
هذا هو إجراء التشغيل القياسي (SOP) الهندسي لإجراءات تركيب وصلات الأنابيب من نوع Sunhy Dual Ferrule Fittings. على عكس الخيوط الأنبوبية المخروطية (NPT) التي تعتمد على تشوه الخيوط، تعتمد وصلات الضغط على التشكيل الهندسي الدقيق. الهدف من هذا الإجراء هو تحقيق ختم محكم للغاز مصنف لضغط انفجار الأنبوب، متوافق مع ASME B31.3 معايير أنابيب العمليات.
لماذا يهم الانضباط في الطريقة: تشير بيانات الميدان إلى أن 85% من حالات فشل الوصلات ترجع إلى التباين في تركيب ملحقات الأنابيب العملية - تحديدًا عدم الإحكام الكافي (خطر الانفجار)، أو استخدام عزم الدوران بدلاً من اللفات، أو التحضير غير السليم للأنبوب. يوضح هذا الدليل العملية لضمان تحقيق كل فني نفس النتيجة، بغض النظر عن القوة أو ماركة الأداة.
قبل بدء التركيب، تحقق من المدخلات الحرجة للعملية:
- مواصفات الأنبوب: استخدم أنابيب الفولاذ المقاوم للصدأ غير الملحومة والمخمّلة بالكامل (ASTM A269/A213). يجب أن تكون الصلابة أقل من 90 Rb.
- طريقة التجميع: يستخدم هذا الإجراء التشغيلي القياسي طريقة “دوران الصامولة”. لا تستخدم مفتاح عزم الدوران.
- مخاطر النظام: إذا كان لديك خدمة سامة أو قابلة للاشتعال أو أكسجين، فإن النظافة والتفتيش هما نقاط توقف إلزامية.
يحدد الجدول أدناه أنماط الفشل المرتبطة بالانحرافات الشائعة عن هذا الإجراء التشغيلي القياسي:
| انحراف التثبيت | النتيجة الهندسية |
|---|---|
| استخدام عزم الدوران بدلاً من الدوران | تشكيل غير متوقع بسبب متغيرات الاحتكاك. النتيجة: تسريبات. |
| فشل في الوصول إلى القاع | طول قبضة قصير. تحت الاهتزاز، يمكن أن يخرج الأنبوب من التركيبة. |
| أنبوب غير مبرش | البرش يخدش منطقة الختم للطوقة، مما يسبب تسربات دقيقة. |
| خلط العلامات التجارية | عدم تطابق الأبعاد. طوقات Sunhy مصممة خصيصًا لانحدارات جسم Sunhy. |
إذا كنت تبحث عن أدلة الإصلاح بدلاً من إجراءات التشغيل القياسية للتثبيت الجديد، يرجى الرجوع إلى دليلنا الداخلي حول استكشاف أخطاء تسرب التركيبات وإصلاحها.
المرحلة 1: اختيار المواد وإعداد تركيب تركيبات الأنابيب
فحص توافق المواد
تحقق من التوافق قبل التجميع. تأكد من أن مادة التركيب تتطابق مع الأنبوب. يؤدي عدم التطابق في الصلابة إلى الفشل—يجب أن تكون الحلقة القابضة أكثر صلابة من الأنبوب لـ “تعض” بشكل فعال. للحصول على قائمة كاملة بالسبائك المتوافقة، راجع درجات المواد والتطبيقات.
| مادة التركيب | الأنابيب المسموح بها | الأنابيب الممنوعة |
|---|---|---|
| 316 فولاذ مقاوم للصدأ | 304/316 SS (مخمّر) | النحاس الأصفر أو النحاس (خطر التآكل الجلفاني) |
| نحاس أصفر | النحاس، البلاستيك اللين | الفولاذ المقاوم للصدأ (الأنبوب صلب جدًا للحلقات القابضة من النحاس الأصفر) |
| مونيل / دوبلكس | سبيكة متطابقة | معادن غير متشابهة بدون مراجعة هندسية |
التفتيش والتنظيف (مستوى ASTM G93)
لا يمكنك إغلاق خدش. ستجد جزيئات الغاز (الهيليوم/الهيدروجين) مسارات هروب عبر عيوب السطح قد لا تجدها السوائل.
- فحص بصري: افحص آخر 1 بوصة (25 مم) من الأنبوب. إذا كان هناك خدش طولي مرئي بالعين المجردة، اقطعه.
- التعامل: لا تسحب الأنبوب عبر الخرسانة. هذا يخلق بقعًا مسطحة.
- التنظيف: لخدمة الأكسجين، نظف وفقًا لـ CGA G-4.1. للهواء الصناعي العام، امسح بقطعة قماش خالية من الوبر ومذيب.
القطع وإزالة الحواف (إلزامي)

منشار المعادن هو عدو الختم النظيف. تترك مناشير المعادن حوافًا خشنة ورقائق معدنية يمكن أن تتلف الصمامات المصب.
- القطع: استخدم قاطع عجلة حاد مصمم للفولاذ المقاوم للصدأ. اقطع بأقرب ما يمكن إلى 90° عمليًا.
- إزالة الحواف الخارجية: استخدم مبردًا لتشطيب القطر الخارجي. إذا تخطيت هذا، ستخدش الحافة الحلقة أثناء الإدخال.
- إزالة الحواف الداخلية: قم بتوسيع القطر الداخلي لمنع الاضطراب.
خطوة الإجراء التشغيلي القياسي: بعد إزالة الحواف، اضغط على نهاية الأنبوب لأسفل على سطح نظيف لإزالة الرقائق. لا تنفخ في الأنبوب باستخدام هواء الورشة (غالبًا ما يحتوي على رطوبة/زيت).
المرحلة 2: إجراء تشغيلي قياسي لتركيب ملحقات الأنابيب (قاعدة الدوران 1-1/4)
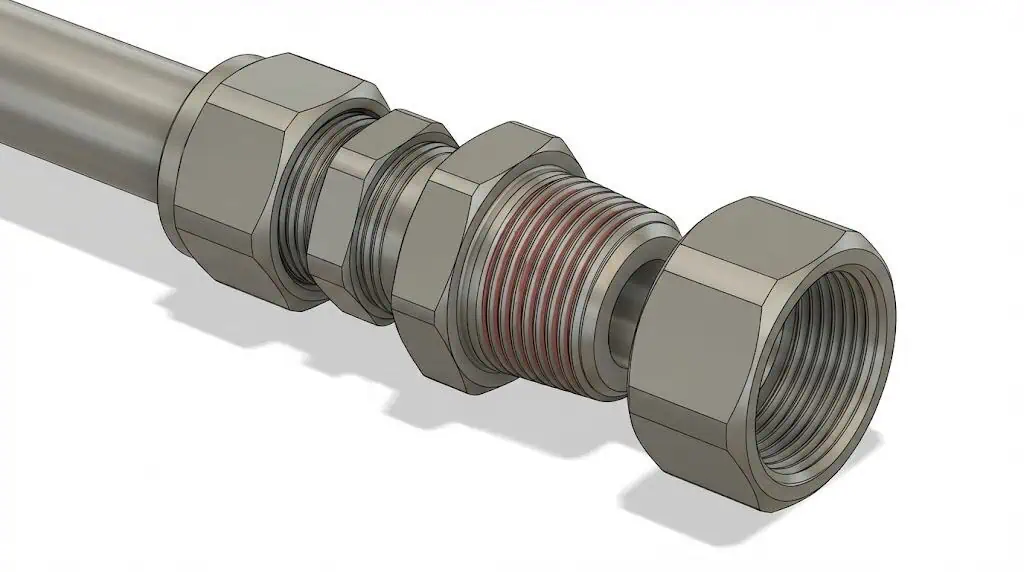
هذا هو الإجراء الحاسم لملحقات Sunhy ذات الحلقتين المزدوجتين. اتبع هذه الخطوات بدقة. لا تعتمد على “الشعور”.”

الخطوة 1: الإدخال والتثبيت
- أدخل الأنبوب المُجهز في ملحق Sunhy.
- إجراء حاسم: ادفع الأنبوب حتى يلامس الكتف الداخلي لجسم الملحق بقوة.
- إذا لم يكن الأنبوب مثبتًا حتى القاع، فإن الحلقات ستحكم قبضتها على الطرف البعيد للأنبوب، مما يخلق وصلة ضعيفة ستفشل تحت الضغط.
الخطوة 2: شد بالإصبع
- شدد الصامولة باليد حتى لا تتمكن من تدويرها أكثر.
- هذا هو “الموضع الصفري”. يضمن أن تكون الحلقات على اتصال مع الأنبوب والجسم.
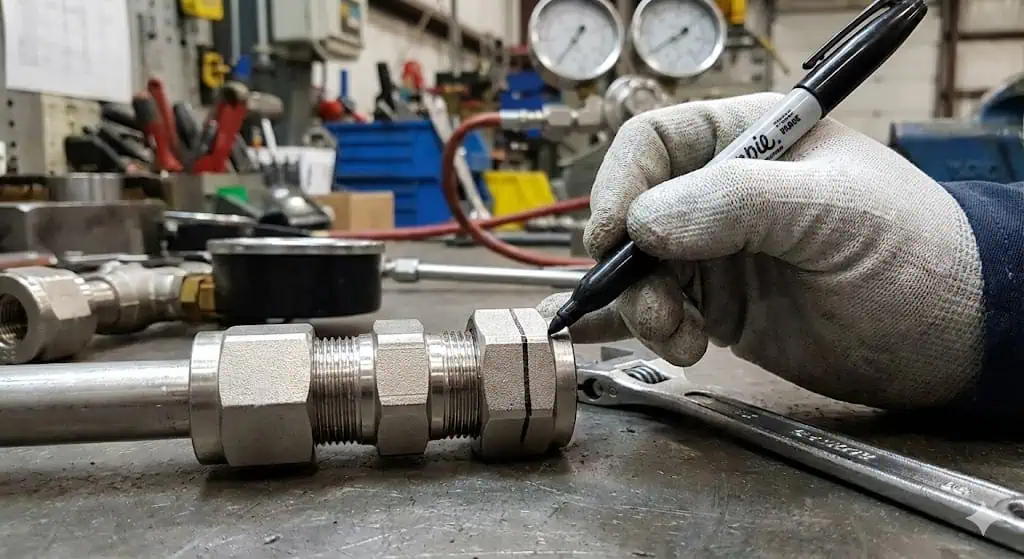
الخطوة 3: وضع علامة على الصامولة (إلزامي وفقًا للإجراء التشغيلي القياسي)
- استخدم قلم تحديد دائم لرسم خط على الصامولة عند الموضع السادسة.
- ضع علامة على الجسم مباشرة أسفلها. هذا يخلق مرجعًا بصريًا للدوران. بدون هذه العلامة، أنت تخمن.
الخطوة 4: الشد بالمفتاح (القاعدة)
أمسك جسم التركيب ثابتًا بمفتاح احتياطي. قم بتدوير الصامولة وفقًا لقاعدة الحجم أدناه:
| حجم الأنبوب (القطر الخارجي) | عدد اللفات المطلوبة | الموضع النهائي (وجه الساعة) |
|---|---|---|
| 1/4″ إلى 1″ (6 مم – 25 مم) | 1-1/4 لفة | تتحرك العلامة من 6 → 9 (دائرة كاملة + 90°) |
| 1/16″ إلى 3/16″ (1 مم – 4 مم) | 3/4 دورة | تتحرك العلامة من 6 → 3 صباحًا |
التركيز الهندسي: لماذا نستخدم الدورات، وليس عزم الدوران
“ما هو مواصفات عزم الدوران لتركيب 1/2 بوصة؟” نحصل على هذا السؤال يوميًا. الإجابة الهندسية هي: لا يوجد مواصفات لعزم الدوران.
استخدام مفتاح عزم الدوران على التركيبات الضاغطة خطير لسببين:
- تغير الاحتكاك: خيوط الفولاذ المقاوم للصدأ لديها تقلب عالي في الاحتكاك. قد يقرأ الخيط الجاف 50 نيوتن متر من عزم الدوران قبل حتى ضبط الحلقات. قد يقرأ الخيط المزيت 20 نيوتن متر عند الإحكام الزائد. عزم الدوران يقيس الاحتكاك، وليس حركة الحلقة.
- صلابة المادة: يتطلب الأنبوب الأكثر صلابة قليلاً قوة أكبر للتوسيع. تضمن طريقة “الدورات” أن الحلقات تتحرك المسافة المطلوبة بغض النظر عن مقدار القوة اللازمة لتحقيق ذلك.
قاعدة عامة: إذا رأيت فنيًا يستخدم مفتاح عزم الدوران على تركيب من نوع Sunhy/Swagelok، أوقف العمل فورًا. إنه يتبع الإجراء الخاطئ.
تركيب ملحقات الأنابيب للمحولات والعناصر المتخصصة
تقدم المحولات خطرين إضافيين للفشل: حمل عدم المحاذاة وافتراضات الاتصال المختلطة.
محولات الأنبوب إلى NPT
- طريقتان للإغلاق: لهذا المكون طرفان. الطرف المضغوط (الحلقات) لا يحتاج إلى مادة إغلاق. الطرف NPT (الخيط المخروطي) يحتاج إلى مادة إغلاق.
- إجراءات التشغيل القياسية للمادة المانعة للتسرب: استخدم شريط PTFE أو معجون أنابيب لاهوائي على خيوط NPT فقط. اترك الخيط الأول عاريًا لمنع دخول فتات الشريط إلى النظام.
- ترتيب التجميع: من الناحية المثالية، شد الطرف NPT في منفذ العملية أولاً، ثم قم بتركيب الأنبوب في الطرف المضغوط. هذا يمنع التواء الأنبوب.
المرافق والتوصيلات (التوجيه)
تظهر مشاكل التوجيه كمشاكل في التجهيزات. إذا كان الأنبوب يميل للانفصال عن التركيبة، فهناك مشكلة في التوجيه.
- المحاذاة المحايدة: لا تسحب الأنبوب غير المحاذي إلى التركيبة بقوة المفتاح؛ فهذا يخلق إجهاد انحناء عند الحلقات.
- الدعم: ادعم الأنبوب بحيث لا يعمل المرفق/التوصيلة كنقطة دعم هيكلية.
- تثبيت الفروع: للتوصيلات، ثبت جميع الفروع لمنع التحميل الدوري على الجسم.
المرحلة 3: التحقق ومعايير الرفض لمراقبة الجودة
ثق، ولكن تحقق. للمرحلة الأولية تركيب ملحقات الأنابيب, ، أداة ضبط الجودة الأكثر موثوقية هي مقياس فحص الفجوة (غالبًا ما تُسمى مقياس قابل/غير قابل).
إجراء التشغيل القياسي لفحص مقياس الفجوة
- كيفية الاستخدام: حاول إدخال المقياس في الفجوة بين الصامولة والجسم السداسي.
- مقبول (جيد): المقياس لا يناسب. هذا يعني أنك شددت بما يكفي لإغلاق الفجوة إلى مواصفات التصميم.
- غير مقبول (سيئ): المقياس ينزلق داخل. هذا يعني أن الصامولة لم تتقدم بما يكفي. شد قليلاً أكثر حتى يتم رفض المقياس.
معايير الرفض لمراقبة الجودة (متى تتوقف)
لا تقبل التركيبة إذا لوحظ أي مما يلي:
| عيب | سبب الرفض |
|---|---|
| الأنبوب يصل إلى القاع بعد نصف دورة | الأنبوب لم يجلس بالكامل على الكتف أثناء التثبيت بالأصابع. قبضة الحلقة معرضة للخطر. |
| الصامولة تدور بحرية بعد السحب | الخيوط مقطوعة أو الحلقة كانت مفقودة. فك على الفور. |
| خدش مرئي في الأنبوب | إذا كان بإمكانك رؤية خدش يدخل إلى الصامولة، فمن المحتمل أن يكون الختم معرضًا للخطر. |
| مكونات مختلطة | صامولة سواجلوك على جسم سانهي تعتبر “جزءًا غير مطابق”.” |
بروتوكولات السلامة لتركيب وصلات الأنابيب
معدات الحماية الشخصية (PPE)
يجب أن يتبع اختيار معدات الحماية الشخصية تقييمًا للمخاطر.
| نوع معدات الحماية الشخصية | الغرض |
|---|---|
| نظارات السلامة | إلزامية. تحمي من رقائق المعدن أثناء القطع ورش السوائل أثناء اختبار التسرب. |
| قفازات (مقاومة للقطع) | حواف أنابيب الفولاذ المقاوم للصدأ حادة كالموس بعد القطع. |
| تحديد الموضع | أبقِ أجزاء الجسم خارج “خط النار” (مسار طرد الأنبوب المحتمل) أثناء الضغط الأولي. |
إجراء التشغيل القياسي لإعادة التجميع
تركيبات صنهاي قابلة لإعادة الاستخدام. غالبًا ما يتطلب الصيانة فصل الخطوط. لا تحتاج إلى قطع الأنبوب والبدء من جديد في كل مرة.
- أدخل الأنبوب مع الحلقات المكبوسة مسبقًا في جسم التركيبة.
- أدر الصامولة يدويًا حتى تشعر بارتفاع مفاجئ في المقاومة. هذا هو تلامس الحلقات بالمقعد.
- استخدم مفتاحًا لتثبيت الصامولة قليلاً بعد نقطة المقاومة هذه (عادةً 1/8 إلى 1/4 دورة). لا تطبق 1-1/4 دورة مرة أخرى—ستدمر الختم.
الأسئلة الشائعة: التثبيت والمعايير
ما هي الأدوات المطلوبة بدقة لتثبيت وصلات الأنابيب؟
“الثالوث المقدس” للتثبيت: 1. قاطع أنابيب صحيح (عجلة حادة)، 2. أداة إزالة الحواف، 3. مفتاحان (واحد للصامولة، واحد للدعم). يوصى بشدة باستخدام مقياس الفجوة لمراقبة الجودة.
هل أحتاج إلى استخدام شريط التفلون أو معجون الأنابيب؟
لا. لا تضع شريط التفلون أو المادة السدادة على الحلقات أو خيوط الصامولة في وصلة الضغط. المادة السدادة مخصصة فقط للخيوط الأنبوبية المخروطية (NPT) على نهاية المحول. وضع الشريط على الحلقات يمنعها من الإغلاق ويسبب التسربات.
هل يمكنني خلط صواميل Sunhy مع أجسام Swagelok أو Parker؟
الإجابة الهندسية: لا. على الرغم من إمكانية توصيلها معًا، تختلف زوايا المخروط الداخلي وعمليات تصلب الحلقات بين المصنعين. يؤدي الخلط بينها إلى إبطال جميع تصنيفات الضغط وضمانات السلامة. حافظ على تجانس العلامة التجارية للتجميع.
كيف يمكنني إصلاح تسرب بعد التثبيت؟
لا تقم فقط بشدها أكثر. أولاً، قم بتخفيف ضغط النظام. افصل التركيبة وتحقق: هل تم إدخال الأنبوب بالكامل حتى القاع؟ هل الحلقات تالفة؟ إذا لم يتم إدخال الأنبوب حتى القاع، فلن يصلح أي قدر من الشد—يجب عليك قطع وإعادة التثبيت. إذا بدت جيدة، أعد التجميع وشد قليلاً (1/8 دورة) بعد الموضع الأصلي.
ما هو تصنيف الضغط للتركيبة؟
تصنيف التركيبة يعادل ضغط العمل للأنبوب. تركيبات Sunhy أقوى من الأنبوب نفسه. إذا كنت تستخدم أنبوب 316SS مصنف لـ 3000 رطل لكل بوصة مربعة، فإن التجميع مصنف لـ 3000 رطل لكل بوصة مربعة (مع عامل أمان 4:1 وفقًا لـ ASME B31.3).



