








الفرق بين فلنجات الفئة 150 وفلنجات الفئة 300 هو حد مواصفات يؤثر على حدود الضغط-درجة الحرارة، وتوافق نمط البراغي، وإجهاد الحشية، ومتطلبات تجميع الوصلة. في العمل الميداني، نادرًا ما يفشل اختيار الفئة الخاطئة كـ “انفجار فوري”؛ بل يظهر كتسرب مزمن، أو دوران الفلنجة، أو انفجار الحشية، أو ارتخاء البراغي بعد الدورات الحرارية—ثم يتصاعد عند حدوث التغيرات العابرة (مطرقة البخار، توقف المضخات، التسخين المحصور).
يشرح هذا الدليل الاختلافات التقنية في التعامل مع الضغط، والأبعاد الفيزيائية، وأنماط التثبيت المشار إليها في ASME B16.5 (فلنجات الأنابيب ووصلات الفلنجات), ، ثم يحولها إلى خطوات الاختيار وفحوصات التفتيش يمكنك تطبيقها على الرسومات وفي الموقع.
إذا كنت تقوم بتوريد فلنجات من الفولاذ المقاوم للصدأ، تحقق من إمكانية تتبع المادة/التسخين على تقرير اختبار المواد (مثل ASTM A182 F316/F316L للفلنجات المصنوعة من الفولاذ المقاوم للصدأ المطروقة). تقدم بعض الشركات المصنعة (بما في ذلك Sunhy) درجات حرارة معتمدة مزدوجة 316/316L؛ القيمة الهندسية هي إمكانية التتبع بالإضافة إلى فوائد مقاومة التحسس اللحامي للدرجة منخفضة الكربون—شريطة أن تؤكد الأوراق وفحص الهوية الإيجابية للمادة ذلك.
الفئة 150 مقابل الفئة 300: النواة التقنية
تصنيفات الضغط-درجة الحرارة
تسمية “الفئة” (150، 300، إلخ) هي مُعيِّن تصنيف الضغط–درجة الحرارة (بدون أبعاد). خطأ شائع هو التعامل معها كحد مباشر للرطل لكل بوصة مربعة. في الواقع، يعتمد ضغط العمل المسموح به على درجة الحرارة و مجموعة المواد. مع ارتفاع درجة الحرارة، ينخفض الضغط المسموح به لأن قوة المادة واحتفاظ إجهاد الحشية يتدهوران.
فيما يلي مقارنة أساسية عملية لـ مواد الفولاذ الكربوني من النوع 1.1 المشار إليها عادةً مقابل ASME B16.5 الرسوم البيانية (تحقق دائمًا من مواصفات/إصدار المشروع المسيطر):
| فئة الفلنجة | أقصى ضغط عمل عند -20 إلى 100 درجة فهرنهايت (قيمة الرسم البياني النموذجية) | أقصى ضغط عمل عند 600 درجة فهرنهايت (قيمة الرسم البياني النموذجية) |
|---|---|---|
| Class 150 | ~275 رطل/بوصة مربعة | ~140 رطل/بوصة مربعة |
| Class 300 | ~720 رطل/بوصة مربعة | ~440 رطل/بوصة مربعة |
ملاحظة هندسية: غالبًا ما تُظهر الجداول المنشورة اختلافات طفيفة حسب الإصدار، أو اتفاقية التقريب، أو تجميع المواد. استخدم درجة الحرارة/الضغط التصميمية من قائمة خطوطك وتأكد من التصنيف في جداول ASME B16.5 المشتراة. لا تتجاهل الظروف العابرة.
مثال ميداني (خطأ في الاختيار → حدث تسرب): حدد مصنع تصنيف Class 150 على خط 250 psig لأن “فلنجات 150 جيدة حتى ~275 psi في الظروف المحيطة.” كانت الخدمة في الواقع بخار 400°F مع تشغيل/إيقاف متكرر. بعد بضع دورات حرارية، حدث تسرب في عدة وصلات. كان السبب الجذري هو تخفيض التصنيف بسبب درجة الحرارة بالإضافة إلى ارتخاء البراغي تحت الدورات. كان الإجراء التصحيحي هو الترقية إلى التصنيف المناسب بناءً على درجة حرارة التصميم, ، ثم التجميع وفقًا لإجراء شد مضبوط.
استخدم تسلسل الاختيار السريع هذا قبل تحديد التصنيف على الرسم:
- الخطوة 1: تأكد من الضغط التصميمي و درجة حرارة التصميم (ليس تشغيلاً عادياً).
- الخطوة 2: تأكيد درجة المادة ومجموعتها (التغيرات بين CS مقابل 316/316L تؤثر على التصنيفات عند درجة الحرارة).
- الخطوة 3: التحقق من تصنيف فئة الفلنجة عند تلك درجة الحرارة في ASME B16.5.
- الخطوة 4: التحقق من أن نوع الحشية ومادة البرغي يمكنهما الحفاظ على إجهاد الجلوس عند درجة الحرارة.
- الخطوة 5: تأكيد أن المكونات المتزاوجة (الصمامات، الأدوات، فوهات المعدات) من نفس الفئة والمعيار.
سيناريوهات التطبيق
يحدد الاختيار بين هاتين الفئتين ما يمكن أن يتحمله الوصل في الخدمة الفعلية - خاصةً التغيرات الحرارية، والاهتزازات، وارتفاعات الضغط. عالج الفئة كجزء من حدود الضغط الكاملة, ، وليس كعلامة مكون منفرد.
| فئة الفلنجة | قطاع الصناعة | الخدمة النموذجية (الواقع الهندسي) |
|---|---|---|
| Class 150 | الصناعة الخفيفة والمرافق | المياه والمرافق منخفضة الحرارة، مياه التبريد لأنظمة التكييف والتهوية، الحماية من الحرائق، الهواء المضغوط، البخار منخفض الضغط حيث يتم التحكم في درجة الحرارة والتغيرات. |
| Class 300 | المعالجة والصناعة الثقيلة | البخار عالي الضغط، الزيت الساخن، خطوط الهيدروليك/المعالجة مع ارتفاعات الضغط، خدمات التكرير/البتروكيماويات حيث يجب إدارة مخاطر الصدمة الحرارية وانفجار الحشية. |
اختيار نوع الفلنجة الصحيح هو أمر أساسي. غالبًا ما يلبي الفئة 150 متطلبات الخدمة بكفاءة، بينما تضيف الفئة 300 هامشًا أمان عندما تتضمن الخدمة درجات حرارة مرتفعة، أو دورات تشغيل، أو عواقب تسرب أعلى.
ميزة Sunhy في 316/316L
تصنع Sunhy فلنجات من الفولاذ المقاوم للصدأ بخيارات 316/316L. من منظور هندسي، المفتاح ليس العلامة التجارية—بل هو التحكم الموثق في المواد: إمكانية تتبع شهادة اختبار المواد (رقم الدفعة)، الامتثال الكيميائي/الميكانيكي، والتحقق من تحديد الهوية الإيجابية للمواد. تقلل الدرجات منخفضة الكربون “L” من خطر التحسس في الأنظمة الملحومة، لكن الفولاذ المقاوم للصدأ لا يزال له حدود خدمة (مثلًا، بيئات الكلوريد ودرجة الحرارة يمكن أن تسبب تشققًا تآكليًا إجهاديًا). حدد المادة بناءً على كيمياء السائل، ودرجة الحرارة، ومتطلبات التنظيف، وليس فقط على الفئة.
غوص هندسي عميق: الاختلافات “الصعبة”
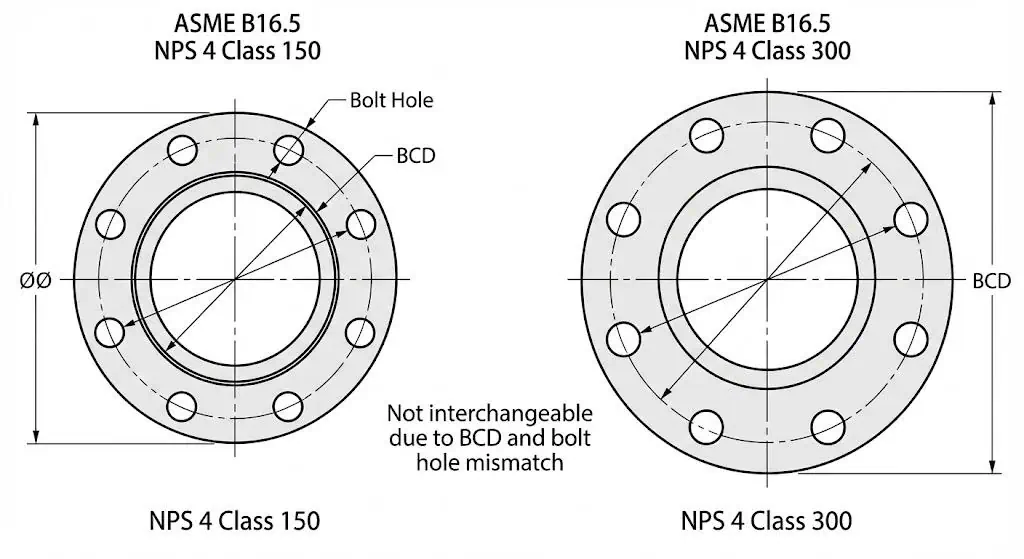
لفهم الفرق حقًا بين الفئة 150 والفئة 300، انظر إلى ما هو أبعد من ملصق التصنيف وافحص الهندسة التي تتحكم في صلابة الوصلة: سمك الفلنجة، دائرة البراغي، حجم فتحة البرغي، ومنطقة تفاعل الحشية. العديد من “تسريبات الغموض” ليست عيوبًا في الحشية—بل هي مشكلات في الصلابة والتجميع.
دراسة حالة مرئية: فلنجة عنق ملحومة 4 بوصة
لنأخذ فلنجة قياسية فلنجة عنق ملحوم (WN) مقاس 4 بوصة (NPS 4) كمثال واقعي. يتم تحديد قطر تجويف الأنبوب حسب جدول الأنبوب، لكن الشكل الخارجي للفلنجة يتغير بشكل مادي مع الفئة. وهذا يؤثر على مساحة التحرك للأدوات، وحجم المسمار اللولبي المزدوج، ونطاق عزم الشد، والقدرة على الحفاظ على استواء الوجه.
يبرز الرسم الفني أعلاه بُعدين يتغيران عادةً مع الفئة:
- سمك الفلنجة: تحمل الفلنجات ذات الفئة الأعلى معامل مقطع أكبر لمقاومة الدوران تحت حمل المسمار اللولبي المزدوج والضغط الداخلي.
- دائرة البراغي (BCD): عادةً ما تزيح أنماط الفئة الأعلى البراغي للخارج وتزيد حجم الثقب لاستيعاب مسامير لولبية مزدوجة أكبر وأحمال تجميع أعلى.
مثال ميداني (قيود التثبيت → إعادة العمل): في منصة تجديد، تم تحديد وصلة فئة 300 بشكل صحيح للضغط/درجة الحرارة، لكن المصمم فاتته مساحة تأرجح الأداة حول دائرة البراغي. في الميدان، لم تتمكن أدوات عزم الشد من الوصول إلى عدة مسامير لولبية مزدوجة بسبب الدعامات القريبة. تم تجميع الوصلة بشكل غير متساوٍ، ثم تسربت أثناء التشغيل الساخن. كان الحل ميكانيكيًا: مراجعة الدعامات للوصول وإعادة التجميع بمراحل مضبوطة.
البيانات: مقارنة مواصفات 4 بوصة فئة 150 مقابل 300
فيما يلي تفصيل عملي للأبعاد لـ فلنجة 4 بوصة من نوع WN باستخدام جداول الأبعاد المرجعية الشائعة ASME B16.5. تحقق دائمًا من الأبعاد مقابل نوع الفلنجة (WN مقابل SO) والجدول المحدد المستخدم في التصنيع/التفتيش.
| البعد (4 بوصة NPS، WN) | Class 150 | Class 300 | الفرق العملي (ما يؤثر عليه) |
|---|---|---|---|
| سُمك الفلنجة (الجدول النموذجي “T”) | ~0.88 بوصة (22.4 مم) | ~1.25 بوصة (31.8 مم) | الصلابة الأعلى تساعد في الحفاظ على ضغط الحشية مستقرًا تحت التحميل الدوري. |
| كمية البراغي | 8 فتحات | 8 فتحات | نفس العدد عند NPS 4—لا تفترض التوافق. |
| قطر فتحة البرغي | ~0.75 بوصة | ~0.88 بوصة | حجم الفتحة يحدد اختيار قضيب التثبيت وملاءمة الوردة/الصامولة. |
| قطر دائرة البراغي (BCD) | ~7.50 بوصة (190.5 مم) | ~7.88 بوصة (200.0 مم) | قطر دائرة البراغي المختلف يعني أن الفلنجات لن تتطابق. |
ملاحظة هندسية حرجة: لا تنخدع بعدد البراغي. عند NPS 4، تستخدم كلتا الفئتين عادةً 8 فتحات. ومع ذلك، فإن BCD وقطر الفتحة يختلفان, ، لذا يمكنك مقياس الفجوة ربط فلنجة من الفئة 150 بفلنجة من الفئة 300 دون انتهاك النمط القياسي. يؤدي الإجبار على التركيب إلى إتلاف المسامير اللولبية المزدوجة، وتشويه الأسطح، ويزيد من احتمالية تسرب الحشية.
مثال ميداني (التزاوج الخاطئ → تسرب مزمن): حاول فريق الصيانة توصيل أنبوب من الفئة 300 بفوهة من الفئة 150 عن طريق “تطويل” الفتحات في الموقع. تم تجميع الوصلة، واجتاز فحص التسرب البارد، ثم بدأ بالتسرب بعد التشغيل الساخن. كان السبب الجذري هو تشوه السطح وعدم انتظام جلوس الحشية. الإجراء التصحيحي: استبدالها بمحول الفئة/الفوهة الصحيح واستعادة نمط البراغي القياسي.
عندما يتغير عدد البراغي (مثلاً، 6 بوصة)
في الأحجام الأكبر، غالباً ما تؤدي اختلافات الفئة إلى تغيير عدد البراغي بالإضافة إلى حجم البرغي. هذا ليس تجميلياً؛ بل هو كيفية الحفاظ على الوصلة على إجهاد موحد للحشية تحت الأحمال الأعلى.
على سبيل المثال، على فلنجة 6 بوصة تشاهد عادةً:
- الفئة 150: 8 فتحات.
- Class 300: 12 فتحة.
تساعد هذه الكثافة المتزايدة للمسامير في الحفاظ على انتظام ضغط الحشية—وهو أمر مهم بشكل خاص للخدمات الساخنة حيث تكون زحف/استرخاء الحشية ودوران الفلنجة أكثر شدة.
تفصيل تصميم حرج: أنواع وجوه الفلنجة
الفرق بين Class 150 مقابل Class 300 ليس الأمر مجرد سمادة وحفر. يجب أن يكون وجه الفلنجة ونظام الحشية متوافقين مع إجهاد الجلوس المطلوب ومخاطر التسرب. نوع الوجه هو المكان الذي يتحول فيه “التصميم النظري” إلى “أداء ميداني”.”
وجه مرتفع (RF) مقابل وصلة حلقيّة (RTJ)
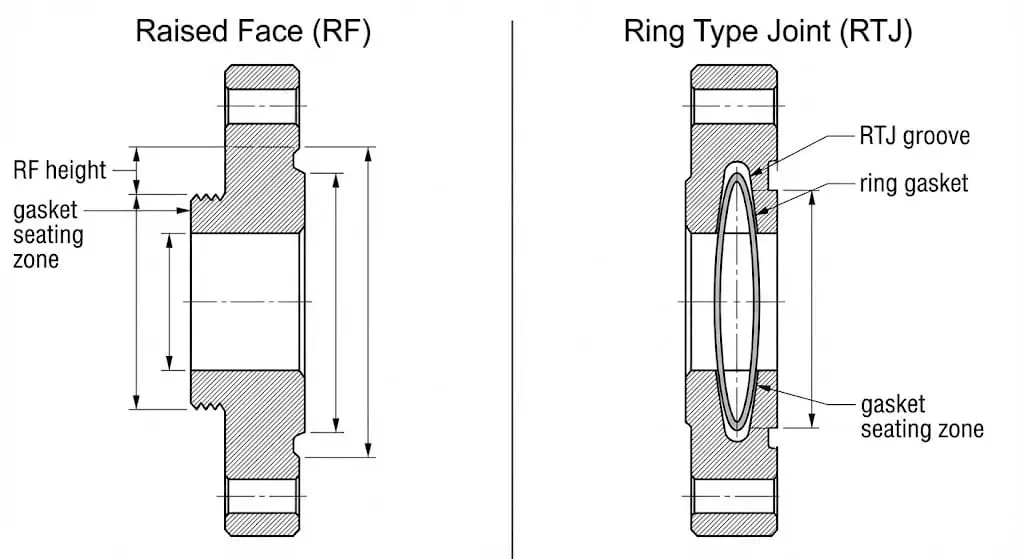
كلا الفئتين تُحددان عادةً باستخدام وجه مرتفع (RF). تفصيل رئيسي يغفل عنه العديد من المهندسين: ارتفاع الوجه المرتفع النموذجي هو 1/16 بوصة للفئة 150 والفئة 300 (غالبًا ما تختلف الفئات الأعلى). RF هو قرار لنظام الحشية أكثر من كونه ميزة “قوة”.
- الفئة 150 (RF): تُستخدم على نطاق واسع مع الحشيات اللينة (CNA، PTFE) في خدمات المرافق. يعتمد أداء التسرب بشكل كبير على جودة شد البراغي وحالة الوجه.
- الفئة 300 (RF و RTJ): RF شائع، لكن الخدمات عالية المخاطر (الهيدروكربونات الساخنة، دورات أعلى، عواقب أعلى) قد تدفع المهندسين إلى تحديد RTJ لأداء السداد المعدني-المعدني—عندما تدعم المعدات المزاوجة وضوابط التجميع ذلك.
رؤية هندسية: يتم اختيار RTJ عادةً عندما تحتاج إلى إجهاد جلوس أعلى ومقاومة أفضل للانفجار مما يمكن أن توفره أنظمة RF ذات الحشيات اللينة بشكل موثوق. يعتمد نجاح RTJ على حالة الأخدود، وتوافق مادة الحلقة، والشد المتحكم به—وليس فقط على اختيار الفئة 300.
الحشية والتثبيت: المتغيرات الخفية
اختيار الفئة الصحيحة هو نصف العمل فقط. معظم حوادث التسرب التي قمت بتحقيقها تعود إلى اختيار الحشية، حالة البرغي/التشحيم، وطريقة الشد. التوجيهات الصناعية مثل ASME PCC-1 موجودة لسبب: الشد غير المتحكم به يخلق إجهادًا غير منتظم للحشية واسترخاءً مبكرًا.
| المكون | نظام الفئة 150 (نموذجي) | نظام الفئة 300 (نموذجي) |
|---|---|---|
| غَلْفَة نموذجية | CNA أو PTFE للمرافق النظيفة؛ قد يُستخدم SWG إذا كانت الأسطح/التثبيت تدعمه | غَلْفَة ملفوفة حلزونية (SWG) مع حلقة مركزية؛ حلقة داخلية حيث تتطلبها ظروف التجويف/السطح |
| مادة المسمار | ASTM A193 B7 (شائع لأنظمة CS) | ASTM A193 B7 أو درجات أعلى حرارة حيث مطلوب؛ تحقق من درجة الصامولة وحدود درجة الحرارة |
| تحكم التجميع | متوسط: لا يزال يحتاج إلى تمريرات بنمط نجمة | عالي: تحكم معاير في عزم الشد، تمريرات متعددة، اتساق المادة المزيتة، وسياسة إعادة الشد عند التطبيق |
لماذا يهم اختيار الغَلْفَة
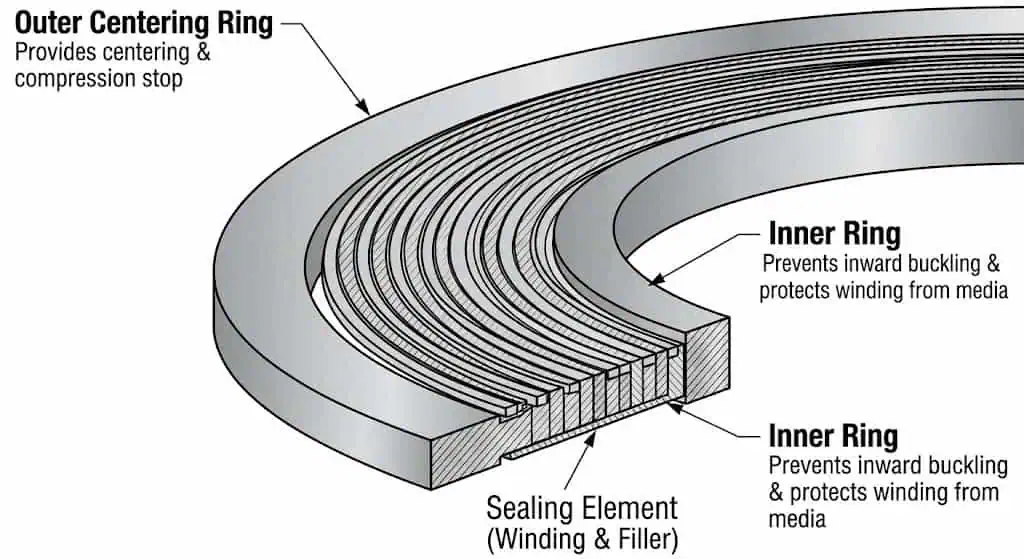
في نظام Class 300, ، يعمل الضغط والحركة الحرارية على إجهاد الحشية بشكل أكبر. وضع الفشل الشائع هو “انفجار” الحشية أو انبثاقها عندما لا يستطيع نظام الحشية الحفاظ على إجهاد الجلوس. تساعد الحشيات الملفوفة حلزونيًا لأن اللف يتصرف مثل زنبرك، ولكن فقط إذا تم تجميع الوصلة بشكل صحيح ونمط الحشية (مع حلقات خارجية/داخلية عند الحاجة) يتطابق مع تجويف الفلنجة والخدمة.
مثال ميداني (حشية خاطئة + شد البراغي → انفجار): استخدم خط زيت ساخن Class 300 حشية ناعمة مخصصة للخدمات منخفضة الإجهاد. أغلقت الوصلة عند البرودة، ثم تسربت بعد التسخين والاهتزاز. السبب الجذري كان الزحف/الاسترخاء بالإضافة إلى عدم كفاية الاحتفاظ بإجهاد الجلوس. الإصلاح: تحديد نظام حشية مناسب للخدمة وإعادة التجميع باستخدام مراحل شد مضبوطة مع التحقق من حالة المسمار اللولبي المزدوج والتشحيم.
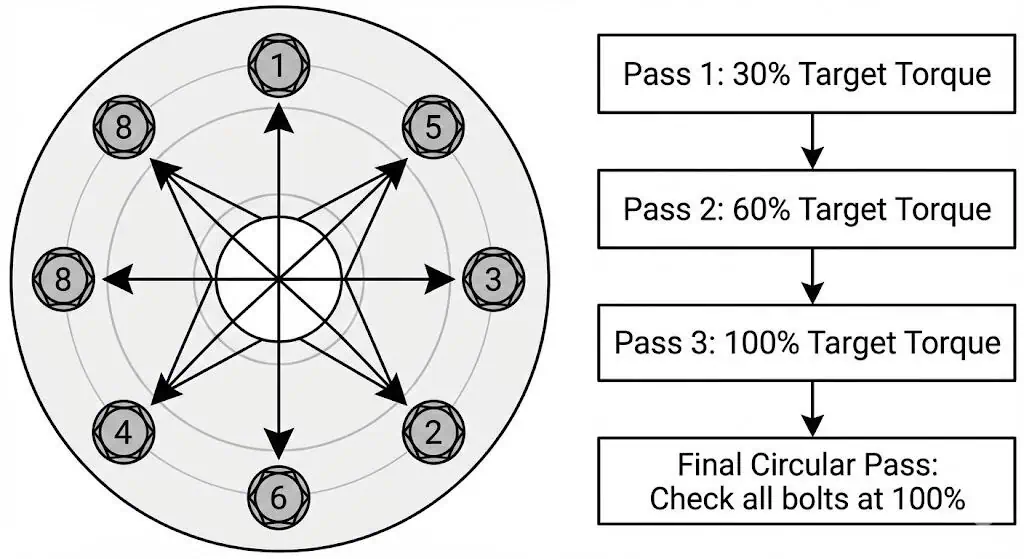
قائمة التحقق الدنيا العملية لشد البراغي (تعمل لكلا الفئتين، وتصبح إلزامية في Class 300):
- تنظيف وفحص وجوه الفلنجة؛ رفض الخدوش العميقة/التجاويف في نطاق الختم.
- التحقق من نوع الحشية وحجمها واتجاهها؛ التأكد من جلوس حلقة التمركز بشكل صحيح.
- تأكيد أن المسامير/الصواميل من الدرجة الصحيحة، وخيوط غير تالفة، وتشحيم متسق.
- الشد بنمط نجمة/متقاطع باستخدام مراحل متدرجة (مثلًا، 30% → 60% → 100%)، ثم مرحلة دائرية نهائية للتحقق من دوران الصامولة.
- توثيق عزم الشد النهائي وتحديد الوصلة للخدمات الحرجة.
التحقق: معايير الاختبار الهيدروستاتيكي
غالبًا ما يُساء فهم لغة الاختبار الهيدروستاتيكي. لا يتطلب معيار ASME B16.5 اختبار الضغط الفردي للفلنجات كمنتجات قائمة بذاتها؛ تنطبق متطلبات اختبار الضغط على وصلات الفلنجات وعلى النظام المجمع وفقًا لمدونة الأنابيب الحاكمة وإجراء المشروع. عالج فئة الفلنجة كإطار تصنيف—وليس بديلًا عن خطة اختبار متوافقة مع المدونة.
الاستنتاجات الهندسية العملية للتشغيل:
- ميّز بين: اختبارات المنتج/الوصلات مقابل الاختبار الهيدروستاتيكي للنظام تحت معيار ASME B31.x أو معيار المشروع.
- لا “تختبر” الفئة عن طريق زيادة الضغط أكثر من إجراء الاختبار؛ الاختبار الزائد يمكن أن يسبب إجهاداً دائماً للفلنجة أو يحمل عناصر التثبيت فوق طاقتها.
- فحوصات التسرب بعد التسخين حاسمة للخدمات الساخنة لأن إجهاد الحشية يتغير مع درجة الحرارة والارتخاء.
مثال ميداني (اختبار زائد → تشوه دائم): تم اختبار خط خدمة مبني بفلنجات Class 150 هيدروليكياً باستخدام ضغط مخصص لنظام فئة أعلى. لم تنفجر الفلنجات، لكن عدة وصلات طورت تسرباً مستمراً لاحقاً. أظهر التشريح اللاحق دوران الوجه/تمدد البرغي خارج النطاق المرن. لم تكن التكلفة “فشلاً كارثياً”—بل كانت انقطاعات متكررة وإعادة عمل.
متى تستخدم فلنجات Class 150
مُحسَّنة للخدمات منخفضة الضغط
فلنجات Class 150 تُستخدم على نطاق واسع حيث يكون الواجب مركزاً على الخدمة ودرجة الحرارة/التغيرات العابرة مُتحكَّم بها. وهي أخف وزناً، أسهل في التعامل، وتقلل عادةً من التكلفة المثبتة—عندما تكون حقاً ضمن نطاق التصميم.
أفضل التطبيقات المناسبة:
- توزيع المياه: خطوط المياه البلدية ومعالجة مياه الصرف الصحي.
- أنظمة التدفئة والتهوية وتكييف الهواء: دوائر المياه المبردة ودوائر التدفئة منخفضة الضغط.
- الغذاء والمشروبات: خدمات الضغط المتوسط حيث تكون النظافة/توافق المواد أكثر أهمية من هامش الفئة.
- مكافحة الحرائق: خطوط تغذية مرشات الحريق القياسية (حسب متطلبات المشروع والسلطة).
نصيحة المشتريات/ضمان الجودة: لأعمال المرافق من الفئة 150، لا تزال معظم “التسريبات” تأتي من تلف السطح، وحجم الحشية الخاطئ، والتثبيت غير المتساوي للمسامير. أضف فحصًا بسيطًا عند الاستلام: ختم الفئة، رقم الدفعة في تقرير اختبار المواد، حالة السطح، تطابق نمط الثقوب، والتحقق من ملاءمة الحشية.
نشر الصناعة
غالبًا ما يُستخدم الفئة 150 في المنشآت الكيميائية والصيدلانية ليس لأن الضغط منخفض، ولكن لأن توافق المواد من الفولاذ المقاوم للصدأ، وحالة السطح، ومراقبة الوثائق هي التي تحدد المواصفات. في تلك الحالات، يتحول الانضباط في الاختيار من “هامش الضغط” إلى “المواد + النظافة + إمكانية التتبع + التجميع القابل للتكرار”.”
متى يتم الترقية إلى الفئة 300
التعامل مع الضغط العالي والصدمة الحرارية
الانتقال إلى الفئة 300 ضروري عندما يتضمن نطاق التصميم ضغطًا و/أو درجة حرارة أعلى، أو عندما تتضمن الخدمة دورات وعواقب تسرب أعلى. تزيد هذه الفئة من الصلابة وتتطلب عادةً ضوابط تجميع أكثر انضباطًا.
لماذا الترقية؟ قد يكون فحص “الضغط فقط” في درجة حرارة الغرفة مضللاً. إذا تضمنت الخدمة درجة حرارة مرتفعة، يمكن أن ينخفض ضغط العمل المسموح به بشكل حاد. يجب أن يستند قرارك إلى درجة حرارة التصميم و تصنيف المادة عند تلك درجة الحرارة, ، وليس على القيم المحيطة.
أمثلة على الخدمات الحرجة
- خطوط البخار الرئيسية: توزيع البخار الساخن مع دورات واهتزازات.
- الأنظمة الهيدروليكية: أنظمة القوة السائلة ذات الضغط الأعلى مع ذروات ديناميكية.
- التكرير/المعالجة: خدمات الهيدروكربون حيث تكون عواقب التسرب عالية.
وفقًا لـ جداول الضغط من الفئة 300, توفر الفئة 300 هامشًا إضافيًا، ولكن فقط عندما يتم التحكم في بقية النظام (الصمامات، والحشيات، والمسامير اللولبية المزدوجة، وطريقة التجميع) بنفس منهجية التصنيف.
اتساق النظام: الصمامات والحشيات
مطابقة “الحلقة الأضعف”
نظام الأنابيب يكون قوياً فقط بقدر أقل مكون فيه تصنيفاً. حتى لو تم اختيار فلنجة من الفئة 300 بشكل صحيح، فإن إقرانها بصمام ذو نهاية ذات تصنيف أقل، أو معيار غير متطابق (مثل ثقب ASME مقابل EN)، أو نظام حشية غير متوافق يخلق فخاً للموثوقية.
مثال ميداني (عدم تطابق المعايير): تلقى موقع صماماً مثقوباً وفقاً لنمط EN بينما كان الأنبوب وفقاً لـ ASME B16.5. على الورق، كان كلاهما “حجم مماثل”، لكن دائرة البراغي لم تتطابق. التصحيح الآمن الوحيد كان استبدال نهايات الصمام أو استخدام محول المعيار الصحيح—لا تقم بتعديل حدود الضغط عن طريق فتح فتحات مائلة.
قاعدة عامة: يجب أن تتشارك الفلنجات والصمامات والحشيات نفس فئة الضغط ومعيار الثقب المتوافق عند الوصلة. لا تخلط بين الفئات أو المعايير في وصلة فلنجية واحدة.
ملخص: اتخاذ الخيار الصحيح
الاختيار بين الفئة 150 والفئة 300 يتلخص في مطابقة ضغط التصميم + درجة حرارة التصميم + مجموعة المواد إلى جداول التصنيف، ثم التأكد من محاذاة نمط البراغي، والسطح، والحشية، وضوابط التجميع.
| الميزة | Class 150 | Class 300 |
|---|---|---|
| التصنيف البيئي النموذجي (مخططات CS) | ~275 رطل/بوصة مربعة | ~720 رطل/بوصة مربعة |
| الهندسة | سمك أخف ونمط حفر أصغر | مقطع أثقل، نمط حفر أكبر، صلابة أعلى |
| حساسية الوصلة | قد يحدث تسرب إذا كانت الأسطح/شد البراغي ضعيفًا | أكثر تسامحًا في الصلابة، لكنه يتطلب تحكمًا أفضل في الحشية/شد البراغي |
| أفضل استخدام | المرافق والخدمات ذات الواجبات المتحكم بها | ضغط/درجة حرارة أعلى، دورات تشغيل، خدمات ذات عواقب أعلى |
إذا كنت تشتري فلنجات لأي من الفئتين، اطلب إمكانية تتبع شهادة اختبار المواد، تأكد من العلامات (الفئة، المادة، الدفعة)، تحقق من نمط الحفر، وكنترل جودة شد البراغي. عملياً،, الانضباط الجيد في التجميع يمنع تسريبات أكثر من “شراء فئة أعلى”.
الأسئلة الشائعة
هل يمكنني تثبيت فلنجة Class 150 بفلنجة Class 300 باستخدام برغي؟
لا. حتى عندما يبدو عدد البراغي متشابهاً (مثلاً، NPS 4)، فإن قطر دائرة البراغي وحجم الثقب يختلفان, ، لذا لن تتطابق الأنماط. تعديل الثقوب أو إجبار التلاؤم ينتهك الحفر القياسي ويزيد من خطر التسرب بسبب تشوه الوجه وإجهاد الجوانة غير المتساوي.
هل الفئة 300 دائمًا أفضل من الفئة 150؟
لا. تضيف الفئة 300 صلابة وقدرة تصنيف أعلى، لكنها تكلف أكثر، وتزن أكثر، وغالباً ما تتطلب تحكم تجميع أعلى (حجم المسمار اللولبي المزدوج، نطاق عزم الشد، الوصول). إذا كان نطاق تصميمك منخفض الضغط/درجة الحرارة ومتحكم به حقاً، فإن الفئة 150 هي الخيار الهندسي الصحيح.
كيف يمكنني التمييز بينهما بصريًا؟
تحقق من الختم على حافة الفلنجة (مثلاً، “150” أو “300”)، ثم تأكد من نمط الحفر. بصرياً، فلنجات الفئة 300 عادةً ما تكون أكثر سمكاً ولها دائرة براغي/ثقوب أكبر لنفس NPS. للعمل الحرج، لا تعتمد على “المظهر”—تحقق من BCD وقطر الثقب مقابل جدول قبل التلاؤم.
هل يعني “Class 150” أن الفلنجة محدودة بـ 150 رطل لكل بوصة مربعة؟
لا. “الفئة” هي تسمية تصنيف الضغط–درجة الحرارة. عند درجة حرارة المحيط، تظهر العديد من جداول الفولاذ الكربوني ضغطاً مسموحاً للفئة 150 أعلى بكثير من 150 رطل/بوصة مربعة، لكن عند درجة حرارة أعلى ينخفض الضغط المسموح. صمم دائماً وفقاً للتصنيف المعتمد على درجة الحرارة ورمز المشروع.
ما هو نوع الحشية المستخدم عادةً في وصلات الوجه المرتفع من الفئة 300؟
حلقات التسكير الملفوفة الحلزونية شائعة الاستخدام في وصلات الفلنجات من الفئة 300 ذات الوجه المرفوع (RF) في الخدمات الساخنة/المتغيرة لأنها تحافظ على إجهاد التسكير بشكل أفضل تحت ظاهرة الاسترخاء—شريطة أن يتم تجميع الوصلة بتمريرات مضبوطة وأن يتطابق نمط الحلقة (الحلقات) مع ظروف تجويف/وجه الفلنجة. يجب أن يكون اختيار الحلقة متوافقًا مع كيمياء السائل ودرجة الحرارة.
