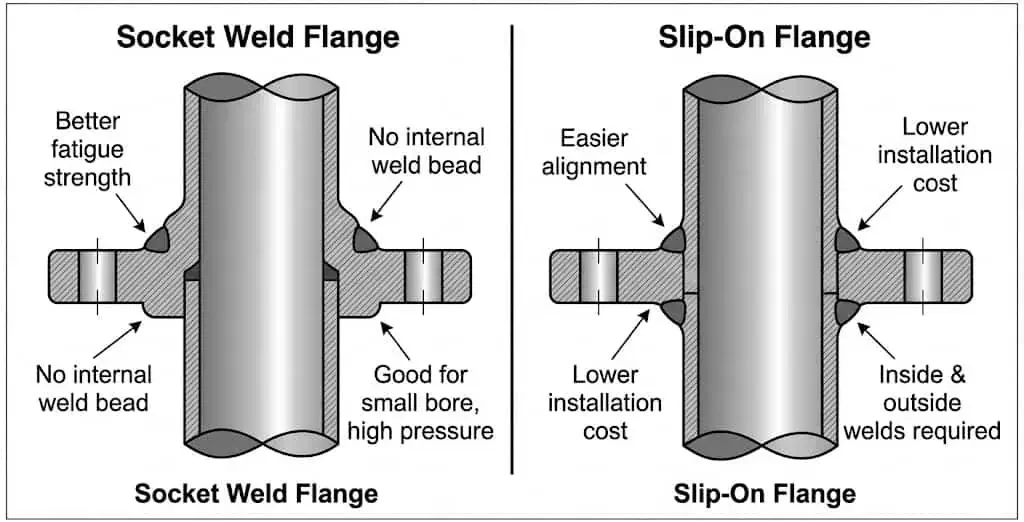
الفرق الرئيسي بين فلنجات سوكيت اللحام وفلنجات الانزلاق يكمن في كيفية جلوس الأنبوب ولحامه - وهذا يؤثر مباشرة على سلوك التعب، ومخاطر التسرب المتعلقة باللحام، ومدى حساسية الوصلة لأخطاء التركيب.
في الممارسة العملية، يعتمد الاختيار الصحيح على فئة الضغط، حجم الأنبوب (خاصة ذو القطر الصغير)، الاهتزاز/الحمل الدوري، مخاطر التآكل، مراقبة جودة التصنيع، وفلسفة الصيانة. هذه الصفحة مكتوبة كـ دليل اختيار ومقارنة للمهندسين والمشترين وفرق الصيانة. إذا كنت بحاجة إلى أبعاد محددة للمنتج وتفاصيل الشراء، راجع صفحات منتجاتنا الخاصة بـ فلنجات لحام مقبس (SW), فلنجات الانزلاق (SO)و فلنجات برقبة (WN) .
إذا كان مشروعك يستخدم أنظمة فلنجات ASME، فإن الأنماط الأبعادية وفئات التصنيف تحكمها عادةً أبعاد الفلنجات وأنماط الحفر ASME B16.5. للحصول على مراجع نطاق المعيار الرسمي، راجع صفحة معيار ASME B16.5.
ملاحظة المشتريات: عامل هذا كقرار هندسي، وليس قرار “أرخص فلنجة”. التكلفة الخفية عادةً ما تكون إعادة العمل: تشوه الوجه، تسرب اختبار الهيدرو، عدم المحاذاة، أو أعطال ناتجة عن الاهتزاز بعد بدء التشغيل.
إجابة سريعة (اتجاه اختيار نموذجي؛ القرار النهائي = الكود + فئة الأنابيب + حالة الحمل):
| نوع الفلنجة | نقاط القوة النموذجية | أين تناسب بشكل أفضل |
|---|---|---|
| انزلاقي (SO) | تركيب سريع، تصنيع اقتصادي، استخدام واسع في الأنابيب العامة/المرافق | خدمات ذات حمل مستقر حيث يتم التحكم في تشوه اللحام والاهتزاز |
| فلنجة ملحومة في تجويف (SW) | مفصل صغير القطر مضغوط، موقع تركيب قابل للتكرار، شائع في الخدمات عالية الضغط ذات القطر الصغير | خدمات ذات قطر صغير حيث تسمح فئة الأنابيب بـ SW ويتم التحكم في جودة العمل/الدعم بشكل قوي |
| فلنجة عنق ملحوم (WN) | انتقال إجهاد أفضل ونقل حمل أفضل، غالبًا ما يُفضل في الواجبات الحرجة | دورات شديدة، اهتزاز عالي، عواقب عالية، أو فئات أنابيب أكثر صرامة |
هل تحتاج إلى تفصيل خاص بالمنتج؟ مراجعة مواصفات فلنجة سوكيت للحام, مواصفات فلنجة الانزلاقو نظرة عامة على معايير الفلنجات قبل إصدار الشراء.
نظرة عامة على فلنجة سوكيت للحام (SW)
منطق التصميم والتركيب
تم تصميم فلنجات سوكيت للحام بحيث يتداخل القطر الخارجي للأنبوب في تجويف مضاد (“سوكيت”)، ويتم إكمال حدود الضغط بواسطة لحام حشوة خارجي.
يساعد السوكيت في تحديد موقع الأنبوب أثناء التركيب، وهذا هو السبب في شيوع فلنجات SW في الأعمال ذات القطر الصغير. في الخدمة، يعتمد الأداء بشكل أقل على شكل السوكيت نفسه وأكثر على انضباط التركيب، وجودة مظهر اللحام، تباعد الدعم، والتحكم في الاهتزاز/الدورة الحرارية.
ملاحظة المشتريات (عدم تطابق الحقل الشائع): تأكد من أن أمر الشراء يذكر بوضوح NPS، الفئة، الوجه (RF/FF/RTJ حيث ينطبق)، القطر الداخلي، ونوع نهاية سوكيت اللحام. إذا كنت تطلب لكراسي أو تركيبات معيارية متكررة، قم بتوحيد لغة ورقة البيانات—انظر كيفية طلب فلنجات اللحام بالبكرة للحصول على قائمة مراجعة عملية.
| الميزة | الوصف |
|---|---|
| نوع الوصلة | فلنجة سوكيت اللحام (SW) |
| الهندسة | يحدد السوكيت/الثقب المضاد الموضع الأنبوب قبل لحام الحشوة الخارجي |
| الاستخدام النموذجي | خدمة الأنابيب الصغيرة حيث تكون الهندسة المدمجة والتجميع القابل للتكرار مهمة |
| المخاطر الرئيسية في حالة التطبيق الخاطئ | إجهاد الاهتزاز، مخاوف من الشق/التآكل في بعض الخدمات الرطبة، ضعف التحكم في التجميع/WPS |
كيف تعمل فلنجات سوكيت اللحام في الأنظمة الحقيقية
فلنجات سوكيت الملحومة تُنشئ حدود ضغط ملحومة بعد تثبيت الأنبوب في السوكيت واللحام خارجياً. تتطلب العديد من إجراءات المشروع مسافة صغيرة (فجوة) بعد الإدخال الكامل قبل اللحام لتقليل إجهاد الانكماش وتحسين اتساق اللحام؛ يتم التحكم في القيمة الدقيقة بواسطة الكود/المواصفات المعمول بها وبرنامج إجراءات اللحام المؤهل.

- التحكم في التركيب: ثبت الأنبوب، طبق المسافة المطلوبة حسب برنامج إجراءات اللحام/المواصفات، ثم قم بالتثبيت المؤقت وأعد فحص محاذاة الوجه.
- التحكم في شكل اللحام: اللحام الزائد/الناقص والتحكم السيئ في مدخلات الحرارة يمكن أن يقلل من هامش التعب ويشوه المحاذاة.
- الوعي بالشقوق: منطقة السوكيت يمكن أن تكون إشكالية في الخدمات العدائية الرطبة/الحاملة للكلوريد إذا لم يتم التحكم في الكيمياء والصيانة.
- التحكم في الوجه المثبت بالمسامير: حالة وجه الفلنجة وطريقة التثبيت بالمسامير لا تزال تحكم أداء ختم الحشية بعد اللحام.
مثال ميداني (مشكلة إيقاف تشغيل شائعة): قد يمر خط SW ذو القطر الصغير باختبار الهيدروستاتيكي ولكنه يتسرب بعد التسخين. في كثير من الحالات، السبب الجذري ليس “جودة حشية رديئة”، ولكن مزيج من خطأ في التركيب/المسافة البادئة، وعدم محاذاة الوجه، والحركة الحرارية التي تفرغ الحشية.
حيث يستخدم المهندسون الحذر
غالبًا ما تكون فلنجات سوكيت اللحام خيارًا قويًا في الخدمة ذات القطر الصغير، لكنها ليست ترقية عالمية. يصبح المهندسون حذرين في المناطق المعرضة للاهتزاز، والدورات الحرارية الشديدة، والخدمات التآكلية الرطبة حيث قد تسرع ظروف الشق من التآكل.
| نوع القيد | الوصف |
|---|---|
| التشقق بالإجهاد | الاهتزاز في الأنابيب صغيرة القطر + الضغط/درجة الحرارة الدورية يمكن أن يتسبب في تشقق عند حافة اللحام إذا كانت الدعامات ضعيفة. |
| مشكلات التركيب / WPS | يمكن أن يقلل التحكم الضعيف في المسافة البادئة، أو المحاذاة، أو شكل اللحام من الموثوقية ويزيد من خطر التسرب. |
| عدم تطابق الوجه/الحشية | يمكن أن يتسبب الوجه الخاطئ أو نوع الحشية في حدوث تسرب بغض النظر عن نوع الفلنجة. |
| خطر الشق / التآكل | منطقة سوكيت والصرف السيئ يمكن أن تحبس الرواسب في بعض الخدمات الرطبة. |
للحصول على بيانات منتجات SW الأوسع، والمواد، وتفاصيل الطلب، انظر مواصفات فلنجات سوكيت اللحام (SW).
نظرة عامة على فلنجة الانزلاق (SO)
منطق التصميم والتركيب
تنزلق فلنجة الانزلاق فوق القطر الخارجي للأنبوب ويتم تثبيتها بواسطة لحامات زاوية (عادةً من الداخل + الخارج وفقًا لـ WPS/المواصفات).
هذا الشكل يجعل فلنجات الانزلاق سريعة التركيب واقتصادية في العديد من الخدمات العامة والمرافق. المقايضة هي أن الوصلة تعتمد بشدة على تسلسل اللحام، ومظهر اللحام، والتحكم في تشوه وجه الفلنجة.
نصيحة: تبدو فلنجات الانزلاق متساهلة أثناء التركيب، لكن العديد من التسريبات عند بدء التشغيل تسببها تشوه تسلسل اللحام، أو سوء المحاذاة، أو حمل البراغي غير المتساوي—وليس الحشية وحدها.
كيف تعمل فلنجات الانزلاق في الأنظمة الحقيقية
يتم بناء وصلة الانزلاق عن طريق ضبط إسقاط الأنبوب وتطبيق لحامات زاوية مضبوطة. التحدي الهندسي ليس مجرد “تنفيذ اللحام”؛ بل هو الحفاظ على محاذاة الوجه وجودة جلوس الحشية بعد اللحام.
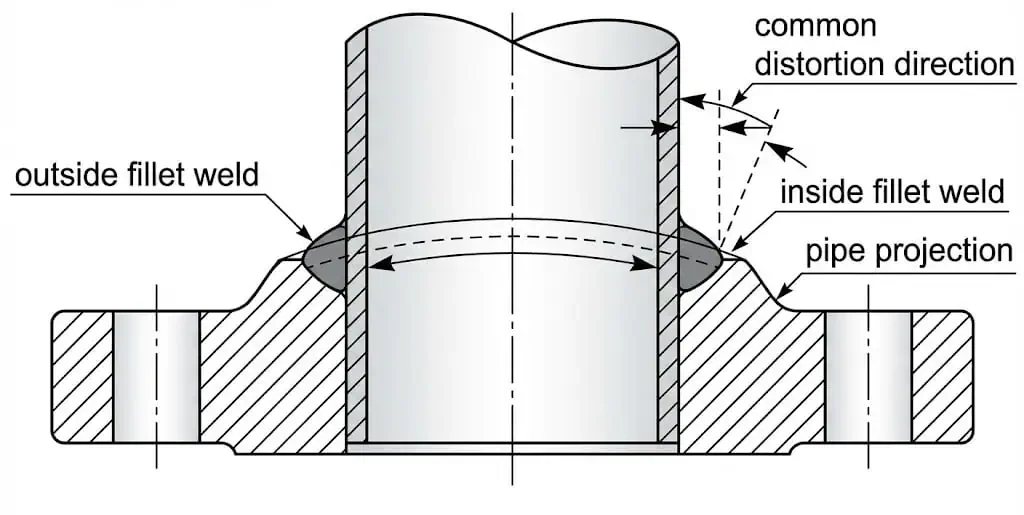
- التحكم في الإسقاط: ضبط إسقاط الأنبوب وفقًا لـ WPS/المواصفات لتجنب هندسة الحشوة الداخلية الرديئة أو مشاكل الشقوق.
- التحكم في التشوه: تسلسل اللحام ومدخلات الحرارة يمكن أن يدوران/يسحبان وجه الفلنجة؛ تحقق من توازي الوجه قبل التربيط.
- التحكم في حجم اللحام: اللحامات الأصغر من الحجم تقلل الهامش؛ اللحام المفرط يمكن أن يشوه الوجه ويزيد خطر التسرب.
- حماية الوجه المربوط: احتفظ بأسطح جلوس الحشية خالية من ضربات القوس وأضرار الطحن.
تُستخدم الفلنجات المنزلقة على نطاق واسع لأنها سريعة التصنيع واقتصادية، خاصةً حيث تكون الأحمال الخارجية مستقرة ووصول الفحص جيد. للأحجام/الدرجات/المواد، انظر مواصفات فلنجات الانزلاق (SO).
مقارنة فلنجة سوكيت اللحام مقابل فلنجة الانزلاق
عملية التثبيت
تتطلب فلنجات سوكيت اللحام انضباطًا أشد في تركيب منطقة السوكيت؛ بينما تُركب فلنجات الانزلاق بشكل أسرع عادةً لكنها تحتاج إلى تحكم متسلسل في تسلسل اللحام وتشوه الوجه.
لا يفوز أي نوع من الوصلات إذا كان وجه الفلنجة خارج التوازي أو إذا أُجبرت الأنابيب على المحاذاة أثناء شد البراغي.
- فلنجة اللحام بالجيب: تثبيت الأنابيب، ضبط المسافة حسب WPS/المواصفات، تثبيت مؤقت، التحقق من التربيع/التوازي، ثم تطبيق لحام زاوية خارجي مع تحكم في مدخلات الحرارة.
- فلنجة الانزلاق: انزلاق إلى الموضع، ضبط الإسقاط حسب WPS/المواصفات، تثبيت مؤقت بالتساوي، ثم اللحام بتسلسل يحد من تشوه وجه الفلنجة.
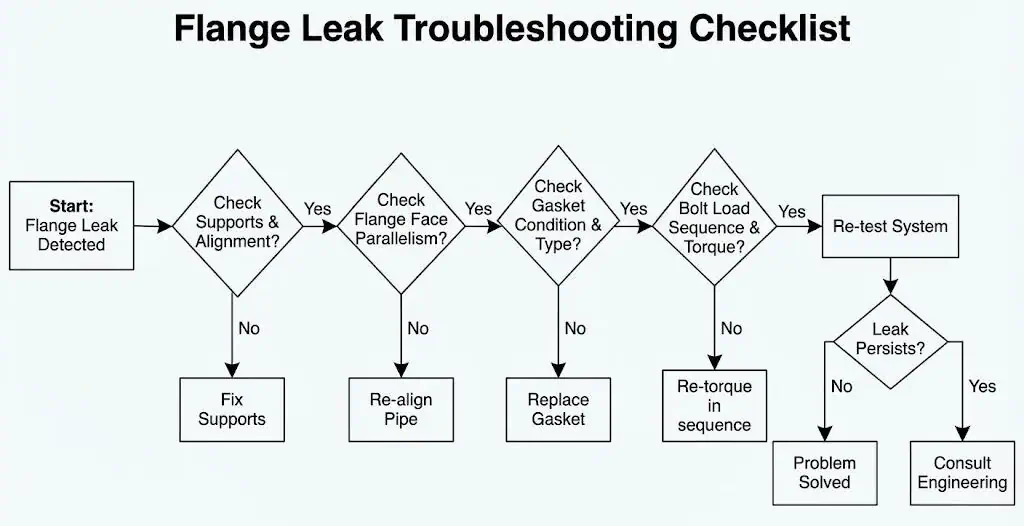
فحص ميداني قبل إلقاء اللوم على الحشية: (1) توازي وجه الفلنجة، (2) حالة الدعم/الاهتزاز، و(3) توحيد حمل البراغي.
القوة والأداء تحت الأحمال الحقيقية
يمكن لكل من فلنجات سوكيت اللحام وفلنجات الانزلاق تلبية أبعاد ودرجات الكود، لكنها تستجيب بشكل مختلف لاهتزازات وأحمال الانحناء.
في الأنظمة التي يهيمن عليها التعب،, جودة شكل اللحام، تباعد الدعامات، وحجم الحمل الدوري غالبًا ما تهيمن على الأداء أكثر من تسمية الفلنجة.
| نوع الفلنجة | خصائص الأداء | حيث يؤدي بشكل جيد |
|---|---|---|
| فلنجة لحام المقبس | مفصل مضغوط؛ حساس لملاءمة التجميع وجودة اللحام في منطقة السوكيت | خدمة الأنابيب الصغيرة عندما تتم إدارة مخاطر الاهتزاز/التآكل |
| فلنجة منزلقة | اقتصادي وسريع؛ يعتمد على جودة لحام الزاوية المتسقّة وضبط الوجه | خدمات المرافق/العامة ذات الحمل المستقر مع تحكم جيد في الجودة والدعم |
| فلنجة عنق اللحام (مرجعية) | تحسين انتقال الإجهاد ونقل الحمل في العديد من الخدمات الشديدة | وظيفة حرجة / أحمال دورية أو اهتزازية أعلى عند التحديد |
- إذا كان الخط بالقرب من معدات دوارة، قم بتقييم الاهتزاز والانحناء الدوري أولاً—الدعامات الضعيفة ستسبب تسربات بغض النظر عن نوع الفلنجة.
- إذا كانت الخدمة رطبة وتحمل كلوريد، راجع مخاطر الشق/التآكل في مناطق اللحام وتأكد من توقعات التنظيف/التخميل لأنظمة الفولاذ المقاوم للصدأ.
تصنيف الضغط وقيود الخدمة
تحدد قدرة الضغط من خلال تصنيف الفلنجة وجداول الضغط-درجة الحرارة، ثم تقيدها قواعد الخدمة في فئة الأنابيب.
كل من فلنجات سوكيت اللحام والانزلاق متاحة في فئات ضغط ASME، لكن العديد من مواصفات المالك تقيد مكان استخدامها في الخدمات الدورية الشديدة، أو عالية الاهتزاز، أو الخطرة.
- الضغط العالي + القطر الصغير: يتم اختيار SW بشكل شائع حيث تفضل الهندسة المدمجة والوصول بناء سوكيت اللحام وتسمح به فئة الأنابيب.
- مرافق الأحمال المستقرة: يتم اختيار SO بشكل شائع حيث تكون السرعة والتكلفة مهمة ويتم التحكم في الاهتزاز.
- الترددات/الاهتزازات الشديدة: تنتقل العديد من فئات الأنابيب إلى تصميمات ذات سلامة أعلى (غالبًا فلنجات عنق ملحومةبدلاً من محاولة “جعل SO/SW تعمل” في المكان الخطأ.
التكلفة، الصيانة، ومخاطر إعادة العمل المخفية
فلنجات الانزلاق عادةً ما تكون أقل تكلفة لكل وحدة وأسرع في أعمال التصنيع المتكررة؛ يمكن لفلنجات اللحام بالمقبس تقليل تباين التركيب في التركيبات ذات الممرات الصغيرة المدمجة عندما تكون الإجراءات موحدة.
التكلفة المخفية في كلتا الحالتين هي إعادة العمل: تشوه الوجه، تسريبات اختبار الضغط الهيدروليكي، تصحيح المحاذاة، استبدال الحشية، وتوقف العمل.
| عامل | فلنجة الانزلاق (SO) | فلنجة اللحام بالمقبس (SW) |
|---|---|---|
| محرك التكلفة المثبتة | سرعة التصنيع مقابل إعادة العمل بسبب تشوه اللحام | انضباط التركيب / توقع التفتيش مقابل فائدة التكرار |
| اهتمام الصيانة | فحص سلامة اللحام، تشوه الوجه، جودة الربط بالصواميل | فحص حالة منطقة السوكيت، المحاذاة/الدعامات، جودة اللحام |
| سبب تسرب شائع | حمولة صواميل غير متساوية، تشوه الوجه، سوء محاذاة | مشكلة تركيب/تباعد، إجهاد اهتزازي، فقدان حمل الوجه بعد الحركة الحرارية |
انضباط تجميع الوصلة الملولبة مهم لكلا النوعين. تشير العديد من المواقع إلى إجراءات تستند إلى ASME PCC-1 (تجميع وصلة فلنجة ملولبة لحدود الضغط) أو معايير مالك مكافئة.
كيفية اختيار الفلنجة المناسبة
معايير الاختيار (ما يمنع فعليًا تسربات بدء التشغيل)
أولوية متطلبات الضغط-درجة الحرارة، الأحمال الخارجية، مخاطر التآكل، ومراقبة جودة التركيب عند الاختيار بين فلنجات سوكيت اللحام والفلنجات المنزلقة.
هذه المعايير تمنع معظم “التسريبات الغامضة” التي تُرى أثناء اختبار الهيدرو والتشغيل المبكر:
- أساس الضغط/درجة الحرارة: تأكيد جدول الضغط-درجة الحرارة المسيطر، نطاق المعيار، وقيود فئة الأنابيب للمشروع.
- الأحمال الخارجية والاهتزاز: إذا كانت الفلنجة قرب معدات دوارة أو على امتداد غير مدعوم، افترض مخاطر الحمل الدوري حتى يثبت العكس.
- مخاطر التآكل/الشقوق: مراجعة كيمياء الخدمة، دورات الرطوبة/الجفاف، الرواسب، وتوقعات حالة سطح الفولاذ المقاوم للصدأ.
- استراتيجية الوجه والحشية: اختيار RF/FF، نوع الحشية، وطريقة حمل البرغي يجب أن تتطابق.
- قابلية التكرار في التصنيع: اختر نمط الوصلة الذي يمكن لمتجرك/موقعك تنفيذه باستمرار دون “عمل بطولي”.”
جدول قرار سريع (اتجاه نموذجي؛ القرار النهائي = المواصفات + حالة الحمل + قدرة مراقبة الجودة):
| الحالة عند الوصلة | الخيار الأكثر شيوعاً | لماذا |
|---|---|---|
| وصول مضغوط لفتحات صغيرة وضغط أعلى | فلنجة لحام المقبس | هندسة مضغوطة وتركيب قابل للتكرار عند التحكم في WPS/المسافة البادئة |
| خدمات المرافق، دعامات مستقرة، كمية كبيرة | فلنجة منزلقة | تصنيع سريع وتركيب اقتصادي |
| اهتزاز قوي/انحناء دوري أو مهمة حرجة | فلنجة عنق اللحام (غالباً) | انتقال أفضل للإجهاد ونقل الحمل؛ مفضل بشكل شائع في فئات الأنابيب الأكثر صرامة |
عادة الاختيار الخبير: حدد استراتيجية الدعم/الاهتزاز أولاً. العديد من مشاكل الفلنجات هي مشاكل حمل هيكلي متنكرة.
أخطاء يجب تجنبها (أنماط فشل شائعة في الميدان)
معظم حالات الفشل في الميدان تأتي من أخطاء متوقعة—تجنب هذه وتنخفض معدلات التسرب بسرعة.
- استخدام تصنيف الفلنجة كمدخل قرار وحيد: يمكن أن يكون الفلنجة “المصنفة” خيارًا خاطئًا في المواقع ذات الاهتزازات/الدورات الشديدة.
- تزاوج خاطئ للجوانات/الأسطح: عدم تطابق RF/FF أو نمط الحشية الخاطئ يسبب تسربًا تحت التغيرات الحرارية.
- تخطي شد البراغي المُتحكم به: توزيع الحمل غير المتساوي على البراغي هو أحد الأسباب الرئيسية للتسرب؛ استخدم تسلسلًا/تزييتًا مضبوطًا وتحقق من الامتثال للإجراءات.
- إجبار المحاذاة عند شد البراغي: سحب الأنابيب في مكانها باستخدام البراغي يضع حملًا مسبقًا على الوصلة ويقلل من انتظام ضغط الحشية.
أمثلة ميدانية (المشكلة → السبب المحتمل → الوقاية):
| مثال | ما حدث | السبب المحتمل | الإصلاح / الوقاية |
|---|---|---|---|
| تسرب فلنجة الانزلاق أثناء اختبار الهيدروستاتيكي على رأس المرافق | تسرب خفيف في ربع واحد بعد الشد | تشوه الوجه من تسلسل اللحام + توزيع حمل غير متساوي على البراغي | تحقق من استواء/توازي الوجه، صحح حسب الحاجة، أعد التجميع باستخدام ربط براغي مضبوط وممارسة تزييت |
| تسرب فلنجة اللحام بالجيب يظهر بعد التسخين | يبدأ التسرب بعد الدورة الحرارية | مشكلة تركيب/تباعد، عدم محاذاة الوجه، أو حركة حرارية تفرغ الحشية | تحقق من ممارسة التباعد حسب WPS، افحص الدعامات/المُرشدات، أكد حالة وجه الفلنجة وطريقة الربط |
دروس ميدانية، أمثلة بحثية، ومراجع سلطوية
لماذا تعامل الفرق الخبيرة اختيار الفلنجة كقرار نظامي
لا تعامل فرق الأنابيب الخبيرة اختيار الفلنجة كخيار مكون منفرد. إنهم يعاملونه كقرار نظامي: نوع الفلنجة + تنفيذ اللحام + الدعامات + المحاذاة + الحشية + إجراء التربيط + الوصول للصيانة.
- سلامة أعمال الأنابيب هي موضوع متكرر لسلامة العمليات: تسلط إرشادات الصحة والسلامة والبيئة (HSE) حول سلامة أنابيب المصافي الضوء على أهمية التفتيش المنهجي وضوابط السلامة لأنظمة الأنابيب، وليس فقط المكونات الفردية. انظر إرشادات سلامة أنابيب HSE.
- تُظهر حوادث فتح الخطوط / تفكيك الفلنجات أن الإجراء مهم بقدر أهمية الأجهزة: تتضمن ملخصات الحوادث العامة من مجلس السلامة الكيميائية الأمريكي أحداث فتح الفلنجات وفتح الخطوط حيث تسببت إخفاقات العزل، وإزالة الضغط، ومراقبة العمل في عواقب خطيرة. انظر تقارير حوادث CSB المجلد الأول.
- تعتمد موثوقية الفلنجة الملولبة على انضباط التجميع: يُشار إلى ASME PCC-1 على نطاق واسع في الصناعة لتطوير إجراء تجميع مفصل الفلنجة الملولبة ومراقبة الجودة. انظر صفحة معيار ASME PCC-1.
الخلاصة العملية: إذا كنت تريد تسريبات أقل، توقف عن معاملة الفلنجة، والجوان، واللحام، والدعامات كقوائم مراجعة منفصلة. فهي نظام موثوقية واحد.
الأسئلة الشائعة
ما الفرق الرئيسي بين فلنجات اللحام بالجيب وفلنجات الانزلاق؟
فلنجات اللحام بالمقبس تجلس الأنبوب في مقبس وتستخدم لحام زاوية خارجي؛ فلنجات الانزلاق تنزلق فوق الأنبوب وتستخدم عادةً لحامات زاوية وفقًا لـ WPS/المواصفات.
تُختار فلنجات اللحام بالمقبس بشكل شائع لأعمال الأنابيب الصغيرة المدمجة حيث تكون قابلية التكرار في التركيب مهمة. تُختار فلنجات الانزلاق بشكل شائع للخدمات العامة والمرافق حيث تكون السرعة والتكلفة أولويات ويتم التحكم في الاهتزاز.
هل يمكن استخدام فلنجات الانزلاق في التطبيقات عالية الضغط؟
يمكن توريد فلنجات الانزلاق في فئات ضغط ASME، لكن العديد من تصنيفات الأنابيب تقيد أماكن استخدامها.
في الخدمة عالية الضغط مع الاهتزاز، أو الدورات الحرارية، أو الواجب الحرج، تفضل العديد من مواصفات المالك وصلات ذات سلامة أعلى (غالبًا فلنجات العنق الملحومة) ومتطلبات فحص أكثر صرامة. اتبع دائمًا فئة الأنابيب، والكود، وخطة اللحام/الفحص غير التدميري للخط المحدد.
متى يُفضل عادةً استخدام فلنجة سوكيت ملحومة؟
تُفضل فلنجات اللحام بالمقبس بشكل شائع في خدمة الأنابيب الصغيرة حيث تكون الهندسة المدمجة وقابلية التكرار في التركيب مهمة وتسمح فئة الأنابيب ببناء SW.
ليست هي الخيار الأفضل تلقائيًا في الخدمات المعرضة للاهتزاز أو الحساسة للشقوق؛ لا يزال تصميم الدعم، والكيمياء، وجودة التصنيع يتحكمان في الموثوقية.
ما هي الأسباب الأكثر شيوعًا لتسرب الفلنجات بعد التشغيل؟
معظم التسريبات تأتي من تشوه وجه الفلنجة، أو سوء المحاذاة/مرونة الأنبوب، أو اقتران الجوان/الوجه الخاطئ، أو حمل البراغي غير المتساوي—وليس نوع الفلنجة وحده.
قبل استبدال الجوان، تحقق من توازي الوجه، والتحكم في حركة الدعامات/الحرارية، وامتثال إجراء شد البراغي.
متى يجب اختيار فلنجة عنق اللحام بدلاً من ذلك؟
تُختار فلنجات العنق الملحومة غالبًا عندما تكون الخدمة شديدة، أو دورية، أو معرضة للاهتزاز، أو عالية العواقب وتفضل فئة الأنابيب وصلات اللحام باللحام الجانبي ذات السلامة الأعلى.
يجب أن يتبع القرار النهائي حالة الحمل، ومخاطر الخدمة، والمواصفات/الكود، وخطة التفتيش—وليس مخطط ترتيب عام.
هل فئة الفلنجة وحدها تحدد الملاءمة؟
لا. فئة الفلنجة هي جزء واحد فقط من القرار.
تعتمد الملاءمة في العالم الحقيقي على ظروف الضغط ودرجة الحرارة، وقيود فئة الأنابيب، والأحمال الخارجية/الاهتزاز، وبيئة التآكل، وجودة اللحام، وتوافق الحشية/السطح، وانضباط شد البراغي.
الموارد التقنية ذات الصلة
استمر في مراجعتك الهندسية مع صفحات المنتجات ذات الصلة والأدلة الفنية. استخدم هذه الروابط لتأكيد الأبعاد، والمعايير، وتفاصيل الطلب، وخيارات الفلنجات البديلة قبل إنهاء اختيارك لفئة الأنابيب.
| نوع المورد | الرابط الموصى به | لماذا يساعد |
|---|---|---|
| مواصفات المنتج | مواصفات فلنجات سوكيت اللحام (SW) | مراجعة أبعاد سوكيت ولد، المواد، ونطاق المنتج للتطبيقات ذات القطر الصغير. |
| مواصفات المنتج | مواصفات فلنجات الانزلاق (SO) | التحقق من أحجام SO، خيارات الوجه، وأماكن تركيب فلنجات الانزلاق الأمثل في الخدمات العامة/المرافق. |
| بديل للخدمة الشديدة | فلنجات برقبة (WN) | مفيد عندما تفضل الاهتزازات، الأحمال الدورية، أو الخدمة الحرجة مفصلًا ذو سلامة أعلى. |
| المعايير | نظرة عامة على معايير الفلنجات (ASME / DIN / EN) | تأكيد المعايير الحاكمة، أنظمة التصنيف، ومتطلبات التوافق. |
| مرجع ASME | ماذا يعني ASME B16.5 لفلنجات الأنابيب وملحقات الفلنجات | مرجع داخلي سريع لنطاق ASME B16.5، الفئات، والتفسير الهندسي. |
| قائمة مراجعة الطلب | كيفية طلب فلنجات سوكيت ولد | مفيد لصياغة طلب عرض الأسعار وأمر الشراء (NPS، الفئة، الوجه، التجويف، المادة، والوثائق). |
| تصنيف الفلنجات | أنواع مختلفة من الفلنجات للأنابيب | مفيد إذا كان فريقك الداخلي يقارن أنواعًا متعددة من الفلنجات تتجاوز الفلنجات الملحومة بالانزلاق مقابل الفلنجات الملحومة بالسوكيت. |
| التثبيت / منع التسرب | دليل تركيب فلنجة ملولبة (NPT مقابل BSPT، منع التسرب واستكشاف الأخطاء وإصلاحها) | مفيد للفرق التي تقارن استراتيجيات توصيل الفلنجات الملحومة مقابل غير الملحومة في تخطيط الصيانة. |
تذكير بالاختيار: يجب أن يستند اختيار الفلنجة النهائي إلى حالة النظام الكاملة—الضغط/درجة الحرارة، الأحمال الخارجية، الاهتزاز، خطر التآكل، مراقبة جودة التصنيع، توافق الحشية/السطح، وفئة الأنابيب في المشروع.



