")
حساب طول المسمار بدقة أمر ضروري لاتصالات موثوقة في أنظمة الأنابيب الصناعية.
أنت لا تقوم فقط بـ “جعله يناسب”. طول المسمار يتحكم في (1) التعشيق الكامل لقلاوظ الصامولة، (2) مقدار التمدد المرن الذي يمكن أن يوفره قضيب التثبيت للحفاظ على إجهاد الحشية مستقرًا، و (3) ما إذا كان يمكن تفكيك الوصلة دون قطع عناصر التثبيت. بالنسبة لمقاسات فلنجات ASME القياسية، أسرع طريقة هي التحقق المتقاطع لنتيجتك مقابل إرشادات طول قضيب التثبيت المرتبطة بـ ASME B16.5 (و ASME B16.47 للأقطار الكبيرة). لممارسات تجميع الوصلات وآليات الفشل الشائعة (الاندماج، الاسترخاء، المحاذاة)، استخدم ASME PCC-1.
- ابدأ بالمعيار/السلسلة الصحيحة للفلنجة (B16.5 مقابل B16.47)، ونوع الوجه (RF/FF/RTJ)، ونوع/سمك الحشية.
- احسب عن طريق التجميع (الهندسة) ثم تحقق من المنطق مقابل جداول الفلنجات/المسامير المنشورة المستمدة من أبعاد ASME.
- تأكد من قواعد التعشيق اللولبي للكود الخاص بك ومواصفات المشروع (العديد من مواصفات الأنابيب تشير إلى توقعات التعشيق اللولبي في ASME B31.3).
صيغة طول مسمار فلنجات ASME
شرح الطول النظري لقضيب التثبيت
تحسب الطول النظري لمسمار اللولبي المزدوج لفلنجات ASME باستخدام طريقة تراكمية قياسية تُشار إليها عادةً لمفاصل الفلنجات من طراز B16.5. الهدف بسيط: يجب أن يمر المسمار عبر كلا الفلنجتين والحشية، ويتعشق بالكامل مع كلا الصامولتين، ويترك كمية محكومة من بروز القلاوظ للفحص والإزالة المستقبلية.
نصيحة: قبل أن تحسب أي شيء، تأكد من نوع وجه الفلنجة (RF/FF/RTJ) ونمط الحشية. تغير RTJ والمفاصل المعزولة التراكم أكثر مما يتوقعه معظم الناس.
إليك طريقة شائعة الاستخدام لحساب أطوال مسامير اللولبية المزدوجة للوصلات الفلنجية (نهج تراكمي عملي):
| المكون | الوصف | الصيغة / كيفية استخدامها |
|---|---|---|
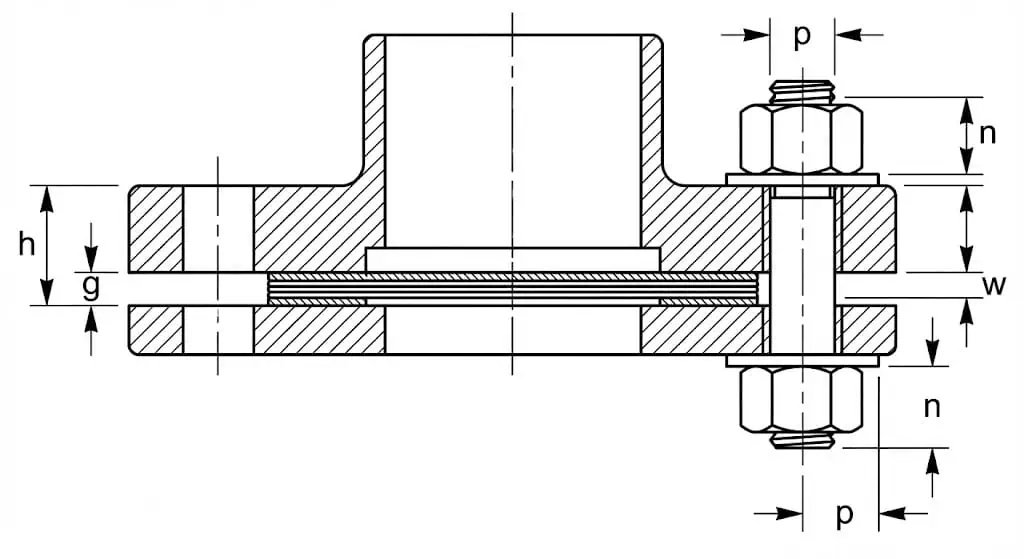
| L | الطول النظري لمسمار اللولبي المزدوج | L = 2 (s + n + h + rf) + g + 2w + p |
| s | بدل الخيوط الحرة (نقطة بداية نموذجية) | s ≈ 1/3 × قطر المسمار (تحقق من مواصفات المشروع) |
| n | ارتفاع الصامولة (يعتمد على نوع الصامولة/المعيار) | استخدم ارتفاع الصامولة من ASME B18.2.2 (الصامولة السداسية الثقيلة مقابل السداسية العادية مهم) |
| h | سمك الفلنجة حتى سطح تلامس الحشية | قم بقياس سمك الفلنجة الفعلي باستخدام الفرجار (لا تعتمد على الذاكرة) |
| rf | ارتفاع الوجه المرتفع (أو ميزة الوجه التي تضيف إلى السمك) | RF يضيف ارتفاعًا؛ FF عادةً rf = 0؛ RTJ/T&G تتبع هندسة الوجه وجداول المعايير |
| g | سمك الحشية | استخدم السماكة الفعلية للحشية (تختلف الحشية الحلزونية عن الحشية الصفيحية) |
| w | سماكة الوردة (إذا استُخدمت) | أضف سماكة الوردة على كل جانب من جوانب الصامولة (2w إجمالاً) عند تحديد الوردات |
| p | بدل بروز/إسقاط القلاوظ | خطط للبروز المتحكم به (غالباً 1–2 لولب مكشوف) والتعشيق الكامل |
اقرأ الصيغة كتراكم منضبط، وليس كـ “رقم سحري من ASME”.” إذا قمت بقياس الارتفاع الحقيقي للتجميع (سماكة الفلنجتين + الحشية + الوردات إن وجدت) ثم أضفت ارتفاعات الصواميل بالإضافة إلى بروز القلاوظ المتحكم به، فستصل إلى طول قضيب التثبيت الذي يجمع بشكل نظيف ويحافظ على القوة المسبقة.
مثال على فشل ميداني (قضيب تثبيت قصير): في منصة حقن مياه Class 600، كانت قضبان التثبيت أقصر بحوالي 6–8 مم لأن سماكة الوردة تم تجاهلها. شعرت الصواميل بـ “شد محكم”، لكن أحد جانبي الصامولة كان قريباً من نهاية القلاوظ. بعد اختبار الهيدرو، تسرب المفصل عند النقطة المنخفضة. السبب الجذري كان تعشيق غير كامل للصامولة + ضغط غير متساوي للحشية. الإصلاح: طول قضيب التثبيت الصحيح، استبدال الصواميل الملتحمة برداً، إعادة التجميع وفقاً لـ ASME PCC-1 الممارسات.
ملاحظة: إذا كنت تستخدم جداول البراغي المنشورة (المستمدة من B16.5/B16.47)، تحقق من كيفية تعريف “الطول” (مثل أول قلاوظ إلى أول قلاوظ للمسامير اللولبية المزدوجة، وما إذا كانت النقاط/الحواف المشطبة مستبعدة). غالبًا ما تتضمن جداول الموردين هذه التعريفات بشكل صريح.
القياسات والأدوات المطلوبة
يجب عليك قياس كل مكون بدقة لحساب الطول الصحيح للبرغي. عمليًا، تكون القيم “الاسمية” مناسبة للمرور الأول، ولكن يجب عليك تأكيد سمك فلنجة واحدة على الأقل وسمك الحشية من الدفعة الفعلية (خاصةً للحشيات اللينة، أو مجموعات العزل، أو الحشيات الملفوفة الحلزونية التي تختلف حسب النمط وكثافة اللف).
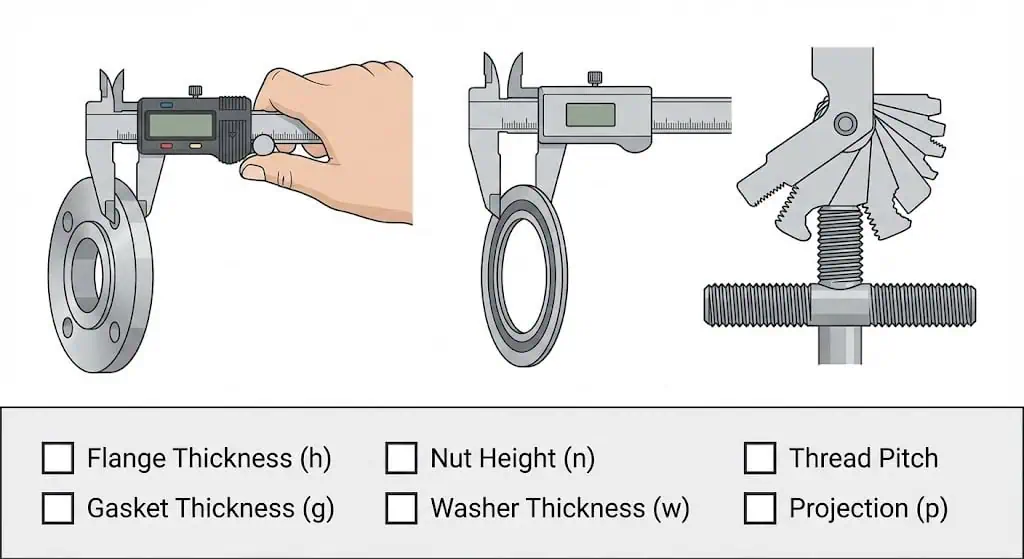
فيما يلي المتغيرات الرئيسية والوحدات النموذجية التي يجب تسجيلها:
| المتغير | وحدة |
|---|---|
| سمك الفلنجة (كل جانب) | مم أو بوصة |
| ارتفاع ميزة الوجه (مرجع RF / التجويف / الأخدود) | مم أو بوصة |
| سمك الحشية (غير مضغوط) | مم أو بوصة |
| ارتفاع الصامولة (المعيار/النوع الفعلي للصامولة) | مم أو بوصة |
| سمك الوردة (إذا تم تحديده) | مم أو بوصة |
| هدف بروز القلاوظ (اللولب المكشوف) | قلاوظ / مم / بوصة |
ستحتاج إلى هذه الأدوات:
- فرجار أو ميكرومتر لقياس سمك الفلنجة والوردة والحشية
- مسطرة فولاذية أو شريط قياس للتحقق من الطول الكلي لقضيب التثبيت
- مقياس القلاوظ (ومقياس الخطوة) لتأكيد قطر/خطوة البرغي
- مقياس العمق (مفيد لميزات أخدود RTJ والثقوب المضادة، عند الاقتضاء)
التسامحات الأبعاد مهمة لأن حسابك لا يحتوي على “هامش أمان” إذا كان الوصل مشدودًا بالفعل على الطول. تتضمن معايير الفلنجات ASME التسامحات والتعريفات الأبعادية؛ استخدم الإصدار الحالي للمعيار المعمول به كمرجع أساسي (B16.5/B16.47). للاستخدام السريع في ورش العمل، يستخدم العديد من المصنعين ملخصات التسامح المطابقة لتلك المعايير.
الجدول أدناه يمثل ملخص التسامح شائع الاستخدام لعناصر فحص أبعاد الفلنجات (تحقق مقابل المعيار الحاكم لمشروعك وخطة الفحص):
| بُعد | التسامح |
|---|---|
| القطر الخارجي (O.D. ≤ 24″) | +0.125″, -0.0625″ |
| القطر الخارجي (O.D. > 24″) | +0.125″, -0.125″ |
| القطر الداخلي (I.D. ≤ 10″) | +0.03125″, -0″ |
| القطر الداخلي (I.D. > 10″) | +0.0625 بوصة، -0 بوصة |
| قطر سطح التلامس | +0.0156 بوصة، -0.0156 بوصة |
| قطر فتحة البرغي | +0.03125 بوصة، -0.03125 بوصة |
| قطر دائرة البراغي | +0.0625 بوصة، -0.0625 بوصة |
| تباعد فتحات البراغي | +0.03125 بوصة، -0.03125 بوصة |
| السُمك (الحجم الاسمي ≤ 18 بوصة) | +0.125 بوصة، -0 بوصة |
| السُمك (الحجم الاسمي > 18 بوصة) | +0.1875 بوصة، -0 بوصة |
الخلاصة العملية: إذا زادت سماكة الفلنجة وسماكة الحشية، تصبح المسامير اللولبية المزدوجة “الحدودية” قصيرة جدًا. ولهذا السبب تتطلب العديد من المواصفات الميدانية فحصًا إيجابيًا لبروز القلاوظ بعد الشد النهائي (التحقق البصري سريع ويُكتشف أسوأ الحالات مبكرًا).
عوامل طول البرغي
سماكة الفلنجة والحشية
سماكة الفلنجة والحشية تحدد مباشرة طول الإحكام (المشبوك) لمفصلك.
طول الإحكام هو السماكة الإجمالية للمواد المشبوكة بين وجهي تحمل الصامولة (عادة: سماكتا الفلنجتين + الحشية + أي وردات أو مكونات عازلة). يزيد الطول الفعال للبرغي عمومًا من مرونة البرغي، مما يساعد المفصل على الحفاظ على الحمل عندما تزحف الحشية أو تدور الفلنجة تحت ضغط/تغير حراري.
- تزيد الفلنجات الأكثر سماكة والحشيات الأكثر سماكة من طول البرغي المطلوب.
- المسامير اللولبية المزدوجة القصيرة أكثر حساسية لفقدان الانغماس/الارتخاء؛ نفس فقدان سماكة المفصل يسبب فقدانًا أكبر في حمل البرغي عندما يكون الطول الفعال للبرغي قصيرًا.
- لا تفترض سماكة الحشية: يمكن أن تختلف الحشيات الملفوفة حلزونيًا وحشيات كامبروفيل والحشيات الصفائحية في السماكة والقابلية للانضغاط.
- إذا كنت تستخدم فلنجات RTJ، فلا تعاملها مثل فلنجات RF: هندسة الوجه واختيار الحلقة تؤثران على تفاصيل التجميع المختلفة ويمكن أن تؤثر على ممارسة اختيار الطول.
- كقاعدة عامة في ممارسة وصلات الفلنجات، تميل البراغي “القصيرة جدًا” (نسبة الطول الفعال إلى القطر منخفضة) إلى فقدان قوة الإحكام بشكل أسرع تحت نفس استقرار الوصلة؛ تأكد من حدودك وإجراءاتك وفقًا لـ ASME PCC-1.
مثال فشل ميداني (تبديل الحشية): استبدل فريق الصيانة حشية ألياف مضغوطة بسمك 1.5 مم بحشية ملفوفة حلزونية بسمك 3.2 مم “بنفس الحجم، ونمط البراغي نفسه”. كان للمسامير اللولبية المزدوجة القديمة بروز مرئي بالكاد بعد الشد؛ تركت الحشية الجديدة عدة صوامول قصيرة من التعشيق الكامل. تمت إعادة تشغيل الوصلة بطول مسمار لولبي مزدوج صحيح ووردات مقواة لتحقيق استقرار الاحتكاك أثناء التثبيت.
ارتفاع الصامولة وبدل الوردة
ارتفاع الصامولة وبدل الوردة هما جزءان أساسيان من الارتفاع الكلي للتجميع في حسابات طول البرغي.
لا تفترض أن ارتفاع الصامولة يساوي القطر الاسمي. للصوامول السداسية مقابل الصوامول السداسية الثقيلة ارتفاعات مختلفة، وقد تحدد المشاريع معايير معينة. استخدم نوع الصامولة وأبعادها من معايير عناصر التثبيت المعترف بها (مثل،, ASME B18.2.2 للسلسلة البوصية للصوامول؛ تأكد من المكافئ المتري إذا كنت تعمل في أجهزة ISO/DIN).
- ارتفاع الصامولة يحدد عدد القلاوظات المتاحة للتعشيق.
- الوردات (عند تحديدها) تحمي أسطح تحمل الفلنجات ويمكن أن تحسن اتساق العزم عن طريق تقليل التبعثر في الاحتكاك والالتحام البارد.
- دائماً أضف سماكة الوردة إلى حساباتك عندما تتطلب إجراءات التثبيت أو مواصفات العميل استخدام الوردات.
نصيحة: إذا لاحظت تبايناً كبيراً في عزم الشد أو دوراناً “لزجاً” للصامولة في العُدد المصنوعة من الفولاذ المقاوم للصدأ، تحقق من متطلبات الوردات وتوافق مواد التزليق قبل إلقاء اللوم على طول قضيب التثبيت.
بدلات إضافية
تأخذ البدلات الإضافية في الاعتبار أهداف بروز القلاوظ، المجموعات الخاصة، وظروف التشغيل التي تؤثر على اختيار طول البرغي.
على الأقل، تحتاج إلى تعشيق كامل للقلاوظ عبر الصامولة. تشير العديد من مواصفات الأنابيب إلى توقع أن تمتد البراغي عبر الصامولة (أو تكون أقصر بما لا يزيد عن خيط واحد تقريباً) وأن يظهر الوصل بروزاً مضبوطاً بعد الشد. للحصول على مرجع عملي يستخدم على نطاق واسع في المناقشات الصناعية لتوقعات تعشيق القلاوظ وفقاً لـ ASME B31.3، راجع الملخص في Portland Bolt (thread engagement).
- خطط للبروز المضبوط. يُستخدم خيط إلى خيطين ظاهرين بشكل شائع كمؤشر مرئي للتعشيق الكامل في العديد من مواصفات الصيانة ومعايير المالكين.
- إذا كنت تستخدم مجموعات عزل الفلنجات (أغماد، وردات، حشيات عازلة)، أضف سماكة كل مكون إلى التكديس—هذه المجموعات تضيف عادةً أكثر من الهوامش “الصغيرة” التي يفترضها الناس.
- في درجات الحرارة المرتفعة، يمكن أن يؤدي زحف الحشية واسترخاء الوصل إلى تقليل حمل البرغي مع مرور الوقت؛ عادةً ما يعطي طول البرغي الفعال الأطول احتفاظاً أفضل بالحمل لنفس مقدار استقرار الوصل. يُعد الاسترخاء في وصلات الفلنجات المثبتة بالبراغي محركاً معروفاً لمخاطر التسرب، خاصةً عبر التغيرات الحرارية (ASME paper on bolted flange relaxation).
- دائماً تحقق من حجم الفلنجة، فئة الضغط، الوجه، قطر/خطوة القلاوظ للمسمار، ونوع الصامولة قبل إتمام طول المسمار اللولبي المزدوج.
مثال فشل ميداني (مسمار لولبي مزدوج أطول من اللازم): على خط مياه البحر الخارجي، ترك المسامير اللولبية المزدوجة الأطول من اللازم قلاوظاً مكشوفاً زائداً. رذاذ الملح + المياه الراكدة عند وجه الصامولة تسبب في تآكل شِقّي وتصاق الصواميل. تطلبت فترة التوقف التالية قطع العتاد. الإصلاح: اختر طول المسمار اللولبي المزدوج الصحيح، حدد أغطية واقية أو طلاءات حيث مسموح، وتجنب طول القلاوظ المكشوف غير الضروري.
من خلال فهم كل عامل—سمك الفلنجة، سمك الحشية، ارتفاع الصامولة، مساحة الوردة، والإسقاط المتحكم به—يمكنك اختيار طول المسمار الذي يركب بشكل نظيف ويبقى قابلاً للصيانة.
مثال حسابي لفلنجات ASME
قيم عينة وحساب خطوة بخطوة
يمكنك حساب طول المسمار الصحيح لتجميع الفلنجة الخاص بك باتباع عملية واضحة.
المثال أدناه هو تراكم هندسي. في العالم الحقيقي، يعتمد هدف “الإسقاط” الصحيح على مواصفات التثبيت وتوقعات الكود الخاصة بك، لذا عالج الإسقاط كمطلب متحكم به، وليس تخميناً.
المعطى:
- سمك الفلنجة: 24 مم (كل فلنجة)
- سُمك الحشية: 3 مم
- ارتفاع الصامولة: 20 مم (لكل صامولة)
- سُمك الوردة: 2 مم (لكل وردة، 2 وردة)
- البروز المطلوب: 6 مم (مثال مستهدف؛ تأكيد حسب خطوة القلاوظ والمواصفة)
حساب خطوة بخطوة:
- اجمع سُمك الجزء المثبت (الإحكام):
- فلنجتان: 24 مم × 2 = 48 مم
- الحشية: 3 مم
- وردتان: 2 مم × 2 = 4 مم
- المجموع الفرعي للإحكام = 55 مم
- إضافة الصواميل + بدل البروز:
- صامولتان: 20 مم × 2 = 40 مم
- بدل البروز: 6 مم
- مجموع الصواميل + البروز = 46 مم
- الطول الكلي للمسمار:
- 55 مم (قبضة)
- + 46 مم (الصواميل + البروز)
- المجموع = 101 مم
يجب تقريب الطول لأعلى إلى الطول التجاري المتاح التالي للمسمار.
إذا كان 105 مم متاحًا، اختر هذا الحجم للتجميع الخاص بك، ثم تحقق من البروز النهائي بعد الشد.
نصيحة: تحويل “بروز مم” إلى “قلاوظ” باستخدام الخطوة. بروز 6 مم ليس نفسه لـ M16×2.0 مقابل M20×2.5.
استخدام جداول وقواعد الإبهام ASME B16.5
يمكنك استخدام معايير أبعاد الفلنجة ASME كمرجع حاكم لأحجام الفلنجة القياسية.
لـ NPS 1/2 حتى 24، المعيار الأساسي المنطبق هو ASME B16.5. لـ NPS 26 حتى 60، استخدم ASME B16.47. يمكن أن تسرع جداول الفلنجة/المسمار المنشورة عملية الاختيار، لكنك لا تزال بحاجة إلى تأكيد خيارات الوجه والحشية (جداول RF مقابل RTJ لا تتطابق دائمًا).
حول “قواعد الإبهام” (مثل 5:1):
قواعد مثل “طول المسمار اللولبي المزدوج ≈ 5 × القطر” يمكن أن تكون مفيدة كفحص سريع لتجنب البراغي القصيرة للغاية، لكنها ليست بديلاً عن تراكم المكونات والجداول القياسية. استخدمها لاكتشاف الأخطاء الواضحة (مثل مسمار لولبي مزدوج قصير جدًا لتقديم تمدد مرن)، ثم ارجع إلى تراكم المكونات المقاس والمعيار الحاكم.
جدول ملخص (توضيحي فقط — الأطوال تختلف حسب الفئة والوجه والسلسلة):
| حجم الفلنجة | قطر البرغي | “فحص طول ”5×D" للتأكد من المعقولية | فحص الجدول القياسي |
|---|---|---|---|
| 2 بوصة | 16 مم | ≈ 80 ملم | تحقق مقابل جدول B16.5 لفئتك/وجهك |
| 3 بوصة | 20 مم | ≈ 100 ملم | تحقق مقابل جدول B16.5 لفئتك/وجهك |
| 4 بوصة | 22 مم | ≈ 110 ملم | تحقق مقابل جدول B16.5 لفئتك/وجهك |
يجب عليك دائمًا مقارنة القيمة المحسوبة مع جدول قياسي واختيار القيمة التي تلبي التعشيق الكامل والإسقاط المتحكم به.
إذا كانت نتيجة التجميع أطول من القيمة في الجدول، تحقق مما تغير (سُمك الحشية، الوردات، مجموعة العزل، نوع الصامولة). لا تفرض طول الجدول على تجميع غير قياسي.
القياس وتجنب الأخطاء

قياس مسامير القضيب اللولبية والمسامير السداسية
يجب عليك قياس المسامير بدقة لضمان توصيلة فلنجة آمنة وموثوقة.
قم بقياس طول المسمار اللولبي المزدوج بالطريقة التي يحددها معيارك أو المورد. تحدد العديد من جداول المسامير اللولبية المزدوجة الطول من أول قلاوظ إلى أول قلاوظ (باستثناء تأثيرات الشطف/النقطة). إذا كنت تستخدم جداول المورد، تأكد من كيفية معالجة النقاط؛ تشير بعض المراجع إلى أن نقاط المسامير اللولبية المزدوجة عادة ما تكون بطول حوالي 1–2 قلاوظ كامل (ملاحظات جدول مثال).
| أداة | الوصف |
|---|---|
| كالبرز | قم بقياس سُمك الفلنجة، سُمك الوردات، سُمك الحشية، ارتفاع الصامولة، وقطر المسمار. |
| أشرطة القياس | مفيدة لفحوصات طول المسمار اللولبي المزدوج الإجمالية وفحوصات القطر الخارجي الكبير للفلنجة. |
| أدوات قياس الفلنجات | تدعم قياسات قابلة للتكرار للأبعاد الداخلية/الخارجية/فتحات البراغي على التجميعات. |
اتبع هذه الخطوات لقياس مسامير القضيب التثبيت والبراغي السداسية:
- تأكد من نوع عنصر التثبيت والمعيار البعدي (هندسة رأس البرغي/الصامولة محددة بمعايير مثل ASME B18.2.1 و ASME B18.2.2).
- قم بقياس القطر وخطوة القلاوظ (خطوة القلاوظ الخاطئة هي فشل صامت في الموقع).
- قم بقياس الطول الكلي للقضيب التثبيت باستخدام الطريقة المحددة (من أول قلاوظ إلى أول قلاوظ حيث ينطبق).
- تحقق من ارتفاع الصامولة وسُمك الوردة إذا تم استخدامها.
- بعد التجميع، تحقق بصريًا من التعشيق/البروز على كلا الجانبين.
| نوع البعد | الوصف |
|---|---|
| ارتفاع الرأس | للمسامير السداسية، تأكد من تطابق هندسة الرأس مع معيار التثبيت الحاكم. |
| العرض عبر الأوجه المسطحة | يضمن ملائمة مفتاح الربط الصحيحة ويتجنب التقريب أثناء الشد. |
| قطر الجسم | يؤكد الملائمة عبر فتحات المسمار والتوافق مع الصواميل. |
| طول المسمار / القضيب التثبيت | قم بالقياس باستخدام طريقة الطول المحددة لنوع عنصر التثبيت. |
| طول القلاوظ / خطوة القلاوظ | يتحكم في التعشيق ويمنع تركيبات الصواميل/القضبان غير المتطابقة. |
| فحص التعشيق النهائي | بعد الشد، تأكد من التعشيق الكامل للصامولة والإسقاط المتحكم به. |
مثال على الالتصاق البارد في الفولاذ المقاوم للصدأ (مشكلة في التجميع تبدو وكأنها “طول خاطئ”): في التثبيت بالفولاذ المقاوم للصدأ، قد تتعطل الصواميل أثناء الشد بسبب الالتصاق البارد. يتوقف المثبت مبكرًا، مما يترك قوة مسبقة منخفضة وتسريبات — ثم يلوم طول المسمار اللولبي. إذا كان تطبيقك يسمح بذلك، استخدم التزليق الصحيح واقتران صامولة/برغي متوافق؛ تمت مناقشة التخفيف من الالتصاق البارد في عناصر التثبيت من الفولاذ المقاوم للصدأ في المراجع الفنية مثل NASA Fastener Design Manual (على سبيل المثال، الصواميل المطلية المستخدمة كمفاهيم حاجز للتزليق/التآكل). في أعمال الأنابيب، تأكد دائمًا من المواد المزيتة المسموح بها والمتوافقة كيميائيًا مع ظروف العملية.
الأخطاء الشائعة في اختيار طول البرغي
يمكنك تجنب الأخطاء باستخدام قائمة مراجعة قابلة للتكرار مرتبطة بمعاييرك الحاكمة وإجراءات الوصلة الخاصة بك.
تحدث العديد من الأخطاء عندما يفترض المثبتون “حشية قياسية”، ويتجاهلون الوردات/مجموعات العزل، أو لا يتحققون من التعشيق اللولبي بعد الشد. إذا كان كود/مواصفات الأنابيب الخاص بك يشير إلى توقعات التعشيق في B31.3، فإن التفسير العملي (يمتد عبر الصامولة أو يقصر بما لا يزيد عن خيط واحد تقريبًا) ملخص في إرشادات التعشيق اللولبي في Portland Bolt.
تشمل الأخطاء الشائعة:
- استخدام طول مسمار غير مناسب لسمك الفلنجة الفعلي (المقاس مقابل الاسمي).
- تجاهل سمك الورد أو تراكم مجموعة العزل.
- افتراض ارتفاع الصامولة دون التأكد من المعيار/النوع.
- التغاضي عن فحص الإسقاط المتحكم به والتعشيق بعد الشد.
- عدم التحقق من خطوة القلاوظ وتوافق الصامولة (خاصة في البيئات المختلطة بين المتري والإنش).
يمكنك تقليل الأخطاء من خلال ضمان التدريب المناسب لجميع الموظفين.
تتراوح مستويات التدريب من التدريب التمهيدي إلى التدريب المتخصص وتدريب المفتشين للمفاصل الحرجة. تعتمد العديد من المنظمات أطر تدريب التثبيت على ممارسات ومصطلحات PCC-1.
| مستوى التدريب | الوصف |
|---|---|
| التدريب التمهيدي | الحد الأدنى للموظفين العاملين على تطبيقات مفاصل الفلنجة المثبتة. |
| تدريب التثبيت | موصى به لموظفي التجميع العاملين تحت الإشراف. |
| أخصائي التثبيت | للموظفين الذين يديرون وصلات حرجة وإجراءات في بيئات متطلبة. |
| تدريب المفتشين | للمسؤولين عن التحقق من التعشيق، وسجلات الشد، وقبول الوصلات. |
نصيحة: بعد الشد النهائي، قم بإجراء فحص سريع “لنهاية الصامولة” حول الفلنجة: تحقق من فجوة الفلنجة الموحدة (إذا كانت قابلة للتطبيق) وتأكد من أن التعشيق/البروز متسق على جميع المسامير اللولبية المزدوجة.
تضمن الدقة والامتثال باتباع هذه الخطوات الرئيسية لحساب طول البرغي:
| الخطوة | الوصف |
|---|---|
| 1 | قم بقياس الفلنجة، والجوانة، والصامولة، وسمك الوردة/المجموعة من العناصر الفعلية. |
| 2 | أضف بدلات للبروز المتحكم فيه (القلاوظ) وأي أجهزة خاصة. |
| 3 | تحقق من المعيار المناسب للفلنجة (B16.5 أو B16.47) والجداول الموثوقة. |
| 4 | بعد الشد، تأكد من التعشيق الكامل للقلاوظ والإسقاط المقبول بناءً على الكود/المواصفة الخاصة بك (انظر إرشادات التعشيق اللولبي). |
تحسن السلامة والأداء باستخدام قائمة مرجعية ومطابقة ممارسات التجميع مع الإرشادات المعترف بها.
- طول البرغي المناسب يدعم التحكم الفعال في التسرب ويقلل فرصة الضغط غير المتكافئ للجوانة.
- التثبيت الصحيح يساعد في منع التسربات ودوران/تشوه الفلنجة.
القوة المسبقة الدقيقة للبرغي تحافظ على موثوقية تجميع الفلنجة مع مرور الوقت. عالج طول البرغي كجزء من نظام التحكم بالقوة المسبقة: إذا لم يتمكن العنصر التثبيتي من التعشيق والتمدد كما هو مقصود، فلن تنقذ أي إجراءات عزم الشد الوصلة.
الأسئلة الشائعة
كيف تختار الطول الصحيح للمسمار لفلنجات ASME؟
تقوم بجمع ارتفاع التراص الفعلي ثم التحقق من التعشيق بعد الشد. تسلسل عملي هو:
- القياس: سمك الفلنجتين + الحشية + الوردات/مكونات العزل.
- الإضافة: ارتفاع الصواميل (تأكيد نوع الصامولة) + هدف الإسقاط المتحكم فيه.
- التحقق المتقاطع: المقارنة مع جدول موثوق مستمد من معيار الفلنجة الصحيح ASME (B16.5 مقابل B16.47).
ما هي الأدوات التي تساعدك على قياس أبعاد الفلنجات والبراغي؟
تستخدم الفرجار، شريط القياس، ومقاييس القلاوظ للقياسات الدقيقة. للتكرار في الموقع:
- الفرجار/الميكرومتر: سمك الفلنجة، الوردة، والحشية؛ قطر المسمار اللولبي المزدوج.
- شريط القياس/المسطرة: التحقق من الطول الإجمالي للمسمار اللولبي المزدوج.
- مقياس القلاوظ/الخطوة: تأكيد حجم القلاوظ وخطوته قبل التجميع.
لماذا يُعد بروز المسمار مهماً في تجميع الفلنجة؟
تحتاج إلى بروز محكوم لتأكيد التعشيق الكامل وإمكانية الصيانة. قد يشير البروز القليل جدًا إلى تعشيق غير مكتمل؛ بينما يزيد البروز الزائد من التعرض للتآكل وقد يتعارض مع الوصول. تتوقع العديد من مواصفات الأنابيب التعشيق الكامل عبر الصامولة (غالبًا “يمتد عبر الصامولة” أو ضمن خطوة قلاوظ واحدة تقريبًا)، وهو ما يتم تلخيصه عادةً في التوجيهات الصناعية مثل مراجع التعشيق اللولبي.
- يدعم الفحص البصري للتعشيق بعد الشد.
- يقلل من فرصة تشغيل صامولة على نهاية القلاوظ بالقرب من نهاية المسمار اللولبي المزدوج.
- يحسن التفكيك المستقبلي مقارنةً بحالات “التساوي/بدون قلاوظ”.
هل يمكن استخدام وردة مع كل وصلة فلنجة؟
يمكنك استخدام الوردات إذا تطلبتها تطبيقك، أو مواصفات العميل، أو إجراء التثبيت. في كثير من الحالات، تساعد الوردات في حماية أسطح تحمل الفلنجة وتثبيت الاحتكاك أثناء الشد—ولكن يجب تضمينها في تراكم طول المسمار.
- تحمي الوردات أسطح الفلنجة وتوزع الحمل.
- تضيف الوردات سماكة وتزيد من طول المسمار اللولبي المزدوج المطلوب.
- استخدم وردة مُصلَّدة حيثما تم تحديدها لتحقيق سلوك شد متسق.
ماذا يحدث إذا استخدمت طول مسمار خاطئ؟
أنت تخاطر بالتسربات، وعدم استقرار الوصلة، ووصلات غير آمنة. النتائج النموذجية هي:
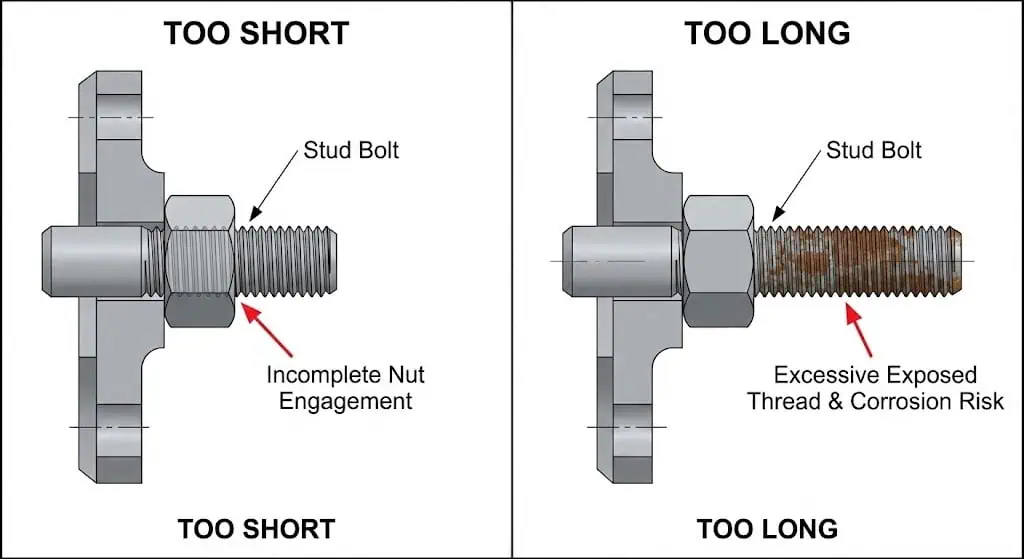
- قصير جداً: تعشيق غير كامل للصامولة، هامش قوة مسبقة منخفض، خطر تسرب أعلى تحت ضغط/دورات حرارية.
- طويل جداً: مشاكل في الوصول، خيوط مكشوفة غير ضرورية (تآكل/التصاق)، وتأخيرات في التثبيت.
- الإجراء التصحيحي: استبدل عناصر التثبيت وأعد التجميع باستخدام تراكم مقاس بالإضافة إلى تدقيق متقاطع باستخدام معيار/جدول.



