التآكل في أنابيب العمليات ليس مشكلة واحدة. إنه مجموعة من آليات التلف المختلفة، وكل واحدة منها تدفع باتجاه قرار مختلف بشأن المادة، والوسادة، والتفتيش، والصيانة. في العمل بالمصنع، لا ينبغي أن يكون السؤال الأول “هل هذا الخط مقاوم للتآكل؟” بل يجب أن يكون السؤال الأول “ما هي آلية التآكل النشطة فعليًا هنا؟” فقدان الجدار العام، والتآكل النقري، والتآكل الشقي، والهجوم الجلفاني، وتشقق التآكل الإجهادي، والتآكل التآكلي، والتلف تحت الترسبات لا تتصرف بنفس الطريقة، ولا تفشل بنفس السرعة.
لهذا السبب يجب أن يأتي مراجعة التآكل قبل أي قرار إصلاح، أو ترقية سبيكة، أو استبدال فلنجة. يمكن غالبًا إدارة خط يتناقص سمكه بشكل موحد باستخدام بدل التآكل وفترات التفتيش. بينما قد يفشل خط يعاني من التآكل النقري أو تشقق التآكل الإجهادي بالكلوريد مع تحذير قليل جدًا. في أنابيب العمليات، يعتمد الرد الصحيح على الآلية، والموقع، وظروف التشغيل، وعواقب التسرب. ASME B31.3 يوفر إطار عمل أنابيب العمليات، لكن الامتثال للكود لا يحل محل تحديد آلية التآكل.
قاعدة ميدانية: لا تعالج التآكل النقري بتفكير معدل التآكل المتوسط. لا تعالج التآكل الشقي في منطقة الوسادة بتغيير علامة الوسادة وحدها. لا تعامل التشقق مثل فقدان الجدار الموحد.
| آلية التآكل | ما الذي يجعله خطيرًا |
|---|---|
| التآكل العام | عادةً يمكن التنبؤ به، لكنه لا يزال خطيرًا إذا تم تجاهل فقدان السمك. |
| تآكل نُقَري | يمكن أن يثقب بسرعة مع فقدان معدني إجمالي قليل جدًا. |
| تآكل شِقّي | غالبًا ما يبدأ تحت الوسادات، والترسبات، والمناطق الراكدة حيث يكون التفتيش ضعيفًا. |
| تآكل جلفاني | يمكن أن يتسارع الهجوم بعد تغييرات المادة أو إصلاحات المعادن المختلطة. |
| التشقق الناتج عن الإجهاد والتآكل | يمكن أن يتشقق دون ترقق كبير في الجدار وغالبًا ما يعطي تحذيرًا محدودًا. |
| التآكل بالتآكل | يمكن أن يدمر التدفق والمواد الصلبة والهندسة الأفلام الواقية في مواقع محددة. |
| تآكل MIC / تحت الرواسب | غالبًا ما يكون مخفيًا ومحليًا وسهل التشخيص الخاطئ. |

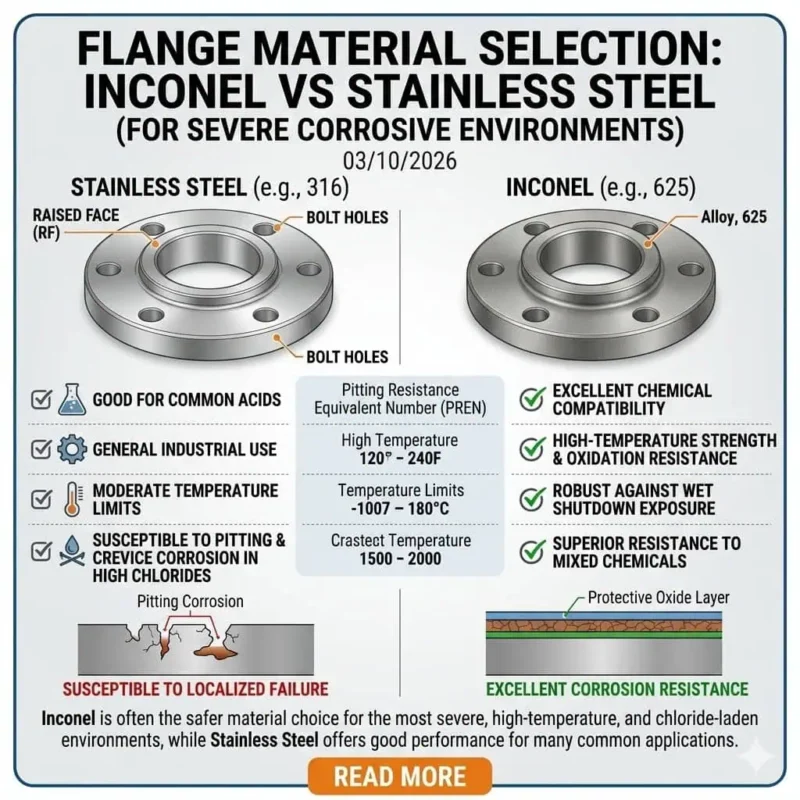
إذا كنت تراجع هذا الموضوع كجزء من استراتيجية أوسع للمواد والتحكم في التسرب، فإنه يساعد أيضًا على قراءة كيفية اختيار مواد الفلنجات للمعالجة الكيميائية, مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكلو اعتبارات حشية الفلنجة والإحكام للمصانع الكيميائية. تشرح هذه المواضيع الثلاثة كيف يرتبط مراجعة آلية التآكل مباشرة باختيار المادة وترقية السبائك والتحكم في تسرب الفلنجات.
لماذا يأتي تحديد آلية التآكل قبل اختيار المادة
معدل التآكل وحده لا يروي القصة كاملة
غالبًا ما يبدأ المستخدمون بالسؤال عما إذا كان معدل التآكل مرتفعًا أم منخفضًا. هذا مفيد للتآكل العام، لكنه ليس كافيًا لاتخاذ قرارات حقيقية في المصنع. لا يعني متوسط معدل التآكل المنخفض انخفاض خطر الفشل إذا كانت الآلية النشطة هي التنقيب، أو التآكل في الشقوق، أو التشقق. يمكن أن يبدو خط الأنابيب مقبولًا على الورق ولا يزال يفشل مبكرًا إذا كان الضرر موضعيًا.
هذا التمييز هو أحد أهم الاختلافات الهندسية بين فقدان الجدار المتوقع والهجوم الموضعي عالي المخاطر. يمكن عادةً إدارة الترقق المنتظم من خلال بدل التآكل، واتجاهات الفحص بالموجات فوق الصوتية، وتخطيط التفتيش. يتطلب التآكل الموضعي والتشقق منطقًا مختلفًا لأنهما لا يستهلكان المعدن بالتساوي عبر الجدار.

لماذا يمكن للسائل نفسه إحداث ضرر مختلف في مواقع مختلفة
في أنابيب العمليات، لا تنتج الكيمياء نفسها نفس الضرر في كل مكان. لا تواجه المسارات المستقيمة، والأرجل الميتة، ووصلات الفروع، والفلنجات، والمرفقات، والمخفضات، وخطوط التدفق المنخفض، ومناطق التأثر الحراري للحام نفس البيئة حتى عندما تنتمي إلى نفس النظام. يمكن أن يغير نمط التدفق، وهندسة الشقوق، والرواسب، وتصريف الإيقاف، والحالة الحرارية آلية التآكل المحلية تمامًا.
مثال هندسي: قد يُظهر خط عملية يحمل الكلوريدات لا ضررًا خطيرًا في المسار الرئيسي، بينما تبدأ وصلة فرعية صغيرة بالتسرب عند الفلنجة أو المنطقة الملولبة. السبب عادةً ليس أن الفرع “يحتوي على مادة أسوأ”. بل أن الفرع يشهد تدفقًا أقل، وركودًا أكثر، وكيمياء محاصرة أكثر، أو ظروف شقوق أكثر.
ما يحتاجه المستخدمون فعليًا من مراجعة التآكل
من الناحية العملية، يجب أن تساعد مراجعة التآكل المستخدم على القيام بأربعة أشياء:
- تحديد آلية الضرر المحتملة
- معرفة مكان التفتيش أولاً
- افهم الحالة التشغيلية التي تسبب التلف
- اختر الإجراء التصحيحي المناسب بدلاً من الأكثر وضوحاً
الخلاصة العملية: مقال التآكل يكون مفيداً فقط إذا ساعد القارئ على تحديد مكان البحث، ما يجب سؤاله، وما يجب تغييره.
التآكل العام — متوقع، لكن ليس دائماً غير ضار
كيف يبدو التآكل العام في خطوط الأنابيب التشغيلية
التآكل العام هو الشكل الأكثر شيوعاً لفقدان المعدن. يصبح الجدار أرق عبر منطقة واسعة بدلاً من نقطة معزولة واحدة. في العمل بالمصانع، غالباً ما يُرى هذا في خطوط الصلب الكربوني التي تحمل وسائط تآكل رطبة، أحماض معينة، مياه غير معالجة، وخدمات حيث تهاجم الكيمياء السطح المكشوف بطريقة متساوية نسبياً.
هذا الشكل من التلف أسهل في القياس والتتبع من التآكل الموضعي. يمكن عادةً تحويل بيانات سماكة الموجات فوق الصوتية إلى تقدير للعمر المتبقي إذا كان نمط التآكل موحداً بشكل معقول وكانت مواقع التفتيش ممثلة.
متى يمكن إدارة التآكل العام باستخدام بدل التآكل
التآكل العام ليس دائماً سبباً للانتقال فوراً إلى مادة سبيكة عالية. في العديد من الأنظمة، يمكن إدارته باستخدام بدل التآكل، فترات التفتيش، التحكم في الكيمياء، أو الطلاءات الداخلية، بشرط أن يظل الترقق متوقعاً وعواقب الفشل مقبولة.
النقطة المهمة هي أن بدل التآكل يعمل فقط عندما يكون التلف موزعاً حقاً وقابلاً للتفتيش. إنه إجابة ضعيفة عندما تكون الآلية النشطة هي التنقيب، تآكل الشقوق، أو التشقق.
حيث يخطئ المستخدمون في قراءة التآكل العام
- افتراض أن كل فقدان الجدار منتظم لأن قراءات الفحص بالموجات فوق الصوتية أُخذت فقط من المواقع سهلة الوصول
- استخدام متوسط فقدان السماكة لتبرير الاستمرار في الخدمة عندما تكون الهندسة المحلية أكثر شدة
- تجاهل التآكل الخارجي، المناطق المتأثرة بالرش، أو التعرض للرطوبة المرتبط بالعزل
مثال هندسي: قد يظل خط نقل المواد الكيميائية من الفولاذ الكربوني مقبولاً لسنوات إذا كان فقدان الجدار متساوياً وكان برنامج التفتيش منضبطاً. الخطأ ليس في السماح بوجود فقدان الجدار. الخطأ هو افتراض أن نفس المنطق ينطبق أيضاً على وصلات الفروع، واجهات الفلنجات، والنقاط المنخفضة الراكدة دون فحصها مباشرة.
إذا كان السؤال التالي هو ما إذا كان ترقية المادة مبررة أو ما إذا كان يمكن أن تظل الخدمة على الفولاذ الكربوني أو الفولاذ المقاوم للصدأ القياسي،, كيفية اختيار مواد الفلنجات للمعالجة الكيميائية هي الصفحة التالية المناسبة.
تآكل الحفر — سطح صغير، خطر فشل كبير
لماذا يكون التآكل بالحفر أكثر خطورة مما يبدو
تآكل الحفر هو أحد أكثر الآليات خطورة في أنابيب العمليات لأن الضرر موضعي للغاية. قد يبدو السطح الخارجي مقبولاً، لكن أعمق حفرة قد تكون قريبة بالفعل من التثقيب. هذا هو السبب في أن التآكل بالحفر لا يمكن إدارته بنفس طريقة ترقق الجدار المتوسط. يمكن أن يفشل الخط مع فقدان معدني إجمالي قليل جداً. تذكر AMPP أن التآكل النقري أكثر خطورة من التآكل المنتظم لأنه يصعب اكتشافه وتوقعه والتصميم ضده.
يعد التآكل النقري مهمًا بشكل خاص في أنظمة الفولاذ المقاوم للصدأ، والخدمات الحاملة للكلوريد، والخطوط المعرضة للترسبات، والبيئات الرطبة المتقطعة حيث يمكن أن ينهار الفيلم السلبي محليًا.
المحفزات النموذجية للتآكل النقري في أنظمة المعالجة
- الوسائط المحتوية على الكلوريد
- الترسبات والصرف السيئ
- انهيار الفيلم السلبي
- تلف السطح ومناطق السائل الراكدة
- مناطق التدفق المنخفضة التي تركز الأنواع المسببة للتآكل
في الممارسة النباتية، غالبًا ما يبدأ التآكل النقري حيث تكون الخدمة أقل انفتاحًا، أو أقل غسيلًا، أو أقل قابلية للفحص من الخط الرئيسي.
حيث يبدأ التآكل النقري غالبًا
المواقع عالية الخطورة تشمل عادةً:
- وصلات تفرع
- مآخذ الأدوات
- المجازات ذات التدفق المنخفض
- حواف الفلنجات وواجهات الجوانات
- تحت الرواسب والمواد الصلبة المتبقية
- مناطق الرش والأسطح الخارجية الملوثة بالكلوريد
مثال هندسي: قد يعمل خط خدمة من الفولاذ المقاوم للصدأ في خدمة محملة بالكلوريد لسنوات في المجمع الرئيسي بينما يتطور فرع مجاز صغير هجومًا موضعيًا ويتسرب أولاً. الفرق عادةً هو شدة الخدمة المحلية، وليس درجة المادة الاسمية وحدها.
عندما يحدث ذلك، غالبًا ما يكون السؤال الهندسي التالي هو ما إذا كان الفولاذ المقاوم للصدأ القياسي لا يزال يوفر هامشًا كافيًا أو ما إذا كان الفولاذ المزدوج أو سبيكة النيكل مبررًا. يرتبط هذا القرار مباشرة بـ مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكل.
تآكل الشقوق — مشكلة الفلنجة والفرع الميت
لماذا تآكل الشقوق شائع جدًا في المصانع الحقيقية
يُعد التآكل الشقي شائعًا لأن أنظمة الأنابيب الحقيقية تحتوي على شقوق في كل مكان. واجهات حشيات الفلنجات، والانتقالات الملولبة، ومفاصل التداخل، ونقاط التلامس مع الدعامات، والأرجل الميتة، والرواسب، والنقاط المنخفضة المحصورة جميعها تُنشئ مناطق مقيدة حيث يختلف البيئة المحلية عن السائل الرئيسي. في هذه الأماكن، يمكن أن تصبح الكيمياء أكثر عدوانية بكثير مما تشير إليه وصف العملية.
هذا هو السبب في أن مادة تبدو مستقرة في الخط المفتوح يمكن أن تصبح غير موثوقة عند خط الحشية، أو حافة تجويف الفلنجة، أو جيب الفرع الراكد.
لماذا تُعد الفلنجات والحشيات والأرجل الميتة مواقع عالية الخطورة
تجمع الفلنجات والأرجل الميتة بين الهندسة، وتدفق منخفض، وكيمياء محصورة، وعدم استمرارية السطح. وهذا يجعلها مواقع طبيعية للتآكل الشقي. في العديد من الأنظمة، ما يبدو أنه تسرب متكرر للحشية هو في الواقع مشكلة تآكل شقي عند واجهة الختم.
هذا هو المكان الذي يتداخل فيه مراجعة التآكل مباشرة مع تصميم الختم. إذا أشار نمط التسرب إلى منطقة الحشية، فإن الخطوة الصحيحة التالية عادةً ليست مجرد تغيير حشية أخرى. إنها مراجعة مشتركة لحالة وجه الفلنجة، وهندسة الشق، واختيار الحشية، وتصريف الإغلاق، ومقاومة المواد المحلية. هذا هو بالضبط الموضوع الذي يتم تغطيته في اعتبارات حشية الفلنجة والإحكام للمصانع الكيميائية. بالنسبة لهندسة وجه الفلنجة، من المفيد أيضًا مراجعة فلنجات RF مقابل FF مقابل RTJ.

التبليل أثناء الإغلاق والكيمياء المحصورة
غالبًا ما يكون التآكل الشقي مدفوعًا بحالة الإغلاق أكثر من التشغيل العادي. يمكن أن يبقى السائل المتبقي، أو المكثف، أو محلول التنظيف، أو مركز العملية في المناطق المقيدة بعد تصريف الخط الرئيسي. عندما يبرد النظام ويتوقف التدفق، يمكن أن تتغير الكيمياء المحلية بشكل حاد داخل الشق.
مثال هندسي: قد يبقى مفصل الفلنجة جافًا طوال الإنتاج ولكنه يبدأ في التسرب بعد التوقف لأن السائل محصور عند واجهة الحشية وتصبح كيمياء الشق أكثر عدوانية مما كانت عليه الخدمة المتدفقة على الإطلاق.
التآكل الجلفاني — عندما يخلق مزيج المعادن المشكلة
ما يعنيه التآكل الجلفاني حقًا في تجميعات الأنابيب
يحدث التآكل الجلفاني عندما تكون المعادن المختلفة متصلة كهربائيًا في وجود إلكتروليت ويصبح أحد المعادن الشريك الأنودي. في العمل بالمصانع، يظهر هذا غالبًا بعد التعديلات، أو الإضافات ذات القطر الصغير، أو الإصلاحات الطارئة، أو التغييرات في التربيط والمكونات ذات المعادن المختلطة.
المشكلة ليست في أن المعادن المختلطة محظورة دائمًا. المشكلة هي أن مزيج المعادن، والبيئة، ونسبة المساحة لم يتم مراجعتها معًا قبل إجراء التغيير.
أين يظهر عادةً في أنابيب العمليات
- مجموعات فلنجات ومسامير مختلفة
- إضافات من الفولاذ المقاوم للصدأ في أنظمة الفولاذ الكربوني الرطب
- تركيبات الأدوات والمحولات الملولبة
- الخدمات الرطبة البحرية أو المعرضة للرش
- الإصلاحات المؤقتة ومكونات التحديث
لماذا تهم نسبة المساحة الصغيرة إلى المساحة الكبيرة
أحد أهم التفاصيل الهندسية في التآكل الجلفاني هو نسبة المساحة. يمكن لمنطقة أنودية صغيرة متصلة بمنطقة كاثودية كبيرة أن تتآكل بسرعة أكبر بكثير مما هو متتوقع. هذا هو السبب في أن تغييرًا بسيطًا في المكون، مثل مثبت أو تركيب، يمكن أن يخلق مشكلة محلية غير متناسبة في الشدة.
مثال هندسي: بعد تعديل ميداني، قد يبدو أن إضافة مكون من الفولاذ المقاوم للصدأ إلى تجميع فولاذ كربوني رطب يحسن النظام. بدلاً من ذلك، تسرع العلاقة الجلفانية المحلية الهجوم على المعدن الأكثر نشاطًا بالقرب من الاتصال.
تكسير التآكل الإجهادي — تحذير منخفض، عواقب عالية
لماذا يُعد التكسير الإجهادي أحد أخطر أنماط الفشل
تكسير التآكل الإجهادي خطير لأنه لا يتصرف مثل التآكل العام. قد لا يظهر المعدن فقدانًا كبيرًا موحدًا في الجدار قبل الفشل. بدلاً من ذلك، تتطور الشقوق تحت التأثير المشترك للإجهاد الشد والبيئة الحساسة. عندما يكون التكسير الإجهادي نشطًا، قد يبدو الخط أكثر صحة مما هو عليه في الواقع.
في أنابيب العمليات، يتطلب التكسير الإجهادي عقلية مختلفة. متوسط معدل التآكل لا يحميك من التكسير.
تكسير التآكل الإجهادي بالكلوريد في الفولاذ المقاوم للصدأ الأوستنيتي
تكسير التآكل الإجهادي بالكلوريد هو أحد أهم الأمثلة في خدمة المصنع. يمكن للفولاذ المقاوم للصدأ الأوستنيتي أن يعمل بشكل جيد في العديد من البيئات، ولكن عندما تجتمع الكلوريدات ودرجة الحرارة والإجهاد الشد بطريقة خاطئة، يرتفع خطر التكسير بشكل حاد. الإجهاد المتبقي من اللحام والعمل البارد وإجهاد التجميع وظروف الكلوريد الساخنة كلها مهمة. توجيهات معهد النيكل بشأن الفولاذ المقاوم للصدأ الأوستنيتي في المصانع الكيميائية هي نقطة مرجعية مفيدة لهذا نمط الفشل.
هذا هو السبب في فشل بعض خطوط الفولاذ المقاوم للصدأ دون ترقق كبير في الجدار. آلية التلف ليست تآكلًا متوسطًا. إنه تشقق تحت الإجهاد في بيئة حساسة. عندما يظهر هذا النمط، تصبح مقارنة السبائك حرجة، والصفحة المصاحبة ذات الصلة هي مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكل.

أين غالبًا ما يختبئ SCC
- مناطق التأثر الحراري للحام
- الخدمة الساخنة للكلوريد
- مناطق الرش الخارجي والتلوث
- مناطق الإجهاد المتبقي
- الدعامات، والمرفقات، والمواقع المعالجة على البارد
مثال هندسي: يمكن أن يتشقق خط الفولاذ المقاوم للصدأ الأوستنيتي في الخدمة حتى عندما لا تشير قراءات السماكة إلى فقدان معدني كبير. في تلك الحالة، تصبح مراجعة المادة، والتحكم في الكلوريد، وتقليل الإجهاد، وجودة التصنيع جميعها جزءًا من الإجراء التصحيحي.
التآكل التآكلي والأضرار المتسارعة بالتدفق
لماذا يمكن للتدفق أن يدمر الأغشية الواقية
بعض أضرار الأنابيب تدفعها حركة التدفق بقدر ما تدفعها الكيمياء. السرعة العالية، التبخير، المواد الصلبة، الاضطراب، والتغير المفاجئ في الهندسة يمكن أن تزيل أو تتلف الغشاء السطحي الواقي. بمجرد كسر هذا الغشاء بشكل متكرر، يتسارع التآكل في المنطقة المتأثرة.
هذا هو السبب في أن اختيار المواد بناءً فقط على التوافق الكيميائي الثابت يمكن أن يكون مضللاً في الخدمة عالية السرعة.
المواقع عالية الخطورة في أنابيب العمليات
- المرفقين
- المخفضات
- خطوط تفريغ المضخات
- منافذ الصمامات
- مناطق التبخير
- خدمة الملاط والمواد الصلبة
كيفية التمييز بين التآكل التآكلي والهجوم الكيميائي البحت
عادةً ما يترك التآكل التآكلي أدلة محددة الموقع. غالبًا ما يظهر الضرر حيث يتغير اتجاه التدفق، أو حيث تكون الاضطرابات عالية، أو حيث تصطدم المواد الصلبة بالجدار. غالبًا ما يكون النمط اتجاهيًا بدلاً من عشوائي. إذا كانت المرافق تفشل قبل التشغيل المستقيم، فيجب أن تكون الهندسة والسرعة جزءًا من التشخيص.
مثال هندسي: عندما يفقد مرفق في خدمة تحمل مواد صلبة أو عالية السرعة سمك الجدار بشكل أسرع بكثير من الأنبوب المستقيم المجاور، فإن الآلية غالبًا ما تكون بمساعدة التدفق بدلاً من كونها مدفوعة بالكيمياء البحتة.

التآكل الميكروبي تحت الرواسب — الضرر المخفي الذي يغفل عنه المستخدمون غالبًا
لماذا غالبًا ما يتم تشخيص التآكل الميكروبي بشكل خاطئ
غالبًا ما يتم تشخيص التآكل الميكروبي والتآكل تحت الرواسب بشكل خاطئ لأن الضرر المرئي قد يبدو مثل التنقر العادي أو الهجوم المحلي العشوائي. في الواقع، ترتبط المشكلة بالظروف الراكدة، والرواسب، والتدفق المنخفض، أو الخدمة المائية المتقطعة، أو تطور الأغشية الحيوية. عادةً ما يكون الضرر موضعيًا وغالبًا ما يكون مخفيًا حتى يصبح خطيرًا.
أين يظهر التآكل الميكروبي والتآكل تحت الرواسب غالبًا
- أنظمة مياه التبريد
- الخطوط الاحتياطية أو المتقطعة
- أقسام الفرع ذات التدفق المنخفض
- أرجل ميتة
- تحت الحمأة، الترسبات، أو الرواسب
- خطوط رطبة ولكن لا يتم غسلها باستمرار
مثال هندسي: قد يظهر خط ماء قليل الاستخدام تآكلًا واضحًا قليلًا على مستوى النظام بأكمله، ومع ذلك يمكن أن يتسبب جيب راكد تحت الرواسب في ثقب غير متوقع. في تلك الحالات، تكون تكرارية التنظيف، والصرف، ونمط الاستخدام بنفس أهمية درجة المادة.
كيفية تحديد آلية التآكل النشط في الميدان
ابدأ بمورفولوجيا التلف، وليس الافتراضات
الخطوة الميدانية الأولى هي النظر إلى شكل التلف. هل هو ترقق موحد، حفر معزولة، مؤشرات تشبه الشقوق، غسل اتجاهي، أو تلف مركز تحت الرواسب أو عند واجهات الحشيات؟ نمط التلف عادةً يخبرك بأكثر مما يخبرك به اسم النظام.
اطرح أسئلة الخدمة الصحيحة
- هل توجد كلوريدات؟
- هل يتعرض الخط لإيقاف تشغيل رطب؟
- هل هناك دورات حرارية؟
- هل التدفق منخفض أو متقطع؟
- هل هناك معادن مختلفة متلامسة؟
- هل السرعة عالية أو هل هناك مواد صلبة موجودة؟
- هل كان هناك تغيير حديث في العملية أو التنظيف؟
لماذا يهم موقع التفتيش
لا تفحص فقط أسهل مكان للوصول إليه. افحص المكان الأرجح لنشاط الآلية. غالبًا ما تخبرك الفلنجات، وواجهات الجوانات، ووصلات الفروع، والأرجل الميتة، والمرافق، ومنطقة التأثر الحراري للحام، والنقاط المنخفضة بالقصة الحقيقية قبل بقية النظام.
ما يجب توثيقه قبل اختيار الإصلاح
- الوسط والتركيز
- درجة الحرارة والضغط
- نظام التدفق
- نوع الموقع: فلنجة، كوع، لحام، فرع مسدود، فرع
- سجل الصيانة والإيقاف
- نمط التسرب أو الإصلاح السابق
من آلية التآكل إلى الإجراء التصحيحي
عندما يكون الإصلاح المناسب هو ترقية المادة
عادةً ما تكون ترقية المادة هي الإجابة الصحيحة عندما لا يمتلك السبيكة الحالية هامشًا كافيًا ضد الآلية النشطة. قد يشمل ذلك هجوم الكلوريد الموضعي، فشل الشقوق المتكرر، خطر التآكل تحت الإجهاد، أو زيادة شدة الخدمة التي تخرج النظام من نطاقه المريح. إذا كان القرار يتجه نحو الفولاذ المقاوم للصدأ عالي السبائك، أو الدوبلكس، أو المواد القائمة على النيكل، ابدأ بـ كيفية اختيار مواد الفلنجات للمعالجة الكيميائية ثم قارن خيارات مقاومة التآكل الأعلى من خلال مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكل.
عندما يكون الإصلاح المناسب هو تغيير السد أو الهندسة
إذا كانت المشكلة النشطة هي تلف الشق، أو هجوم منطقة الحشية، أو السائل المتبقي المحبوس، أو تسرب الفلنجة المتكرر، فقد يكون الحل الصحيح في تصميم الوصلة، أو قابلية التصريف، أو إزالة الأجزاء الميتة، أو استراتيجية ختم الفلنجة بدلاً من مادة جسم الأنبوب الرئيسي. هذا هو الوقت الذي اعتبارات حشية الفلنجة والإحكام للمصانع الكيميائية يصبح فيه الخطوة التالية الأكثر فائدة. يمكن أن تكون جودة التجميع أيضًا جزءًا من الحل، خاصةً عند نقاط التسرب المتكررة، لذا تجميع الفلنجة: 4 خطوات لسلامة وصلة خالية من التسرب غالبًا ما يكون ذا صلة في نفس الوقت.
عندما يكون الحل الصحيح هو الانضباط التشغيلي
لا يتم حل كل مشكلة تآكل بالأجهزة. يتطلب البعض تصريفًا أفضل عند الإيقاف، أو التحكم في الترسبات، أو التحكم في التنظيف، أو إدارة الكلوريد، أو تعديل التدفق، أو فترات فحص أكثر واقعية. إذا استمرت العادة التشغيلية الخاطئة في إعادة إنشاء نفس الحالة التآكلية، فلن تحل ترقيات المواد وحدها نمط الفشل المتكرر.
قاعدة القرار
لا تعالج التنقيب بمنطق السماح بالتآكل. لا تعالج التآكل الإجهادي الكيميائي بجدول تآكل عام. لا تعالج هجوم الشق في منطقة الحشية بتغيير علامة الحشية التجارية وحدها.
| العَرَض التجاري | الآلية الأكثر احتمالاً | أفضل إجراء أولي | متى يتم التصعيد إلى ترقية المواد |
|---|---|---|---|
| تم العثور على فقدان متساوي للجدار أثناء الفحص بالموجات فوق الصوتية الروتيني | التآكل العام | تحقق من العمر المتبقي، وبدل التآكل، وفترة الفحص | عندما لا يتناسب معدل التآكل، أو العمر المتبقي، أو العواقب مع نافذة التشغيل |
| تسرب ثقب دبوس مع ضرر مرئي محدود | تنقيب أو هجوم تحت الرواسب | قم بإجراء فحص موضعي ومراجعة التحكم في الكلوريد أو الرواسب | عندما يتكرر الهجوم الموضعي أو لم يعد الفولاذ المقاوم للصدأ القياسي يحتوي على هامش كافٍ |
| تسرب متكرر عند الفلنجة بعد الإيقاف | تآكل الشق / هجوم منطقة الجوان | راجع وجه الفلنجة، واختيار الجوان، وقابلية التصريف، وطريقة التجميع | عندما يستمر التآكل في منطقة الحشية بعد التصحيح للختم والهندسة |
| تشقق مع فقدان معدني عام قليل | التشقق الناتج عن الإجهاد والتآكل | راجع مصدر الإجهاد والبيئة وتاريخ التصنيع فوراً | عندما يحافظ الكلوريد أو درجة حرارة التشغيل على السبيكة الحالية في نظام عرضة للتشقق |
| مرفق يفقد السماكة أسرع من الأنبوب المستقيم | التآكل بالتآكل | راجع سرعة التدفق والمواد الصلبة والهندسة المحلية | عندما لا يمكن تقليل الهندسة أو السرعة بما يكفي لبقاء المادة الحالية |
قائمة مراجعة عملية للتآكل لأنابيب العمليات
أسئلة للإجابة عليها قبل اختيار المادة أو طريقة الإصلاح
- ما هو آلية التآكل المحتملة؟
- هل الضرر منتظم، موضعي، أو يشبه الشقوق؟
- أين بدأ؟
- هل ظهر بعد تغيير في العملية، دورة تنظيف، أو إيقاف التشغيل؟
- هل الخدمة الفعلية أسوأ محليًا مما يشير إليه أساس التصميم؟
المواقع عالية الخطورة للمراجعة أولاً
- الفلنجات وواجهات الحشيات
- وصلات تفرع
- أرجل ميتة
- مناطق التأثر الحراري للحام
- المنحنيات والمخفضات
- نقاط الخدمة ذات التدفق المنخفض والمتقطع
ما الذي يجب تغييره أولاً بناءً على الآلية
| الآلية | ما الذي يجب تغييره أولاً |
|---|---|
| التآكل العام | بدل التآكل، فترة التفتيش، اقتصاديات المواد، التحكم في التركيبة الكيميائية |
| تآكل حُفَري | التفتيش الموضعي، التحكم في الكلوريد، ترقية المواد حيثما يلزم |
| تآكل شِقّي | الهندسة، تصميم الإحكام، الصرف، مراجعة المواد المحلية |
| تآكل جلفاني | اقتران المعادن، العزل الكهربائي، مراجعة البيئة الرطبة |
| التشقق الناتج عن الإجهاد والتآكل | تقليل الإجهاد، مراجعة البيئة، ملاءمة السبيكة |
| التآكل بالتآكل | نظام التدفق، الهندسة، السرعة، تصميم مقاوم للبلى |
| تآكل الميكروبات / تحت الترسبات | التنظيف، الصرف، التحكم في الترسبات، مراجعة الخدمة المتقطعة |
التآكل في أنابيب العمليات ليس نمط فشل واحد، والاستجابة الهندسية الصحيحة تعتمد على تحديد الآلية النشطة بشكل صحيح. التفكير في التآكل المتوسط ليس كافياً للتآكل الحفري، التآكل الشقي، التآكل الكيميائي تحت الإجهاد، أو التآكل بالتآكل. المسار العملي واضح: تحديد مورفولوجيا التلف، مراجعة الخدمة المحلية الحقيقية، تفتيش الهندسة الأعلى خطراً أولاً، ثم اختيار الإصلاح الذي يتطابق مع الآلية بدلاً من العرض الأكثر وضوحاً.
يجب أن يرتبط تقييم التآكل هذا مباشرة باختيار المواد، واستراتيجية إحكام الفلنجات، وخطة الصيانة. في مسار الموضوع المكون من أربع مقالات، تشرح هذه الصفحة لماذا يحدث الضرر. كيفية اختيار مواد الفلنجات للمعالجة الكيميائية تشرح كيفية اختيار المادة الأساسية. مقارنة بين إنكونيل والفولاذ المقاوم للصدأ في البيئات المسببة للتآكل تشرح متى تكون ترقيات السبائك الأعلى مبررة. اعتبارات حشية الفلنجة والإحكام للمصانع الكيميائية تشرح كيف يظهر نفس الآلية عند وصلة الفلنجة وواجهة الإحكام. إذا كانت الخطوة التالية هي تقييم المورد بدلاً من الإصلاح الداخلي، فمن الجدير أيضًا مراجعة أسئلة يجب طرحها على مورد الفلنجات قبل طلب عرض الأسعار.
الأسئلة الشائعة
ما هي أخطر آلية تآكل في أنابيب العمليات؟
لا توجد إجابة واحدة تناسب كل نظام، لكن التنقر، والتآكل الشقي، والتشقق الناتج عن الإجهاد غالبًا ما تكون أكثر خطورة من فقدان الجدار المنتظم لأنها يمكن أن تسبب فشلاً مع تحذير محدود.
عادةً ما يكون التآكل المنتظم أسهل في الفحص والتتبع. من الصعب إدارة الهجوم الموضعي والتشقق باستخدام منطق متوسط السماكة.
لماذا يسبب نفس سائل العملية تآكلًا مختلفًا في أجزاء مختلفة من النظام؟
لأن البيئة المحلية ليست نفسها في كل مكان.
يمكن أن يغير التدفق والترسبات وهندسة الشقوق وحالة اللحام وتكوين الفرع وتصريف الإغلاق والاختلافات في درجة الحرارة آلية التآكل النشطة حتى داخل نفس النظام.
هل يمكن استخدام معدل التآكل المتوسط لإدارة التآكل النقري أو التشقق الناتج عن الإجهاد؟
لا.
معدل التآكل المتوسط مفيد لفقدان الجدار العام، لكنه لا يصف الخطر الحقيقي من التنقيح أو التآكل تحت الإجهاد. هذه الآليات موضعية أو مدفوعة بالتصدع ويمكن أن تفشل في وقت أبكر مما تشير إليه بيانات السماكة المتوسطة.
لماذا تتآكل الفلنجات ووصلات الفروع في وقت أبكر من الأنابيب المستقيمة؟
لأنها تخلق هندسة محلية أكثر شدة من الخط الرئيسي.
تضيف الفلنجات واجهات حشيات وشقوق. غالبًا ما يكون للفروع تدفق أقل وركود أكثر. من المرجح أن تحبس هذه المواقع السوائل، وتركز المواد الكيميائية، وتطور هجومًا موضعيًا.
متى يجب أن يؤدي مراجعة التآكل إلى ترقية المادة بدلاً من الإصلاح فقط؟
عندما تظهر الآلية النشطة أن المادة الحالية لم تعد لديها هامش كافٍ.
يشمل ذلك التنقيح المتكرر، وفشل مرتبط بالكلوريد، وخطر التآكل تحت الإجهاد، أو تآكل متكرر في منطقة الحشية، أو تغييرات في الخدمة تخرج النظام من النطاق الآمن لاختيار المادة الأصلية.