الفرق الرئيسي بين تركيبات أنابيب SS و تركيبات أنبوب SS هو نظام القياس الذي تُبنى حوله—وهذا يغير مباشرة مكانها في أعمال الأنابيب الفعلية. عادةً ما يتم اختيار تركيبات الأنابيب لـ أنابيب العمليات القائمة على NPS والجدول الزمني. عادةً ما يتم اختيار تركيبات الأنبوب لـ أنظمة الأنابيب القائمة على القطر الخارجي الحقيقي وسمك الجدار. في الميدان، فإن وضع الفشل الأكثر شيوعًا ليس “فولاذًا مقاومًا للصدأ سيئًا”، بل عدم التطابق: طلب تركيبة أنبوب بالقطر الخارجي عندما يكون الخط في الواقع أنبوب NPS، أو طلب تركيبة أنبوب عندما يكون الخط عبارة عن أنبوب محكوم بالقطر الخارجي.
قاعدة القرار في دقيقة واحدة: إذا تم تحديد الخط بواسطة NPS + الجدول, ابدأ بتركيبات الأنابيب. إذا تم تحديد الخط بواسطة القطر الخارجي الحقيقي + سمك الجدار, ابدأ بتجهيزات الأنابيب. إذا كان النظام يتضمن أيضًا منفذ أداة، لوحة محلل، خط صحي، أو مسار أنبوبي، تحقق مما إذا كنت بحاجة إلى محول من أنبوب إلى أنبوب بدلاً من محاولة فرض استبدال مباشر.
- وصلات الأنابيب تُختار عادةً لأنابيب العمليات وخطوط المرافق حيث يحكم التصميم القائم على الكود للضغط ودرجة الحرارة.
- وصلات أنابيب تُختار عادةً للأجهزة، والمختبرات، والطبية، وضوابط الهوائية/الهيدروليكية، والأنظمة الصحية حيث يهم تحمل القطر الخارجي والإغلاق القابل للتكرار.
- يؤثر اختيار التجهيزات الصحيح على قدرة الضغط، خطر التسرب، قبول التفتيش، ووقت الصيانة.
- إذا كنت تريد اختصارًا عمليًا: قرر النظام أولاً، ثم حدد القياس وطريقة الاتصال قبل الشراء.
ملاحظة مراجعة هندسية: في استكشاف الأخطاء وإصلاحها العملي، تأتي العديد من حالات التسرب وإعادة العمل من استخدام منطق القياس الخاطئ بدلاً من درجة الفولاذ المقاوم للصدأ وحدها. لهذا السبب يجب أن يكون السؤال الأول “نظام أنابيب أم نظام أنابيب؟” قبل أن يؤكد أي شخص درجة المادة، نوع الخيط، أو نمط التجهيزات.
تمت المراجعة للوضوح الهندسي: أساس القياس، نوع الاتصال، خطر التجميع الميداني، وأخطاء الشراء الشائعة يتم معالجتها هنا من منظور اختيار الأنابيب والأدوات.
| الميزة | مُقابِل: مُلحقات الأنابيب من الفولاذ المقاوم للصدأ | تجهيزات أنابيب الفولاذ المقاوم للصدأ |
| أساس النظام | مسار أنابيب العملية، خط المرافق، أنابيب المعدات | أجهزة القياس، غذائي، مختبر، أنابيب دقيقة |
| تركيز الأبعاد | NPS + الجدول | القطر الخارجي الحقيقي + سمك الجدار |
| اتصال نموذجي | ملولب، سوكيت لحام، لحام محوري، فلنجي | ضغطي، مروحي، ختم وجهي، مشبك صحي |
| مبدأ الختم | تداخل القلاوظ، سلامة اللحام، أو ضغط الحشية | عضة الحلقة، مقعد مروحي، ختم وجهي، أو حشية مشبك |
| تركيز التسامح | توافق سلسلة الأنابيب وجدول السماكة | دقة القطر الخارجي للأنبوب، الاستدارة، ونهاية السطح |
| الملاءمة الأفضل | أنابيب العملية والمرافق عالية الضغط | أجهزة القياس، غذائي، توجيه دقيق مضغوط |
نظرة عامة على الاختلافات الرئيسية
الغرض والتطبيق
الفرق بين وصلات الأنابيب ووصلات الأنبوب ليس مجرد شكل، بل أساس التصميم: أنظمة الأنابيب الخاضعة للكود مقابل أنظمة الأنبوب الخاضعة للقطر الخارجي.
إذا كان نظامك عبارة عن خط عملية يحمل بخارًا أو ماءً أو زيتًا أو غازًا أو مواد كيميائية أو وسائط مرافق، فعادةً ما تصمم حول NPS/جدول والكود المناسب للأنابيب. عمليًا، عائلة الوصلات تتوافق عادةً مع المعايير الأبعاد المعتمدة مثل ASME B16.9 للوصلات الملحومة باللحام المصنوعة في المصنع و ASME B16.11 للوصلات الملولبة والمصنوعة باللحام السوكيت. هذا مهم لأن المفتشين وفرق الصيانة يتحققون من التوافق الأبعادي، وإعداد اللحام، وشكل الخيط، والعلامات - وليس لغة الكتالوج.
إذا كان نظامك عبارة عن أنبوب قياس أو أنبوب غذائي، فإن لغة النظام تتغير. تختار الأنبوب حسب القطر الخارجي الحقيقي وسمك الجدار, ، وتختار الوصلات التي يمكنها إغلاق موثوق على ذلك القطر الخارجي مع تجميع قابل للتكرار وإعداد أنبوب مضبوط. هذا هو السبب في أن وصلات الأنبوب تهيمن في بيوت المحللات، وأنظمة أخذ العينات، والمختبرات، والمعدات الطبية، والدوائر الهوائية، ومنصات العملية الصحية.
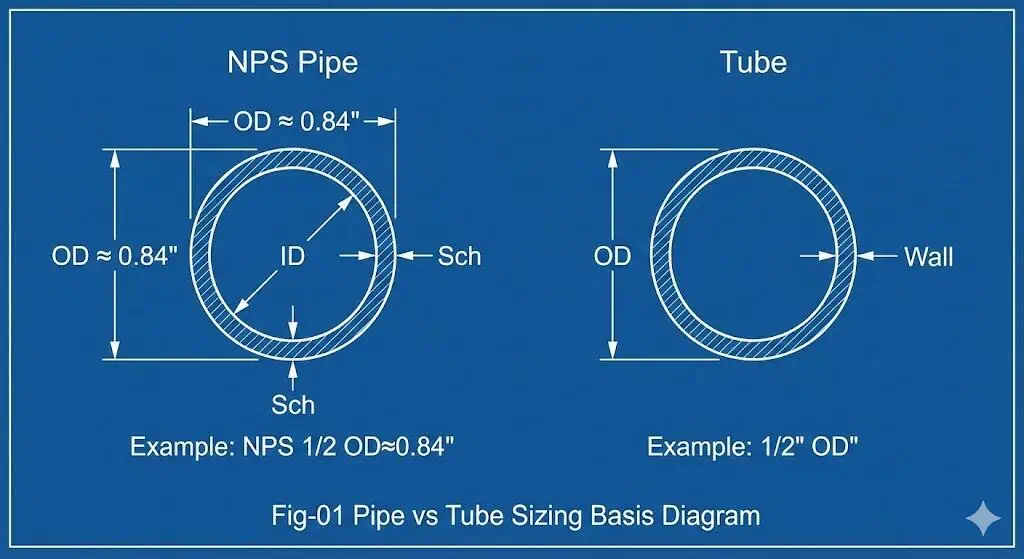
مثال ميداني #1: طلب فريق صيانة وصلات ضغط أنبوب “1/2 بوصة” لما يعتقدون أنه “خط 1/2 بوصة”. عند الوصول، يكتشفون أن الخط هو في الواقع أنبوب NPS 1/2 بوصة, ، الذي له قطر خارجي حوالي 0.84 بوصة, ، وليس 0.50 بوصة. لن تتناسب مكونات الضغط، والحل الصحيح ليس إجبار التجميع بل التحويل باستخدام محول الأنابيب إلى الأنابيب المناسب أو إعادة تحديد مجموعة التركيبات الملولبة NPS الصحيحة.
- تعتمد صناعات النفط والغاز والكيماويات بشكل كبير على تركيب الأنابيب للضغوط الأعلى ونظم فحص الكود.
- غالبًا ما تستخدم أنظمة الأدوية والغذاء تجميعات الأنابيب الصحية حيث تكون قابلية التنظيف ونهاية السطح حرجة.
- غالبًا ما تدفع معالجة المياه والمرافق الساحلية والخدمات الحاملة للكلوريد اختيار المواد إلى ما هو أبعد من 304 الأساسي.
عند الاختيار بين عائلات التركيبات هذه، حدد الضغط/درجة الحرارة, الوسط, متطلبات النظافة, وما إذا كان يجب أن يكون الوصلة قابلة للخدمة أو دائمة.
الشكل والتصميم
تختلف وصلات الأنابيب ووصلات الأنبوب في مقطع الجدار، وتحضير النهاية، وآلية الإغلاق—وهذا يغير أنماط الفشل.
وصلات الأنابيب عادة ما تظهر كمكونات ذات قسم أكثر سمكًا مع أنواع نهاية تتحمل اللحمل والأحمال الميكانيكية الأعلى. تشمل الوصلات الشائعة النهايات الملولبة، ونهايات لحام السوكيت، ونهايات لحام الحز، ومفاصل الفلنجة. يتم التعامل مع الإحكام عن طريق تداخل الخيوط بالإضافة إلى المادة المانعة للتسرب، أو سلامة اللحام، أو ضغط الحشية.
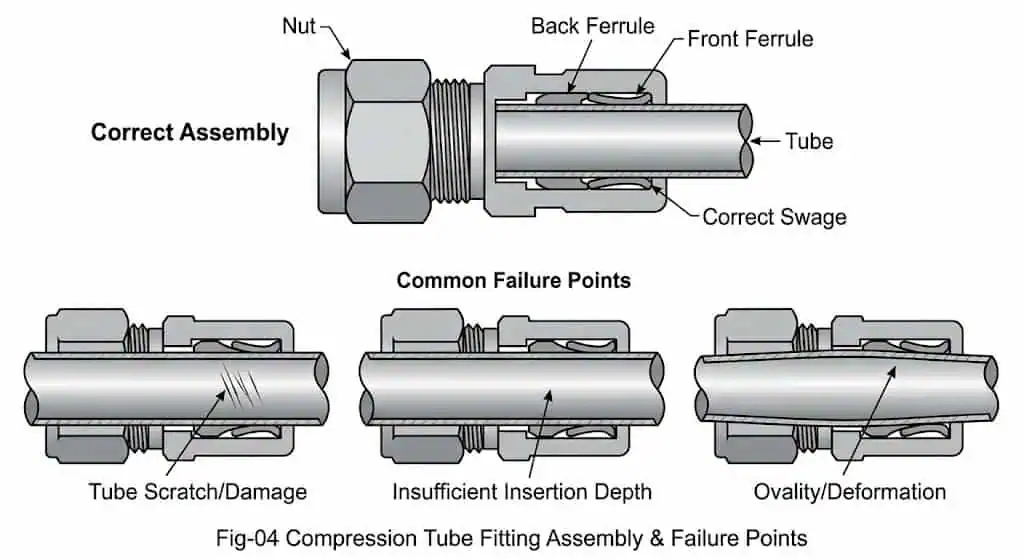
وصلات أنابيب مبنية حول قطر الأنبوب الخارجي المتحكم به. يعتمد الوصل على قطع الأنبوب بشكل مربع، واستدارة، وحالة السطح، والإدخال المناسب، ودورات التجميع الصحيحة. في الميدان، غالبًا ما يتم تتبع تسريبات تركيب الأنبوب إلى تسطيح الأنبوب، أو الخدوش، أو إزالة الحواف السيئة، أو ممارسة إعادة التجميع غير الصحيحة, ، وليس فقط إلى درجة الفولاذ المقاوم للصدأ. راجع دليلنا الداخلي حول إجراء تركيب تركيب الأنبوب إذا كنت تحاول استكشاف التسريبات المتكررة.
مثال ميداني #2: يقوم فني بتقطيع الأنبوب بعجلة قاطعة بالية، مما يترك حافة بارزة وحالة عدم استدارة طفيفة. يتم تجميع التركيبة، ولكن يظهر تسرب أثناء الاختبار الهوائي. إعادة القطع بشكل مستقيم، وإزالة الحواف بشكل صحيح، والتأكد من عمق الإدخال يحل التسرب دون استبدال التركيبة بأكملها.
| الميزة | تجهيزات الأنابيب | تجهيزات الأنابيب |
|---|---|---|
| مقطع الجدار | عادةً ما يكون المقطع أكثر سمكًا، محكومًا بالجدول الزمني | غالبًا قسم أرق، القطر الخارجي مضبوط |
| تحضير النهايات | خيوط، حواف مائلة، نهايات سوكيت، وجوه الفلنجة | هندسات الضغط، التوهج، الختم الوجهي، المشبك |
| مبدأ الختم | ختم الخيوط، سلامة اللحام، أو ضغط الحلقة | قبضة/ختم الحلقة، مقعد التوهج، ختم الوجه، أو حلقة المشبك |
| الملاءمة الأفضل | أنابيب العملية والمرافق عالية الضغط | أجهزة القياس، غذائي، توجيه دقيق مضغوط |
طابق تصميم التركيبة مع كيفية تركيب النظام فعليًا، وفحصه، وصيانته. التركيبة القوية المختارة على أساس قياس خاطئ تظل التركيبة الخاطئة.
مقارنة أحجام الأنبوب مقابل الأنبوب: لماذا لا يعادل NPS القطر الخارجي
قياس الأنابيب (تركيبات أنابيب SS)

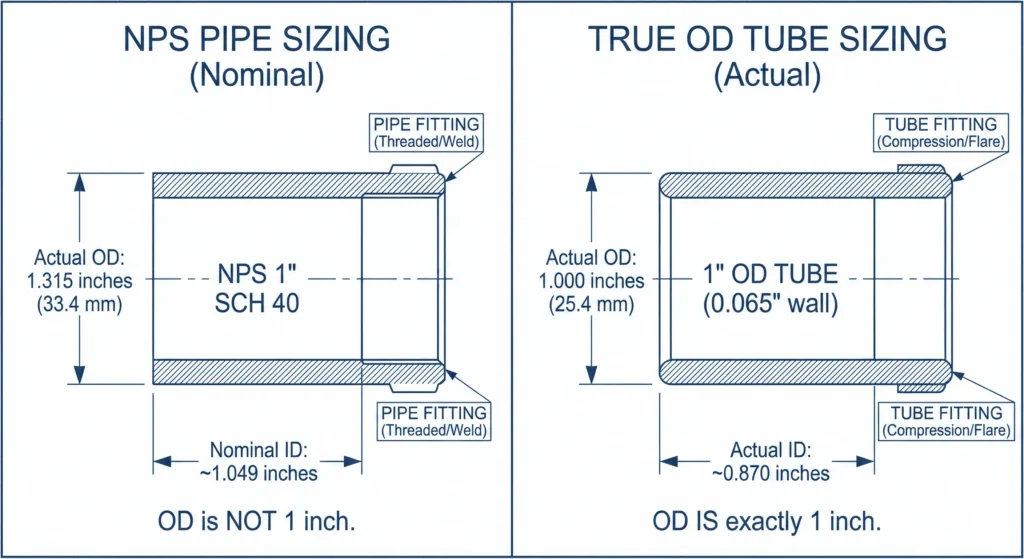
يتم تحديد أحجام وصلات الأنابيب الفولاذية المقاومة للصدأ بواسطة NPS والجدول الزمني، لذا لا يساوي الحجم المسمى القطر الخارجي أو الداخلي المقاس. هنا تبدأ العديد من أخطاء الشراء.
في أنابيب العمليات، يتم توحيد القطر الخارجي للأنبوب بواسطة جداول NPS. على سبيل المثال،, NPS 4 له قطر خارجي 4.5 بوصة (114.3 مم), ، وليس 4.0 بوصة. يتغير سمك الجدار بعد ذلك حسب الجدول الزمني مثل Sch 10 أو Sch 40 أو Sch 80، مما يؤثر مباشرةً على قدرة الضغط، وإعداد اللحام، وأحيانًا قبول الفحص.
فحص عملي في ورشة العمل: إذا كان الخط يُسمى “أنبوب 4 بوصة”، تحقق من القطر الخارجي باستخدام الفرجار. إذا كان يقرأ حوالي 4.5 بوصة، فأنت في منطقة أنابيب NPS ويجب أن تطلب بواسطة NPS + الجدول, ، وليس بواسطة “أنبوب قطر خارجي 4 بوصة”.”
- تأكد مما إذا كان النظام أنبوب NPS أو أنبوب بقطر خارجي حقيقي قبل الطلب.
- تأكد من نوع النهاية: NPT مقابل BSP، سوكيت-لحام مقابل لحام الحافة، أو نوع الفلنجة إذا كان ذلك مناسبًا.
- تأكد من الجدول الزمني أو متطلبات الجدار بناءً على تصميم درجة حرارة الضغط.
- تحقق من معيار عائلة الوصلات، مثل ASME B16.9 أو ASME B16.11.
مراجع داخلية مفيدة: قارن أنماط التوصيل مع دليلنا إلى مقابس BSP مقابل NPT من الفولاذ المقاوم للصدأ.
تحديد حجم الأنابيب (مقابس أنابيب SS)
يتم تحديد حجم مقابس أنابيب SS حسب القطر الخارجي الحقيقي وسُمك الجدار، لأن الإحكام يعتمد على أن يكون القطر الخارجي للأنبوب صحيحًا ومتسقًا.
بالنسبة للأنابيب، القطر الخارجي هو البعد الأساسي. يتم تحديد سُمك الجدار مباشرة بالبوصة أو المليمتر، وأحيانًا بأنظمة القياس في أسواق معينة. الاستنتاج الهندسي بسيط: إذا كان التركيب يشير إلى 1/4 بوصة قطر خارجي، فيجب أن يكون الأنبوب فعليًا 1/4 بوصة قطر خارجي, ، وليس “قريبًا بما يكفي”.”
| نوع القياس | الوصف |
|---|---|
| القطر الخارجي (OD) | القطر الخارجي الحقيقي المستخدم لاختيار التركيب وإنشاء الإحكام. |
| القطر الداخلي (ID) | محسوب من القطر الخارجي مطروحًا منه سُمك الجدار؛ يؤثر على التدفق ولكنه عادةً لا يحدد حجم التركيب. |
| سمك الجدار (WT) | يحدد قدرة تحمل الضغط، الصلابة، ومقاومة الاهتزاز. |
| مواصفات الأنابيب الشائعة | غالبًا ما يشير أنبوب الخدمة العامة إلى ASTM A269; غالبًا ما يشير الأنبوب الصحي إلى ASTM A270. |
مثال ميداني #3: في خزانة محلل، يمكن أن يتم تجميع قطر الأنبوب الخارجي الأصغر قليلاً بشكل محكم ولكنه لا يزال يفشل في اختبار تسرب الهيليوم. ولهذا السبب فإن مواصفات الأنابيب، وتسامح القطر الخارجي، وإمكانية تتبع المصنع تكون أكثر أهمية في أجهزة القياس منها في أنابيب المرافق العامة.
لماذا يهم تحديد المقاس
القياس الدقيق يمنع التسربات وإعادة العمل والمفاصل غير الآمنة تحت الضغط. يعد خلط مقاسات الأنابيب والمواسير سببًا متكررًا لتأخيرات التشغيل.
- تستخدم وصلات الأنابيب NPS + الجدول; ؛ الحجم المسمى هو اسمي.
- تستخدم وصلات الأنابيب (الأنبوبية) القطر الخارجي الحقيقي + الجدار; ؛ الحجم المسمى هو حرفي.
- تركيب الأنابيب بقياس 1/2 بوصة ليس هو نفسه تركيب الأنبوب بقياس 1/2 بوصة.
- للأنظمة الملولبة، يجب تأكيد معيار الخيوط مثل NPT أو BSP قبل الطلب.
نصيحة الطلب: اكتب الحجم بتنسيق من جزأين. مثال: “NPS 1/2 Sch40، NPT” لخدمة الأنابيب أو “1/2 بوصة قطر خارجي × 0.065 بوصة جدار” للأنابيب. إذا لم تتمكن من وصف الخط بهذه الطريقة، فإن المواصفات لا تزال غير مكتملة.
الأشكال والأحجام
أشكال وصلات الأنابيب
تأتي تركيبات الأنابيب الفولاذية المقاومة للصدأ بأشكال مألوفة، ولكن كل منها موجود لحل مشكلة توجيه أو توصيل المعدات ضمن قيود الكود والصيانة.
- المرافق: تغيير الاتجاه؛ يمكن أن يؤثر نصف القطر وجدول الجدار على انخفاض الضغط والتحكم في التآكل.
- الوصلات الثلاثية: إنشاء وصلات فرعية؛ قد يكون تعزيز الفرع مهماً في الخطوط ذات الإجهاد الأعلى.
- المخفضات: الانتقال بين الأحجام؛ حدد المخفض المتحد المركز أو غير المتحد المركز بناءً على احتياجات الصرف والتهوية. انظر الأمثلة الداخلية لـ مخفضات الفولاذ المقاوم للصدأ.
- الوصلات والوصلات المفصلية: الوصلات المستقيمة؛ تتطلب النسخ الملولبة التحكم في معيار الخيوط وممارسة السد.
- الوصلات المتعلقة بالفلنجات: واجهات المعدات حيث يؤثر نوع الوجه، ودرجة البرغي، ونمط الحشية على خطر التسرب.
- الأغطية والسدادات: أغطية النهاية؛ حدد دائمًا ما إذا كانت النهاية ملولبة، أو سوكيت، أو غطاء لحام.
إذا كنت تشتري بناءً على اسم الكتالوج فقط، فقد تفوتك تفاصيل حرجة. لا يتم تحديد المخفض حقًا حتى تكون النهايات، والجدول، والمعيار، ودرجة المادة واضحة.
أشكال وصلات الأنابيب
تأتي وصلات أنابيب الفولاذ المقاوم للصدأ أيضًا في شكل مرافق، وتوائم، ومحولات، وموصلات، وأغطية، لكن التركيز الهندسي هو السد المتكرر على الأنابيب ذات القطر الخارجي المتحكم فيه.
- المرافق والتوافقات: التوجيه المدمج في الألواح والهياكل.
- الوصلات والوصلات المفصلية: قابلية الخدمة حيث يهم التفكيك المتكرر.
- المحولات: شائع عند توصيل الأنابيب بمنافذ الأدوات NPT أو BSP.
- الأغطية والسدادات: التشغيل، التنظيف، العزل للصيانة، وإعداد الاختبار.
مثال ميداني #4: يتم اختيار محول الأنبوب إلى الخيط كـ “1/4 بوصة” دون تأكيد ما إذا كان المنفذ NPT أو BSP. يشعر التجميع بأنه محكم، لكن الوصلة تتسرب عند ضغط الاختبار. الإصلاح الحقيقي هو التحقق من معيار الخيط، وليس المزيد من الشريط أو عزم الدوران.
الاختلافات في الأحجام
يتحكم التحكم في الحجم في التوافقية، وقدرة الضغط، وقبول الفحص.
| نوع البعد | الأهمية في تصميم النظام |
|---|---|
| القطر الخارجي (OD) | حرجي لتسريب الأنبوب؛ موحد بواسطة جداول NPS للأنابيب. |
| القطر الداخلي (ID) | يؤثر على السرعة، انخفاض الضغط، وفعالية التنظيف. |
| سمك الجدار | يؤثر مباشرة على قدرة الضغط، وللأنابيب، اختيار إجراء اللحام. |
يتطلب القياس الدقيق الأدوات المناسبة: الفرجار للقطر الخارجي، مقاييس الجدار للسمك، ومقاييس الخيط للتحقق من المنفذ. “تقديرات المسطرة” هي مصدر متكرر للطلبات الخاطئة.
عمليات التصنيع
إنتاج وصلات الأنابيب
تركيبات الأنابيب الفولاذية المقاومة للصدأ هي عمومًا مكونات مدفوعة بالتشكيل، أو التطريق، أو التصنيع تليها التشغيل الآلي، المعالجة الحرارية، والتفتيش. يعتمد الأداء الحقيقي على اتساق الأبعاد، جودة تحضير النهاية، إمكانية تتبع المواد، وانضباط التفتيش.
| الخطوة | الوصف |
|---|---|
| 1 | اختر المادة الخام حسب الدرجة والحجم ورقم الدفعة الحرارية. |
| 2 | شكل أو اطرق أو صنع جسم التركيبة. |
| 3 | عالج حرارياً حسب المتطلبات لمقاومة التآكل والخصائص الميكانيكية. |
| 4 | شغل الحواف المائلة أو الخيوط أو السوكيت أو أسطح الختم. |
| 5 | افحص الأبعاد والعلامات وإمكانية التتبع. |
| 6 | احمِ الأسطح الطرفية وجهز الوثائق للإصدار. |
لمشاريع ذات أهمية أعلى، اطلب وثائق مثل إمكانية تتبع رقم الدفعة الحرارية، وشهادات اختبار المواد، وأي متطلبات محددة للفحص غير الإتلافي أو تحديد الهوية الإيجابية للمواد قبل الإصدار.
إنتاج وصلات الأنابيب
تركيبات الأنابيب عادةً ما تكون أكثر اعتماداً على التشغيل الآلي والتحمل من تركيب الأنابيب لأن الختم يعتمد على هندسة مكبس أو مقعد أو مخروط أو ختم وجه محكمة.
- عادةً ما يتطلب فحص أبعاد أكثر دقة لأسطح الختم وهندسة المكبس.
- جودة السطح أكثر أهمية في الخدمة الصحية وذات النقاء العالي.
- تعتمد موثوقية التجميع غالبًا على تحضير الأنبوب بقدر ما تعتمد على تصنيع التركيبات.
| الجانب | تجهيزات الأنابيب | تجهيزات الأنابيب |
|---|---|---|
| تركيز التسامح | أعلى، لأن الهندسة تؤثر مباشرة على عملية الإحكام | متوسطة، مع تركيز أكبر على التركيب، الجدول الزمني، وتحضير النهايات |
| حساسية نعومة السطح | أعلى في الخدمات الصحية والدقيقة | تعتمد على الخدمة، وغالبًا ما تكون أقل أهمية من تحضير اللحام أو الخيوط |
| قابلية الخدمة | غالبًا ما تكون مصممة للصيانة والتفكيك | غالبًا ما تكون وصلات عملية ملحومة، أو ملولبة، أو مزودة بحلقات |
بدون لحام مقابل ملحوم
الأنابيب غير الملحومة مقابل الملحومة ليست مجرد خانة تسويقية. إنها قرار خدمي يعتمد على الضغط، مخاطر التعب، التآكل، متطلبات الفحص، ومواصفات المشروع.
تزيل المكونات غير الملحومة نقطة انقطاع محتملة واحدة وقد تكون مفضلة في الخدمات ذات الدورة الأعلى أو الأهمية الأعلى. يمكن أن تقدم المنتجات الملحومة مزايا في التوفر والتكلفة عندما تسمح المواصفات. يعتمد الاختيار الصحيح على الخدمة الفعلية، مستوى مراقبة الجودة، ومعايير القبول.
رأي الخبير: “الأنابيب غير الملحومة” وحدها ليست ضمانًا للموثوقية. في العديد من حالات الفشل الميداني، جودة التثبيت، أو الخطأ في تحديد المقاس، أو عدم تطابق الخيوط يسبب مشاكل قبل وقت طويل من أن تصبح المعادن المتعلقة باللحام العامل المسيطر.
استخدامات المواد وملاءمتها
مواد وصلات الأنابيب
اختر مواد وصلات الأنابيب بناءً على خطر التآكل، ودرجة الحرارة، وطريقة التصنيع، وليس فقط بناءً على شعبية الدرجة. بالنسبة للعديد من البيئات العامة، قد تكون 304 أو 304L مناسبة. بالنسبة للبيئات المحتوية على الكلوريد أو الوسائط الأكثر عدوانية، يتم تقييم 316 أو 316L بشكل أكثر شيوعًا. قد يتم النظر في السبائك المزدوجة أو الأعلى حيث يصبح التآكل النقري، أو التآكل الشقي، أو التصدع الناتج عن الإجهاد التآكلي مصدر قلق في التصميم.
| الصف | الخصائص العملية | الملاءمة النموذجية |
|---|---|---|
| 304 | مقاومة عامة للتآكل وقابلية جيدة للتشكيل | المرافق والوسائط الخفيفة |
| 304L | يساعد انخفاض الكربون في تقليل خطر التحسس بعد اللحام | التجميعات الملحومة حيث يهم سلوك التآكل بعد اللحام |
| 316 / 316L | مقاومة أفضل في الخدمات المحتوية على الكلوريد مقارنة بسلسلة 304 | المصانع الساحلية، المياه المالحة، والمهام الكيميائية الأكثر عدوانية |
حيث تكون الكلوريدات، أو المياه الطبيعية، أو ظروف الشقوق مهمة، من المفيد التحقق من إرشادات التآكل من معهد النيكل.
لعائلات منتجات الأنابيب، قد تشير المشاريع أيضًا إلى مواصفات المواد مثل ASTM A403 لتركيبات اللحام الجانبي من الفولاذ المقاوم للصدأ و ASTM A312 للأنابيب الفولاذية المقاومة للصدأ، اعتمادًا على النطاق والمواصفات.
مواد وصلات الأنابيب
يجب أن تتطابق مواد تركيب الأنابيب مع بيئة التآكل وتوقعات الإحكام. في البيئات الشديدة، قد يتم النظر في سبائك الفولاذ المقاوم للصدأ عالية السبائك أو سبائك النيكل، ولكن يجب أن يظل الاختيار مرتبطًا بالوسائط الفعلية، ودرجة الحرارة، وكيمياء التنظيف، وممارسات الصيانة.
| عائلة السبائك | المنطق النموذجي |
|---|---|
| 316 / 316L | نقطة بداية شاملة لأنظمة الأنابيب حيث تكون مقاومة الكلوريدات أكثر أهمية من 304 |
| درجات الدوبلكس | يتم النظر فيها عندما تحتاج مقاومة الكلوريد إلى زيادة أكبر |
| سبائك النيكل | يتم النظر فيها في وسائط تآكل أكثر شدة عندما يتم تجاوز حدود الفولاذ المقاوم للصدأ |
الملاءمة البيئية
تؤدي أنظمة الفولاذ المقاوم للصدأ أداءً جيدًا على مدى عمر خدمة طويل عندما يتم مطابقة الدرجة والإنهاء والتركيب وتفاصيل الإحكام مع البيئة. لا تزال حالات فشل التآكل تحدث عندما يتم تجاهل التعرض للكلوريد أو الشقوق الراكدة أو عدم تطابق الخيوط أو ممارسات التركيب السيئة.
- يمكن أن تقلل المتانة من صيانة دورة الحياة عند اختيار الدرجة الصحيحة وحالة السطح.
- تدعم إمكانية إعادة التدوير أهداف الاستدامة.
- غالبًا ما يعتمد عمر الخدمة الفعلي على تفاصيل التركيب والتحكم في الشقوق وجودة نظام الإحكام.
كيفية الاختيار بشكل صحيح قبل الطلب
قائمة مراجعة عملية للاختيار
قبل طلب وصلات الأنابيب الفولاذية المقاومة للصدأ أو وصلات الأنابيب الفولاذية المقاومة للصدأ، تأكد أولاً من لغة النظام، ثم تأكد من عائلة التوصيل.
- هل الخط محدد بـ NPS + الجدول أو بـ القطر الخارجي الحقيقي + سمك الجدار?
- ما هو نوع النهاية: NPT، BSP، سوكيت لحام، لحام بوت، ضغط، تمدد، ختم وجهي، أو مشبك؟
- ما هو درجة المادة وتوقع التآكل؟
- هل يحتاج الوصل إلى أن يكون قابلًا للخدمة أو دائمًا؟
- هل هناك متطلبات مشروع لشهادات اختبار المواد، فحص المواد الإيجابي، فحص غير مدمر، اختبار تسرب، أو قابلية التنظيف؟
أخطاء الاختيار الشائعة
- طلب وصلات أنابيب لخط أنابيب NPS لأن الحجم الاسمي يبدو مشابهًا
- تجاهل الاختلافات في معايير الخيوط مثل NPT مقابل BSP
- استخدام 304 عن عادة حيث تشير الخدمة الحاملة للكلوريد إلى مراجعة 316 أو 316L
- معاملة المحولات على أنها قابلة للتبادل دون التحقق من جانبي الاتصال
- تخطي فحوصات جودة تحضير الأنبوب ثم إلقاء اللوم على التركيبة بسبب التسرب
ملاحظة ميدانية: التركيبة الصحيحة ليست ببساطة تلك التي “تثبت باللولبة” أو “تبدو قريبة”. إنها التي تتطابق مع أساس القياس، وتحضير النهاية، وآلية الإغلاق، والوسط الخدمي، وخطة الصيانة معًا.
إذا كنت تقارن مواضيع اتصال ذات صلة، تابع مع أدلّتنا الداخلية إلى خيوط BSP مقابل NPT, تركيب ملحقات الأنابيب, ، وصفحات منتجاتنا لـ وصلات الأنابيب من الفولاذ المقاوم للصدأ عالية الأداء و ملحقات وصمامات الأجهزة.
الأسئلة الشائعة
ما الفرق بين وصلات الأنابيب من الفولاذ المقاوم للصدأ ووصلات الأنابيب من الفولاذ المقاوم للصدأ؟
عادةً ما يتم قياس تركيبات أنابيب الفولاذ المقاوم للصدأ بواسطة NPS والجدول، بينما عادةً ما يتم قياس تركيبات الأنابيب الفولاذية المقاومة للصدأ بواسطة القطر الخارجي الحقيقي وسمك الجدار.
عادةً ما تُستخدم تركيبات الأنابيب في أنابيب العمليات وأنظمة المرافق. عادةً ما تُستخدم تركيبات الأنابيب في أنظمة القياس، والصحية، وأنابيب الدقة حيث يكون دقة القطر الخارجي حاسمًا للإغلاق.
هل تركيب أنبوب 1/2 بوصة هو نفسه تركيب أنبوب 1/2 بوصة؟
لا.
يبلغ القطر الخارجي الفعلي لأنبوب NPS 1/2 بوصة حوالي 0.84 بوصة، بينما يبلغ القطر الخارجي لأنبوب 1/2 بوصة بالضبط 0.50 بوصة. إنها غير قابلة للتبادل.
هل يمكنني توصيل قطعة أنبوب مباشرة بقطعة أنبوبية؟
فقط إذا استخدمت المحول الصحيح المصمم لكلا نظامي القياس ومعيار اللولبة الصحيح.
تعتمد وصلات الأنابيب غالبًا على خيوط مخروطية مثل NPT أو BSP أو على أنظمة اللحام/الحشيات، بينما تعتمد وصلات الأنابيب على الحلقات، مقاعد التمدد، أو تصاميم أخرى للعزل تعتمد على القطر الخارجي.
لماذا تتسرب وصلات الأنابيب بعد التجميع أو إعادة التجميع؟
تشمل الأسباب الشائعة سوء تحضير الأنبوب، إدخال غير صحيح، عدد لفات تجميع خاطئ، خدوش، نتوءات، وأنابيب غير دائرية.
في كثير من الحالات، المشكلة هي جودة التركيب وليس مادة الفولاذ المقاوم للصدأ نفسها.
ما هي المعايير التي يجب أن أتحقق منها قبل شراء وصلات الفولاذ المقاوم للصدأ؟
تحقق من ثلاث طبقات:
مواصفات المادة، المعيار البعدي أو عائلة الوصلات، ومعيار الاتصال حيثما ينطبق. أمثلة تشمل ASME B16.9، ASME B16.11، ASME B1.20.1، ASTM A269، ASTM A270، ASTM A403، وASTM A312 اعتمادًا على عائلة الوصلات والتطبيق.



