







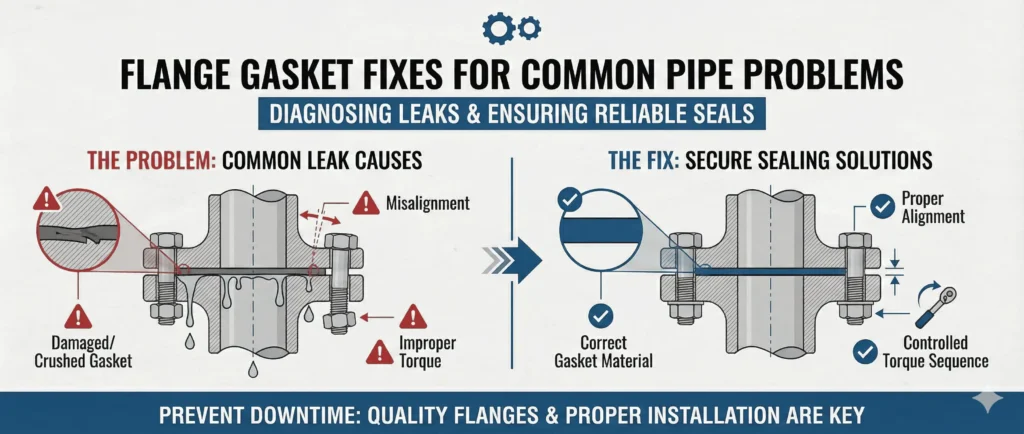
La maggior parte delle perdite delle guarnizioni delle flange deriva da uno dei cinque problemi: materiale della guarnizione errato, superfici della flange danneggiate, carico dei bulloni non uniforme, riutilizzo della guarnizione o vibrazioni e cicli termici che riducono lo stress di tenuta nel tempo. Se identifichi prima la causa reale, di solito puoi fermare la perdita senza ripetere la stessa riparazione. Per una visione più ampia dei guasti ripetuti dei giunti, consulta la nostra guida su cause comuni di perdite delle flange.
Una guarnizione per flange è efficace solo quanto il giunto in cui si trova. La guarnizione deve corrispondere al fluido, alla temperatura, alla pressione e allo stile della superficie della flange, mentre le flange stesse devono essere allineate, pulite e serrate correttamente. Flange di qualità, come I raccordi flangiati in acciaio inossidabile Sunhy, aiutano la guarnizione a sedersi uniformemente e a mantenere la compressione, ma anche una buona flange non può compensare il tipo di guarnizione errato o una pratica di installazione scadente.
Questa guida si concentra su ciò di cui gli utenti hanno effettivamente bisogno quando un giunto perde: cosa ha causato la perdita della guarnizione della flange, come ripararla correttamente, come scegliere la guarnizione di ricambio giusta e quando la guarnizione o l'intero giunto dovrebbero essere ricostruiti invece di essere semplicemente riserrati.
| Problema della tubazione | Come è coinvolta la guarnizione |
|---|---|
| Perdite | Lo stress di tenuta viene perso o la guarnizione non riempie più correttamente le imperfezioni della superficie della flange. |
| Perdita di pressione | La posizione impropria o i percorsi di sfiato consentono al fluido o al gas di processo di fuoriuscire. |
| Corrosione | Il mezzo in fuga può attaccare le facce della flangia, i bulloni e i supporti tubolari circostanti. |
| Vibrazione | Il movimento può ridurre la tensione dei bulloni e rompere gradualmente la compressione della guarnizione. |
| Rumore | I getti di perdita e le vibrazioni spesso creano rumore prima che la perdita visibile diventi grave. |
La corretta selezione della guarnizione, la preparazione del giunto e il serraggio controllato riducono i guasti ripetuti, prolungano la durata del servizio e abbassano i costi di manutenzione.
Cosa causa una perdita nella guarnizione della flangia?
Una perdita nella guarnizione della flangia si verifica quando il giunto perde la compressione necessaria per mantenere chiusa la superficie di tenuta.
Ciò può accadere perché il materiale della guarnizione è sbagliato per il servizio, le facce della flangia sono graffiate o corrose, i bulloni sono stati serrati in modo non uniforme, o le vibrazioni e i cicli termici hanno rilassato il giunto dopo l'avvio. In molti casi, la guarnizione stessa viene incolpata troppo rapidamente quando la vera causa è il disallineamento, le superfici della flangia danneggiate o la procedura di bullonatura errata.
Nella manutenzione in campo, i tecnici di solito trovano una o più di queste cause alla base di un giunto di flangia che perde:
- Sottocompressione, sovracompressione o compressione non uniforme della guarnizione
- Riutilizzo di vecchie guarnizioni dopo che il giunto è già stato aperto
- Attacco chimico che ammorbidisce, gonfia, incrina o rende fragile il materiale della guarnizione
- Dimensioni, stile della faccia o materiale della guarnizione errati per le condizioni di servizio
- Vibrazioni eccessive o shock termico che riducono la tensione dei bulloni
- Facce della flangia sporche, deformate, corrose o danneggiate
Una regola pratica di manutenzione è semplice: se lo stesso giunto di flangia continua a perdere dopo il serraggio, smetti di trattarlo come un problema di coppia e inizia a trattarlo come un problema di causa radice.
Come sigilla una guarnizione per flangia
Come Sigillano le Guarnizioni
Una guarnizione per flangia sigilla comprimendosi tra le facce della flangia e riempiendo le irregolarità microscopiche che altrimenti creerebbero un percorso di perdita.
Quando i bulloni vengono serrati, il carico viene trasferito attraverso le facce della flangia nella guarnizione. La guarnizione si deforma abbastanza da chiudere gli spazi superficiali, ma deve anche mantenere sufficiente resilienza per resistere a pressione, cambiamenti di temperatura, vibrazioni e rilassamento dopo l'avvio.
La qualità della tenuta dipende da tre elementi che lavorano insieme:
- Il materiale della guarnizione e la sua comprimibilità
- La condizione della faccia della flangia e la rugosità della faccia della flangia e l'assestamento della guarnizione
- Lo schema di carico dei bulloni e come quel carico viene applicato uniformemente
Le flange di alta qualità con una finitura della faccia uniforme aiutano la guarnizione a fare presa meglio e ad assestarsi più uniformemente. Ecco perché la condizione della flangia è importante tanto quanto il materiale della guarnizione quando si diagnostica una perdita ripetuta.
Suggerimento: Sempre abbinare il tipo e il materiale della guarnizione sia alle condizioni di servizio che allo stile della faccia della flangia. Una buona guarnizione nel giunto sbagliato perde comunque.
Riparazioni comuni per perdite di guarnizioni di flangia
Tipi di guarnizioni per flange e dove funzionano meglio
Diversi tipi di guarnizioni risolvono diversi rischi di perdita.
La migliore guarnizione di sostituzione dipende dal livello di pressione, dal tipo di flangia, dalla temperatura, dall'esposizione chimica e da quanto recupero il giunto necessita dopo i cicli.
| Tipo di guarnizione | Resistenza | Resistenza alla temperatura | Prevenzione delle perdite | Caso d'uso ottimale |
|---|---|---|---|---|
| A spirale | Alta | Fino a 1.100°F | Eccellente | Flange ad alta pressione, linee chimiche, servizio critico generale |
| Foglio / Piatto | Moderato | Fino a 800°F | Buono | Flange a superficie liscia, servizio a bassa pressione |
| Giunto ad anello | Alta | Fino a 1.200°F | Eccellente | Petrolio e gas, sistemi a pressione molto elevata |
Le guarnizioni a spirale avvolta sono ampiamente utilizzate quando il giunto necessita di resistenza, recupero e tolleranza ai cicli di pressione. Le guarnizioni in foglio sono più comuni in servizi a bassa pressione o su facce di flangia più lisce. Le guarnizioni RTJ sono utilizzate dove la flangia e la classe di pressione sono progettate specificamente per quello stile di tenuta.
Scelta dei materiali
Selezionare il materiale giusto per la guarnizione è una delle decisioni più importanti per la prevenzione delle perdite nelle tubazioni.
Il materiale deve resistere al fluido, alla temperatura, alla pressione e al carico meccanico nel giunto. Una guarnizione può fallire anche quando è installata correttamente se il suo materiale è chimicamente incompatibile o non può mantenere la compressione in servizio. Per servizi difficili, utilizzare le linee guida per la selezione delle guarnizioni della Fluid Sealing Association per confermare la compatibilità chimica, termica e di carico.
- PTFE: Eccellente resistenza chimica e basso rischio di perdite in molti servizi chimici aggressivi.
- Grafite: Buono per alte temperature, ma può contribuire alla corrosione della faccia della flangia in alcuni ambienti.
- Gomma (EPDM, NBR, Neoprene): Adatto per acqua, olio e linee di utilità generali a seconda del tipo di elastomero.
- Fibra compressa non amianto: Comune in servizi di utilità, trattamento dell'acqua e HVAC.
Nota: Molte perdite ripetute di flange in impianti chimici e di utilità iniziano con una selezione errata del materiale della guarnizione, non con un problema di serraggio. Verificare sempre la compatibilità sia con il fluido di processo che con la temperatura operativa reale.
La finitura superficiale della flangia influisce anche sulle prestazioni della guarnizione:
- Una finitura più ruvida può migliorare la presa per guarnizioni più morbide e ridurre il movimento.
- Una finitura troppo liscia può ridurre l'aderenza e aumentare il rischio di perdite o scoppio.
- Una faccia danneggiata o corrosa può compromettere anche il materiale della guarnizione corretto.
Tabella riepilogativa: impatto del materiale della guarnizione
| Materiale | Resistenza alla corrosione | Intervallo di temperatura | Utilizzo tipico |
|---|---|---|---|
| PTFE | Eccellente | -200 a 260°C | Servizio chimico e condotte corrosive |
| Grafite | Buono | -200 a 450°C | Servizio ad alta temperatura |
| Gomma | Moderato | -40 a 120°C | Linee di servizio per acqua e olio |
Come riparare una perdita della guarnizione della flangia
Identificazione dei problemi
Il primo passo è identificare perché il giunto ha perso, non solo dove ha perso.
I tecnici di solito iniziano con ispezione visiva, revisione del modello dei bulloni, ispezione della faccia della flangia e valutazione delle condizioni della guarnizione. L'obiettivo è determinare se il problema è stato causato da incompatibilità del materiale, compressione irregolare, danni alla flangia o errore di installazione.
Una sequenza diagnostica pratica include:
- Verificare se la guarnizione era sotto-compressa, sovra-compressa o compressa in modo irregolare
- Confermare se la guarnizione è stata riutilizzata
- Cercare attacco chimico, rigonfiamento, crepe, ammorbidimento o indurimento
- Ispezionare le facce della flangia per graffi, corrosione, ammaccature o detriti incastrati
- Controllare le condizioni dei bulloni e se la tensione è stata persa in modo irregolare
- Rivedere vibrazioni, cicli termici e cronologia di servizio al giunto
| Metodo diagnostico | Segni / Indicatori |
|---|---|
| Ispezione visiva | Poca variazione nello spessore della guarnizione, lievi segni sulla flangia, residui superficiali, schema di umidità |
| Attacco chimico | Crepe, ammorbidimento, scolorimento, rigonfiamento |
| Indurimento degli elastomeri | Materiale della guarnizione fragile o incrinato |
| Problemi di installazione | Polvere, cavità, seduta fuori centro, guarnizione spostata |
| Compressione irregolare | Crepe da stress, spessore irregolare, segni di contatto parziale sulla flangia |
| Sovracompressione | Guarnizione schiacciata o danneggiata |
| Riutilizzo delle guarnizioni | Linee di compressione multiple o corpo di tenuta deformato |
Scelta di una Guarnizione di Sostituzione per Flangia
Selezionare la guarnizione di sostituzione corretta è fondamentale per evitare perdite ripetute.
Gli ingegneri e i team di manutenzione devono abbinare la guarnizione alle effettive condizioni di servizio, non semplicemente sostituirla con “la stessa cosa dell'ultima volta”. Una guarnizione che ha ceduto prematuramente potrebbe essere stata sbagliata per l'applicazione fin dall'inizio. Prima di selezionare una sostituzione, confermare standard della flangia, dimensioni, facciata e classe di pressione affinché lo stile della guarnizione corrisponda correttamente al giunto.
| Criteri | Cosa Controllare |
|---|---|
| Classe di pressione | Pressione massima che la guarnizione può sopportare senza sfiato o perdita di tenuta |
| Resistenza alla temperatura | Capacità di gestire le temperature di avviamento, arresto e funzionamento |
| Compatibilità chimica | Resistenza al mezzo di processo e ai prodotti chimici di pulizia |
| Tipo e dimensione della flangia | Stile di facciata, dimensioni e compatibilità di seduta corretti |
Dimensionamento e abbinamento del materiale corretti migliorano l'affidabilità a lungo termine e riducono la possibilità di un altro evento di perdita nello stesso giunto.
Fasi di installazione
L'installazione corretta previene il ripetersi del cedimento della guarnizione.
Anche la guarnizione giusta perderà se le flange sono disallineate, i bulloni sono serrati in modo non uniforme o la guarnizione non è centrata correttamente. Per i giunti bullonati critici, seguire un approccio di assemblaggio controllato allineato con ASME PCC-1 e un pratico assemblaggio di flangia a tenuta zero flusso di lavoro.
- Allineare le flange utilizzando strumenti di allineamento e confermare che il giunto non sia sotto stress del tubo.
- Pulire e ispezionare le superfici delle flange prima di posizionare la nuova guarnizione.
- Inserire la guarnizione in modo uniforme e centrarla tra le facce dei flangiati.
- Lubrificare le filettature dei bulloni e le superfici di appoggio del dado dove la procedura di bullonatura lo richiede.
- Serrare a mano i bulloni seguendo uno schema incrociato.
- Utilizzare una chiave dinamometrica per serrare in incrementi controllati e più passaggi.
- Ispezionare il giunto ed eseguire un test di pressione prima di rimetterlo in servizio.
Suggerimento: Non utilizzare solo la coppia come scorciatoia per un buon assemblaggio. L'allineamento, le condizioni della superficie, il centraggio della guarnizione e la sequenza di serraggio dei bulloni sono altrettanto importanti del carico finale dei bulloni.
Test della riparazione
Le prove confermano se la riparazione è effettivamente completa.
I tecnici non dovrebbero affidarsi solo all'aspetto. Un giunto che sembra asciutto durante l'assemblaggio potrebbe ancora perdere sotto pressione o dopo cicli termici. Un riferimento pratico per l'installazione e la verifica delle guarnizioni è la procedura di installazione delle guarnizioni ESA/FSA.
| Procedura di prova | Descrizione |
|---|---|
| Ispezione visiva | Controllare i danni superficiali, la deformazione della flangia, la sede della guarnizione e le condizioni dei bulloni |
| Ispezione dimensionale | Verificare l'adattamento, l'allineamento e le condizioni della faccia della flangia |
| Prova di pressione | Utilizzare prove idrostatiche o pneumatiche per confermare le prestazioni di tenuta |
| Prove non distruttive (NDT) | Utilizzare metodi ultrasonici o a particelle magnetiche dove richiesto |
| Verifica della coppia di serraggio e della tenuta | Confermare che i bulloni abbiano raggiunto la condizione di serraggio specificata |
| Prove sui materiali | Controllare la durezza, la composizione o la compatibilità quando il guasto è ricorrente |
Questi controlli aiutano a confermare che la perdita è stata effettivamente eliminata e che la stessa modalità di guasto non si ripresenterà immediatamente dopo l'avvio.
Quando sostituire una guarnizione per flangia
Rilevamento del cedimento della guarnizione
Il rilevamento precoce previene guasti più estesi delle giunzioni e arresti non programmati.
I segni comuni di guasto della guarnizione includono:
- Perdite visive o gocciolamenti attorno al giunto della flangia
- Corrosione o scolorimento sulle facce della flangia
- Bulloni allentati o irregolari
- Vibrazioni o rumori insoliti dall'area della giunzione
- Cricche, rigonfiamento, fragilità o estrusione nel materiale della guarnizione
L'ispezione di routine aiuta a identificare lo sviluppo di perdite prima che diventi un evento di arresto. Su sistemi critici, le perdite nascoste possono anche essere rilevate con ispezione ultrasonica o a infrarossi.
Manutenzione preventiva
La manutenzione preventiva costante riduce i guasti delle guarnizioni e migliora l'affidabilità delle giunzioni.
Gli impianti con meno perdite alle flange di solito controllano bene le stesse pratiche di base:
| Misura preventiva | Vantaggio |
|---|---|
| Installazione corretta | Crea un carico di tenuta uniforme e riduce le perdite precoci |
| Selezione corretta del materiale | Corrisponde la guarnizione a pressione, temperatura e fluido |
| Ispezioni di routine | Rileva precocemente usura, corrosione, rilassamento o disallineamento |
| Uso di guarnizioni di alta qualità | Migliora il comportamento a compressione e l'integrità della tenuta |
| Protezione della flangia | Previene danni alle superfici durante lo stoccaggio e la movimentazione |
| Schermatura ambientale | Riduce i danni esterni in condizioni aggressive o corrosive |
I tecnici devono utilizzare utensili di serraggio calibrati, seguire schemi di serraggio controllati e documentare i guasti ripetuti dei giunti in modo che le posizioni problematiche croniche possano essere riprogettate o monitorate più da vicino.
Quando sostituire
Sostituire la guarnizione ogni volta che l'integrità della tenuta è stata compromessa o il giunto è stato aperto.
I tipici fattori scatenanti della sostituzione includono:
- La guarnizione presenta crepe, rigonfiamento, fragilità, schiacciamento o estrusione visibile.
- Le superfici delle flangie mostrano corrosione, graffi, pitting o segni di contatto irregolari.
- I bulloni perdono tensione o mostrano problemi legati alla fatica.
- Il sistema continua a perdere nonostante il serraggio o il rimontaggio.
- La cronologia della manutenzione mostra problemi ripetuti nella stessa giunzione.
Regola pratica: Non riutilizzare le guarnizioni delle flange sulle giunzioni critiche. Una guarnizione riutilizzata può sembrare accettabile ma ha già perso parte del suo comportamento di compressione originale.
Buoni registri di manutenzione aiutano i team a decidere se si tratta di un problema occasionale della guarnizione o di un problema ricorrente di progettazione della giunzione che coinvolge le condizioni della flangia, vibrazioni, disallineamento o selezione errata del materiale.
Le guarnizioni delle flange abbinate a flange integre e a un montaggio corretto risolvono la maggior parte dei comuni problemi di perdita nelle giunzioni dei tubi.
Riducono i tempi di fermo, migliorano la sicurezza e supportano una pianificazione della manutenzione più prevedibile.
La manutenzione proattiva e la corretta selezione delle guarnizioni supportano l'affidabilità a lungo termine.
I team che ispezionano regolarmente le giunzioni, sostituiscono precocemente le guarnizioni danneggiate e correggono i problemi della faccia della flangia o del carico dei bulloni risparmiano più dei team che si limitano a serrare le perdite fino al prossimo arresto.
L'input di esperti è particolarmente utile per servizi difficili.
Per esposizione chimica, cicli termici, flange rivestite, giunti ad alta pressione o perdite ripetute nella stessa posizione, vale la pena rivedere insieme il materiale della guarnizione, la finitura della flangia e la pratica di serraggio, invece di trattare la guarnizione come unica variabile. Se lo stesso giunto continua a perdere, rivedere cause comuni di perdite delle flange invece di semplicemente riserrare i bulloni di nuovo.
FAQ
Cosa causa le perdite delle guarnizioni delle flange?
Installazione impropria, selezione errata della guarnizione, facce della flangia danneggiate o carico dei bulloni non uniforme sono le cause più comuni.
Le perdite si sviluppano anche quando le guarnizioni vengono riutilizzate, attaccate chimicamente o esposte a vibrazioni e cicli termici che riducono lo stress di tenuta.
Con quale frequenza devono essere ispezionate le guarnizioni delle flange?
Ispezionare i giunti delle flange durante la manutenzione di routine e almeno ogni sei mesi in molti servizi generali.
Sistemi critici, servizio corrosivo, alta vibrazione o storia di perdite ripetute possono richiedere ispezioni più frequenti.
Quale materiale per guarnizioni funziona meglio per le condutture chimiche?
Il PTFE è spesso scelto per condotte chimiche grazie alla sua forte resistenza chimica.
Tuttavia, il materiale migliore dipende ancora da temperatura, pressione, tipo di flangia e dal mezzo esatto nel sistema.
| Materiale | Caso d'uso ottimale |
|---|---|
| PTFE | Condotte chimiche |
| Gomma | Linee d'acqua e olio |
| Grafite | Servizio ad alta temperatura |
I tecnici possono riutilizzare le guarnizioni per flange?
Nella maggior parte dei casi, i tecnici non dovrebbero riutilizzare le guarnizioni per flange.
Una volta compresse, la guarnizione non si comporta più come un nuovo elemento di tenuta. Il riutilizzo aumenta il rischio di perdite ripetute e prestazioni di tenuta incerte.
Quali segni indicano che una guarnizione necessita di sostituzione?
Cricche, rigonfiamento, fragilità, perdite visibili, perdita di tensione dei bulloni o perdite ripetute nello stesso giunto sono tutti forti indicatori di sostituzione.
La corrosione o il danno sulle facce della flangia dovrebbero anche innescare una revisione più approfondita della ricostruzione.
Base di Revisione Tecnica
Revisionato per: diagnosi delle perdite delle flange, logica di sostituzione delle guarnizioni, assemblaggio dei giunti bullonati e pratica di manutenzione delle tubazioni.
Titolo suggerito del revisore: Ingegnere Applicazioni Tubazioni / Tenuta
Base di origine: pratica di diagnosi dei guasti delle guarnizioni, procedure di bullonatura delle flange, logica di selezione dei materiali, flusso di lavoro per test di tenuta e risoluzione dei problemi di manutenzione dell'impianto.
Ultimo aggiornamento: 2026-03-26
