
تحتاج إلى منع تسرب الفلنجة في الأنظمة عالية الضغط لأن ذلك يحمي الأشخاص، ويقلل من عمليات الإيقاف غير المخطط لها، ويحد من مخاطر فقدان الاحتواء. في تحقيقات التسرب المبلغ عنها، يمكن أن تمثل المشكلات المتعلقة بالفلنجة حصة كبيرة من الحوادث، لكن النسبة الدقيقة تعتمد على الصناعة، ونطاق الإبلاغ، وما يُعتبر “متعلقًا بالفلنجة”. يظهر العمل الميداني نفس النمط: معظم التسربات لا تسببها خطأ واحد، بل سلسلة من الانحرافات الصغيرة—الوسادة الخاطئة للخدمة، حمل البرغي غير المتساوي، تلف وجه الفلنجة، وأحمال الأنابيب الخارجية التي تفرغ الوسادة ببطء.
تشير بعض المناقشات الصناعية إلى نطاقات مثل 30%–50% في نطاقات إبلاغ محددة. عالج هذه الأرقام كسياق بدلاً من ثابت عالمي. الاستنتاج العملي أكثر أهمية: إذا كنت تتحكم في اختيار الوسادة، وتجميع الوصلة، والأحمال الخارجية، فإنك تزيل معظم مسارات الفشل الشائعة.
الهندسة الدقيقة والتجميع المنضبط أهم من ادعاءات العلامات التجارية. إذا استخدم فريقك إرشادًا معترفًا به لتجميع الوصلة (على سبيل المثال ASME PCC-1) وقمت بشراء فلنجات تتطابق مع معيار التصميم الخاص بك (على سبيل المثال ASME B16.5)، فإن احتمالية التسرب المزمن تنخفض بشكل حاد. لعمليات الشراء أو محاذاة المواصفات، يساعد أيضًا تثبيت نوع الفلنجة واختيار الوجه (RF/FF/RTJ) مبكرًا—انظر نظرة عامة على تصنيع فلنجات الفولاذ المقاوم للصدأ من Sunhy هنا: مصنع فلنجات الفولاذ المقاوم للصدأ.
| قياسي | متطلبات التسرب |
|---|---|
| API 598 | لا يُسمح بوجود فقاعات هواء أو قطرات ماء |
| API 6D | عدم تسرب للصمامات ذات المقاعد المرنة |
| MSS SP-61 | معدلات التسرب المسموح بها للصمامات ذات المقاعد المعدنية |
| FCI 70-2 | إرشادات شاملة حول معدلات التسرب المقبولة |
الجدول أعلاه مفيد لفهم كيفية تعريف الصناعات المختلفة “قبول التسرب” (غالبًا للصمامات). بالنسبة لوصلات الفلنجات المثبتة بالبراغي، يعتمد عملك اليومي عادةً أكثر على إرشادات تجميع الوصلات (على سبيل المثال ASME PCC-1) وعندما تحتاج إلى حساب أو التحقق من سعة الوصلة وإحكامها، معايير مثل EN 1591-1. استخدم “عائلة المعايير” الصحيحة للمشكلة الصحيحة.
غالبًا ما تواجه عشر أسباب رئيسية: اختيار غير مناسب للجوان، شد غير كافٍ للمسامير، تلف سطح الفلنجة، عدم محاذاة، مرونة غير كافية للأنابيب، قوة ميكانيكية مفرطة، وضع دعم سيء، مشاكل خدش الجوان وحمل المسامير، التآكل والتآكل السطحي، والاهتزاز وإجهاد المسامير. ركز على الفحوصات العملية وطريقة شد قابلة للتكرار للحفاظ على أنظمتك مستقيمة وخالية من التسرب.
أسباب تسرب الفلنجة
اختيار حشية غير مناسب
تحتاج إلى اختيار الوسادة الصحيحة لكل وصلة فلنجة. في تحقيقات الفشل، غالبًا ما تكون مشكلات الوسادة متجذرة في الاختيار + التثبيت، وليس “عيوب عشوائية”. في المشاريع الحقيقية، الأخطاء الأكثر شيوعًا هي بناء الوسادة الخاطئ لوجه الفلنجة، والمادة الخاطئة للوسط، وعدم التطابق بين إجهاد الجلوس المطلوب وما يمكن لترتيب التربيط تقديمه فعليًا.
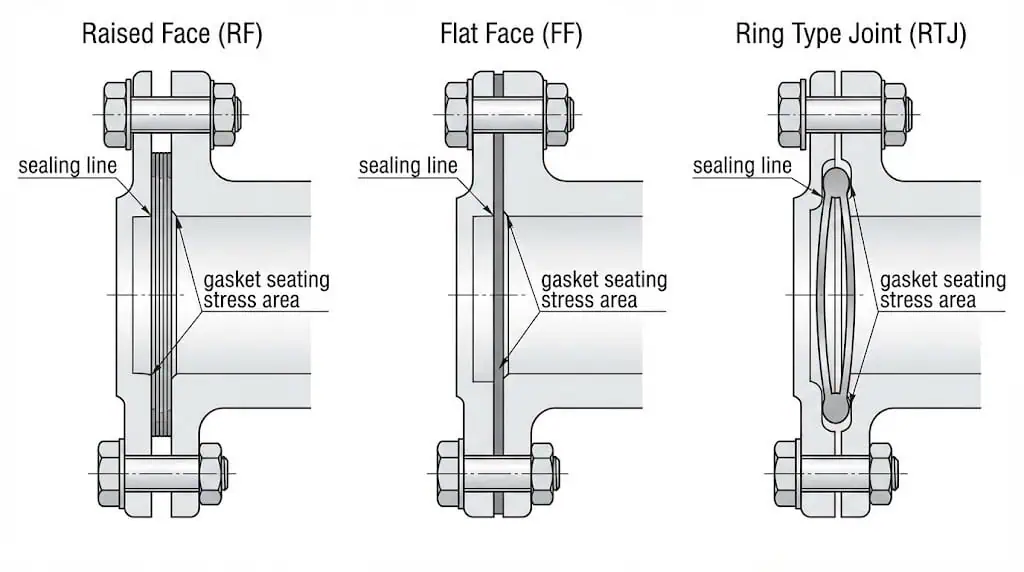
تظهر أخطاء الاختيار بطرق متوقعة: بناء الوسادة الخاطئ لوجه الفلنجة (RF/FF/RTJ)، والمادة الخاطئة للوسط، وعدم التطابق بين إجهاد الجلوس المطلوب وما يمكن لحجم البرغي أو القضيب تقديمه فعليًا. قاعدة مفيدة من العمل الميداني بسيطة: إذا لم تستطع شرح كيفية إحكام الوسادة وما الحمل الذي تحتاجه، فأنت تخمن.
- طابق الوجه مع نوع الجوان: RF يستخدم عادةً وسادة ملفوفة حلزونيًا أو كامبروفايل؛ RTJ يستخدم وصلات حلقيّة؛ FF يحتاج غالبًا إلى تغطية كاملة للوجه وتحكم في التسوية. إذا كنت بحاجة إلى تحديث سريع لاختيار الوجه، فإن مقارنة Sunhy تساعد: وجه مرتفع مقابل وجه مسطح للفلنجة.
- تأكيد التوافق الكيميائي + الحراري: PTFE يمكن أن يتدفق باردًا تحت الحمل؛ الجرافيت يتحمل درجة الحرارة ولكنه يمكن أن يسرع التآكل الشِقّي في الخدمات المحتوية على كلوريد إذا كان الماء موجودًا.
- التحقق من قدرة حمل البرغي: إجهاد الجلوس ليس “مجانيًا” — يعتمد على حجم المسمار اللولبي المزدوج، الدرجة، التزليق، وتشتت علاقة العزم بالقوة المسبقة.
- فحص تشطيب وجه الفلنجة: الحشوة التي اخترتها قد تتطلب نافذة تشطيب سطحية محددة؛ النعومة الزائدة يمكن أن تتسبب في تسرب، الخشونة الزائدة يمكن أن تقطع الحشوة.
مثال ميداني (خطأ في الاختيار): مفصل Class 600 RF على زيت ساخن تسرب بعد بدء التشغيل. تم تغيير الحشوة من ملفوفة حلزونية إلى صفائح ناعمة “لتسهيل الإغلاق”. عاد التسرب خلال ساعات لأن الحشوة الناعمة انضغطت تحت درجة الحرارة واسترخاء حمل البرغي. العودة إلى بناء الحشوة الصحيح وإعادة التثبيت بمراحل مضبوطة ومتدرجة حل المشكلة.
نصيحة: لا تعامل الحشيات على أنها “مواد استهلاكية” قابلة للتبادل. استخدم طريقة اختيار موثقة، ثم ثبتها في معيار الصيانة الخاص بك. إذا كنت بحاجة إلى مرجع تجميع خطوة بخطوة، فإن هذا الدليل من Sunhy يُعد خط أساس داخلي جيد: 4 خطوات لتحقيق تجميع فلنجة بدون تسرب.
شد البراغي غير الكافي
غالبًا ما تؤدي ممارسات التربيط غير السليمة إلى تسرب الفلنجة لأن عزم الدوران هو مجرد طريقة غير مباشرة لتحقيق شد البرغي. الاحتكاك في الخيوط ووجه تحمل الصامولة، واختيار المزلق، وحالة السطح كلها تسبب تشتت عزم الدوران. طريقة عملية لتقليل التباين هي استخدام طريقة تربيط موثقة—مثل المراحل المتدرجة، وتشديد النمط المتقاطع، والتشحيم المتحكم به—واتباع إرشادات معترف بها مثل ASME PCC-1.
إذا لم تشدد البراغي بالتساوي أو إلى شد الهدف الصحيح، فإنك تخلق إجهاد وسادة منخفض موضعيًا. يصبح ذلك مسار تسرب تحت الضغط أو الدورات الحرارية. راقب أيضًا استرخاء حمل البرغي بعد التسخين—يمكن أن تؤدي درجة الحرارة وزحف/استرخاء الوسادة إلى تفريغ الوصلة، خاصة في دورة التشغيل الأولى.
مثال ميداني (خطأ في التجميع): شد فريق الصيانة فلنجة ذات 12 برغيًا “حول الدائرة”. اجتازت الوصلة اختبار الهيدرو البارد لكنها تسربت أثناء التسخين. إعادة التثبيت باستخدام نمط متقاطع مع تمريرات مرحلية (30% → 60% → 100%) وتمرير دوراني نهائي استقر إجهاد الحشية وأزال التسرب.
تلف سطح الفلنجة
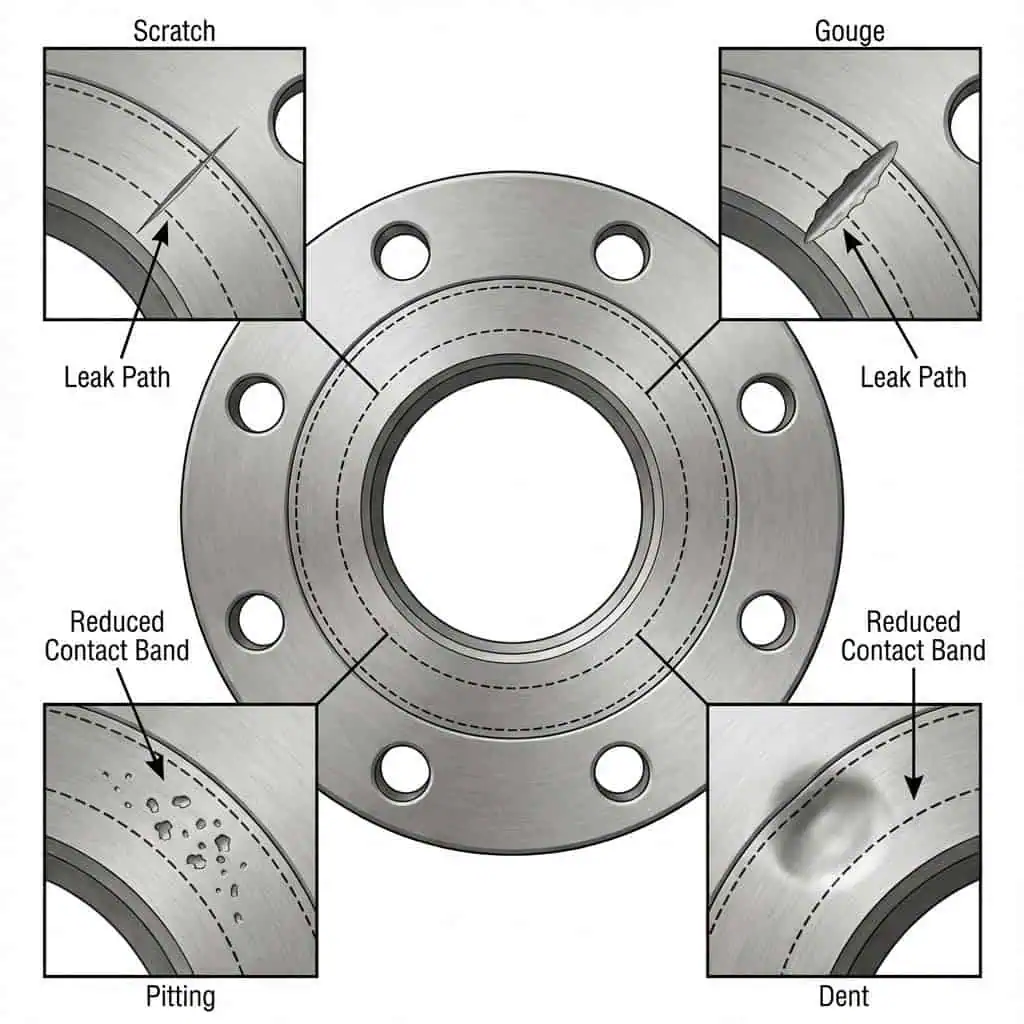
تلف الفلنجة هو سبب رئيسي للتسرب لأن العيوب السطحية تكسر خط الإحكام. خشونة السطح مهمة في اتجاهين: الخدوش العميقة تخلق قناة تجاوز، بينما الخشونة الإجمالية الخاطئة يمكن أن تقلل من قبضة الوسادة أو تقطعها.
| النوع | الوصف | الأسباب |
|---|---|---|
| خدوش | علامات ضيقة ومستطيلة ذات قيعان حادة | تحدث بسبب أجسام حادة مثل فراشي الأسلاك أو الأزاميل |
| حفر | علامات عريضة ومستطيلة ذات قيعان غير حادة ومستديرة | تحدث بسبب أجسام غير حادة مثل مفكات البراغي أو رافعات الفلنجات |
| نقرات | مناطق صغيرة مستديرة من فقدان المادة بسبب التآكل | غالبًا ما تحدث في مجموعات، مما يشير إلى تآكل موضعي |
| انبعاجات | مناطق غير مستطيلة حادة أو غير حادة ناتجة عن الاصطدام | تنتج عن اصطدامات المعدات أثناء وضع الفلنجة |
حتى الخدوش الشعاعية الطفيفة يمكن أن تضعف الإحكام في الخدمة عالية الضغط. إذا كنت تستخدم وسادات ملفوفة حلزونيًا أو كامبروفايل، تأكد من أن خشونة وجه الفلنجة في النطاق المناسب لنوع الوسادة—الخشونة الزائدة يمكن أن تتلف الوسادة؛ النعومة الزائدة يمكن أن تقلل من قبضة الاحتكاك.
مثال ميداني (ضرر أثناء التعامل): قام طاقم بتنظيف وجه مرتفع باستخدام عجلة سلكية فولاذية، مما أحدث خدوشًا محيطية. بدا الوصل “نظيفًا” لكنه تسرب تحت الضغط. إعادة تشطيب الوجه إلى المظهر الصحيح واستبدال الحشوة صحح التسرب دون تغيير فئة الفلنجة أو نوع الحشوة.
تخضع فلنجات Sunhy المصممة بدقة لفحوصات سطحية لتقليل العيوب القابلة للتجنب، لكنك لا تزال بحاجة إلى انضباط في التعامل في الموقع—معظم أضرار الوجه تحدث أثناء الصيانة، وليس التصنيع.
عدم محاذاة الفلنجات
يؤدي عدم المحاذاة والتجميع السيئ إلى توزيع غير متساوٍ للضغط عبر الحشية ويمكن أن يتسبب أيضًا في انحناء حلقة الفلنجة. عمليًا، أسوأ عادة هي “سحب الفلنجات معًا باستخدام البراغي”. يمكن أن يؤدي ذلك إلى تشويه الفلنجة بشكل دائم، وإتلاف الحشية، وإجهاد المسامير الزائد.
- توزيع ضغط غير متساوٍ
- زيادة الإجهاد على الأنابيب ومكونات الوصلة
- انخفاض الكفاءة وزيادة احتمالية التسرب تحت الضغط أو الدورات الحرارية
- تسارع التآكل والإجهاد، خاصةً عند وجود اهتزاز
عدم المحاذاة أيضًا يسرع من خدش الحشية أثناء التجميع. إذا تحركت الحشية أثناء تركيب الفلنجات، يمكنك تمزيق طبقة العزل قبل أن تتعرض الوصلة للضغط.
مرونة أنابيب غير كافية
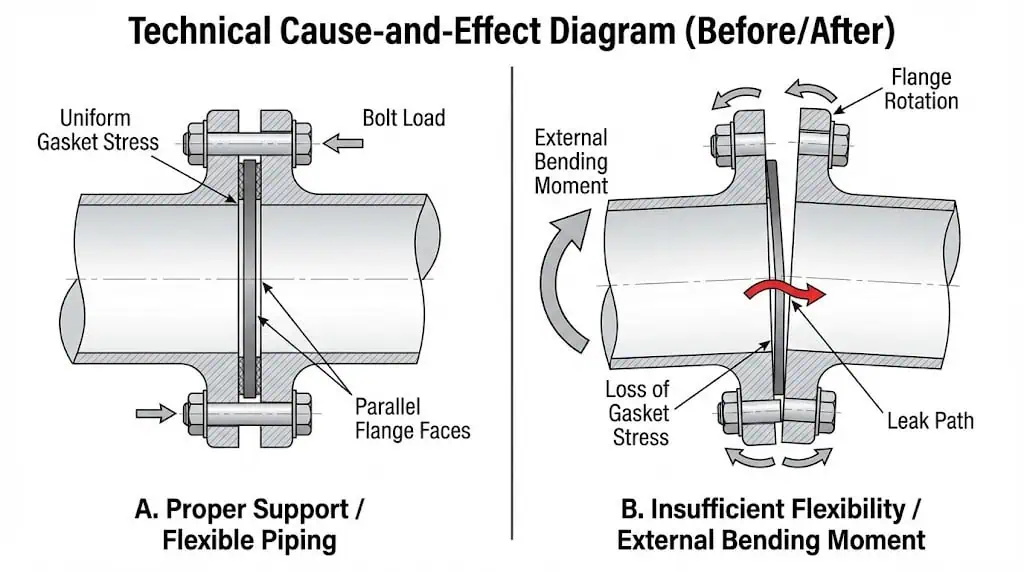
يظهر عدم مرونة الأنابيب الكافية كأحمال خارجية تدير وجوه الفلنجات، وتقلل من إجهاد الحشية، وتفتح مسارات تسرب دقيقة. التمدد الحراري هو المحفز الشائع: يسخن النظام، ويدفع نمو الأنبوب على فوهات المعدات، وتتعرض الفلنجة لعزم انحناء لم تكن مصممة لتحمله. إذا كنت تقوم بالتحقق الهندسي للخدمات الحرجة، يمكن للمعايير مثل EN 1591-1 أن تساعد في ربط الأحمال الخارجية، ومعلمات الحشية، وتوقعات عدم التسرب.
- زيادة الإجهاد والأحمال عند وصلات الفلنجات
- ارتفاع خطر التسرب تحت الأحمال الديناميكية أو الحرارية
- الحاجة إلى استراتيجية مرونة ودعم في تصميم الأنابيب
فحص عملي: إذا كنت بحاجة إلى قضيب رفع أو أداة شد لمحاذاة ثقوب البراغي، فمن المحتمل أن لديك مشكلة في الأحمال الخارجية. أصلح تركيب الأنابيب والدعامات أولاً؛ لا “تحل” المشكلة بعزم دوران أكبر.
القوة الميكانيكية المفرطة
تطبيق قوة ميكانيكية زائدة أثناء التثبيت أو التشغيل يمكن أن يتلف الفلنجة أو الحشية. في الأنظمة عالية الضغط، تكون وصلة الفلنجة حساسة لعزم الانحناء والالتواء والأحمال المحورية. إذا تسببت هذه الأحمال في دوران الفلنجة، فإن إجهاد الحشية ينخفض ويبدأ التسرب—حتى لو بدت قيم عزم الشد صحيحة في يوم التجميع.
عندما ترى تسربات متكررة في نفس الوصلة بعد استبدال الحشية، عالجها كمشكلة في مسار الحمل: عدم المحاذاة، أو أحمال الأنابيب، أو حركة المعدات تفرغ الحشية. استبدال الحشية دون معالجة مسار الحمل يؤدي عادةً إلى تسرب ثانٍ.
وضع الدعم غير المناسب
وضع الدعم غير المناسب يزيد من خطر تسرب الفلنجة عن طريق خلق انحناء مستمر على الوصلة. النمط الكلاسيكي في الميدان هو صمام ثقيل أو قطعة أداة تقع بالقرب من فلنجة، مع أقرب دعم بعيد جداً. يتحول هذا الوزن إلى عزم انحناء ويعمل ببطء على الحشية.
استخدم الدعامات لإزالة الانحناء من وصلة الفلنجة، وليس فقط “لرفع الأنبوب”. إذا سمحت دعاماتك للخط بالترهل بعد بدء التشغيل، فإن حمل البرغي يتنافس مع الجاذبية والاهتزاز.
مشاكل خدش الحشية وتحميل البراغي
يُعد خدش الحشية والتوزيع غير المتكافئ لتحميل البراغي من الأسباب المتكررة لتسرب الحشيات. غالبًا ما يحدث الخدش أثناء التجميع: حيث تنجرف الحشية عبر وجه الفلنجة بسبب عدم توازي الفلنجات أو عدم تركيز الحشية في المنتصف. ثم يُقفل التحميل غير المتكافئ للبراغي تلك الحشية التالفة في مكانها.
استخدم قضبان التثبيت الإرشادية على الفلنجات الكبيرة، حافظ على توازي الوجوه أثناء التركيب، وتجنب تدوير وجه فلنجة واحدة ضد الحشية. إذا كنت تستخدم مادة تشحيم، فطبقها بشكل متساوٍ وسجل ذلك—فالتغيير في التشحيم يغير سلوك علاقة العزم بالقوة المسبقة.
التآكل والتعرية

التآكل هو تهديد رئيسي لسلامة الفلنجة، خاصة عند وجود الرطوبة والكلوريدات. أكثر الأشكال شيوعًا على وجوه الفلنجة هي تآكل الشقوق (تحت الحشية) والتآكل النقري. يحدث تآكل الشقوق في فجوات صغيرة محرومة من الأكسجين بين الفلنجة والحشية؛ يظهر التآكل النقري كتجاويف صغيرة ويمكن أن يتجمع. الفولاذ المقاوم للصدأ ليس مقاومًا للتآكل تمامًا - تركيز الكلوريد، ودرجة الحرارة، والرواسب، والشقوق الراكدة تحدد النتيجة.
- التآكل الشِقّي: موضعي، يصعب اكتشافه مبكرًا، غالبًا تحت الحشيات والرواسب
- التآكل النقري: حفر صغيرة يمكن أن تصبح مواقع بدء التسرب
مثال ميداني (تآكل تحت الحشية): طور خط مياه البحر تسربات متكررة في نفس الفلنجة. تم استبدال الحشية مرتين دون تحسن. بعد التفكيك، تم العثور على حفر تآكل الشقوق تحت شريط تلامس الحشية. كان الحل هو إعادة تشطيب وجه الفلنجة، وتغيير استراتيجية الحشية، وتنفيذ الغسيل والتفتيش لمنع ترسب الملح في الشق.
تتمتع فلنجات ستانلس ستيل من Sunhy بمقاومة للتآكل عند مطابقتها بشكل صحيح مع الخدمة، لكن التحكم في التآكل هو قرار نظامي: حيث تتفاعل درجة المادة، والترسبات، والصرف، واختيار الجوان، والتفتيش جميعها.
الاهتزاز وإجهاد البرغي
يمكن أن يرخي الاهتزاز السحابات بمرور الوقت ويسرع إجهاد البراغي إذا تعرضت الوصلة للانزلاق. في بيئات الاهتزاز، الاحتكاك في الخيط وحده ليس آلية قفل موثوقة. منع انزلاق الوصلة هو الأولوية الأولى.
مثال ميداني (اهتزاز): تسرب خط آلة ترددية بشكل متقطع عند فلنجة “اجتازت” فحوصات العزم. كان السبب الجذري هو انزلاق الوصل تحت الاهتزاز. تحسين الدعامات، وتقليل انتقال الاهتزاز، وإضافة استراتيجية قفل موثقة استقرت حمل البرغي وأوقفت التسرب.
ملاحظة: إذا كان الاهتزاز جزءاً من دورة العمل، عالج الاحتفاظ بحمل البرغي كمطلب تصميمي، وليس كفكرة لاحقة للصيانة.
منع تلف الفلنجة

اختيار الجوان الصحيح
تمنع تسرب الفلنجة باختيار الحشية المناسبة لنظامك وتركيبها بطريقة مضبوطة. قبل التثبيت، افحص وجوه الفلنجة من حيث النظافة، والتشطيب، والتلف. لا تعيد استخدام الحشيات القديمة، وتجنب الارتجال في الموقع مثل إضافة الشحمة ما لم يسمح إجراء الحشية بذلك صراحةً.
كل نوع من الحشيات—الورقة اللينة، والملفوفة الحلزونية، والكامبروفيل، ومفصل الحلقة—يناسب مزيجًا محددًا من السطح والضغط ودرجة الحرارة. قم بتوحيد أنواع وأحجام الحشيات عبر عملياتك حيثما أمكن، ولكن لا توحد بما يتجاوز ما يمكن أن يتحمله الخدمة.
أفضل الممارسات لاختيار الحشية:
- تطابق مواد وتصميم الحشية مع الوسط ودرجة الحرارة والضغط، بما في ذلك ظروف الاضطراب، وليس فقط التشغيل العادي.
- تأكد من توافق السطح (RF/FF/RTJ) وتوقعات تشطيب السطح.
- استخدم طريقة تجميع موثقة (على سبيل المثال ASME PCC-1) واحتفظ بالسجلات للتكرار.
نصيحة: إذا لاحظت مصنعك تسريبات متكررة بعد “استبدال الحشية الروتيني”، أضف خطوة تحقق: تأكد من نعومة سطح الفلنجة والتوازي، وتأكد من طريقة تحميل البراغي. تغيير الحشية وحده غالباً ما يعالج العرض فقط.
شد البراغي بشكل صحيح
شد البراغي بشكل صحيح يضمن ختمًا موثوقًا ويمنع تلف الفلنجة. استخدم أدوات معايرة واتبع تسلسلًا متقاطعًا. للمفاصل الحرجة، فكر في طرق التحكم بالشد حيثما كان ذلك عمليًا، لأن عزم الدوران وحده يمكن أن يخفي تباينًا كبيرًا في الشد.
تسلسل شد البراغي:
- شد البرغي الأول برفق.
- انتقل مباشرةً عبر البرغي الثاني.
- انتقل بمقدار 1/4 دورة حول الدائرة للبرغي الثالث.
- انتقل مباشرةً عبر البرغي الرابع.
- استمر في هذا التسلسل حتى يتم شد جميع البراغي.
خطوات تطبيق العزم:
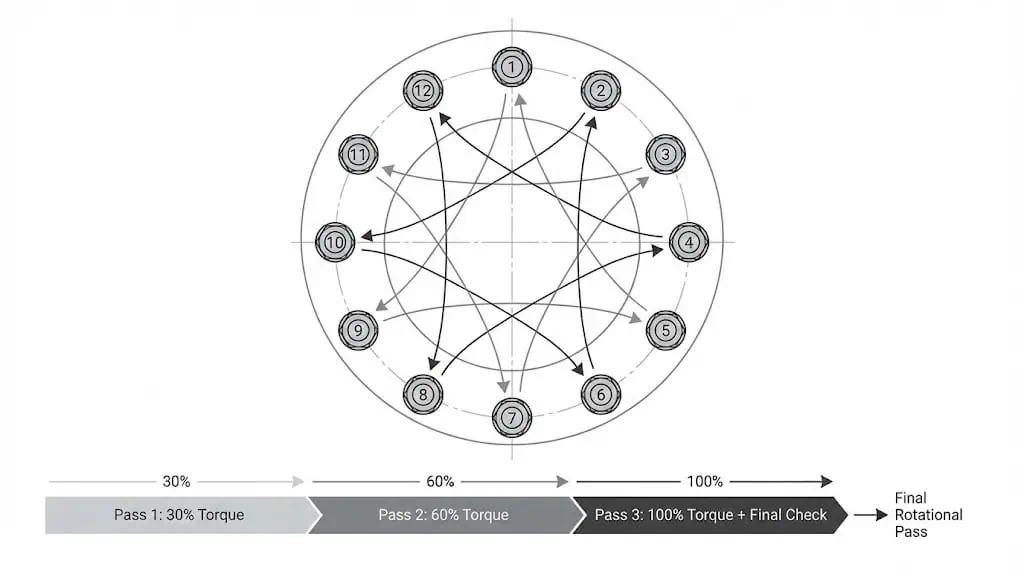
- ابدأ بحوالي 30% من الهدف النهائي في الجولة الأولى (نمط متقاطع).
- زيادة إلى ~60% في المرحلة الثانية (نفس النمط).
- إنهاء عند 100% في المرحلة النهائية، ثم إجراء مرحلة دورانية نهائية لالتقاط تأثيرات الاسترخاء والجلوس.
ملاحظة: تحميل البراغي المتساوي يمنع دوران الفلنجة ويقلل من خطر التسرب. حافظ على تشحيم ثابت—تغيير المادة المشحمة يغير العلاقة بين عزم الدوران والشد.
فحص سطح الفلنجة
يجب عليك فحص أسطح الفلنجة للكشف عن العيوب التي يمكن أن تسبب التسرب. يمكن للطرق غير التدميرية أن تساعدك في اكتشاف التآكل وفقدان الجدار دون تفكيك غير ضروري. تقنيات مثل اختبار الموجات فوق الصوتية المصفوفة المرحلية يمكن أن تدعم الفحص لآليات التآكل التي تسبب تلفًا تحت الحشية.
| الميزة | الوصف |
|---|---|
| فحص غير تدخلي | فحص بدون تفكيك |
| في الموقع وأثناء التشغيل | أجرِ عمليات التفتيش أثناء تشغيل النظام |
| اقتصادي التكلفة | قلل من وقت التوقف والتكاليف المرتبطة بالفك |
| كشف التآكل | حدد التآكل وقم بقياس فقدان المادة |
| السلامة | تخلص من المخاطر الناجمة عن الفلنجات المفتوحة |
نصيحة: أضف فحص حالة السطح إلى خطة عمل الحشية: تلف مرئي، نطاق تنقيط تحت الحشية، وتأكيد سريع لنعومة السطح. العديد من التسريبات المتكررة قابلة للتكرار لأن لا أحد يفحص حالة السطح قبل إعادة التجميع.
محاذاة الفلنجات بدقة
المحاذاة الدقيقة تمنع أنواعًا من تلف الفلنجات وتدعم إجهاد الجاسكيت المستقر. استخدم دبابيس المحاذاة أو أدوات محاذاة الفلنجات لوضع الفلنجات بشكل صحيح. نظف جميع الأسطح وتحقق من أن نهايات الأنابيب مستقيمة ومربعة. بعد التثبيت، افحص اللحامات وأجرِ اختبار ضغط للتأكد من عدم وجود تسريب.
خطوات المحاذاة:
- نظف الفلنجات والأنابيب.
- استخدم أدوات المحاذاة لضبط دقيق.
- حدد الفلنجات للمحاذاة الصحيحة.
- قم بقياس المسافات لضمان الاتساق.
- اضبط باستخدام حشوات أو فواصل حسب الحاجة.
تنويه: إذا كنت بحاجة إلى “إجبار” المحاذاة باستخدام القضبان الملولبة، توقف وصحح حالة الأنابيب أو الدعم أولاً. البراغي ليست أدوات محاذاة.
تصميم الأنابيب المرن
يقلل تصميم الأنابيب المرن من الإجهاد على وصلات الفلنجات ويمنع تسرب الفلنجات. استخدم معيار الفلنجة الذي يتطابق مع أساس تصميمك (على سبيل المثال ASME B16.5) واتبع دليل التجميع (على سبيل المثال ASME PCC-1). عندما تكون الأحمال الخارجية كبيرة، فكر في طرق الحساب والتحقق مثل EN 1591-1.
| المعيار التصميمي | الوصف |
|---|---|
| ASME B16.5 | أبعاد الفلنجة وأساس الضغط-درجة الحرارة للعديد من أنظمة الأنابيب |
| ASME PCC-1 | إرشادات التجميع للحفاظ على سلامة الوصلة وإجهاد الحشية |
- الأنابيب المرنة تستوعب التمدد الحراري والحركة.
- التصميم السليم يقلل من دوران الفلنجة ويساعد في الحفاظ على سلامة الإحكام.
القوة الميكانيكية المتحكم بها
تحكم في القوة الميكانيكية أثناء التثبيت لتجنب تلف الفلنجة. شد البراغي بنمط متقاطع لتوزيع الإجهاد بشكل موحد. بدلاً من السعي وراء أقصى عزم دوران، استهدف نطاق إجهاد للبرغي يحقق الإجهاد المطلوب للحشية دون إجهاد القضبان الملولبة أو دوران الفلنجة. عمليًا، يعتمد الهدف على درجة القضيب الملولب، وحالة التشحيم، ونوع الحشية، وهندسة المفصل.
خطوات التحكم في القوة الميكانيكية:
- المرحلة الأولية: شد البراغي إلى حوالي 30% من الهدف النهائي بنمط متقاطع.
- المرحلة الثانية: زيادة إلى ~60% بنفس النمط.
- المرحلة النهائية: شد إلى 100% بنفس التسلسل، ثم قم بمرحلة دورانية للكشف عن الاسترخاء.
نصيحة: تجنب الإحكام المفرط. يمكنك سحق الحشيات، تدوير الفلنجات، ولا يزال التسرب يحدث—لأنك أحدثت إجهادًا غير متساوٍ للحشية، وليس ختمًا أفضل.
وضع الدعم الاستراتيجي
يمنع وضع الدعم الاستراتيجي تلف الفلنجة من خلال الحفاظ على المحاذاة وتقليل الانحناء المستمر. اختر تباعد الدعم بناءً على قطر الأنبوب، والمادة، وكثافة السائل. استخدم دعامات صلبة، أو زنبركية، أو منزلقة حسب الحاجة، وحدد نقاط التثبيت حيث يجب التحكم في الحركة.
| اعتبارات الدعم | الوصف |
|---|---|
| تباعد الدعم | يتم تحديده بناءً على قطر الأنبوب، والمادة، وكثافة السائل |
| نوع الدعم | دعامات صلبة، أو زنبركية، أو منزلقة لمتطلبات مختلفة |
| نقاط التثبيت | نقاط ثابتة لمنع الحركة في جميع الاتجاهات |
- الصيانة الدورية من قبل أفراد مؤهلين تحافظ على سلامة النظام.
- تضمين الدعامات، القيود، ومفاصل الفلنجات في نفس خطة التفتيش.
إدارة حمل الجاسكيت
تضمن ختمًا موثوقًا من خلال إدارة حمل الحشية بشكل صحيح. شد البراغي بطريقة تتحكم في شد البراغي، وليس فقط عزم الدوران. استخدم عدة مراحل وحافظ على توازي الفلنجات. إذا تضمنت إجراءاتك إعادة عزم الدوران بعد الدورات الحرارية، اتبع إرشادات مصنع الحشية—فبعض أنواع الحشيات والخدمات لا تسمح بإعادة عزم الدوران الساخن دون ضوابط أمان إضافية.
خطوات إدارة حمل الجاسكيت:
- تأكد من توازي الفلنجات قبل الشد.
- استخدم نمطًا متقاطعًا موثقًا ومراحل متدرجة.
- تحكم في التزليق بشكل متسجل وسجله كجزء من خطة العمل.
منع التآكل
يهدد التآكل والهجوم الشقوقي سلامة الفلنجة. اختر المواد وطرق الصيانة بناءً على آلية التآكل الفعلية. يعتمد أداء الفولاذ المقاوم للصدأ في الكلوريدات على درجة الحرارة، الترسبات، والشقوق؛ ولا يعد الفولاذ 316 ضمانًا. إذا كان نظامك ساحليًا، بحريًا، أو يستخدم مياه البحر أو المحلول الملحي، أضف التحكم في الترسبات وفحص ما تحت الحشية إلى روتينك.
| نوع الطلاء | المزايا |
|---|---|
| طلاءات الإيبوكسي | التصاق ممتاز، متانة، ومقاومة كيميائية عالية |
| طلاءات البولي يوريثان | مرنة، متينة، مقاومة عالية للاحتكاك والأشعة فوق البنفسجية |
| الدهانات الغنية بالزنك | يوفر حماية كاثودية، فعال في البيئات البحرية. |
- جدولة عمليات التفتيش واستخدام طرق غير تدميرية للكشف عن التآكل الخفي.
- تحكم في الترسبات، التصريف، والشقوق الراكدة حول واجهة الفلنجة والحشية.
- فكر في درجات السبائك الأعلى حيث يكون إجهاد الكلوريد مرتفعًا ومبررًا بالمخاطر.
تنويه: إذا رأيت تسربات متكررة مع حفر مرئية تحت شريط الحشية، توقف عن تبديل الحشيات. أعد تسوية أو استبدل وجه الفلنجة وأصلح محرك التآكل—الكلوريدات، الترسبات، أو الشقوق الراكدة.
التحكم في الاهتزاز
يمنع التحكم في الاهتزاز إجهاد البراغي وتسرب الفلنجة من خلال منع انزلاق الوصلة وفقدان الحمل المسبق. استخدم استراتيجية دعم تقلل من انتقال الاهتزاز، وطبق طريقة قفل تتوافق مع المخاطر.
تقنيات التحكم في الاهتزاز:
- تحسين الدعامات والقيود لتقليل الاهتزاز عند وصلة الفلنجة.
- استخدم طرق قفل مناسبة للخدمة والأهمية؛ لا تعتمد على عزم دوران إضافي.
- قم بتركيب وصلات مرنة حيث تقلل من الاهتزازات المنقولة دون إنشاء مسارات تحميل جديدة.
- تضمين فحوصات حمل البراغي ومراقبة التسرب في خطة الصيانة الخاصة بك للمعدات المهتزة.
نصيحة: عامل الاهتزاز كسبب جذري. إذا انزلق الوصل، يمكن أن تتفكك البراغي حتى عندما كانت قيم العزم الأصلية صحيحة.
باتباع هذه الاستراتيجيات لمنع تلف الفلنجة، تقلل من خطر التسرب، الفشل، والتوقف المكلف. تساعد المنتجات المصممة بدقة، لكن النتيجة الخالية من التسرب تُبنى من خلال تصميم الوصلة + الحشية الصحيحة + حمل البراغي الصحيح + الأحمال الخارجية المتحكم فيها.
تسريبات الفلنجات الشائعة والحلول
تحديد تسريبات الفلنجات
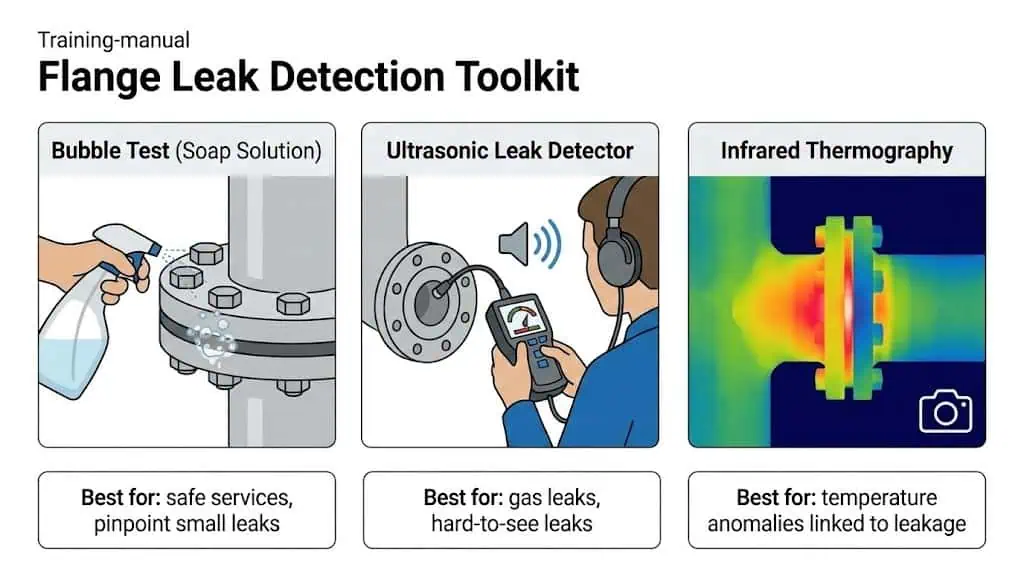
يمكنك اكتشاف تسريبات الفلنجات مبكرًا من خلال الجمع بين الفحوصات الأساسية وأدوات التشخيص المناسبة. نهج موثوق هو طريقة خطوة بخطوة: فحوصات بصرية أولاً، ثم اختبارات مستهدفة.
- التفتيش البصري: ابحث عن الرطوبة، التآكل، الترسبات، أو علامات الغسل حول الفلنجة.
- اختبار الضغط: استخدم الطرق الهيدروستاتيكية أو الهوائية بما يتوافق مع إجراءات المصنع الخاص بك.
- الفحص بالموجات فوق الصوتية: اكتشف تسرب الغاز ودعم فحص السماكة بالقرب من الوصلة.
- المراقبة الصوتية: أجهزة استشعار مستمرة للإنذار المبكر في الخدمات الحرجة.
- التصوير الحراري بالأشعة تحت الحمراء: يمكن أن تشير الشذوذات في درجة الحرارة إلى مسارات التسرب.
| أداة/طريقة تشخيصية | الوصف |
|---|---|
| اختبار الفقاعات | طبق محلول الصابون وراقب ظهور الفقاعات عند وصلة الفلنجة. |
| كاشفات التسرب بالموجات فوق الصوتية | اكتشف الأصوات عالية التردد الناتجة عن تسرب السوائل. |
| اختبار الضغط | قم بإغلاق الفلنجة وراقب انخفاضات الضغط. |
| رذاذات كشف التسرب | تغير اللون عند تعرضها لسائل متسرب. |
| تحليل فجوة الفلنجة البصري | تحقق من الفجوات غير المنتظمة التي قد تشير إلى دوران أو عدم محاذاة. |
| اختبار الانبعاثات الصوتية | استمع للأصوات عالية التردد من المواد المجهدة. |
| التصوير الحراري بالأشعة تحت الحمراء | اكتشف أنماط الحرارة المرتبطة بتسرب السوائل. |
نصيحة: إذا ظهر تسرب في الفلنجة بعد التسخين ولكن ليس في الاختبار الهيدروستاتيكي البارد، اشتبه في استرخاء حمل البرغي، أو دوران الفلنجة بسبب الحمل الخارجي، أو زحف الحشية - وليس فقط عزم الدوران السيئ.
استراتيجيات الاستجابة السريعة
الاستجابة السريعة لتسربات الفلنجات يقلل من التصعيد والضرر الثانوي. درّب فريقك على التعرف على علامات التسرب وتطبيق خطة استجابة مضبوطة بناءً على مستوى الخطورة ونوع الوسط.
- استخدم دروع الفلنجة حيثما يكون ذلك مبررًا لتقليل خطر الرش في الخدمة الخطرة كجزء من استراتيجية أوسع للسلامة.
- لا تزيد عزم الدوران بشكل افتراضي كاستجابة - تحقق من المحاذاة ومسار الحمل أولاً.
- تصعيد إلى الإغلاق أو الإصلاح عندما يتجاوز الوسط أو معدل التسرب حدود السلامة الخاصة بك.
- استخدم تخطيط التفتيش المتوافق مع برنامج الكود الخاص بمصنعك؛ تعتمد العديد من المنشآت إدارة تفتيش الأنابيب على معايير مثل API 570.
مثال ميداني (تسرب متكرر): تسرب الوصل ثلاث مرات خلال ستة أشهر على الرغم من استبدال الحشية. كانت المشكلة الحقيقية هي الحمل الأنبوبي من قطعة أنبوب غير مدعومة قريبة أدت إلى تدوير الفلنجة ببطء تحت التغيرات الحرارية. تصحيح الدعامات وإعادة تثبيت البراغي وفق تسلسل مضبوط أوقف التكرار.
باستخدام هذه الحلول، يمكنك منع التسربات، وتقليل تلف الفلنجة الناجم عن التآكل، وتجنب الأعطال المرتبطة بالضغط في نظامك.
يمكنك منع تسرب الفلنجة من خلال البقاء استباقيًا في الصيانة والتفتيش. في العديد من المصانع، تأتي أكبر المكاسب من توحيد اختيار الحشيات، وتدريب الانضباط في تثبيت البراغي، والتحكم في الأحمال الخارجية. للقراءة الداخلية الأعمق حول التخفيف من التسرب، يغطي Sunhy أيضًا حالة ذات صلة هنا: تسرب الفلنجة في خدمات الهيدروجين عالي الضغط حلول.
| قياسي | مجال التطبيق |
|---|---|
| ISO 6164 | أنظمة هيدروليكية عالية الضغط |
| ANSI/ASME | فلنجات خطوط الأنابيب في الولايات المتحدة |
| API | تطبيقات عالية الضغط في حقول النفط |
| DIN | الصناعات الأوروبية والبحرية |
كن يقظًا واستخدم هذه الإجراءات الوقائية للحفاظ على أنظمتك خالية من التسرب.
الأسئلة الشائعة
ما هو السبب الأكثر شيوعًا لتسرب الفلنجات؟
في الممارسة العملية، النمط الجذري الأكثر شيوعًا هو انخفاض أو عدم انتظام إجهاد الحشية.
يحدث هذا عندما يكون اختيار الحشية غير متطابق، أو يكون حمل البرغي غير متساوٍ، أو تكون وجوه الفلنجة تالفة، أو تدور الأحمال الخارجية للأنابيب الوصلة. إذا قمت بإصلاح عامل واحد فقط، على سبيل المثال حشية جديدة، غالبًا ما يعود التسرب ما لم يتم تصحيح حمل البرغي ومسار الحمل.
كيف يمكنك اكتشاف تسرب في الفلنجة بسرعة؟
يمكنك استخدام اختبار الفقاعات للخدمات الآمنة أو كشف التسرب بالموجات فوق الصوتية لتسربات الغاز.
- طبق محلول الصابون وابحث عن الفقاعات حيثما يكون ذلك آمنًا ومسموحًا به.
- استخدم جهازًا بالموجات فوق الصوتية للكشف عن الغاز المتسرب وتحديد مصدره.
ماذا يجب أن تفعل إذا وجدت فلنجة تسرب؟
اتبع إجراء السلامة في مصنعك أولاً، ثم قم بتشخيص السبب الجذري.
- قيم المخاطر (الوسط، الضغط، درجة الحرارة) وقرر ما إذا كان الإغلاق مطلوبًا.
- لا تعتمد افتراضيًا على زيادة عزم الدوران. تحقق من المحاذاة، والدعامات، وأدلة على دوران الفلنجة.
- استبدل الحشية فقط بعد التحقق من حالة وجه الفلنجة وطريقة شد البرغي.
كم مرة يجب فحص فلنجات الضغط العالي؟
استخدم فترة زمنية قائمة على المخاطر، وليس رقمًا تقويميًا ثابتًا.
يجب فحص الفلنجات عالية الضغط أثناء التشغيل، بعد الدورة الحرارية الأولى عندما يكون ذلك عمليًا، ثم محاذاتها مع برنامج التفتيش الخاص بمصنعك، غالبًا ما تتم إدارته تحت معايير مثل API 570. زد التكرار حيث يوجد اهتزاز، أو دورات حرارية، أو كلوريدات، أو تاريخ صيانة متكرر.
- قم بتضمين فحوصات مرئية أثناء الجولات حيثما كان ذلك ممكنًا.
- استخدم الفحص غير التدميري المستهدف حيث تكون آليات التآكل قابلة للتصديق.
هل يمكن إعادة استخدام الحشيات عند إصلاح الفلنجة؟
لا. يجب ألا تعيد استخدام الحشيات.
بمجرد ضغطها، تتغير خصائص استعادة الحشية وإحكامها. يزيد إعادة الاستخدام من فرصة التسرب، خاصة في الخدمة عالية الضغط أو ذات الدورات الحرارية.



