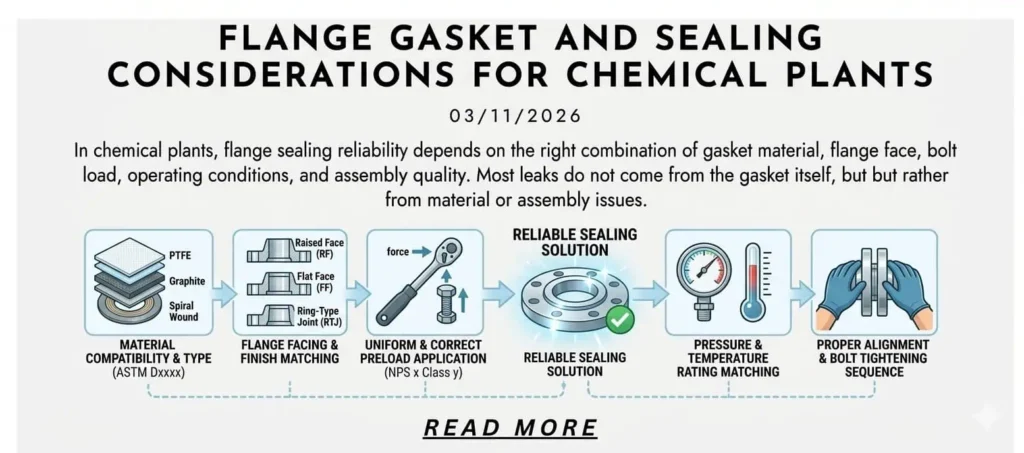
في المصانع الكيميائية، يعتمد موثوقية إغلاق الفلنجة على المزيج الصحيح من مادة الحشية، وجه الفلنجة، حمل البرغي، ظروف التشغيل، وجودة التجميع. لا تأتي معظم التسريبات من نوع الحشية وحدها. في الخدمة الفعلية، عادةً ما يبدأ التسرب عندما تتوقف الحشية، وجه الفلنجة، التربيط، وظروف العملية عن العمل كنظام واحد. قد تفشل حشية تبدو صحيحة في ورقة البيانات إذا تعرض الوصل لدورات حرارية، تعطيل رطب، تلف وجه الفلنجة، أو إجهاد غير متساوٍ للبراغي.
لهذا السبب، لا ينبغي أبدًا التعامل مع اختيار الحشية في المصانع الكيميائية كقرار شراء بسيط. يجب أن يتطابق الاختيار الصحيح مع الوسط، الضغط، درجة الحرارة، نوع الوجه، ممارسات الصيانة، وعواقب التسرب. في الخدمة التآكلية، يحتاج قرار الإغلاق أيضًا إلى البقاء متوافقًا مع اختيار مادة الفلنجة، مراجعة آلية التآكل، وجودة تجميع الوصل.
قاعدة ميدانية: في الخدمة الكيميائية، لا تخلق “حشية جيدة” وصلًا موثوقًا بمفردها. يأتي الوصل الموثوق من الحشية الصحيحة، وجه الفلنجة الصحيح، الحمل المسبق الصحيح، وافتراضات الخدمة الصحيحة التي تعمل معًا.
| عامل الإغلاق | لماذا يهم |
|---|---|
| مادة الحشية | يجب أن تقاوم وسط العملية وتبقى مستقرة خلال تغيرات الضغط ودرجة الحرارة. |
| وجه الفلنجة | يتحكم في كيفية جلوس الحشية وتوزيع الحمل عبر منطقة الإغلاق. |
| التثبيت والتحميل المسبق | يحدد ما إذا كانت الحشية تصل وتحافظ على إجهاد الإغلاق. |
| ظروف التشغيل | غالبًا ما يتحكم البدء والإيقاف والتنظيف والدورات الحرارية في سلوك التسرب الفعلي. |
| جودة التجميع | يمكن أن يؤدي التحضير السيئ للسطح أو عدم المحاذاة أو الشد غير الصحيح إلى إبطال حتى الحشية الصحيحة. |

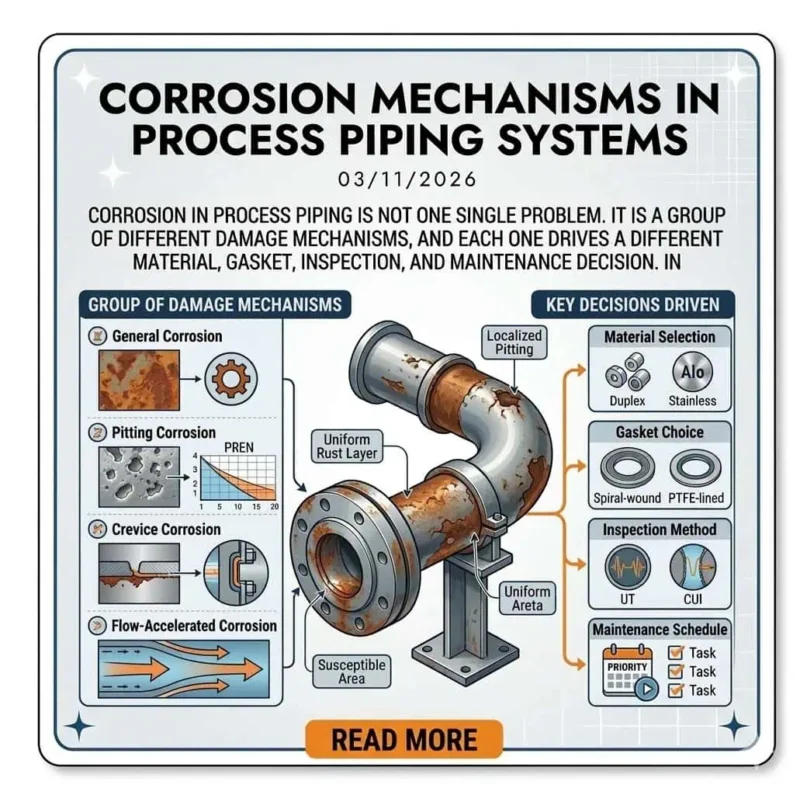
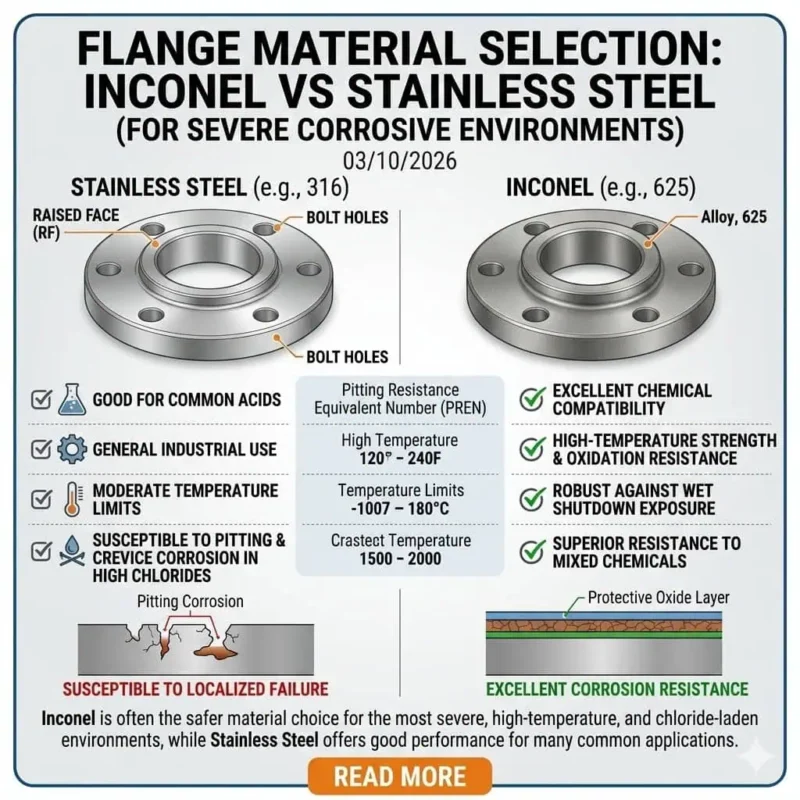
إذا كنت تراجع هذا الموضوع كجزء من استراتيجية أوسع لمواد المصنع الكيميائي، فإنه يساعد أيضًا على قراءة كيفية اختيار مواد الفلنجات للمعالجة الكيميائية, مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكلو آليات التآكل في أنظمة الأنابيب الصناعية. تشرح هذه المواضيع الثلاثة مادة الجسم، ومخاطر التآكل، ومنطق ترقية السبائك التي تقف وراء قرارات الإغلاق.
لماذا تتسرب وصلات الفلنجات في المصانع الكيميائية
لماذا يكون إحكام توصيلات الفلنجات في المصانع الكيميائية أكثر صرامة من الخدمة الصناعية العامة
تتعرض وصلات الفلنجات في المصانع الكيميائية لمزيج أكثر قسوة من الظروف مقارنة بالخدمات العامة. حيث ترفع الوسائط المسببة للتآكل، والتغيرات الحرارية، والرطوبة أثناء التوقف، والمواد الكيميائية للتنظيف، وتغيرات الضغط، وعواقب التسرب متطلبات الإحكام. غالبًا ما تكون طريقة اختيار حشية خط المياه متفائلة جدًا للخدمات الكيميائية لأن المصانع الكيميائية أقل تسامحًا عندما تفقد الوصلة الشد المسبق أو عندما يصل تسرب صغير إلى الغلاف الجوي.
كما أن الفلنجات أكثر عرضة للخطر من الأنابيب العادية لأن الوصلة تشمل سطحًا لحشية، ونهاية وجه مخرطة، وربطًا بالصواميل، وهندسة شقوق. هذه التفاصيل تخلق إجهادًا موضعيًا وكيمياء موضعية. في العديد من الخدمات، لا يكون مسار التسرب الأول عبر جدار الأنبوب، بل عبر وجه الفلنجة أو تحت الحشية بعد أن تفقد الوصلة إجهاد الإحكام.
أسباب التسرب الأكثر شيوعًا في وصلات الفلنجات
في العمل الميداني، غالبًا ما يعود التسرب المتكرر في الفلنجات إلى قائمة قصيرة من الأسباب الجذرية:
- مادة الحشية غير متوافقة مع الوسائط العملية
- نمط حشية خاطئ لنطاق الضغط ودرجة الحرارة
- تزاوج غير صحيح بين نوع الحشية ونهاية وجه الفلنجة
- شد مسبق غير كافٍ أو غير متساوٍ للصواميل
- تلف وجه الفلنجة، أو تآكل، أو تشوه، أو محاذاة سيئة
- زحف الحشية أو استرخاؤها بعد دورات تغير درجة الحرارة
- إعادة استخدام الحشيات التالفة أو أدوات التثبيت البالية
- تسرب يحدث أثناء التشغيل، الإيقاف، أو التنظيف بدلاً من التشغيل المستقر
النقطة المهمة هي أن معظم أحداث التسرب في المصانع الكيميائية هي عدم تطابق في النظام. نادراً ما تُفسر بـ “الحشية كانت سيئة” فقط.
لماذا يبدأ التسرب غالباً أثناء الإيقاف، التشغيل، أو التنظيف — وليس أثناء التشغيل العادي
تحتفظ العديد من الوصلات بالضغط أثناء الإنتاج المستقر ثم تبدأ بالتسرب بعد تغيرات درجة الحرارة، دورات التنظيف، أو فترات الصيانة. يحدث هذا لأن الإيقاف يمكن أن يخلق شقوقاً رطبة، بقايا محتبسة، تكثف، واسترخاء حمل البراغي. أثناء التشغيل، يمكن أن يؤدي التمدد الحراري إلى تحويل محاذاة الفلنجة وتوزيع الإجهاد قبل استقرار الوصلة.
مثال هندسي: قد تبدو الحشية القائمة على PTFE مستقرة أثناء التشغيل المستمر، ثم تظهر تسرباً خفيفاً بعد التبريد لأن الوصلة تفقد إجهاد الجلوس مع انكماش النظام. في هذه الحالة، يحدث التسرب بسبب سلوك الوصلة أثناء الانتقال، وليس بسبب الهجوم الكيميائي وحده.

الخلاصة العملية: إذا تسربت فلنجة فقط بعد الإيقاف أو إعادة التشغيل، لا تفترض أن مراجعة توافق الوسط كانت خاطئة. تحقق من الاحتفاظ بالحمل المسبق، الحركة الحرارية، السائل المحتبس، وميل مادة الحشية للاسترخاء بعد الدورات.
أنواع الحشيات وأماكن تركيبها
حشوات لينة
تُستخدم الحشوات اللينة بشكل شائع حيث تكون المطابقة الجيدة والتوافق الكيميائي وإجهاد الجلوس المنخفض مهمة. تشمل هذه العائلة ألواح PTFE، وPTFE المعدل، وPTFE الممدد، وألواح الأسبستوس غير المضغوطة، وألواح الجرافيت المرنة. في المصانع الكيميائية، تكون الحشوات اللينة شائعة بشكل خاص في خدمة السوائل المسببة للتآكل، والأنظمة المبطنة، وخطوط الكيماويات ذات الضغط المنخفض، وفوهات المعدات حيث يكون حمل الفلنجة محدودًا.
الميزة الرئيسية للحشوات اللينة هي قدرتها على التكيف مع ظروف سطح الفلنجة الفعلية. القيد الرئيسي هو أن بعضها أكثر حساسية للزحف، والتدفق البارد، ومقاومة الانفجار، والاحتفاظ بالحمل على المدى الطويل مقارنة بخيارات شبه معدنية أو معدنية. عندما تحتاج خصائص الحشوات غير المعدنية إلى تحديدها رسميًا،, ASTM F104 يُستخدم بشكل شائع كإطار تصنيف.
الحشوات شبه المعدنية
تُستخدم الحشوات شبه المعدنية على نطاق واسع حيث يكون الضغط ودرجة الحرارة والدورات أكثر تطلبًا. الأمثلة الأكثر شيوعًا هي الحشوات الملفوفة حلزونيًا وحشوات كامبروفيل. في المصانع الكيميائية، غالبًا ما تُفضل هذه الحشوات للفلنجات ذات الوجه المرتفع في الخدمة عالية الجهد لأنها تجمع بين المرونة ومقاومة أفضل للانفجار واستعادة أفضل من العديد من مواد الحشوات اللينة.
ليست إجابات عالمية. لا تزال تعتمد بشكل كبير على وجه الفلنجة الصحيح، وإجهاد الجلوس الصحيح، واختيار الحشو الصحيح. تتصرف الحشوة الملفوفة حلزونيًا مع حشو PTFE بشكل مختلف عن تلك مع حشو الجرافيت، على الرغم من أن تصميم اللف المعدني يبدو مشابهًا. يمكن التحقق من إرشادات الحشو والحلقة العملية مقابل إرشادات اختيار الحشوة الملفوفة حلزونيًا.
حشوات مفصل الحلقة المعدنية
تُستخدم حشوات مفصل الحلقة من النوع الحلقي حيث يكون الضغط مرتفعًا، وعواقب التسرب عالية، ويتم تصميم الفلنجة حول أخدود مخرطة بدلاً من منطقة جلوس مسطحة أو ذات وجه مرتفع. مفاصل RTJ شائعة في خدمة النفط والغاز المتطلبة، ولكن يمكن أن تظهر أيضًا في المصانع الكيميائية حيث تكون متطلبات سلامة الإغلاق عالية بشكل غير عادي.
النقطة الأساسية هي أن RTJ ليست “أفضل” في كل تطبيق. إنها منطق ختم مختلف. إذا لم يكن الفلنجة مصممًا لـ RTJ ولم يكن الخدمة يبرر ذلك، فإن استخدام نهج على غرار RTJ لا يحسن الوصلة.
عرض الاختيار السريع حسب نمط الخدمة
| نمط الخدمة | اتجاه الحشية الشائع | نقطة المراقبة النموذجية |
|---|---|---|
| سائل أكال، ضغط منخفض | PTFE، PTFE معدل، PTFE موسع | الزحف واسترخاء الحمل |
| خدمة كيميائية ساخنة | ورقة جرافيت، ملفوف حلزونيًا مع حشوة جرافيت | ظروف الأكسدة وحالة السطح |
| الضغط والدورات الحرارية | ملف حلزوني أو كامبروفايل | توافق الأسطح وجودة الربط بالصواميل |
| خدمة عالية الضغط وعالية العواقب | RTJ أو حلول الختم المعدنية المصممة هندسياً | تصميم الفلنجة الصحيح وحالة الأخدود |
| المعدات المبطنة أو وصلات الحمل المنخفض | عائلات الحشيات اللينة | الشد الزائد وتشوه الفلنجة |

اختيار مادة الحشية حسب الخدمة الكيميائية
PTFE و PTFE المعدل للخدمة الكيميائية المسببة للتآكل
يُختار PTFE على نطاق واسع لتوافقه الكيميائي. مما يجعله أحد أكثر مواد الحشيات شيوعًا في الخدمات السائلة المسببة للتآكل. إنه جذاب بشكل خاص حيث تهاجم الوسائط العديد من البدائل المرنة أو القائمة على الألياف. في المصانع التي تتعامل مع المواد الكيميائية العدوانية، غالبًا ما يصبح PTFE نقطة البداية لمراجعة الحشيات.
لكن PTFE ليس إجابة عالمية. يمكن أن يكون PTFE النقي عرضة للزحف والتدفق البارد تحت حمل ضاغط مستمر، خاصة عندما يتعرض الوصل لتغير درجة الحرارة أو استرخاء الإجهاد طويل الأجل. يمكن أن تساعد منتجات PTFE المعدلة أو المملوءة في تحسين الاحتفاظ بالحمل، لكن القرار الحقيقي لا يزال يعتمد على نمط الخدمة. كمرجع عملي للمادة، انظر PTFE المعدل وإرشادات تقليل الزحف / التدفق البارد.
مثال هندسي: في خط جرعة مسببة للتآكل منخفض الضغط، قد يبدو PTFE النقي مثاليًا من حيث المقاومة الكيميائية وحدها، لكن الدورات الدافئة الباردة المتكررة يمكن أن تنتج تسربًا خفيفًا إذا لم يتمكن الوصل من الحفاظ على الإجهاد. في هذه الحالات، تكون مشكلة الإحكام ميكانيكية بقدر ما هي كيميائية.
حشيات الجرافيت للخدمة عالية الحرارة
يصبح الجرافيت أكثر جاذبية عندما تكون درجة الحرارة، وتقلب الضغط، والتعافي مهمة بقدر التوافق الكيميائي. في الخدمة الساخنة، غالبًا ما تقدم الحلول المملوءة بالجرافيت أو ألواح الجرافيت استقرارًا أفضل للإحكام من المواد القائمة على PTFE. تُستخدم عادةً في خدمات البخار، والهيدروكربونات الساخنة، وعمليات درجة الحرارة المرتفعة، بما في ذلك المصانع الكيميائية.
القيد هو أن الجرافيت ليس أيضًا حلًا كيميائيًا عالميًا. يمكن أن تغير البيئات المؤكسدة وتفاصيل الخدمة المحددة مدى راحة الاختيار حقًا. لهذا السبب يجب اختيار الجرافيت لنمط الخدمة الكامل، وليس لدرجة الحرارة وحدها.
حشية ملفوفة حلزونيًا مع حشوة PTFE مقابل حشوة الجرافيت
هذه نقطة قرار شائعة في المصانع الكيميائية. غالبًا ما يُفضل استخدام حشية ملفوفة حلزونيًا مع حشوة PTFE حيث تكون التوافق الكيميائي هو المحرك الأساسي ودرجة حرارة التشغيل معتدلة. غالبًا ما يُفضل استخدام حشية ملفوفة حلزونيًا مع حشوة الجرافيت عندما تكون الحرارة، والتغيرات الدورية، واستعادة الحمل أكثر أهمية.
غالبًا ما يسأل المستخدمون أي حشوة هي “الأفضل”. هذا سؤال خاطئ. السؤال الصحيح هو ما الذي تتطلبه الخدمة من الحشوة. قد تفوز الحشية الملفوفة الحلزونية المملوءة بـ PTFE في الكيمياء. قد تفوز الحشية الملفوفة الحلزونية المملوءة بالجرافيت في الاستقرار الحراري والاستعادة. الاختيار الصحيح يعتمد على أي وضع فشل من المرجح أن يسبب التسرب.
خدمات الأحماض، والكلوريد، والمذيبات، والمواد الكيميائية المختلطة
تخلق عائلات الوسائط المختلفة أولويات مختلفة للحشيات:
- خدمة الأحماض: التوافق الكيميائي هو الفحص الأول، ولكن يمكن أن تغير درجة الحرارة والتركيز قرار الحشية بشكل كبير.
- خدمة محتوية على الكلوريد: يجب أن تعمل الحشية مع مادة الفلنجة ومخاطر التآكل الموضعي، خاصة عند واجهة الحشية.
- خدمة المذيبات: التورم، والاستخلاص، واستقرار المادة على المدى الطويل تصبح أكثر أهمية.
- خدمة كيميائية مختلطة: يجب أن يكون اختيار الحشية محافظًا لأن الكيمياء الفعلية للمصنع غالبًا ما تكون أقل نظافة مما يوحي به اسم التصميم.
عندما تكون الخدمة نفسها لا تزال قيد التعريف، فإن التراجع والمراجعة يساعدان كيفية اختيار مواد الفلنجة للمعالجة الكيميائية و آليات التآكل في أنظمة أنابيب العمليات. يجب أن يتبع اختيار الحشية البيئة الكيميائية الفعلية، وليس فقط الاسم المدرج في قائمة الخطوط.
وجه الفلنجة، وحالة السطح، ولماذا يهمان
لا تستخدم الوجوه RF وFF وRTJ نفس منطق الإحكام
لا تحكم الفلنجات ذات الوجه المرتفع والوجه المسطح ونوع الحلقة بنفس الطريقة، لذا لا يمكن فصل اختيار الحشية عن نوع الوجه. الحشية التي تعمل بشكل جيد على فلنجة ذات وجه مرتفع ليست بالضرورة الخيار الصحيح للفلنجة ذات الوجه المسطح، وتعتمد وصلات RTJ على هندسة جلوس مختلفة تمامًا.
إذا كنت تريد فهم سبب تغيير نوع الوجه لسلوك الحشية، فإن الأمر يستحق المراجعة فلنجات RF مقابل FF مقابل RTJ. عمليًا، يتحكم نوع الوجه في كيفية نقل الحمل، وكيفية احتواء الحشية، ومدى حساسية الوصلة للتشوه أو الإحكام الزائد.

مشاكل التشطيب السطحي، التلف، وإعادة الاستخدام
حتى الجاسكيت الصحيح يمكن أن يفشل إذا كان وجه الفلنجة مخدوشًا، أو مثقوبًا، أو مشوهًا، أو خارج المحاذاة. في الخدمة الكيميائية المسببة للتآكل، تكون حالة الوجه أكثر أهمية لأن التآكل الموضعي غالبًا ما يظهر أولاً في منطقة الإحكام. إذا كان الوجه تالفًا، فقد لا يطور الجاسكيت إجهادًا موحدًا، بغض النظر عن مدى حرص تجميع الوصلة.
الجاسكيتات المعاد استخدامها تخلق مشكلة شائعة أخرى. لا ينبغي افتراض أن الجاسكيت الذي تعرض بالفعل لضغط الانضغاط أو تعرض كيميائيًا سيتصرف مثل الجديد. غالبًا ما يحول إعادة الاستخدام مشكلة الإحكام المتحكم فيها إلى تخمين.
لماذا يفشل الجاسكيت الجيد على وجه الفلنجة السيئ
مثال هندسي: يتم استبدال جاسكيت ملفوف حلزونيًا مرتين على نفس فوهة العملية، لكن التسرب يعود بعد كل إعادة تشغيل. يُلام الجاسكيت أولاً. يظهر الفحص لاحقًا أن المشكلة الحقيقية هي خدش وجه الفلنجة ودوران طفيف تحت شد البراغي. لم يكن الجاسكيت أبدًا مصدر الفشل الأساسي. كانت هندسة الوصلة هي السبب.
هذا أحد أهم الدروس الميدانية في أعمال الإحكام في المصانع الكيميائية: لا يمكن للجاسكيت الجيد تصحيح وجه الفلنجة السيئ.
البراغي، الحمل، وجودة التجميع
اختيار الجاسكيت عديم الفائدة إذا كان حمل البراغي خاطئًا
يحتاج الجاسكيت إلى إجهاد جلوس كافٍ للإحكام، وإجهاد محتفظ به كافٍ للبقاء محكمًا بعد أن يبدأ الضغط ودرجة الحرارة والوقت في العمل ضد الوصلة. يمكن أن يترك التثبيت غير الكافي مسارات تسرب من البداية. يمكن أن يسحق التثبيت المفرط الجاسكيت، أو يشوه الفلنجة، أو يتلف المواد اللينة. التثبيت غير المتساوي خطير بنفس القدر لأنه يخلق إجهادًا غير موحد حول محيط الجاسكيت.
لهذا السبب، يجب دائمًا مراجعة اختيار الحشية وحمل البرغي معًا. لا يحل ترقية المادة مشكلة التحميل المسبق.
لماذا تهم ممارسة التجميع أكثر مما يتوقعه العديد من المشترين
جودة التجميع هي المكان الذي تفشل فيه العديد من قرارات الإغلاق المعقولة. في المصانع الكيميائية، تسلسل شد البرغي المتحكم به، وممارسة التزييت، وفحص الوجه، وفحوصات المحاذاة، وانضباط الاستبدال كلها مهمة. يجب تجميع الوصلة كحد ضغط، وليس كأجهزة ميكانيكية عامة.
ASME PCC-1 مهم هنا لأنه يوفر إرشادات لتجميع وصلة فلنجة ملولبة لحد الضغط ويساعد في تحويل الشد القائم على الخبرة إلى طريقة تجميع قابلة للتكرار مع تحكم أفضل في إحكام التسرب.

لمناقشة أوسع للتجميع، هذه المقالة هي مرجع مصاحب قوي: تجميع الفلنجة: 4 خطوات لسلامة وصلة خالية من التسرب.
أخطاء التجميع الشائعة
- عدم فحص وجه الفلنجة قبل التجميع
- تسلسل شد خاطئ
- ظروف براغي مختلطة أو تحكم ضعيف في التزييت
- سماكة حشية خاطئة أو حجم حشية خاطئ
- إعادة استخدام حشيات تالفة
- افتراض أن نفس طريقة الشد تعمل لكل عائلة حشيات
- تجاهل منطق إعادة الشد حيث تتطلب الإجراءات ذلك
الخلاصة العملية: في حالات التسرب المتكررة، راجع ممارسة التربيط قبل افتراض أن كيمياء الحشية كانت خاطئة. غالبًا ما يقرر جودة التجميع ما إذا كانت الحشية المختارة قد حظيت بفرصة عادلة للعمل.
أنماط الفشل وسيناريوهات المصانع الكيميائية الحقيقية
الحالة 1 — تسرب حشية PTFE بعد الدورات الحرارية
المشكلة: بقيت الوصلة جافة أثناء الإنتاج المستقر ولكن بدأت بالتسرب بعد التبريد وإعادة التشغيل.
السبب المحتمل: فقدان إجهاد الجلوس بعد الدورات الحرارية واسترخاء الحشية.
التصحيح: مراجعة ما إذا كان التفلون المعدل، أو الحشية شبه المعدنية، أو استراتيجية التحميل المسبق المختلفة أكثر ملاءمة للخدمة.
الحالة 2 — فشل حشية الجرح الحلزوني بسبب حالة سطح الفلنجة السيئة
المشكلة: تم استبدال الحشية، لكن التسرب تكرر على نفس الفلنجة.
السبب المحتمل: خدش سطح الفلنجة، أو التشويه الطفيف، أو خطأ المحاذاة منع الجلوس المنتظم.
التصحيح: فحص وإصلاح حالة السطح، ثم إعادة التجميع باستخدام طريقة الجلوس الصحيحة.
الحالة 3 — تسرب خدمة الكلوريد عند فرع الفلنجة الآلي
المشكلة: ظل الخط الرئيسي مستقرًا، لكن فرع فلنجة صغير تسرب بشكل متكرر.
السبب المحتمل: التدفق المنخفض، السائل المحبوس، ظروف الشق، والتآكل الموضعي في منطقة الحشية.
التصحيح: مراجعة تكوين الفرع، اختيار الحشية، مادة الفلنجة، واحتمالية التبلل أثناء الإيقاف. هذا هو المكان آليات التآكل في أنظمة أنابيب العمليات يصبح ذا صلة مباشرة.
الحالة 4 — خدمة المواد الكيميائية الخطرة عالية العواقب تم ترقيتها إلى تصميم سد أكثر تحفظًا
المشكلة: عمل السد التقليدي على الورق، لكن عواقب التسرب كانت عالية جدًا لحل ذو هامش منخفض.
السبب المحتمل: التصميم الأصلي للسد لم يوفر تحملاً كافيًا للتباين التشغيلي في العالم الحقيقي.
التصحيح: الانتقال إلى تصميم حشية ومفصل أكثر تحفظًا، وفي بعض الحالات مراجعة ما إذا كان يجب أيضًا ترقية مادة الفلنجة نفسها. هذا هو المكان الذي مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكل يمكن أن يصبح جزءًا من القرار.
كيفية اختيار الحشية واستراتيجية السد المناسبة
الخطوة 1 — تحديد الخدمة الحقيقية
- وسائط العملية والتركيز
- الشوائب والمواد الصلبة
- نطاق ضغط-درجة حرارة التشغيل والاضطراب
- حالة الإيقاف الرطب أو الجاف
- التعرض للتنظيف والغسيل
- عواقب التسرب
الخطوة 2 — مطابقة عائلة الحشية مع نمط الخدمة
- الحاجة إلى مقاومة كيميائية
- الحاجة إلى درجة الحرارة
- نوع الوجه
- إجهاد الجلوس المطلوب
- متطلبات الاستعادة بعد الدورات
- إمكانية الوصول للصيانة
الخطوة 3 — فحص الوصلة بالكامل، وليس فقط الحشية
- مادة الفلنجة
- حالة وجه الفلنجة
- حالة التربيط وطريقة التحميل المسبق
- المحاذاة وهندسة الوصلة
- انضباط التجميع
- تاريخ التسرب في الميدان
الخطوة 4 — فحص القرار مقابل مخاطر دورة الحياة
- تكلفة التوقف
- عواقب السلامة
- العواقب البيئية
- تكرار الصيانة
- توفر قطع الغيار
- احتمالية تكرار التسرب
قائمة مراجعة عملية لختم فلنجات المصنع الكيميائي
أسئلة يجب الإجابة عليها قبل اختيار الحشية
- ما هو الوسط الفعلي، وليس مجرد اسم الخط؟
- هل الخدمة ثابتة أم دورية أم حساسة للإيقاف؟
- هل الفلنجة RF أم FF أم RTJ؟
- هل من المتوقع حدوث تآكل موضعي عند واجهة الحشية؟
- هل يحتاج الوصل إلى مقاومة كيميائية، أو مقاومة للحرارة، أو كليهما؟
- هل عواقب التسرب كبيرة بما يكفي لتبرير تصميم حشو أكثر تحفظًا؟
ما يجب التحقق منه قبل التجميع
- حالة وجه الفلنجة
- المحاذاة
- نوع وحجم الحشية الصحيح
- ممارسة التربيط والتشحيم الصحيحة
- تسلسل الشد والتحكم في الحمل
- استبدال مكونات الحشو البالية أو التالفة
ما يجب مراجعته بعد أحداث التسرب المتكررة
- عائلة الحشية الخاطئة للخدمة الفعلية
- افتراض الخدمة الخاطئ
- فقدان التحميل المسبق
- تلف وجه الفلنجة
- تأثيرات الدورة الحرارية
- ظروف التبليل والشقوق أثناء الإيقاف
| منطقة المراجعة | سؤال ميداني نموذجي |
|---|---|
| الوسط والكيمياء | هل تطابق الحشية فعليًا التعرض الكيميائي الفعلي، بما في ذلك التنظيف والإيقاف؟ |
| عائلة الحشية | هل صُممت الحشية المختارة لنمط الضغط-درجة الحرارة الحقيقي؟ |
| الوجه والسطح | هل كانت حالة وجه الفلنجة جيدة بما يكفي لضمان إحكام السداد للواصقة؟ |
| التثبيت بالبراغي | هل وصل الوصل وحافظ على القوة المسبقة المطلوبة؟ |
| ظروف الانتقال | هل بدأ التسرب أثناء الإيقاف، أو التبريد، أو إعادة التشغيل بدلاً من التشغيل العادي؟ |
في المصانع الكيميائية، يجب التعامل مع اختيار الواصقة كقرار لنظام الإحكام، وليس كقرار من كتالوج الواصقات. يتم بناء الوصلات الأكثر موثوقية بمطابقة الخدمة الفعلية مع عائلة الواصقة المناسبة، ووجه الفلنجة المناسب، وحمل البرغي المناسب، وممارسة التجميع المناسبة. وهذا هو السبب أيضًا في أن خيارات الإحكام يجب أن تظل مرتبطة باختيار مادة الجسم، ومراجعة آلية التآكل، وتخطيط الصيانة.
إذا كانت الخدمة تتضمن وسائط أكالة، أو ترقيات لمادة الفلنجة، أو تاريخ تسرب متكرر، فيجب أن تظل هذه الإرشادات ذات الصلة في نفس مسار الموضوع: كيفية اختيار مواد الفلنجات للمعالجة الكيميائية, مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكل, آليات التآكل في أنظمة الأنابيب الصناعيةو أسئلة يجب طرحها على مورد الفلنجات قبل طلب عرض الأسعار.
الأسئلة الشائعة
ما هو العامل الأكثر أهمية في إحكام فلنجات المصانع الكيميائية؟
العامل الأهم هو توافق الوصلة ككل.
يجب أن تعمل الواصقة، ووجه الفلنجة، وحمل البرغي، ودورة درجة الحرارة، ووسائط العملية معًا. لا تضمن الواصقة المقاومة كيميائيًا وحدها خدمة خالية من التسرب.
هل مادة PTFE دائمًا هي أفضل مادة للجوانات للخدمة الكيميائية المسببة للتآكل؟
لا.
يوفر PTFE توافقًا كيميائيًا قويًا، لكنه ليس دائمًا الخيار الأفضل للتطبيقات التي تتضمن دورات حرارية، أو احتفاظًا طويل الأجل بالحمل، أو إجهادات جلوس عالية. قد تكون تصاميم PTFE المعدلة، أو الجرافيت، أو شبه المعدنية أكثر استقرارًا اعتمادًا على نمط الخدمة.
لماذا غالبًا ما تتسرب وصلات الفلنجات بعد الإيقاف بدلاً من أثناء التشغيل العادي؟
لأن الإغلاق يغير حالة الوصلة.
يمكن أن يؤدي التبريد، والرطوبة، والمواد الكيميائية المحتبسة، والمكثفات، واسترخاء إجهاد البراغي إلى إنشاء مسارات تسرب لم تكن نشطة أثناء التشغيل المستقر.
هل يمكن لحشية أفضل أن تحل مشكلة وجه فلنجة تالف؟
عادة لا.
غالبًا ما يمنع وجه الفلنجة المخدوش بشدة، أو المتآكل، أو المشوه جلوسًا موحدًا للحشية. في تلك الحالة، لا يحل استبدال الحشية وحدها المشكلة الحقيقية عادةً.
متى يجب مراجعة مادة الفلنجة نفسها أثناء مشكلة في الإحكام؟
راجع مادة الفلنجة عندما يشير نمط التسرب إلى تآكل موضعي، أو هجوم كلوريدي، أو تلف متكرر عند واجهة الختم.
في تلك الحالات، قد لا يكون استبدال الحشية كافيًا، وقد تحتاج مادة جسم الفلنجة إلى المراجعة مع آلية التآكل وشدة الخدمة.