








الفرق بين تجهيزات الأنابيب والفلنجات يتلخص في سؤال عملي واحد: هل تحتاج إلى وصلة دائمة، أم وصلة يمكنك فتحها وإعادة صنعها بأمان عند الطلب؟ تجهيزات الأنابيب (ملحومة باللحام الجانبي، ملحومة بالتجويف، ملولبة، أو خاصة) هي العمود الفقري لتغييرات الهندسة الدائمة—التوجيه، التفرع، التخفيض—خاصةً حيث تجعل الاهتزازات والدورات الحرارية والوصول المحدود إعادة العمل مكلفة. الفلنجات هي الخيار الصحيح عندما يحتاج نظامك إلى وصول مخطط (إزالة المضخة، تنظيف المصافي، منافذ الفحص)، ترقيات وحداتية، أو صيانة دورية مدفوعة بالكود.
تحدد درجة الضغط ودرجة الحرارة وتوافق السوائل وإجراءات التجميع القرار. تحدد المعايير ما تعنيه “مصنفة” حقاً: يغطي ASME B16.9 تجهيزات اللحام الجانبي المصنوعة في المصنع، ويغطي ASME B16.11 تجهيزات اللحام بالتجويف والملولبة المطروقة، ويغطي ASME B16.5 فلنجات الأنابيب والتجهيزات المفلفنة (الأحجام والتصنيفات حسب الفئة/مجموعة المادة). بالنسبة للأجهزة العازلة التشغيلية المثبتة بين الفلنجات، يغطي ASME B16.48 الأغطية الخطية. (حجم السوق هو سياق تجاري—ليس أساس تصميم. إذا كنت بحاجة إلى المرجع السوقي، فإن رقم سوق الفلنجات المذكور هنا يأتي من Grand View Research.)
نظرة عامة على تجهيزات الأنابيب
التعريف والوظيفة
تجهيزات الأنابيب هي المكونات المستخدمة لتوصيل وتكييف وتوجيه التدفق في نظام الأنابيب—المسارات المستقيمة، تغييرات الاتجاه، انتقالات القطر، وصلات التفرع. في الميدان، تقرر التجهيزات أيضًا مدى قابلية الخط للفحص والإصلاح. مرفق اللحام الجانبي في الرف هو “ثابت ومنسي” إذا تم التحكم في اللحام والفحص؛ المحول الملولب في هيكل الاهتزاز هو مرشح معروف للتسرب ما لم يتطابق نوع الوصلة وطريقة الإحكام مع الخدمة.
نصيحة: عامل نوع الوصلة كجزء من تحليل المخاطر. نفس “التركيب” الاسمي يتصرف بشكل مختلف جدًا اعتمادًا على ما إذا كان ملحومًا باللحام الجانبي، أو ملحومًا باللحام المقبسي، أو ملولبًا، أو بالضغط — خاصة تحت الاهتزاز، أو الدورات الحرارية، أو الوسائط المسببة للتآكل.
- إنشاء تغييرات دائمة في الشكل الهندسي (أكواع، وصلات ثلاثية، مخفضات، أغطية) بأبعاد وقياسات تحمل موحدة
- التكيف بين أنظمة التوصيل (ملحوم إلى ملولب، متري إلى بوصة، نقاط توصيل للأجهزة)
- التحكم في التدفق وعزله عند التكامل مع الصمامات، والمرشحات، ومجمعات الأجهزة
الأنواع الشائعة
ستجد عدة عائلات من التركيبات، لكل منها حالة استخدام “الأفضل”. عند تحديد مواصفات التركيبات، حدد كلًا من الشكل الهندسي ونهاية التوصيل. هنا تبدأ معظم المشاكل الميدانية.
- الأكواع: تغيير اتجاه التدفق (نصف القطر الطويل مقابل نصف القطر القصير يؤثر على التخطيط وانخفاض الضغط)
- الوصلات الثلاثية: إنشاء وصلات فرعية (يجب أن يتطابق تقوية الفرع مع الكود والسُمك)
- وصلات التوصيل: ربط أنبوبين معًا (غالبًا ما تستخدم في خدمات المرافق الملولبة)
- المُخَفِّضات: تَصِل أنابيب بأقطار مختلفة (تحقق من المخفضات غير المركزية مقابل المركزية لتصريف السوائل وشفط المضخات)
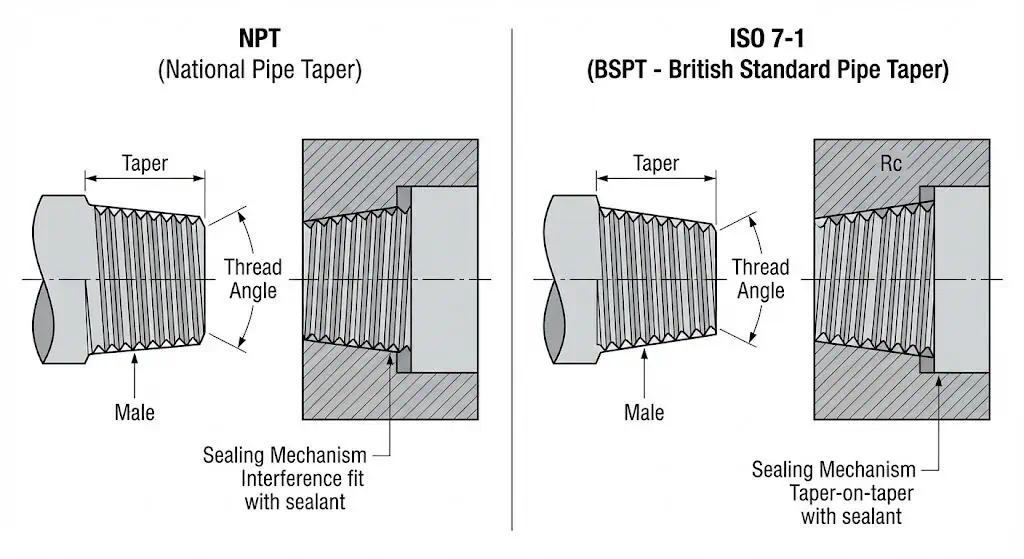
- المُوَصِّلات: تَنتقل بين أنواع توصيل مختلفة (معايير القلاوظ مهمة—NPT مقابل BSPT/ISO 7-1 غير قابلة للتبادل)
- الأغطية: تُغلق نهاية الأنبوب (ضع في الاعتبار الوصول المستقبلي: الغطاء مقابل الفلنجة العمياء مقابل الصفيحة العمياء)
- مقاعد الأنابيب الفرعية: تُضيف فروعًا دون فقدان الضغط (تحقق من التعزيز وتفاصيل اللحام)
- مشابك الأنابيب: تُدعم وتُثبت الأنابيب (تصميم الدعم يتحكم في الاهتزاز والتعب عند الوصلات)
ملاحظة: “الضغط العالي” ليس مجرد تسمية—بل هو حالة تصميم. في الممارسة العملية، تُستخدم أنظمة اللحام الجانبي واللحام الجيد المنفذة بشكل صحيح للخدمات الشديدة أكثر من الوصلات الملولبة لأن آلية الإغلاق لا تعتمد على تداخل القلاوظ أو المادة المانعة للتسرب.
أفضل حالات الاستخدام
تعمل وصلات الأنابيب بشكل أفضل حيث تريد تخطيطًا دائمًا ومضغوطًا ولا تخطط لكسر الوصلة أثناء الصيانة الروتينية. من الأمثلة النموذجية خطوط المرافق عالية الحرارة، رؤوس العمليات، وحوامل الأنابيب الكثيفة حيث يكون الوصول إلى البراغي محدودًا.
- أنابيب العمليات في المصانع الكيميائية والبتروكيميائية (التصنيع/التفتيش وفق المعايير)
- منصات الهيدروليك والهواء المضغوط حيث تكون المسارات ضيقة وإدارة الاهتزازات حرجة
- أنظمة نقل الحرارة والتبخير والتقطير حيث يدفع العزل والنمو الحراري إلى تخطيطات ملحومة مدمجة
- نقاط أخذ العينات للأجهزة وألواح المحللات حيث يجب الموازنة بين فئة التسرب وقابلية الصيانة
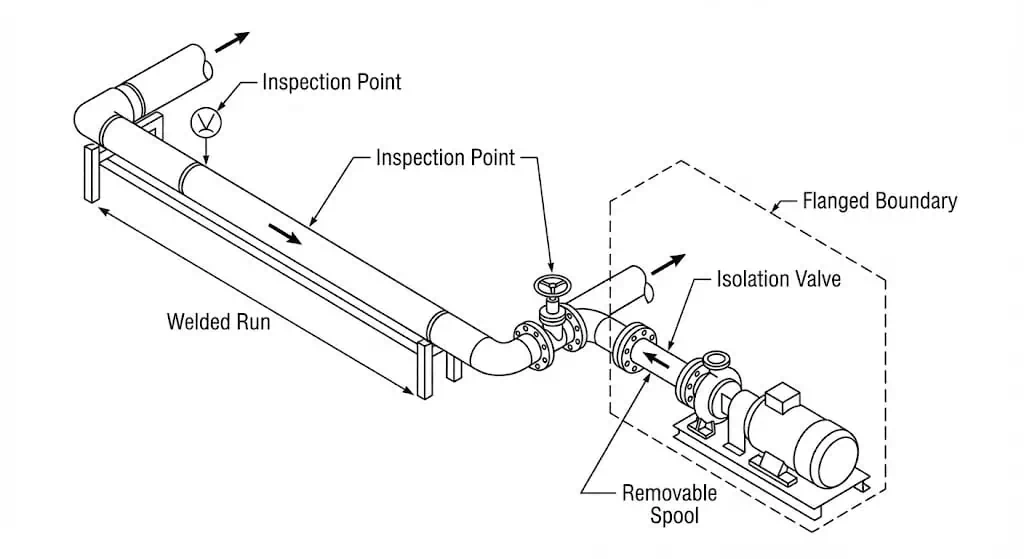
يجب اختيار وصلات الأنابيب عندما يحتاج نظامك إلى مسارات مدمجة، نقاط فصل أقل، وجودة تصنيع مُتحكم بها. إذا كان النظام سيتم فتحه بشكل متكرر (تنظيف المرشحات، فترات CIP/SIP، إزالة المضخات)، خطط لواجهات فلنجية أو مشابك صحية عند حدود الصيانة بدلاً من إجبار إصلاحات القطع وإعادة اللحام المتكررة.
مثال ميداني (استكشاف أخطاء التسرب): أظهرت وحدة طاقة هيدروليكية مهتزة تسربًا متكررًا عند مخفض ملولب قرب مخرج المضخة. كان السبب الجذري عدم تطابق بين شكل القلاوظ/طريقة السد والاهتزاز: تصلب المادة السادة بشكل غير متساوٍ، ثم فتحت الحركة الدقيقة مسار تسرب حلزوني. كان الإجراء التصحيحي نقل نقطة الانتقال بعيدًا عن مصدر الاهتزاز وتحويل الوصلة إلى قطعة ملحومة مع فلنجة خدمة عند حدود المضخة، بحيث بقيت الصيانة “براغي وحشية”، وليس “قلاوظ وأمل”.”
المواد والمعايير (ملخص)
اختيار المادة والمعيار المناسب هو ما يجعل الوصلة “قابلة للتفتيش” و“قابلة للتدقيق”، وليس فقط “مثبتة”.” تُحدد المعايير أدناه الأبعاد، والتفاوتات، والعلامات، وقواعد التصنيف (حيثما ينطبق) لفئات التركيبات الشائعة.
| قياسي | الوصف |
|---|---|
| ASME B16.9 | الأبعاد الكلية، والتفاوتات، والتصنيفات، والاختبارات، والعلامات للتركيبات المصنوعة في المصنع باللحام الجانبي |
| ASME B16.11 | التصنيفات، والأبعاد، والتفاوتات، والعلامات، ومتطلبات المواد للتركيبات الملولبة والملحومة بالجوز المصنوعة بالتشكيل |
| ASTM A105/A105M | مشغولات الصلب الكربوني لتطبيقات الأنابيب (تُستخدم عادةً للمكونات المشغولة في أنظمة الأنابيب من الصلب الكربوني) |
| ASTM A403/A403M | تركيبات الصلب المقاوم للصدأ الأوستنيتي المشغول (أساس شائع لمواصفات مواد التركيبات من الفولاذ المقاوم للصدأ 304/316) |
| ISO 7-1 (مفهوم القلاوظ) | قلاوظات الأنابيب المخصصة لوصلات محكمة ضد الضغط مصنوعة على القلاوظات (لا تخلط مع NPT/BSPP بدون تصميم إحكام مُتحقق منه) |
عند مقارنة تركيبات الأنابيب مقابل الفلنجات، تكون التركيبات عادةً الخيار الأول للتوجيه الدائم والأنظمة المدمجة—شريطة تخطيط جودة التصنيع، وإمكانية الوصول للفحص، ومتطلبات الكود مسبقاً.
نظرة عامة على الفلنجات
التعريف والوظيفة
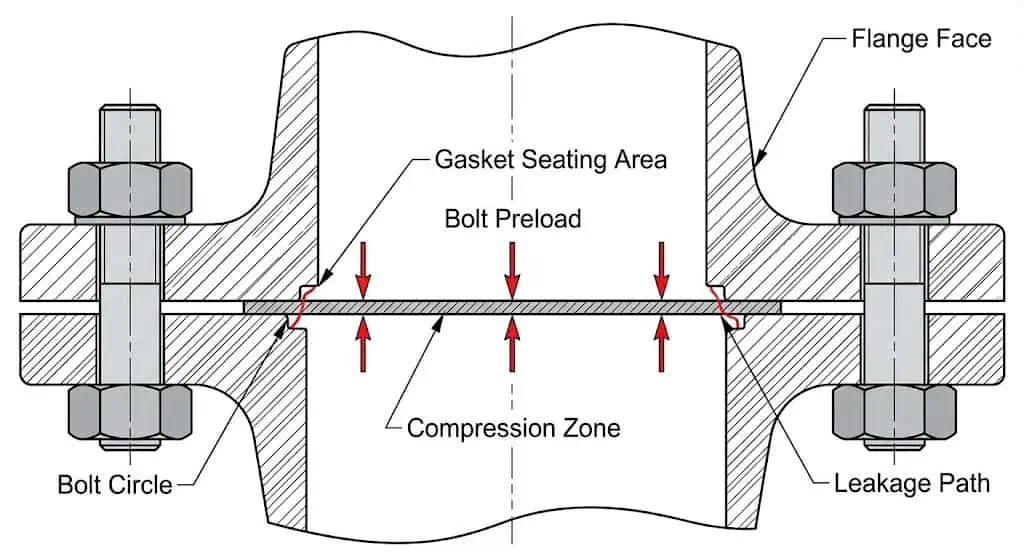
تستخدم الفلنجات لإنشاء واجهة مثبتة بالبراغي بين الأنابيب، والصمامات، والمضخات، ومبادلات الحرارة، والمعدات الأخرى. القيمة الهندسية ليست “القوة”—بل هي الوصول القابل للتكرار. يوفر الوصل الفلنجي مقعدًا محددًا للجوان، ونمط تثبيت، وأبعادًا موحدة بحيث يمكنك فتح النظام، وصيانة المعدات، واستعادة الإغلاق دون قطع.
الوظائف الرئيسية للفلنجات في أنظمة الأنابيب المعيارية:
- توفير واجهات موحدة (الأبعاد، السطح، أنماط البراغي حسب الفئة والحجم)
- تمكين إزالة المعدات (المضخات، المصافي، صمامات التحكم) دون قطع الأنبوب
- دعم أجهزة العزل (اللوحات العمياء/اللوحات المتغيرة/اللوحات الخطية) حيث تتطلب العمليات عزلًا إيجابيًا
- استيعاب حدود التفتيش والتنظيف في الخدمات الصحية (عند التحديد)
- استعادة الخدمة بشكل أسرع بعد الصيانة—إذا تم التحكم في اختيار الحشية وشد البراغي
أنواع الفلنجات
ستجد عدة أنواع من الفلنجات، كل منها مصمم لملف إجهاد/تركيب معين. لا تختار حسب “النوع الشائع”—اختر حسب مسار الحمل، وصول الفحص، وتكرار الصيانة المتوقع.
- فلنجة عنق اللحام: الأفضل للخدمات عالية الإجهاد؛ يساعد المحور المخروطي في تقليل إجهاد الانحناء عند اللحام.
- فلنجة الانزلاق: تركيب أسهل؛ تُستخدم عادةً حيث يكون الإجهاد أقل والوصول جيد (تحقق من تفاصيل اللحام ومتطلبات الفحص).
- فلنجة عمياء: يُغلق نهاية الأنبوب أو الفوهة؛ يُستخدم للعزل، وحدود اختبار الضغط، والتوصيلات المستقبلية.
- فلنجة اللحام بالجوز: تُستخدم في أنابيب ذات قطر صغير وضغط أعلى؛ انتبه إلى خطر التآكل الشِقّي/التآكل والقيود الموحدة لبعض الخدمات.
- فلنجة مفصلية: تدور للمحاذاة؛ تُستخدم عادةً مع طرف كعب عندما يكون الفك المتكرر أو مرونة المحاذاة مطلوبة.
نصيحة: إذا كنت تتوقع صيانة متكررة، حدد الوصلة كنظام: معيار الفلنجة + السطح + معيار الحشية + درجات البرغي/الصامولة + إجراء الشد. هكذا تتحكم في خطر التسرب، وليس بنوع الفلنجة وحدها.
التطبيقات المثالية
يجب أن تختار الفلنجات عندما يتطلب نظامك وصولاً روتينياً، أو ترقيات مخططة، أو حدود تنظيف/فحص معتمدة. هي شائعة عند فوهات المعدات، والقطع القابلة للإزالة، ونقاط العزل.
| نوع التطبيق | الوصف |
|---|---|
| نقل السوائل | فلنجات ASME B16.5 توصيل الأنابيب بالصمامات والمضخات والمعدات بأبعاد وتصنيفات موحدة. |
| خلط كيميائي | تسمح وصلات المعدات والأنابيب القابلة للإزالة بالفحص والتنظيف واستبدال الحشيات دون قطع الخط. |
| أنظمة الماء للحقن (WFI) | عندما يتم تحديد تصميم صحي، غالبًا ما يتم اختيار الواجهات لدعم قابلية التنظيف والفحص والتوثيق (مثلًا، توجيهات ASME BPE). |
- يتم اختيار فلنجات الفولاذ المقاوم للصدأ (مثلًا، درجات 304/316 الشائعة) حيث تكون مقاومة التآكل وقابلية التنظيف مطلوبة—يجب أن تتطابق اختيار المادة النهائي مع مستوى الكلوريد ودرجة الحرارة وكيمياء التنظيف.
- نوع الوجه واختيار الحشية يتحكمان في أداء التسرب أكثر بكثير من “العلامة التجارية”. استخدم معيار حشية (مثلًا، حشيات معدنية حسب ASME B16.20) حيث ينطبق وطابق الوجه مع تصميم الحشية.
- لعزل تشغيلي إيجابي بين الفلنجات، استخدم معيار صفيحة خط تشغيلي (ASME B16.48) بدلاً من الصفائح المرتجلة.
المواد والمعايير (ملخص)
تحتاج إلى اختيار مواد وتصنيفات الفلنجات بناءً على درجة الحرارة والضغط وآلية التآكل وحدود الكود. تصنيف الضغط–درجة الحرارة ليس رقمًا واحدًا؛ فهو يتغير مع درجة الحرارة ويعتمد على مجموعة المادة في المعيار.
| اسم مادة الفلنجة | التركيب الكيميائي/الخصائص | البيئة المناسبة | مجال التطبيق |
|---|---|---|---|
| ASTM A182 F5 | فولاذ سبيكة كروم-موليبدينوم؛ يُختار لقوة درجات الحرارة المرتفعة ومقاومة الأكسدة مقارنة بالفولاذ الكربوني العادي | خدمات درجات الحرارة المرتفعة (تأكيد الإجهاد المسموح به وفئة الفلنجة حسب درجة الحرارة) | النفط، الكيماويات، الطاقة |
| ASTM A182 F9 | سبيكة كروم أعلى؛ تُستخدم حيث تكون مقاومة الأكسدة والقدرة على درجات الحرارة مطلوبة | خدمات درجات الحرارة المرتفعة (التقييم يقل مع درجة الحرارة؛ تحقق من الجداول القياسية) | توليد الطاقة، معدات كيميائية |
| ASTM A182 F11 | سبيكة كروم-موليبدينوم؛ شائعة في أنابيب درجات الحرارة المتوسطة إلى المرتفعة | خدمات درجات الحرارة المرتفعة مع متطلبات لحام/معالجة حرارية مضبوطة | نفط، غاز طبيعي، كيميائي |
| ASTM A182 F22 | سبيكة كروم-موليبدينوم؛ مستخدمة على نطاق واسع في خطوط البخار والعمليات ذات درجات الحرارة المرتفعة | خدمات درجات الحرارة المرتفعة (استخدم تقييمات الضغط–درجة الحرارة لمجموعة المادة المحددة) | نفط، غاز طبيعي، طاقة |
| ASTM A182 F91 | سبيكة عالية القوة من الكروم-الموليبدينوم-الفاناديوم؛ تتطلب ضوابط صارمة للمعالجة الحرارية واللحام | خدمات البخار عالي الحرارة والخدمات الحرجة حيث تكون مقاومة الزحف محركًا رئيسيًا للتصميم | الطاقة والعمليات عالية الحرارة |
")
فحص واقعي هندسي: “مطالبات ”الحد الأقصى لدرجة الحرارة" لا معنى لها بدون سياق الكود. استخدم جداول تصنيف الضغط–درجة الحرارة في ASME B16.5 لمجموعة المادة المختارة وتحقق من حدود الإجهاد المسموح به/الزحف في كود الأنابيب الخاص بك (مثل ASME B31.3) لحالة التصميم الخاصة بك وبدل التآكل.
عند مقارنة وصلات الأنابيب مقابل الفلنجات، تمنحك الفلنجات إمكانية الوصول المخطط لها—شريطة التحكم في اختيار الحشية وتجميع الوصلة المثبتة بالبراغي.
وصلات الأنابيب مقابل الفلنجات: مقارنة مباشرة
جدول حالات الاستخدام
يجب عليك اختيار وصلات الأنابيب للتخطيطات المدمجة والدائمة والفلنجات للوصول المخطط والمرونة. يعكس الجدول أدناه النية الهندسية النموذجية—وليس بديلاً عن تصميم الكود ومراجعة المخاطر.
| الميزة/السيناريو | تجهيزات الأنابيب | الشفاه |
|---|---|---|
| نوع الاتصال | دائم (لحام بوت/لحام سوكيت) أو شبه دائم (ملولب/ضغط) | وصلة برغي قابلة للفصل مع أسطح ختم مجهزة بحشية |
| الأفضل لـ | توجيه كثيف، تغييرات دائمة في الهندسة، تقليل نقاط الانقطاع | واجهات المعدات، حدود التفتيش/التنظيف، أجزاء أنابيب معيارية |
| الصناعات النموذجية | أنابيب العمليات، الأنظمة الهيدروليكية، المرافق | النفط والغاز، معالجة المياه، الأدوية/العمليات الحيوية (حيثما تم تحديدها) |
| تكرار الصيانة | منخفض عند الوصلة نفسها (إذا تم التحكم في التصنيع/التفتيش) | أعلى عند وصلات الجوانات (تعتمد سياسة الفحص/إعادة الشد على الخدمة والإجراء) |
| تعديلات النظام | يتطلب قطع/لحام للتغييرات الكبرى | تغييرات الأنابيب وإزالة المعدات أسرع إذا تم تصميم الوصول مسبقًا |
نصيحة: ضع الفلنجات حيث تتوقع الصيانة. احتفظ بالوصلات الملحومة حيث تريد الموثوقية وأقل نقاط تسرب. خلط الاثنين دون خطة حدودية عادةً ما يخلق أسوأ ما في العالمين.
نمط التوصيل وأداء الإحكام
يعتمد أداء الإحكام على آلية الإحكام. تعتمد الوصلات الملحومة باللحام على سلامة اللحام والفحص. تعتمد الوصلات المفلفنة على ضغط الجوانة والتحكم في حمل البراغي. يمكن أن يكون أي منهما محكمًا ضد التسرب؛ ويمكن أن يتسرب أي منهما إذا تم تجاهل نمط الفشل.
- الوصلات الملحومة: يعتمد إحكام التسرب على إجراء اللحام، والتجهيز، ومتطلبات الفحص/الاختبار (تُدار عادةً تحت معيار أنابيب مثل ASME B31.3).
- وصلات الفلنجات: يعتمد عدم التسرب على حالة السطح، ونوع الحشية، ودرجة البرغي، والتشحيم، وتسلسل الشد—يوفر ASME PCC-1 إرشادات BFJA لوصلات حدود الضغط.
- وصلات القلاوظ: يعتمد التسرب على شكل القلاوظ، والمادة السادة، والتحكم في الاهتزاز؛ لا تفترض أن NPT و ISO 7-1 يتصرفان بنفس الطريقة.
| نوع المُقبِّس | نقاط القوة | القيود |
|---|---|---|
| الشفاه القابلة للانزلاق | تركيب بسيط، اقتصادي في الخدمات منخفضة إلى متوسطة حيث يكون الوصول جيدًا | يعتمد الأداء بشدة على التحكم في الحشية/شد البرغي وتفاصيل اللحام |
| فلنجات رقبة اللحام | مسار حمل أفضل ومقاومة إجهاد أعلى عند اللحام؛ شائع للخدمات ذات الإجهاد العالي | جهد تصنيع أعلى؛ لا يزال المحاذاة وجودة اللحام تحكمان النتائج |
| ملحقات الأنابيب ذات الفلنجات | الإزالة السريعة للمعدات؛ واجهات موحدة | مفصل الحشية هو خطر تسرب مُدار (إجراء، فحص، فترات استبدال) |
مثال ميداني (تسرب الحشية بعد إعادة التشغيل): فلانجة من الفئة 300 عند شفط مضخة تسربت بعد دورة حارة/باردة. كانت أوجه الفلانجة مقبولة، لكن تشتت حمل البرغي من الشد “بالشعور” ترك الحشية مضغوطة بشكل غير كافٍ في ربعين. الإجراء التصحيحي: استبدال الحشية، التحقق من توازي الفلانجة، تزييت بشكل متسق، والشد في نمط متقاطع مضبوط وفق إجراء موثق (تشير الصناعة عادةً إلى توجيهات ASME PCC-1 لممارسات BFJA).
جهد التثبيت والصيانة
تسهل الفلانجات التفكيك؛ بينما تبسط الوصلات الموثوقية طويلة الأجل عندما لا يُقصد فتح الخط. يعتمد “الجهد” على ما تحاول تحسينه: وقت التصنيع الأولي أو وقت الوصول المستقبلي.
| الجانب | الشفاه | تجهيزات الأنابيب |
|---|---|---|
| الوصول للصيانة | وصول سريع عند الحدود المخططة؛ لا حاجة للقطع | يتطلب الوصول عادةً قطع/إزالة ما لم يتم تصميم حد خدمة مدمج. |
| التفكيك | إزالة البراغي + الحشية؛ قابلة للتكرار عند التحكم في الإجراء | غالبًا ما تتطلب القطع وإعادة اللحام وإعادة الفحص غير الإتلافي وإعادة الاختبار حسب الكود |
| مخاطر التسرب | مخاطر مُدارة: شيخوخة الحشية، ارتخاء البراغي، تآكل على الأسطح | مخاطر مُدارة: جودة اللحام، هامش التآكل، إجهاد التعب عند تغيرات الشكل الهندسي |
| الفحص | فحوصات بصرية سهلة للتسرب الخارجي؛ الفحص الداخلي يتطلب الفتح | فحص الوصلة يعتمد على خطة الفحص غير الإتلافي وإمكانية الوصول؛ نقاط تسرب خارجية أقل |
| تكاليف الصيانة | تكلفة أقل لكل حدث “فتح/إغلاق” إذا تم تصميمها كواجهة خدمة | تكلفة متكررة أقل إذا لم يلزم التفكيك خلال دورة حياة المعدات |
| المرونة التشغيلية | عالية: تبديل وترقية وحدات نمطية | منخفضة إلى متوسطة: التغييرات تتطلب أعمال تصنيع |
- تعمل وصلات الفلنجات بشكل أفضل عندما تخطط لمكان حدوث الصيانة (المضخات، المصافي، صمامات التحكم، نقاط العزل).
- تعمل وصلات الأنابيب بشكل أفضل حيث تريد تقليل وصلات الجوانات وتجنب أحداث الفتح/الإغلاق المتكررة.
- عندما يجب عليك فتح النظام بشكل متكرر، فكر في استخدام حدود فلنجة والحفاظ على بقية المسار ملحومًا.
المرونة للتغييرات المستقبلية
تقدم الفلنجات مرونة أكبر للتعديلات المستقبلية على النظام مقارنة بوصلات الأنابيب الملحومة بشكل دائم. النهج الأكثر موثوقية في أعمال المصانع هو تصميم “وحدات صيانة” بدلاً من إضافة فلنجات في كل مكان.
| الميزة | الشفاه | تجهيزات الأنابيب |
|---|---|---|
| قابلية الفصل | نعم—مصممة للفتح/الإغلاق المتكرر | لا—عادة ما تكون دائمة بمجرد اللحام |
| الوصول للصيانة | جيدة عند توفير الوصول إلى البرغي ومساحة التأرجح | محدودة ما لم يكن هناك حدود خدمة |
| إعادة تكوين النظام | تدعم وحدات الأنابيب المعدلة وتبديل المعدات | تتطلب إعادة التكوين أعمال تصنيع وإعادة اختبار |
- يمكنك إزالة وحدات الأنابيب ذات الفلنجات للترقيات أو إعادة التوجيه إذا تم تصميم الرفع والوصول إلى البرغي.
- تُستخدم الفلنجات العمياء بشكل شائع كنقاط ربط مستقبلية وحدود اختبار (اختر الوجه ونمط البرغي لمطابقة معيار الفلنجة المقابلة).
- لعزل التشغيل بين الفلنجات، استخدم ألواح الخط القياسية (مثل ASME B16.48) بدلاً من الألواح المرتجلة.
قيود المساحة والتخطيط
تعمل وصلات الأنابيب بشكل أفضل في المساحات الضيقة والتخطيطات المعقدة، بينما تحتاج الفلنجات إلى مساحة كافية لأدوات التثبيت بالبراغي والتعامل مع الحشيات. مشاكل المساحة هي سبب رئيسي لـ “التصميم يعمل على الورق، لكنه يفشل في الميدان”.”
- تمكن وصلات الأنابيب من التوجيه المدمج في الأرفف والمنصات المزدحمة.
- تتطلب الفلنجات مساحة للبراغي، واستخراج الحشيات، وحركة الأدوات، والتعامل الآمن—خاصةً في الأحجام/الدرجات الأكبر.
- في الأنظمة المدمجة، يُستخدم نهج هجين شائع: توجيد ملحوم مع حدود معدات مفلنجة.
- إذا لم تتمكن من شد البراغي بشكل صحيح ماديًا، فإن الفلنجة ليست “قابلة للصيانة”—بل هي نقطة تسرب مستقبلية.
عند مقارنة وصلات الأنابيب مقابل الفلنجات، تحقق من وصول البراغي ومساحة إزالة الحشيات قبل تثبيت التخطيط.
التكلفة: الأولية مقابل دورة الحياة
تتحدد التكلفة بناءً على عدد المرات التي يجب فيها فتح الوصلة وما تكلفة التوقف. يمكن أن تكون الأنظمة الملحومة اقتصادية على المدى الطويل إذا لم يكن الوصول مطلوبًا؛ بينما يمكن أن تكون الأنظمة ذات الفلنجات اقتصادية إذا كان الوصول المتكرر مطلوبًا وكان تثبيت البراغي مُتحكمًا به.
- محركات التكلفة الأولية (الوصلات): عمالة اللحام، متطلبات الفحص غير الإتلافي/الاختبار، والوصول للتجهيز.
- محركات التكلفة الأولية (الفلنجات): الفلنجة + الحشية + البراغي، وقت المحاذاة، ووقت إجراء تثبيت البراغي.
- محركات تكلفة دورة الحياة (الوصلات): أحداث إعادة العمل (قطع/إعادة لحام)، إزالة العزل، وإعادة الاختبار.
- محركات تكلفة دورة الحياة (الفلنجات): سياسة استبدال الحشية، التآكل على الأسطح/البراغي، ومراقبة جودة الشد.
في المشاريع الكبيرة، يمكن أن تصبح أقل تكلفة تركيب هي أعلى تكلفة توقف. حدد حدود الصيانة مبكرًا، ثم اختر طريقة الاتصال التي تتطابق مع خطة الوصول الخاصة بك.
اختيار المكون المناسب: دليل عملي للاختيار
الصيانة وإمكانية الوصول
اختر الفلنجات إذا كنت بحاجة إلى وصول متكرر للصيانة. تتيح الفلنجات فحص أو تنظيف أو استبدال المعدات دون قطع. تعمل وصلات الأنابيب بشكل أفضل عندما لا يجب فتح الوصلة أثناء الصيانة العادية.
نصيحة: إذا كان النظام سيتم فتحه وفق جدول زمني (مرشحات/مصافي، صيانة المضخات، التحقق)، ضع حدود فلنجة هناك واحتفظ ببقية المسار ملحومًا.
| عامل | الوصف |
|---|---|
| نوع الوجه | يجب أن تتطابق الوجه وتصميم الحشية (RF/FF/RTJ ومعيار الحشية) للتحكم في خطر التسرب |
| المواد | طابق المادة مع آلية التآكل (الكلوريدات، الأحماض، القلويات) وكيمياء التنظيف |
| طرق التصنيع | يتم اختيار المشغولات المطروقة عادةً لسلامة حدود الضغط؛ تحقق من متطلبات المعالجة الحرارية وإمكانية التتبع |
| الأحجام | تأكيد إمكانية الوصول إلى البرغي، وخطة الرفع، ومساحة الإزالة في الموقع المثبت |
| تصنيف | استخدم تصنيفات الفئة/PN حسب درجة الحرارة لمجموعة المادة المحددة، وليس رقمًا واحدًا “لدرجة حرارة الغرفة” |
المرونة والتعديلية
توفر الفلنجات مرونة فائقة عند تصميمها كواجهات قابلة للتعديل—وليس كـ “وصلات إضافية في كل مكان.” استخدم الفلنجات لتحديد أقسام الأنابيب القابلة للإزالة وحدود المعدات بحيث تبقى الترقيات وإعادة التوجيهات قابلة للتنبؤ.
| ميزة | الوصف |
|---|---|
| المرونة في التجميع والصيانة | تسمح أقسام الأنابيب القابلة للتعديل بتبديل المعدات والتوصيلات المخططة دون قطع |
| منع التسرب | يتم تحقيق إحكام التسرب من خلال اختيار الجوانب الصحيح وإجراء شد البراغي المضبوط (وليس “أشد ما يمكن”) |
| توزيع الحمل | المحاذاة الصحيحة تقلل من أحمال الانحناء التي تتلف الحشيات وتسبب إجهاد اللحامات بالقرب من فوهات المعدات |
ملاحظة: إذا كنت تتوقع ترقيات مستقبلية، صمم قطعة أنبوبية ذات نهايات مفلنجة ومسافة كافية. تركيب الفلنجات لاحقًا غالبًا ما يكلف أكثر من القيام بذلك بشكل صحيح أثناء التصميم الأولي.
الضغط والأداء
اختر نوع الوصلة بناءً على نمط الفشل الحاكم. في العديد من التطبيقات عالية الضغط، تقلل التركيبات الملحومة من نقاط التسرب المحشوة. لا تزال الفلنجات مستخدمة على نطاق واسع لواجهات حدود الضغط، لكنها تتطلب انضباطًا في الحشيات/التثبيت واختيار الفئة الصحيحة.
| فئات فلنجات ASME B16.5 | الضغط الأقصى (عند 100 درجة فهرنهايت) |
|---|---|
| Class 150 | 285 رطل/بوصة مربعة |
| Class 300 | 740 رطل/بوصة مربعة |
| الفئة 400 | 990 رطل لكل بوصة مربعة |
| Class 600 | 1,480 رطل لكل بوصة مربعة |
| فئة 900 | 2,220 رطل لكل بوصة مربعة |
| فئة 1500 | 3,705 رطل لكل بوصة مربعة |
| فئة 2500 | 6,170 رطل/بوصة مربعة |
")
تم تصميم ASME B16.5 يحدد نظام الفئة تصنيفات الضغط–درجة الحرارة حسب مجموعة المواد ودرجة الحرارة. القيم “عند 100°ف” أعلاه هي قيم ملخصة شائعة الاستخدام؛ لا يزال يتعين عليك التحقق من جدول التصنيف الصحيح لمجموعة المواد المختارة ودرجة حرارة التصميم قبل إتمام اختيار الفئة.
التكلفة والتركيب
يمكن أن تكلف تركيب الأنابيب أكثر في التصنيع (اللحام + الفحص)، بينما يمكن أن تكلف الفلنجات أكثر في الإدارة على مدى دورات الفتح/الإغلاق المتكررة. إذا كان النظام نادراً ما يُفتح، فإن التوجيه الملحوم غالباً ما يكون “الفوز الأبسط في دورة الحياة”. إذا كان يجب فتح النظام وفقاً لجدول زمني، فإن الفلنجات تقلل وقت التوقف - إذا تم التحكم في تثبيت البراغي وتم التخطيط لإدارة الحشية.
- غالباً ما تتطلب وصلات الأنابيب عمالة لحام ماهرة وفحص/اختبار متوافق مع كود الأنابيب الخاص بك.
- تثبت الفلنجات بشكل أسرع عند حدود المعدات، لكن أداء الإحكام يعتمد على إجراء الحشية/التثبيت.
- لمفاصل التثبيت الملولبة لحدود الضغط، قم ببناء إجراء مكتوب لتجميع المفصل (تشير الممارسة الصناعية غالباً إلى توجيهات ASME PCC-1 BFJA).
نصيحة: ضع في الاعتبار كل من تكلفة التثبيت وتكلفة التوقف. قد تدفع الفلنجة تكلفتها بسرعة إذا وفرت أربع ساعات من وقت التوقف في كل حدث صيانة - بشرط ألا تصبح نقطة تسرب متكررة.
قائمة مراجعة سريعة / تدفق قرار
استخدم هذه القائمة لاختيار المكون المناسب لنظامك:
| المعايير | الوصف |
|---|---|
| الضغط ودرجة الحرارة | ما هو ضغط/درجة حرارة التصميم؟ تحقق من التصنيفات حسب درجة الحرارة ومجموعة المادة. |
| توافق المواد | هل المادة متوافقة مع السائل، وكيمياء التنظيف، والبيئة الخارجية؟ |
| متطلبات التدفق | هل ستوفر الأشكال الهندسية (المخفضات/المرافق/التفرعات) متطلبات التدفق والتفريغ والتهوية؟ |
| طريقة التثبيت | هل يتوفر لديك وصول للمسامير ومساحة للأدوات (للفلنجات) أو وصول للحام وخطة فحص (للتركيبات)؟ |
| اعتبارات التكلفة | ما هي تكلفة دورة الحياة الحقيقية—التصنيع + الفحص + وقت التوقف + فترات الصيانة؟ |
| التوسع المستقبلي | هل تحتاج إلى أقسام أنابيب معيارية/وصلات ربط، أم أن الخط مخصص للبقاء دائمًا؟ |
أهمية التحكم في الوثائق: للمشاريع المنظمة أو الخاضعة للتدقيق، حدد متطلبات الوثائق مبكرًا (أرقام الدفعات، تقارير اختبار المواد، سجلات الفحص، وأي أنواع شهادات مطلوبة بالعقد). اطلب وثائق EN 10204 3.1 عندما يتطلب العقد/المواصفات ذلك، وتحقق مما تغطيه لفئة مكوناتك.
ملخص:
- اختر تركيبات الأنابيب للتوجيه الدائم والمضغوط ولتقليل نقاط التسرب ذات الحلقات.
- اختر الفلنجات لحدود الصيانة المخطط لها، وواجهات المعدات، وأقسام الأنابيب المعيارية.
- دائمًا قم بمطابقة نوع الوصلة مع نمط الفشل الحاكم (الاهتزاز، الدورات الحرارية، التآكل، تكرار الصيانة).
- تحكم في النجاح باستخدام المعايير والإجراءات: جداول التصنيف، مواصفات المواد، وخطوات التجميع/التفتيش الموثقة.
سيناريوهات واقعية
الأنظمة الصناعية والهيدروليكية
تقدم وصلات الأنابيب أداءً موثوقًا في البيئات الهيدروليكية المتطلبة عندما يتطابق نوع الوصلة مع الاهتزاز ونبضات الضغط. في المعدات المتنقلة ووحدات الطاقة الهيدروليكية، معظم “التسريبات الغامضة” ليست مشاكل في علم المعادن—بل هي مشاكل في تصميم الوصلة والتجميع (شكل القلاوظ، طريقة الإحكام، عدم المحاذاة، والدعم).
| الصناعات | مثال حالة استخدام | المزايا |
|---|---|---|
| معدات البناء | الحفارات واللوادر التي تستخدم وصلات هيدروليكية موحدة لتوصيل الخراطيم. | تحسين قابلية الخدمة وتقليل نقاط التسرب عندما يتم تصميم نوع الوصلة والدعم بشكل صحيح. |
| المعدات الزراعية | الجرارات والحصادات التي تربط الأسطوانات الهيدروليكية والمشعبات. | وقت تشغيل أفضل عندما تكون الوصلات محمية من الاهتزاز وتسلل الملوثات. |
| أتمتة التصنيع | المصانع التي تستخدم الوصلات للمكابس والأذرع الروبوتية. | تقليل وقت التوقف غير المخطط له عندما يتم تقليل الوصلات الملولبة المعرضة للتسرب. |
| المعدات والمركبات المتنقلة | المركبات الثقيلة التي تستخدم وصلات مصنفة للضغط. | تشغيل موثوق عندما يمنع التوجيه والمشابك التعب عند تغيرات الهندسة. |
| مشاريع البنية التحتية | الأنظمة الهيدروليكية في البوابات ومعدات الأنفاق. | الصيانة المتوقعة عندما تكون حدود الخدمة قابلة للوصول ومعيارية. |
مثال ميداني (عزل السبب الجذري): أظهر خط هيدروليكي تسرب ضبابي للزيت بعد كل بداية باردة. وجد الفحص أن التسرب لم يكن عند المضخة، بل عند مخفض حيث كان الأنبوب يعمل ككابولي. إضافة مشبك دعم مناسب وإعادة توجيه المخفض أزال الحمل الانحناء من الوصلة وأوقف التسرب دون تغيير فئة المكون.
التطبيقات الهوائية والصحية
توفر الفلنجات ووصلات التوصيل السريع مرونة في الأنظمة الهوائية، بينما تضيف الخدمات الصحية قيودًا على التنظيف والتفتيش. في بيئات الأغذية/المعالجة الحيوية والصيدلانية، غالبًا ما يكون قرار التوصيل مدفوعًا بالقابلية للتنظيف، والقابلية للتفتيش، ونعومة السطح، والتوثيق—وليس فقط بفئة الضغط.
- يستخدم التشغيل الآلي الهوائي وصلات التوصيل السريع للتجميع السريع والوصول للصيانة—تحقق من متطلبات معدل التسرب وظروف الاهتزاز.
- قد تحدد الأنابيب الصحية إرشادات التصميم مثل ASME BPE لمعدات المعالجة الحيوية ومبادئ صحية مثل معايير 3-A (قابلة للتنظيف، قابلة للتفتيش، مواد مناسبة) حيثما ينطبق.
- عندما يكون التوثيق مطلوبًا (المراجعات، ضمان الجودة)، حدد أنواع الشهادات ومتطلبات التتبع في مواصفات الشراء، وليس كفكرة لاحقة.
مثال ميداني (حد النظافة): كانت حلقة CIP تحتوي على توقيفات تلوث متكررة عند فرع ميت ناتج عن اتجاه مخفض. لم يكن الحل “مادة أفضل”، بل إعادة توجيه الهندسة لتحسين قابلية التصريف ونقل الحد القابل للإزالة إلى موقع يسمح بالفحص والتحقق من التنظيف.
الصيانة والترقيات
تسهل الفلنجات الصيانة والترقيات عند وضعها عند الحد المناسب. الهدف هو تحويل الصيانة إلى مهمة شد مُثَبِّتات مُتحكَّم فيها وقابلة للتكرار—وليس مهمة قطع/لحام تحت ضغط الوقت. اتبع هذه الخطوات عند تحويل نقطة وصول إلى حد فلنجي:
- حدد حد الصيانة: عزل قطعة الأنابيب للمعدات التي تتوقع إزالتها (مضخة، مصفاة، صمام تحكم).
- اختر معيار الفلنجة ووجهها: طابق فئة الأنابيب (ASME B16.5 / EN 1092-1 كما هو محدد) واختر وجهًا متوافقًا مع الحشية.
- حدد حزمة الوصلة: نوع الحشية، درجة البرغي/الصامولة، التزليق، وطريقة الشد (توثيق تسلسل شد البراغي).
- تحقق من المحاذاة والدعم: قلل الأحمال الانحناءية التي تسحق الحشيات وتسبب إجهادًا بالقرب من لحامات الفوهات.
- افحص بعد التجميع: تحقق من التوازي، تعشيق البراغي، والتسرب الخارجي أثناء التشغيل المتحكم به.
مثال ميداني (ترقية بدون إعادة عمل): احتاج مصنع إلى إضافة مقياس تدفق خطي لكن الخط كان ملحومًا بالكامل في رف مزدحم. كان الحل هو تركيب قطعة قصيرة قابلة للإزالة ذات نهايات مفلنجة في خليج متاح، ثم إبقاء الباقي ملحومًا. أصبحت عمليات تبديل العداد المستقبلية مهمة شد مجدولة بدلاً من توقف عمل ساخن.
الأخطاء الشائعة التي يجب تجنبها
عند اختيارك بين وصلات الأنابيب والفلنجات، تعود معظم الأعطال إلى عدم التطابق: عدم تطابق المادة مع السائل، عدم تطابق نوع الوصلة مع الاهتزاز/الصيانة، أو عدم تطابق إجراء الحشية/الشد مع الخدمة. تجنب هذه الأخطاء يحسن السلامة والموثوقية.
1. اختيار المادة الخاطئة:
يجب عليك اختيار مواد تتوافق مع نوع السائل، ومستوى الكلوريد، والمواد الكيميائية للتنظيف، وظروف التشغيل. يؤدي اختيار المواد الخاطئ إلى التآكل، أو التسريبات، أو الفشل الهش. تعمل الفولاذ المقاوم للصدأ في العديد من الخدمات، لكن بعض البيئات تتطلب محتوى سبيكة أعلى أو بدلات تآكل. تحقق دائمًا من التوافق مع الوسط ودرجة الحرارة.
2. تجاهل المعايير ونطاق التوثيق:
تحتاج إلى التحقق من أن التركيبات والفلنجات تلبي المعايير المطلوبة لمشروعك والسلطة القضائية. على سبيل المثال، يحدد ASME B16.5 الأبعاد وتصنيفات الضغط–درجة الحرارة للفلنجات، ويحدد ASME B31.3 متطلبات التصنيع/التفتيش/الاختبار لأنابيب العمليات. إذا كنت تعمل ضمن نطاق تنظيمي للاتحاد الأوروبي، فقد ينطبق توجيه المعدات ذات الضغط (PED) اعتمادًا على فئة المعدات والظروف.
3. أبعاد وتوجيه هندسي غير صحيحين:
قم بقياس والتحقق من الأبعاد وتوافق الأسطح قبل التثبيت. تشمل المشاكل الشائعة في الميدان توجيه المخفض الذي يسبب مشاكل في الصرف، وعدم تطابق وجه الفلنجة (RF مقابل FF) مما يؤدي إلى تلف الحشية أو ضغط غير كامل.
نصيحة: قبل شد الفلنجة، تحقق من ثلاثة أساسيات: توافق الوجه، ونوع الحشية يتطابق مع الوجه، ووصول البرغي يسمح بنمط شد مضبوط.
4. التغاضي عن احتياجات الصيانة:
إذا قمت بتثبيت وصلات دائمة حيث تحتاج إلى صيانة منتظمة، فإنك تزيد من وقت التوقف والمخاطر الميدانية. صمم حدود الخدمة عن قصد. إذا قمت بتثبيت فلنجات في كل مكان بدون مسافة كافية، فإنك تنشئ وصلات لا يمكنك تجميعها أو فحصها بشكل صحيح.
5. التعامل مع شد البرغي على أنه “اشده حتى يتوقف”:
تأتي معظم تسريبات الفلنجات من تشتت حمل البرغي، وسيطرة تزييت ضعيفة، وعدم محاذاة الفلنجة، وإعادة استخدام حشيات تالفة. استخدم تسلسل شد موثق ونقاط تفتيش. بالنسبة لوصلات البرغي ذات الحدود الضغطية، يُشار عادةً إلى إرشادات BFJA من ASME PCC-1.
| خطأ | التأثير على النظام | كيفية تجنبه |
|---|---|---|
| مادة خاطئة | تآكل، تسريبات، فشل | مطابقة المادة للسائل، درجة الحرارة، وكيمياء التنظيف |
| تجاهل المعايير | عدم الامتثال، أداء غير موثوق | تحديد المعيار + جداول التصنيف + نطاق التوثيق مبكراً |
| قياس غير صحيح | تسريبات، أداء ضعيف | تحقق من الحجم، السطح، نمط البراغي، وتوجيه الشكل الهندسي |
| إهمال الصيانة | وقت توقف أعلى، مخاطر ميدانية أعلى | تصميم حدود الخدمة مع مساحة وصول كافية |
| تجميع فلنجة غير مناسب | تسربات متكررة للجوانات | استخدم إجراء شد البراغي المضبوط ونقاط تفتيش |
تعمل وصلات الأنابيب بشكل أفضل للتخطيطات الدائمة والمدمجة. تمنحك الفلنجات قابلية الصيانة والتعديلية عند تركيبها مع وصول وإجراءات مناسبة. استخدم الجدول أدناه لتوجيه قرارك، ثم تحقق منه مقابل الكود/المواصفات وظروف التشغيل الخاصة بك:
| المعايير | ما يجب التحقق منه |
|---|---|
| توافق المواد | طابق مادة المكون مع السائل، آلية التآكل، ودرجة الحرارة |
| تصنيفات الضغط | التحقق من التصنيف حسب درجة الحرارة ومجموعة المادة (وليس فقط “فئة درجة حرارة الغرفة”) |
| ظروف درجة الحرارة | تأكيد الإجهاد المسموح به/التصنيفات عند درجة حرارة التصميم والدورات |
| التصميم والتشغيل | حدود الصيانة، قابلية التصريف، التهوية، ومتطلبات العزل |
| معلومات السلامة | تأكيد المعايير، إمكانية التتبع، ومتطلبات الفحص/الاختبار |
إذا كنت تريد أن يكون “الموثوقية” قابلة للتكرار، فاكتب المواصفات كمهندس: معيار + أساس التصنيف + مواصفات المادة + التوثيق + خطوات التجميع/الفحص.
الأسئلة الشائعة
ما الفرق الرئيسي بين وصلات الأنابيب والفلنجات؟
تخلق وصلات الأنابيب عادةً تغييرات دائمة في التوجيه؛ بينما تخلق الفلنجات واجهة محكمة مصممة للفتح وإعادة التجميع. تقلل الوصلات الملحومة من نقاط التسرب المحكمة في التخطيطات الدائمة. الفلنجات هي حدود وصول مخططة لإزالة المعدات، الفحص، والترقيات المعيارية.
| المكون | نوع الاتصال | أفضل حالة استخدام |
|---|---|---|
| تجهيزات الأنابيب | دائم (لحام بوت / لحام سوكيت)؛ ملولب في خدمات محدودة | تصميمات مضغوطة وثابتة؛ تقليل نقاط الانقطاع |
| الشفاه | قابل للفصل (مثبت بمسامير) مع أسطح ختم مجهزة بحشيات | حدود الصيانة؛ واجهات المعدات؛ أجزاء أنابيب معيارية |
متى يجب اختيار الفلنجات بدلاً من وصلات الأنابيب؟
اختر الفلنجات عندما تحتاج إلى وصول مخطط، أو أجزاء أنابيب معيارية، أو عزل تشغيلي بين وصلات الفلنجات. المحفزات النموذجية:
- يجب إزالة المضخات / الصمامات / المصافي دون قطع الخط.
- تتوقع وصلات مستقبلية أو ترقيات للمعدات عند حد معروف.
- تحتاج إلى طريقة عزل قياسية (مثل، ألواح خط) للعمليات.
ما هي المواد الأفضل لتركيبات الأنابيب والفلنجات؟
يجب أن تتطابق اختيارات المواد مع آلية التآكل، ودرجة الحرارة، ومتطلبات الكود. يُستخدم الفولاذ المقاوم للصدأ (الأنواع الشائعة 304/316) على نطاق واسع لمقاومة التآكل وسهولة التنظيف، لكن التعرض للكلوريدات ودرجة الحرارة وكيمياء التنظيف قد تتطلب سبائك مُحسَّنة. يُستخدم الفولاذ الكربوني والفولاذ السبائكي على نطاق واسع حيث تكون القوة والتكلفة هي العوامل الأساسية، مع مراعاة بدل التآكل والطلاء/البطانة حسب الحاجة.
نصيحة: “المقاوم للصدأ” ليس مادة واحدة. إذا كانت الكلوريدات أو كيمياء تنظيف عدوانية موجودة، تحقق من خطر التآكل النُقَري/الشِقّي وحدد السبيكة وفقًا لذلك.
كيف تضمن أداءً خاليًا من التسرب في نظامك؟
استخدم نوع الوصلة المناسب للخدمة، ثم نفذ التثبيت مع فحوصات قابلة للتحقق. ضوابط عملية تمنع معظم التسريبات:
- تحقق من التوافق: وجه الفلنجة + نوع الحشية + درجة البرغي + طريقة التزليق.
- تحكم في المحاذاة: قلل الأحمال الانحناءية عند فوهات المعدات والوصلات المفلفنة.
- استخدم تسلسل شد موثق ونقاط تفتيش (خاصة على وصلات الفلنجات لحدود الضغط).
- للأنظمة الملحومة، اتبع إجراءات اللحام المؤهلة ومتطلبات الفحص/الاختبار بموجب كود الأنابيب الحاكم.
كيف تختار فئة الفلنجة المناسبة (150/300/600، إلخ.)؟
اختر الفئة حسب ضغط التصميم ودرجة حرارة التصميم لمجموعة المادة المحددة—وليس بقيمة واحدة “لدرجة حرارة الغرفة”. تأكد من جداول تصنيف الضغط–درجة الحرارة في معيار الفلنجة الذي تستخدمه (مثل ASME B16.5) وتحقق من أساس تصميم كود الأنابيب (بما في ذلك بدل التآكل والظروف الدورية).
ما هي الأسباب الأكثر شيوعًا لتسربات الفلنجات بعد الصيانة؟
معظم تسريبات الفلنجات المتكررة هي مشاكل في التحكم في التجميع، وليست “حشوات سيئة”.” تشمل الأسباب النموذجية تشتت حمل البرغي من الشد غير المنضبط، وإعادة استخدام الحشوات أو تلفها، وعدم اتساق التزييت، وسوء محاذاة الفلنجة، والتآكل أو التلف على سطح جلوس الحشوة.
