centro a estremità è la dimensione critica del tratto: la maggior parte delle discrepanze di fabbricazione deriva da una presa errata, non da un diametro esterno sbagliato.
- Utilizzare gli strumenti giusti: calibri digitali per il diametro esterno e la presa, micrometri per lo spessore della parete e calibri di smusso o angolo per la preparazione dell'estremità di saldatura.
")
Accessori per saldatura a testa in acciaio inossidabile sono misurati in base al diametro esterno, alla dimensione nominale del tubo, allo spessore della parete o allo schedule e alle dimensioni di presa del raccordo come da centro a estremità o da estremità a estremità. Queste misurazioni determinano se il raccordo corrisponde al tubo, mantiene l'allineamento del foro e può essere saldato senza forzature di montaggio. Per la maggior parte dei raccordi a saldare di testa forgiati in fabbrica, i requisiti dimensionali e le tolleranze sono definiti in ASME B16.9, mentre la preparazione dello smusso per la saldatura è coperta da ASME B16.25. I requisiti comuni per i materiali in acciaio inossidabile per WP304/L, WP316/L e gradi simili sono tipicamente specificati in ASTM A403/A403M.
Il modo più rapido per evitare rilavorazioni in cantiere è verificare tre cose prima dell'inizio della fabbricazione: il diametro esterno (OD) e il NPS corretti, lo spessore di parete corretto e la dimensione di presa corretta per la serie di raccordi effettivamente fornita. Sui sistemi in acciaio inossidabile, un raccordo che “si adatta quasi” di solito si trasforma in allineamento forzato, distorsione durante la saldatura, molatura extra o saldatura di riparazione successiva.
Dal punto di vista del controllo qualità, un piano pratico di ispezione in ricezione e montaggio si concentra sulla verifica dimensionale più le prove di tracciabilità. I controlli comuni includono:
- Controlli dimensionali per OD, lunghezza complessiva e centro-fine utilizzando calibri o calibri tarati e campionamento documentato
- Verifica dello spessore di parete mediante micrometro e, quando necessario, controlli spot a ultrasuoni (UT) dove la formatura può assottigliare l'area tangente
- Revisione del certificato di prova materiale (MTR) o del certificato di ispezione, con tracciabilità del numero di colata e controlli spot PMI dove specificato
- Controlli di montaggio sulle estremità di saldatura, comprese le condizioni di smusso, faccia di appoggio o radice e rotondità dell'estremità prima del rilascio alla fabbricazione
Se il progetto richiede una tracciabilità rigorosa, è utile conservare i registri dimensionali collegati alle marcature delle parti e alla documentazione della colata. Per gli acquirenti e i team di controllo qualità, questo funziona meglio quando i controlli dimensionali vengono esaminati insieme a interpretazione del certificato del materiale anziché come documentazione separata successivamente.
Dimensioni chiave dei raccordi per saldatura a testa in acciaio inossidabile
Diametro nominale del tubo (NPS)
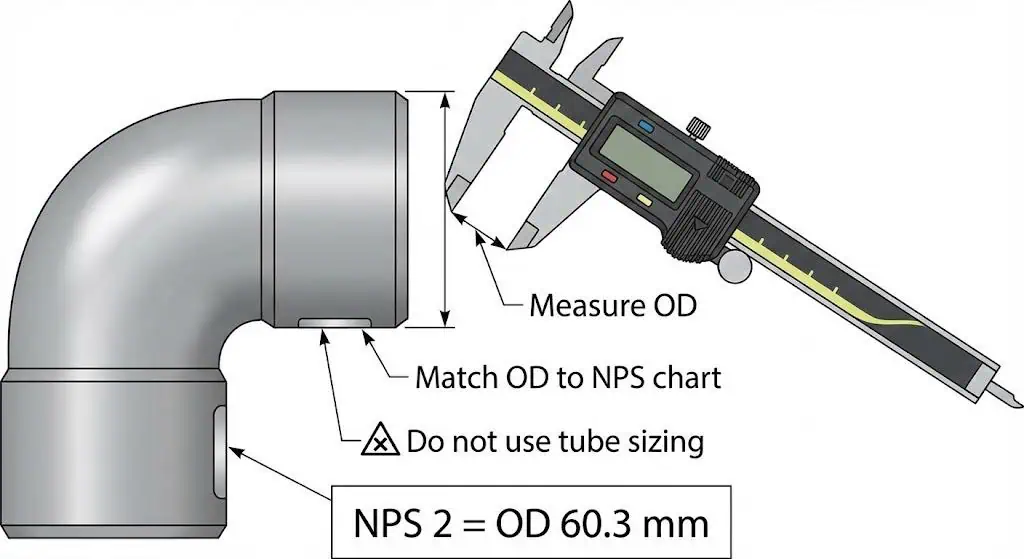
NPS è il sistema di denominazione utilizzato per ordinare tubi e raccordi a saldatura di testa, ma non si misura direttamente l'NPS con un calibro.
NPS è una designazione che corrisponde a diametri esterni standardizzati. Per le dimensioni più piccole, il numero NPS non equivale al diametro esterno effettivo. ASME evidenzia chiaramente questa distinzione: i tubi utilizzano valori di diametro esterno standardizzati, mentre i tubi sono solitamente identificati direttamente dal diametro esterno secondo diverse regole di dimensionamento. Per i tubi in acciaio inossidabile, la serie standard del diametro esterno è elencata in ASME B36.19M.
Esempio sul campo: Un team di manutenzione ha misurato circa 60,3 mm di diametro esterno e ha ordinato “raccordi per tubi da 60 mm”. La linea era in realtà un tubo NPS 2, che utilizza lo stesso diametro esterno ma una designazione diversa basata su tubi e un'aspettativa di estremità saldata. I riduttori sono arrivati con l'ipotesi errata dietro l'ordine e non si adattavano correttamente alla linea. La soluzione reale era identificare la dimensione del tubo dal diametro esterno prima, quindi specificare NPS, schedule e standard sull'ordine di acquisto.
| Nominal Pipe Size (NPS) | Diametro esterno (OD) | Variazione del diametro interno (ID) |
|---|---|---|
| 12 pollici e inferiori | Fisso per ogni dimensione | Diminuisce all'aumentare dello spessore della parete o dello schedule |
| Oltre 14 pollici | OD e NPS si allineano più strettamente | Il diametro interno varia ancora con lo spessore della parete |
Suggerimento pratico per l'identificazione: misurare prima il diametro esterno, quindi abbinare il diametro esterno a una tabella dei diametri esterni dei tubi basata su ASME B36.10 o B36.19. Una volta identificato l'NPS, è possibile interpretare correttamente lo schedule e le dimensioni di asportazione dei raccordi.
Diametro esterno (OD)
Il diametro esterno è la misura fisica che è possibile verificare immediatamente alla ricezione e prima dell'assemblaggio.
Il diametro esterno deve corrispondere al diametro esterno del tubo per l'NPS dichiarato, in modo che le estremità di saldatura si allineino senza offset. Per i tubi in acciaio inossidabile e i raccordi corrispondenti, la serie del diametro esterno è standardizzata secondo ASME B36.19M. Un rapido controllo del diametro esterno è spesso il modo più veloce per individuare errori di acquisto basati solo su DN o ipotesi errate su tubi e condotte.
- Esempi di controlli del diametro esterno, sempre confermati rispetto alla tabella OD adottata dal progetto:
- NPS 1/2 (DN 15): OD ≈ 0,840 pollici o 21,3 mm
- NPS 1 (DN 25): OD ≈ 1,315 pollici o 33,4 mm
- NPS 4 (DN 100): OD ≈ 4,500 pollici o 114,3 mm
Esempio sul campo: Su un tratto in acciaio inossidabile, il diametro esterno corrispondeva al disegno, ma l'estremità del raccordo era leggermente fuori rotondità. Il saldatore ha dovuto tirare il giunto in posizione con morsetti, creando disallineamento interno e rischio di bruciatura sul lato sottile. La pratica migliore è misurare il diametro esterno in almeno due direzioni perpendicolari a ciascuna estremità e correggere o scartare le estremità che superano i limiti di rotondità del progetto prima dell'assemblaggio.
Spessore di parete (Schedule)
Lo spessore della parete controlla la tolleranza di assemblaggio, il comportamento della saldatura e se il raccordo corrisponde effettivamente allo spessore della linea.
Nei sistemi di tubazioni in acciaio inossidabile, le designazioni Schedule 10S, 40S, 80S e simili sono comuni. Questi nomi di schedule si riferiscono a tabelle standardizzate di spessore della parete in ASME B36.19M. Nella pratica, i raccordi sono spesso descritti come corrispondenti allo schedule del tubo collegato, ma l'accettazione deve comunque essere verificata tramite misurazione e secondo lo standard di raccordo adottato.
Esempio sul campo: Una squadra ha installato gomiti Sch.10S in una linea Sch.40S perché il diametro esterno era corretto e le marcature sono state trascurate. Il primo segno di problemi è stato un'apertura eccessiva della radice e un controllo insufficiente della penetrazione durante l'assemblaggio. La correzione è stata verificare lo spessore della parete durante l'ispezione di ricevimento, richiedere marcature leggibili e mantenere la documentazione tracciabile allegata al lotto prima che i pezzi entrassero in fabbricazione.

Da estremità a estremità e da centro a estremità (Take-off)
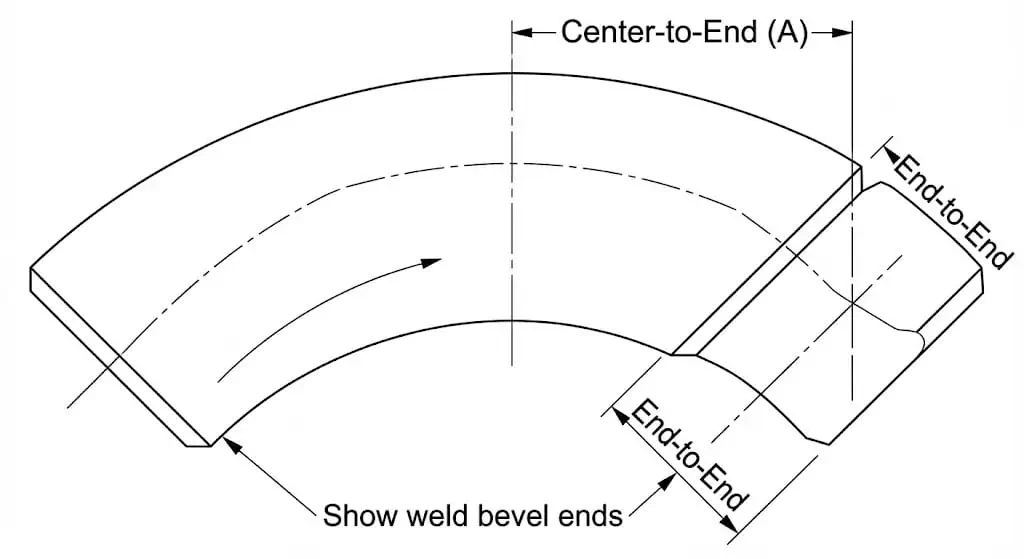
Le dimensioni di take-off determinano se un tratto di tubazione si posiziona correttamente sui supporti e raggiunge il punto di saldatura successivo senza forzature.
End-to-end viene utilizzato per raccordi diritti come riduttori o tappi. Center-to-end, anche chiamato center-to-face, è la dimensione critica per gomiti e tee perché determina il punto di svolta o la posizione del ramo nel tratto di tubazione. In pratica, molti problemi di rilavorazione in cantiere sono causati da discrepanze nelle dimensioni di take-off piuttosto che da discrepanze nel diametro esterno, poiché il diametro esterno è solitamente facile da standardizzare, mentre gli errori di take-off diventano evidenti solo quando il tratto di tubazione viene assemblato.
Esempio sul campo: Un tratto di tubazione per rack risultò circa 6 mm più corto perché l'officina presupponeva una serie di gomiti diversa da quella indicata nel disegno. La correzione reale non fu “allungare” il tratto di tubazione in cantiere. Consisteva nel misurare il center-to-end su un gomito campione del lotto effettivo e bloccare la serie del raccordo nella distinta materiali prima di iniziare qualsiasi taglio dei tubi.
Tabella delle Dimensioni Standard (ASME B16.9)
Utilizzare la tabella sottostante come controllo pratico per i gomiti a raggio lungo, che sono tra i raccordi a saldatura di testa più comuni.
| NPS (Dimensione) | Diametro esterno (OD) | Gomito LR 90° Centro-Fine |
|---|---|---|
| 1/2 | 21,3 mm (0,84″) | 38 mm (1,50″) |
| 3/4 | 26,7 mm (1,05″) | 38 mm (1,50″)* |
| 1 | 33,4 mm (1,32″) | 38 mm (1,50″) |
| 1-1/2 | 48,3 mm (1,90″) | 57 mm (2,25″) |
| 2 | 60,3 mm (2,38″) | 76 mm (3,00″) |
| 3 | 88,9 mm (3,50″) | 114 mm (4,50″) |
| 4 | 114,3 mm (4,50″) | 152 mm (6,00″) |
| 6 | 168,3 mm (6,63″) | 229 mm (9,00″) |
| 8 | 219,1 mm (8,63″) | 305 mm (12,00″) |
| 10 | 273,1 mm (10,75″) | 381 mm (15,00″) |
| 12 | 323,9 mm (12,75″) | 457 mm (18,00″) |
*Per NPS 3/4 e inferiori, verificare sempre lo standard adottato e il tipo di raccordo perché le alternative per piccoli diametri possono variare in altre famiglie di prodotti. Utilizzare lo standard completo ASME B16.9 per le dimensioni e le tolleranze ufficiali.
Tolleranze Dimensionali (ASME B16.9)
Conoscere la dimensione nominale non è sufficiente. È necessario anche conoscere la tolleranza ammissibile per decidere se il pezzo è accettabile per la fabbricazione.
| Intervallo NPS | Angolo Fuori (Q) | Piano Fuori (P) | Tolleranza Centro-Fine |
|---|---|---|---|
| 1/2 a 4 | ± 1 mm | ± 2 mm | ± 2 mm |
| Da 5 a 8 | ± 2 mm | ± 4 mm | ± 2 mm |
| Da 10 a 12 | ± 3 mm | ± 5 mm | ± 3 mm |
| Da 14 a 16 | ± 3 mm | ± 5 mm | ± 3 mm |
Questa è solo una guida generale alle tolleranze. Utilizzare la tabella delle tolleranze ufficiali in ASME B16.9 per l'accettazione QA del progetto.
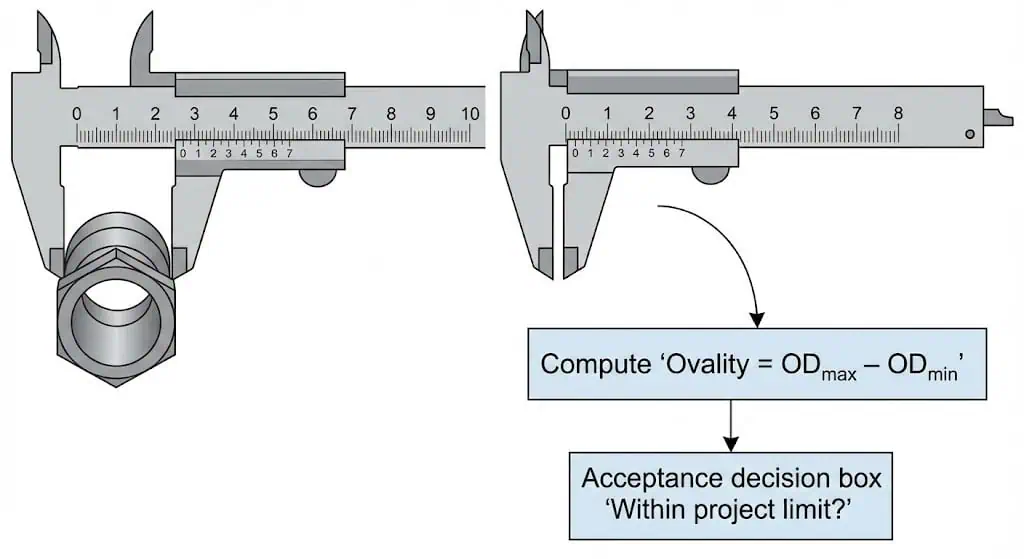
Misure aggiuntive: angolo di smusso e ovalità

La condizione della smussatura e la rotondità influenzano la qualità della saldatura prima ancora che il saldatore inizi.
- Preparazione dello smusso: La geometria standard di preparazione dell'estremità per saldatura a testa è definita in ASME B16.25. I controlli pratici in officina includono la consistenza dell'angolo di smussatura, l'uniformità della faccia o del fondo di radice e la perpendicolarità dell'estremità.
- Ovalizzazione: misurare il diametro esterno in più orientamenti, tipicamente 0° e 90°, su entrambe le estremità. Le estremità ovali creano disallineamento interno e apertura di radice irregolare, il che è particolarmente rischioso sulle sezioni di parete sottili in acciaio inossidabile.
- Effetti termici durante la misurazione: l'acciaio inossidabile si espande in modo misurabile con la temperatura. Una temperatura stabile in officina aiuta a evitare deriva quando le tolleranze sono strette.
Esempio sul campo: Una serie di riparazioni ha mostrato mancanza di penetrazione nella posizione delle 6. La causa reale non era solo la tecnica di saldatura. Il fondo della smussatura variava e un'estremità era leggermente ovale, rendendo la radice più stretta nella parte inferiore del giunto. La correzione è stata rifare la faccia della smussatura per ottenere un fondo uniforme e riarrotondare l'estremità prima del montaggio.
Dimensioni tipiche per tipo di raccordo
I raccordi diversi hanno dimensioni critiche diverse.
ASME B16.9 copre un'ampia gamma di tipi e dimensioni di raccordi per saldatura a testa forgiati. Nell'ispezione pratica, concentrarsi sulle dimensioni che effettivamente controllano il montaggio:
- Gomiti: distanza centro-estremità, rotondità dell'estremità e angolo di curvatura
- Tee: distanza centro-fine sul tratto principale e sul ramo, allineamento del ramo e perpendicolarità
- Riduttori: lunghezza complessiva, concentricità o eccentricità e preparazione delle estremità su entrambe le estremità
- Cappucci: OD, profondità e preparazione dell'estremità
| Tipi di raccordi | Gamma dimensionale (NPS) |
|---|---|
| Gomiti a raggio lungo 45° e 90°, tee, croci, tappi | 1/2 – 48, nell'ambito della norma ASME B16.9 |
| Gomiti riducenti, gomiti di ritorno, riduttori, cartelle | Comunemente forniti in dimensioni da piccole a medie, a seconda dello standard adottato e della capacità del fornitore |
Una buona misurazione non consiste solo nell'ottenere un numero. Si tratta di dimostrare che il raccordo si assemblerà senza forzature di allineamento e soddisferà i requisiti dello standard adottato e del WPS.
Come misurare con precisione i raccordi per tubi
Strumenti per la misurazione
Utilizzare strumenti che corrispondono alla tolleranza effettivamente necessaria. I calibri sono pratici per i controlli del diametro esterno e delle distanze, i micrometri sono più affidabili per lo spessore della parete e i nastri per circonferenza aiutano sui diametri maggiori dove i calibri non sono pratici.
Per la maggior parte delle ispezioni di ricevimento, un calibro digitale calibrato è lo strumento principale in officina per i controlli del diametro esterno e delle distanze. I calibri da officina possono mostrare una risoluzione di 0,01 mm, ma la risoluzione non è la stessa della reale accuratezza di misurazione. Una buona tecnica e una calibrazione valida contano tanto quanto il display. È disponibile un riferimento conciso da Le linee guida di Mitutoyo.
- Calibri digitali per controlli OD, interni e misurazioni più brevi da estremità a estremità o da centro a estremità
- Metro a nastro o righello d'acciaio per dimensioni di rilevamento più lunghe
- Micrometro per lo spessore della parete
- Nastro per circonferenza per diametri esterni grandi
- Goniometro o calibro per smussi per verifica delle estremità di saldatura
Processo passo-passo per misurare i raccordi per tubi
Utilizzare una sequenza ripetibile in modo da non perdere la dimensione che effettivamente causa rilavorazioni in cantiere.
- Confermare il tipo di raccordo e lo standard.
Identificare se il pezzo è una curva, un tee, un riduttore, un tappo o un altro raccordo. Confermare se il progetto utilizza ASME B16.9, MSS SP-43 o un requisito della serie EN 10253. Standard misti sono una fonte comune di discrepanze nel rilevamento. - Misurare il diametro esterno su ciascuna estremità.
Effettuare almeno due letture a 90° di distanza su entrambe le estremità. Registrare massimo e minimo per schermare ovalità e danni da manipolazione. - Identificare il NPS dal diametro esterno.
Utilizzare una tabella OD per tubi basata su ASME B36.19M per tubi in acciaio inossidabile. Non fare affidamento solo sul DN in lavori con specifiche miste. - Misurare lo spessore della parete in più punti.
Utilizzare un micrometro dove accessibile. Su raccordi formati, controllare vicino all'area tangente così come vicino all'estremità. Aggiungere controlli spot UT se l'applicazione è più sensibile. - Verificare le dimensioni di take-off.
Misurare da estremità a estremità o da centro a estremità a seconda del tipo di raccordo. Confrontare sia con il disegno che con lo standard di raccordo adottato prima che inizi la fabbricazione. - Controllare la preparazione dell'estremità prima del montaggio.
Ispezionare la condizione della smussatura, l'uniformità del bordo e la quadratura. Correggere ammaccature pesanti o estremità fuori rotonda prima della saldatura. - Documentare i risultati per la tracciabilità.
Registrare NPS, schedule, numero di fusione o marcature, OD misurato, spessore, take-off e identificazione dell'ispettore.
Suggerimento: Se una dimensione si adatta a malapena, trattarla come una non conformità. I giunti a testa in acciaio inox puniscono l'adattamento forzato con distorsione, disallineamento e saldatura di riparazione.
Garantire l'accuratezza delle misurazioni
La precisione deriva dalla calibrazione, dalla tecnica e dalle condizioni stabili, non solo dal display.
Un metodo pratico è standardizzare come gli ispettori prendono le letture, inclusi gli stessi punti di contatto, la stessa pressione di misurazione e la stessa orientazione per controlli ripetuti. Pulire le estremità del raccordo, rimuovere le sbavature e misurare su una superficie stabile. Se le tolleranze sono strette, mantenere sia gli strumenti che i pezzi vicini alla temperatura ambiente in modo che l'espansione termica non distorca la lettura.
- Confermare lo stato di calibrazione e l'impostazione dello zero prima dell'uso.
- Pulire la superficie del raccordo prima della misurazione.
- Misurare in più punti per verificare l'ovalità e l'assottigliamento della parete formata
- Registrare i risultati con unità e posizione, come estremità, tangente o corpo
Errori di misurazione comuni da evitare
Gli errori più comuni sono trattare il DN come un diametro fisico e ignorare la condizione dell'estremità.
- Mescolare le dimensioni di tubo e tubazione: Il diametro esterno del tubo segue le tabelle OD basate su NPS e non corrisponde al numero di dimensione nominale per le taglie piccole.
- Misurare solo un punto: Una singola lettura OD può non rilevare ovalità e ammaccature che successivamente causano disallineamento interno.
- Saltare i controlli di take-off: Il calcolo errato delle quote è una causa comune di problemi di montaggio dei tratti prefabbricati.
- Presumere lo spessore a occhio: due raccordi con lo stesso OD possono avere spessori di parete molto diversi.
Nota: Se il componente è già in cantiere, è molto più economico individuare un disallineamento con un calibro piuttosto che successivamente con taglio, smerigliatura e saldatura di riparazione.
Standard e tolleranze per raccordi a giunto testa a testa in acciaio inossidabile
ASME B16.9 e standard ASTM
ASME B16.9 definisce i requisiti dimensionali per raccordi a giunto testa a testa forgiati di fabbrica, comprese le dimensioni chiave, le tolleranze e le marcatura. Per i requisiti del materiale in acciaio inossidabile e le designazioni di grado comunemente utilizzate nei raccordi a saldare di testa, ASTM A403/A403M è ampiamente utilizzato per raccordi per tubazioni in acciaio inossidabile austenitico forgiati.
| Standard | Requisiti chiave |
|---|---|
| ASTM A403/A403M | Requisiti dei materiali per raccorderia in acciaio inossidabile austenitico lavorato, inclusi gradi e trattamento termico |
| ASME B16.9 | Requisiti dimensionali, tolleranze e marcatura per raccorderia a saldare di testa lavorata in fabbrica |
| ASME B16.25 | Requisiti di preparazione delle estremità per saldatura di testa |
- I gradi comuni di acciaio inossidabile includono WP304/L e WP316/L, a seconda delle specifiche del progetto e dell'ambiente corrosivo.
- Per raccorderia resistente alla corrosione a parete sottile, i progetti possono fare riferimento anche a MSS SP-43.
- Per lavori su apparecchiature a pressione diretti dall'UE, EN 10253 Parte 3 o 4 può essere referenziata per raccorderia a saldare di testa in acciaio inossidabile.
Intervalli di tolleranza e conformità
Le tolleranze definiscono quanto una dimensione può deviare prima che l'assemblaggio e le ipotesi di progettazione inizino a compromettersi. Il metodo affidabile è confermare lo standard adottato, misurare le dimensioni che controllano l'assemblaggio e confrontare tali letture sia con lo standard che con qualsiasi classe di tolleranza specifica del progetto. Dove sono possibili più standard, tale scelta dovrebbe essere bloccata nell'ordine di acquisto, nel piano di ispezione e test e nei documenti di fabbricazione in modo che la catena di fornitura non mescoli serie dimensionali.
| Elemento di controllo | Perché è importante |
|---|---|
| Diametro esterno e rotondità dell'estremità | Controlla la disallineamento interno e la stabilità dell'apertura della radice durante la saldatura |
| Spessore della parete all'estremità e tangente | Controlla la saldabilità e lo spessore minimo residuo dopo la formatura |
| Da centro a estremità o da estremità a estremità | Controlla la geometria del tratto, l'allineamento del supporto e il rischio di forzatura |
Se si approvvigiona da Sunhy o qualsiasi altro produttore, richiedere un registro di ispezione dimensionale collegato ai numeri di fusione e alle foto di marcatura. Questa è la via più breve per risolvere le controversie mantenendo intatta la tracciabilità.
Marcatura e documentazione
La marcatura e la documentazione dimostrano che il raccordo ricevuto è quello specificato.
Al minimo, la marcatura dovrebbe tracciare dimensione, grado del materiale e standard adottato. Su progetti di specifiche superiori, richiedere documenti di ispezione e assicurarsi che il numero di fusione sul raccordo corrisponda esattamente alla documentazione.
Suggerimento: Non accettare documentazione di scatola che non possa essere collegata ai numeri di fusione sui raccordi effettivi. Una volta che la tracciabilità si interrompe, il componente diventa un elemento di rischio anche se misura correttamente.
Importanza della misurazione accurata
Integrità di montaggio e saldatura
La misurazione precisa riduce la forzatura in montaggio, minimizza la disallineamento e migliora la qualità della saldatura.
Quando i raccordi soddisfano effettivamente lo standard dimensionale adottato e hanno una preparazione corretta delle estremità per saldatura, il giunto è più facile da allineare e saldare senza carico eccessivo di serraggio. Ciò significa meno riparazioni e meno distorsione, specialmente su sezioni di parete in acciaio inossidabile più sottili dove l'apporto di calore è importante.
- Il corretto allineamento riduce la disallineamento interno e stabilizza l'apertura di radice
- Il distacco costante previene lo stress del tratto e la molla durante la saldatura
- La condizione uniforme delle estremità migliora la ripetibilità rispetto al WPS
- Le dimensioni standardizzate migliorano la futura intercambiabilità della manutenzione
Sicurezza e affidabilità operativa
La disallineamento dimensionale è spesso un segnale di allarme precoce per futuri percorsi di perdita e problemi di fatica.
Un raccordo che quasi si adatta viene spesso saldato sotto stress. Questo stress può successivamente diventare distorsione, disallineamento o assottigliamento localizzato dopo la rettifica e la riparazione. Quando OD, NPS, spessore e distacco vengono verificati precocemente, il sistema è costruito con meno incognite e meno rilavorazioni.
Una modalità di guasto nascosta comune è accettare il corretto OD ma perdere la disallineamento dello spessore della parete o la fuori rotondità dell'estremità e poi compensare con morsetti. Il giunto può superare i test iniziali ma comunque creparsi o perdere prima sotto vibrazione o cicli termici.
Evitare errori costosi
L'ispezione di ricevimento previene l'errore più costoso: scoprire la disallineamento dopo che la fabbricazione è già iniziata.
I raccordi a saldatura di testa in acciaio inossidabile di dimensioni errate possono causare perdite, saldature deboli e montaggio instabile. Questi problemi spesso portano a riparazioni, scarti extra e ritardi nella messa in servizio.
- Riparazioni e tempi di fermo, perché il taglio e la rilavorazione dell'acciaio inossidabile sono ad alta intensità di manodopera
- Aumento degli scarti, perché una serie di gomiti sbagliata può invalidare un intero tratto
- Ritardo nella messa in servizio dovuto a reispezione e retest
La scelta di un fornitore con un piano di ispezione documentato e un processo di tracciabilità aiuta a ridurre questi rischi. Nella pratica dell'ispezione di ricevimento, l'approccio migliore è collegare le misurazioni del diametro esterno, dello spessore della parete e del take-off alle foto di marcatura e alla documentazione del lotto di fusione, in modo che le deviazioni possano essere risolte immediatamente.
Passaggi principali per misurare i raccordi a saldare a testa in acciaio inossidabile:
Misurare prima il diametro esterno su entrambe le estremità e in più orientamenti, identificare il NPS dalla tabella del diametro esterno, verificare lo spessore della parete in più di una posizione e confermare il take-off rispetto al disegno e allo standard. Infine, controllare la condizione dell'estremità, compresa la smussatura e la rotondità, prima del montaggio.
Lista di controllo rapida per i migliori risultati:
- Verificare lo standard adottato prima della misurazione
- Misurare entrambe le estremità e registrare il diametro esterno massimo e minimo per rilevare l'ovalità
- Confermare lo schedule mediante misurazione anziché per ipotesi
- Controllare il take-off prima del taglio del tubo
- Mantenere la tracciabilità con marcatura, documentazione del lotto di fusione e registro di ispezione
Base di Revisione Tecnica
Revisionato per: verifica dimensionale dei raccordi a saldare a testa, controllo del montaggio, accettazione delle estremità di saldatura e controlli di tracciabilità per la fabbricazione di tubazioni in acciaio inossidabile.
Titolo suggerito del revisore: Ingegnere Controllo Qualità Tubazioni / Costruzione / Ispezione Saldature
Base di origine: Pratica dimensionale ASME B16.9, preparazione estremità per saldatura ASME B16.25, serie diametro esterno e spessore parete tubi in acciaio inox ASME B36.19M, requisiti materiali ASTM A403 e flusso pratico di ispezione ricevimento.
Ultimo aggiornamento: 2026-03-26
FAQ
Come garantisce Sunhy l'accuratezza delle misurazioni dei raccordi?
Un approccio credibile è un piano di ispezione documentato legato a taratura e tracciabilità.
Richiedere registri ispezione dimensionale per diametro esterno, spessore parete e take-off, insieme a controllo calibrazione e documentazione collegata a numeri di colata e marcatura. Per lavori di specifica superiore, aggiungere controlli spot UT nelle aree formate e verificare condizione estremità prima del rilascio alla costruzione.
Quali strumenti funzionano meglio per misurare i raccordi a saldare a testa in acciaio inossidabile?
Utilizzare calibri per diametro esterno e take-off, micrometri per spessore parete e nastro circonferenza per controlli diametro esterno grandi.
Per preparazione estremità, utilizzare un calibro smusso o angolo e un controllo squadratura con riga. Mantenere strumenti calibrati e utilizzare tecnica ripetibile in modo che diversi ispettori ottengano risultati coerenti.
Perché sono importanti gli standard come ASME B16.9?
Controllano l'intercambiabilità e riducono sorprese durante l'assemblaggio.
ASME B16.9 definisce requisiti e tolleranze dimensionali in modo che i raccordi si assemblino in modo coerente tra fornitori. Quando combinato con adeguata preparazione estremità per saldatura secondo ASME B16.25, diventa più facile saldare il giunto al WPS senza allineamento forzato o disallineamento eccessivo.
Qual è la differenza tra NPS e OD?
NPS è una designazione di dimensione, mentre diametro esterno è il diametro fisico che si misura.
Per identificare correttamente NPS, misurare prima il diametro esterno e poi confrontare quella lettura con la tabella diametro esterno standardizzata per tubi. Questo evita l'errore comune di confondere la dimensione tubi con la dimensione tubazioni.
Come possono gli acquirenti verificare la qualità dei raccordi prima dell'installazione?
Verificare tre aspetti: dimensioni, condizione delle estremità e tracciabilità.
Le dimensioni includono diametro esterno su entrambe le estremità, spessore parete in più punti e take-off. La condizione estremità include rotondità e qualità smusso. La tracciabilità significa che la marcatura e il numero di colata sul raccordo corrispondono alla documentazione ispezione e al certificato materiale. Se uno qualsiasi di questi manca, il rischio di rilavorazione in cantiere aumenta drasticamente.



