فلنجة ملولبة هي فلنجة أنابيب ذات خيوط داخلية مخروطية تثبت على نهاية أنبوب ملولب مطابقة، مما يخلق وصلة قابلة للإزالة دون لحام. في العمل الحقيقي بالمصانع، تكون الفلنجات الملولبة ذات قيمة كبيرة على خطوط ذات قطر صغير حيث يكون العمل الساخن مقيدًا، أو وقت الإيقاف محدودًا، أو يُتوقع تفكيك مستقبلي. تم كتابة هذا الدليل للمهندسين، ومخططي الصيانة، وفرق ضمان الجودة/مراقبة الجودة، وطواقم الإيقاف الذين يحتاجون إلى إرشادات عملية للتركيب ومنع التسرب، وليس مجرد نظرة عامة على المنتج.
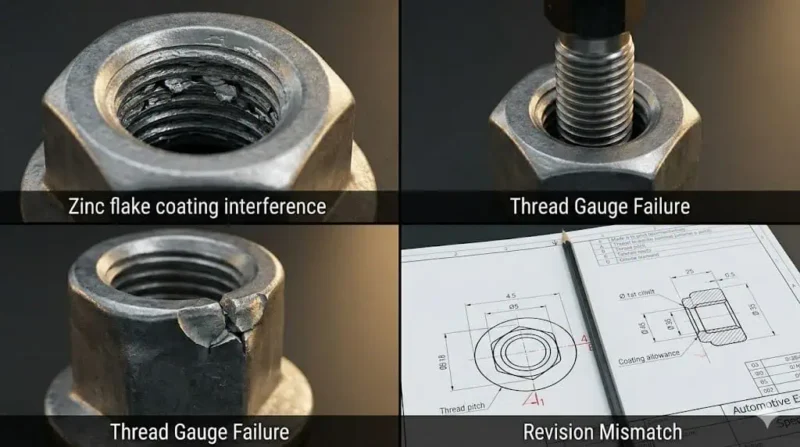
النقطة الهندسية الأكثر أهمية هي أن وصلة الفلنجة الملولبة لها مسارين للتسرب، وليس واحدًا. الأول هو الحلزون الخيطي بين الأنبوب وفتحة الفلنجة. والثاني هو وجه الفلنجة المزود بحشية بين الفلنجات المتزاوجة. يمكن أن تشعر الوصلة بأنها ميكانيكيًا محكمة ولا تزال تتسرب إذا كان نظام الخيوط خاطئًا، أو كان المادة المانعة للتسرب غير مناسبة، أو كان حمل البراغي عبر وجه الفلنجة غير متساوٍ.
قبل التثبيت، تأكد من أربعة أشياء: نظام الخيوط (NPT، أو BSPT، أو معيار خيوط مخروطية آخر)، ونوع وجه الفلنجة (RF، أو FF، أو RTJ حيث ينطبق)، وتوافق الحشية والمادة المانعة للتسرب مع الخدمة، وما إذا كان كود الأنابيب يسمح فعليًا بالوصلات الملولبة في ذلك الموقع. تمنع هذه الفحوصات معظم إعادة العمل التي تُرى أثناء عمليات الإيقاف والتشغيل.
- ما هي الفلنجات الملولبة؟
- توافق NPT مقابل BSPT والمعايير
- كيف تحل الفلنجات الملولبة المشكلات
- متى تستخدم الفلنجات الملولبة
- دليل تركيب الفلنجة الملولبة
- الصيانة واستكشاف الأخطاء وإصلاحها
- أمثلة حالات عامة ومراجع
- الأسئلة الشائعة
ما هي الفلنجات الملولبة؟
تعريف الفلنجة الملولبة
فلنجة ملولبة هي نوع من فلنجات الأنابيب التي تتصل بأنبوب باستخدام خيوط داخلية بدلاً من لحام. يتم تشغيل نهاية الأنبوب بخيوط خارجية مخروطية؛ عند ربط الفلنجة بهذه النهاية الملولبة، يوصل الاشتباك الخيطي الاحتفاظ الميكانيكي ويخلق مسارًا محتملاً للإغلاق عند الحلزون الخيطي. ثم توضع حشية بين الفلنجات المتزاوجة لإكمال إغلاق وجه الفلنجة.
الفلنجات الملولبة شائعة بشكل خاص في خطوط القطر الصغير، وخدمات المرافق، وربط الأدوات، والمواقع التي يكون فيها اللحام صعبًا أو مقيدًا أو غير مسموح به مؤقتًا. إنها ليست بديلاً عالميًا للفلنجات الملحومة. للحمل الدوري الشديد، أو الاهتزاز العالي، أو الدورات الحرارية المتكررة، غالبًا ما تكون الوصلات الملحومة هي الخيار الأكثر موثوقية على المدى الطويل.
نصيحة: الفلنجات الملولبة متوفرة في فئات تصنيف ASME، لكن ضغط العمل المسموح به يعتمد على درجة المادة وجداول درجة الحرارة، وليس على رقم الفئة وحدها. تأكد دائمًا من حدود الكود والخدمة قبل اختيار الفئة. للسياق، راجع ASME B16.5.
توافق NPT مقابل BSPT والمعايير
لماذا يهم توافق الخيوط أكثر مما يتوقعه العديد من الفرق
الفلنجات الملولبة شائعة لأنها تجمع بين التثبيت الخالي من اللحام والأبعاد الموحدة وأوجه العزل. ولكن في التنفيذ الميداني، فإن أعلى مخاطر إعادة العمل عادةً ليست فئة الفلنجة. إنها عدم تطابق نظام الخيوط, خاصة NPT مقابل BSPT أو أنظمة الخيوط المخروطية الأخرى المحددة للمشروع.

من منظور مراجعة هندسية، يجب ربط اختيار الفلنجة الملولبة بثلاث فئات من المعايير:
- معيار الأبعاد والتصنيف للفلنجة, ، مثل ASME B16.5
- معيار نظام الخيوط, ، مثل ASME B1.20.1 لـ NPT
- ضوابط التجميع وجودة التصنيع, ، بما في ذلك الربط بالصواميل، تطبيق المواد السادة، وممارسات اختبار التسرب
في أعمال الإيقاف العملي، يكون التحكم الميداني البسيط هو التأكد من تسمية الخيوط على الرسومات وقوائم المواد، ثم التحقق باستخدام المقاييس أثناء فحص الاستلام والفحوصات قبل التثبيت. وهذا غالبًا ما يكون كافيًا لمنع مشكلة “يبدو محكمًا ولكنه لا يزال يتسرب” التي تحدث عند خلط NPT وBSPT.
| نظام الخيوط | ما يتحكم به | لماذا يهم |
|---|---|---|
| NPT | التقبيس، الميل، الزاوية، وممارسة القياس لخيوط التقبيس الأمريكية الشمالية | شائع في فلنجات الخيوط الصناعية وأنظمة الخيوط ذات المقطع الصغير |
| BSPT / ISO خيوط تقبيس | زاوية ومظهر مختلف عن NPT | يمكن أن يبدأ باليد ولا يزال يتسرب تحت الضغط إذا تم خلطه مع NPT |
| معيار وجه الفلنجة | هندسة RF / FF / RTJ وملاءمة الجوانة | يجب أن يتطابق الوجه مع الجوانة والفلنجة المقابلة |
| رمز المشروع / فئة الأنابيب | حيث يُسمح بالمفاصل الملولبة | قد تفضل الخدمات ذات الاهتزاز العالي أو الدورية الشديدة البدائل الملحومة |
للرجوع الداعم أثناء مراجعة الهندسة، يتحقق الفريق عادةً ASME B16.5, ASME B1.20.1, ومراجع الخيوط الخاصة بالمشروع مثل ISO 7-1 / مراجع خيوط EN.
توافق المواد ومخاطر التآكل
تؤثر درجة المادة على عمر التآكل، هامش عزم الدوران، وميل التآكل. في الأنظمة الملولبة، غالبًا ما تحدث التسربات ليس لأن تصميم الخيط سيئ، ولكن لأن المادة كانت غير متطابقة مع البيئة أو الجزء المقابل.
| نوع المادة | عائلة المعيار النموذجية | ملاحظات الاختيار العملية |
|---|---|---|
| فولاذ كربوني | ASTM A105, A350, A694 | جيد للخدمة العامة؛ يحمي من التآكل في الظروف الرطبة |
| صلب سبائكي | ASTM A182 | يستخدم حيث تكون درجة الحرارة أو القوة أعلى |
| الفولاذ المقاوم للصدأ | ASTM A182 | للتعرّض للكلوريد، غالبًا ما يُفضل 316/316L على 304/304L، اعتمادًا على الخدمة |
| فولاذ دوبلكس | ASTM A182 | قوة أعلى ومقاومة أفضل للتشقق الناتج عن الإجهاد في البيئات الأصعب |
| سبائك النيكل | ASTM B160, B166, B564 | يُختار للخدمة الشديدة التآكل أو ذات درجات الحرارة العالية |
- تحدد درجة المادة القوة الميكانيكية، ومقاومة التآكل، وعمر الخدمة.
- للمفاصل الملولبة من الفولاذ المقاوم للصدأ، خطط للتحكم في التآكل بالخيوط النظيفة، المادة المانعة للتسرب الصحيحة، وعزم التجميع المضبوط.
- للحصول على سياق المنتج والمواد، راجع دليل مواد الفلنجات.
كيف تحل الفلنجات الملولبة المشكلات
تركيب سريع بدون لحام عندما تكون الضوابط في مكانها
يختار المهندسون الفلنجات الملولبة عندما يحتاجون إلى وصلة بدون لحام يمكن تركيبها بعملية محكمة. تطابق الخيوط الداخلية في تجويف الفلنجة الخيوط الخارجية على أنبوبك. بعد تأكيد نوع الخيوط وتنظيفها، قم بتطبيق مانع تسرب متوافق، وبرغي الفلنجة في مكانها، وقم بمحاذاة الفلنجة المقابلة. لا يوجد تحضير للحام، ولا مدخلات حرارية، ولا تخطيط لفحص ما بعد اللحام.
هذه المزايا مهمة خلال فترات الإغلاق القصيرة أو عندما تقيد ضوابط مخاطر الاشتعال العمل الساخن. للحصول على سياق مخاطر العمل الساخن، راجع توجيهات العمل الساخن من OSHA.
مثال ميداني – إصلاح تحت قيود العمل الساخن: احتاج مجمع توزيع هواء أدوات المصنع إلى استبدال سريع لقطعة عزل في منطقة حيث تأخرت تصاريح العمل الساخن. تم إكمال الوصلة باستخدام فلنجات ملولبة بعد التحقق من الخيوط واختيار مانع التسرب، واجتاز اختبار التسرب في المحاولة الأولى. كانت الضوابط الرئيسية هي الخيوط النظيفة، وتأكيد نظام الخيوط الصحيح، وتحميل البراغي بالتساوي على وجه الفلنجة، وليس عزم دوران إضافي على الخيوط.
الصيانة والاستبدال السهل
تجعل الفلنجات الملولبة الصيانة أسهل لأن الإزالة لا تتطلب قطعًا أو إزالة لحام. عندما تحتاج إلى الوصول إلى صمام، أو مصفاة، أو قطعة أنبوب، يمكن فك الفلنجة بدلاً من قطعها. هذا يقلل من العمل الساخن في المصانع العاملة ويقصر فترات الإغلاق.
مثال ميداني – تآكل الفولاذ المقاوم للصدأ أثناء التفكيك: على تصريف صغير القطر من الفولاذ المقاوم للصدأ 316، توقفت فلنجة ملولبة أثناء الإزالة بعد دورات حرارية متعددة. كان السبب الجذري هو تآكل الخيوط من التجميع الجاف والتلوث الطفيف. الإجراء التصحيحي كان استبدال الفلنجة وقطعة الأنبوب الملولبة، وتنظيف الخيوط، وتطبيق مضاد للالتصاق أو مانع تسرب متوافق، والتحكم في عزم دوران التجميع.
فوائد منع التسرب من خلال تفكير مسارين للختم
أكثر نهج ميداني موثوق هو معاملة وصلة الفلنجة الملولبة كنظامين منفصلين للعزل: اللولب الخيطي ووجه الفلنجة المزود بحشية. يجب التحكم في كليهما.

- التحكم في نظام القلاوظ: تأكد من NPT مقابل BSPT أو أنظمة الخيوط المخروطية الأخرى؛ الخيوط المخروطية ليست قابلة للتبادل تلقائيًا.
- حالة القلاوظ: خيوط نظيفة وغير تالفة؛ ارفض الخيوط المسطحة أو الممزقة.
- اختيار مادة التسديد: اختر شريط PTFE أو مركب معتمد لوسطك ودرجة حرارتك.
- مطابقة الوجه والحشية: يجب أن تتطابق RF/FF/RTJ مع الفلنجة المقابلة وتصميم الحشية.
- طريقة التربيط: شد بنمط متقاطع في عدة مراحل؛ الضغط غير المتساوي هو سبب شائع لتسرب وجه الفلنجة.
مثال ميداني – عدم تطابق الخيوط الذي “كاد أن يناسب”: قام طاقم الإغلاق بتركيب فلنجة ملولبة بدأت باليد لكنها تسربت أثناء اختبار الهيدرو. السبب الجذري كان أنظمة خيوط مختلطة بقطر خارجي مشابه لكن بزاوية ومسافة مختلفة. الحل كان استبدال الأجزاء بنظام الخيوط الصحيح وتنفيذ فحوصات مقياس الاستلام.
تطبيقات متعددة الاستخدامات مع حدود يجب أن يحترمها المهندسون
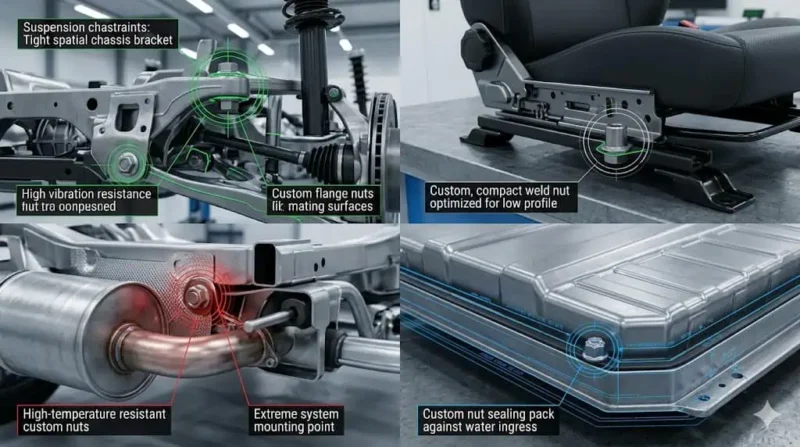
تُستخدم الفلنجات الملولبة عبر العديد من الصناعات لأنها توفر توازنًا عمليًا بين السرعة والقابلية للصيانة. يتم اختيارها غالبًا للمعالجة الكيميائية، ومعالجة المياه، ومرافق النفط والغاز، وأنظمة إنتاج الغذاء، خاصةً على خطوط ذات قطر صغير حيث يُتوقع الوصول المستقبلي وتطبق قيود العمل الساخن.
- مقارنةً بالمفاصل الملحومة بالكامل، تكون المفاصل الملولبة أكثر حساسية للاهتزاز والأحمال الانحناءية.
- يمكن أن يؤدي التكرار الحراري إلى إرخاء إجهاد الختم وتضخيم مشاكل العمل البسيطة.
- في الأنظمة المصنوعة من الفولاذ المقاوم للصدأ، يمكن أن يجعل التآكل التفكيك صعبًا ويقلل من إمكانية إعادة الاستخدام.
مثال ميداني – تسرب مرتبط بالاهتزاز: طورت فلنجة ملولبة على خط أداة مضخة هيكل تسربًا متقطعًا بعد أسابيع من التشغيل. كان السبب الجذري هو الاهتزاز بالإضافة إلى دعم غير كافٍ للخط. كان الإجراء التصحيحي هو إضافة دعم مناسب بالقرب من الاتصال واستبدال الحشية والمادة المانعة للتسرب. كان الإجراء الوقائي هو تجنب المفاصل الملولبة في مناطق الاهتزاز العالي حيث تكون البدائل الملحومة ممكنة.
متى تستخدم الفلنجات الملولبة
أفضل حالات الاستخدام
فلنجات ملولبة هي الأكثر ملاءمة عندما تحتاج إلى اتصالات موثوقة وخالية من اللحام على أنابيب ذات قطر صغير ويمكنك التحكم في توافق الخيوط، وممارسة الختم، وظروف الدعم.
- إصلاحات الطوارئ التي تتطلب استعادة الخدمة الفورية
- أنظمة الأنابيب في بيئات خطرة أو قابلة للاشتعال حيث يكون العمل الساخن مقيدًا
- تركيبات مؤقتة، حلقات اختبار، ومعدات مثبتة على هيكل
- الأنابيب ذات القطر الصغير حيث يتم التحكم في الاهتزاز وتسمح المواصفات القياسية بالمفاصل الملولبة
- المشاريع حيث لا تتوفر معدات اللحام أو عمال اللحام المؤهلين بسهولة
الاعتبارات والقيود
قبل اختيار فلنجة ملولبة، قم بتقييم ظروف التصميم، وضوابط فتح الخط، وخطط الصيانة طويلة المدى.
| اعتبار | الوصف |
|---|---|
| اختيار المادة | تطابق الوسط، ودرجة الحرارة، وظروف التآكل، ومخاطر التآكل بالاحتكاك |
| الأبعاد | تحقق من حجم الفلنجة، وتوافق الجدول الزمني، ونوع الوجه، ومعيار نمط البراغي |
| ضمان الجودة | تأكد من الامتثال لمعيار المشروع؛ بما في ذلك فحص الخيوط والوجه |
| شدة الخدمة | الاهتزاز العالي، والحمل الدوري الشديد، والدورة الحرارية المتكررة غالبًا ما تفضل الفلنجات الملحومة |
| التكلفة | وازن سعر الشراء مع مخاطر الصيانة، وحساسية التسرب، واحتمالية إعادة العمل |
- تأكد من التوافق الكامل بين خيوط الأنبوب وخيوط الفلنجة.
- حدد مادة الحشية وسمكها بناءً على الوسط، والضغط، ودرجة الحرارة.
- استخدم تسلسل شد البراغي الموصى به والمراحل المتدرجة لتجنب تحميل الحشية بشكل غير متساوٍ.
دليل تركيب الفلنجة الملولبة
التجهيز والأدوات
التجهيز الجيد والأدوات المناسبة ضروريان لتركيب فلنجة ملولبة آمن وخالٍ من التسرب. تحدث نسبة كبيرة من إعادة العمل في الموقع قبل بدء التربيط: أنظمة خيوط مختلطة، خيوط تالفة، تركيبات حشيات/أسطح خاطئة، أو ضوابط فتح خط رديئة.
- فحص فلنجة الملولب للتأكد من عدم وجود تلف وتأكد من نظافة الخيوط الداخلية وسطح الختم.
- تحقق من نهاية الأنبوب لضمان صحة شكل الخيوط ونظافتها؛ أزل الصدأ ورش الطلاء الزائد والحطام.
- تأكد من عزل الخطوط وطريقة اختبار التسرب قبل التفكيك.
- اجمع مانع التسرب المعتمد للخيوط، والجوانة الصحيحة، والمسامير/الصواميل المناسبة، وأدوات الربط المناسبة، ومعدات الحماية الشخصية.
نظف نهايات الأنابيب جيدًا وافحص جميع الخيوط قبل بدء العمل. هذا يقلل من خطر التآكل، والتشابك الخاطئ للخيوط، والتسرب.
عملية خطوة بخطوة

- نظف نهايات الأنابيب لإزالة الصدأ والغبار والطلاء والحطام الآخر.
- افحص الخيوط على كل من الأنبوب وداخل الفلنجة للتأكد من عدم وجود تلف أو عدم تطابق؛ تحقق من نظام الخيوط إذا كان هناك أي شك.
- طبق شريط PTFE أو مركب الخيوط المعتمد على خيوط الأنبوب الذكرية في اتجاه الربط.
- اربط الفلنجة يدويًا حتى تصبح محكمة؛ لا تسبب تشابك الخيوط.
- استخدم مفتاح ربط لإحضار الفلنجة إلى وضعها النهائي؛ لا تستخدم قوة مفرطة لإخفاء عدم التطابق.
- أدخل حشية جديدة ونظيفة في مركز وجه الفلنجة؛ تأكد من أن نوع الوجه يتطابق مع تصميم الحشية.
- أدخل المسامير والصواميل، ثم شدها بنمط متقاطع في عدة مراحل لتحقيق ضغط متساوٍ للجوانة.
- أجرِ اختبار التسرب وفقًا لإجراءات المشروع بعد التجميع ومرة أخرى بعد استقرار درجة الحرارة حيثما يلزم.
ممارسة مانع التسرب للخيوط

نصيحة المهندس حول مواد السد:
1. شريط PTFE: جيد للماء والهواء العام؛ يعمل كمزلق.
2. معجون الأنابيب (عجينة): أفضل لمقاومة الاهتزاز وملء الفراغات.
3. طريقة هجينة: في خدمات الضغط العالي المختارة، يستخدم بعض الفنيين طبقة رقيقة من المعجون فوق الشريط، وفقًا لقواعد المشروع وتوافق الوسائط.
الصيانة واستكشاف الأخطاء وإصلاحها
التفتيش المنتظم وإجراءات الصيانة البسيطة تمدّد عمر الفلنجات الملولبة وتقلل من الأعطال غير المخطط لها. أكثر عادة مفيدة في استكشاف الأخطاء وإصلاحها هي تحديد مصدر التسرب أولاً: منطقة الخيوط مقابل وجه الفلنجة.
- افحص التسرب عند كل من الخيوط ووجه الفلنجة قبل إعادة شد أي شيء.
- تحقق من شد البراغي بشكل دوري حيث يوجد اهتزاز.
- نظف الفلنجة وأسطح التثبيت للكشف عن التآكل المبكر أو مسارات التسرب.
- طبق الطلاءات الواقية على الأسطح الخارجية في البيئات المسببة للتآكل، دون تلويث أوجه السد أو الخيوط.
- استبدل المكونات إذا وجدت وجوهًا متشققة، أو أسطح إحكام مشوهة، أو تآكلًا شديدًا، أو قلاوظات تالفة.
- بعد الإصلاحات أو التعديلات، اختبر الضغط للتحقق من سلامة الوصلة.
| العَرَض | السبب المحتمل | الإجراء التصحيحي |
|---|---|---|
| تسرب في منطقة القلاوظ | عدم تطابق الخيوط، خيوط تالفة، مانع تسرب خاطئ أو غير كافٍ | قم بفك التجميع، تحقق من نظام القلاوظ، نظف القلاوظات، أعد التجميع باستخدام مادة مانعة للتسرب المعتمدة؛ استبدل الأجزاء التالفة |
| تسرب عند وجه الفلنجة | حمولة برغي غير متساوية، حشية خاطئة، عدم تطابق الوجه | استبدال الحشية، التحقق من السطح المواجه، الشد بنمط متقاطع مع مراحل متدرجة |
| التصاق أثناء التفكيك | التحام بارد في الفولاذ المقاوم للصدأ، تلوث، عزم شد زائد | استبدال الأجزاء المتضررة؛ فرض ممارسة الخيوط النظيفة ومكافحة التآكل في التركيب التالي |
| تسريبات متكررة بعد أسابيع | اهتزاز، مشكلة دعم، أو دورات حرارية | إضافة دعم/تقييد؛ إعادة تقييم ما إذا كان الوصل الملولب مناسبًا في تلك المنطقة |
أمثلة حالات عامة ومراجع
تظهر تحقيقات الحوادث العامة باستمرار أن سلامة الوصل ليست مجرد مشكلة مكون؛ بل هي أيضًا مشكلة إتقان عمل، عزل، وسيطرة فتح الخط. تم تضمين هذه المراجع لتعزيز اتخاذ القرارات الهندسية وانضباط إجراءات الموقع.
- مخاطر فتح الخط وفصل الفلنجة: تتضمن تقارير CSB حالات حيث أصيب عمال أثناء فصل وصلات فلنجية لأن ظروف العزل لم تكن مسيطر عليها بالكامل. انظر مجموعة تقارير حوادث CSB.
- سياق تقييد العمل الساخن: تشرح توجيهات OSHA سبب تخطيط بعض الإصلاحات حول ظروف عدم العمل الساخن. انظر توجيهات العمل الساخن من OSHA.
- سياق الحوادث الكبرى للوصلات الملولبة والاهتزاز: تعزز مواد التحقيق العامة من الحوادث الكبرى سبب أهمية مراجعة الاهتزاز والدعم في الأنظمة الملولبة. انظر تقرير تحقيق حادث كبير.
الخلاصة العملية: أداء فلنجة ملولبة لا يتعلق فقط باللولب. يعتمد على كيفية اختيار الوصلة، وتركيبها، ودعمها، وتفتيشها، وصيانتها طوال عمرها التشغيلي.
للحصول على سياق منتج مفصل، تابع مع:
الأسئلة الشائعة
ما هي الفوائد الرئيسية لاستخدام الفلنجات الملولبة؟
المزايا الرئيسية هي التثبيت بدون لحام، وربط أسرع على خطوط القطر الصغير، وإزالة أسهل في المستقبل.
في الممارسة العملية، تظل هذه الفوائد قائمة عند التحقق من نوع الخيوط، وتوافق المادة السادة مع الخدمة، والتحكم في الاهتزاز/الدعم.
هل يمكن استخدام فلنجات ملولبة في الأنظمة عالية الضغط؟
يمكن استخدام الفلنجات الملولبة فقط عندما يسمح بها كود الأنابيب ويتم استيفاء فئة التصنيف الصحيحة، والمادة، وحدود درجة الحرارة.
للضغط العالي جدًا، ودرجة الحرارة العالية، أو الواجبات الدورية الشديدة، أو الاهتزاز القوي، غالبًا ما تكون البدائل الملحومة مفضلة.
كيف تمنع التسرب باستخدام الفلنجات الملولبة؟
تحكم في منطقتين للتسرب: حلزون اللولب ووجه الفلنجة.
تحقق من NPT مقابل BSPT، نظف الخيوط، استخدم مانع التسرب المعتمد، طابق الحشية مع وجه الفلنجة، وشد البراغي بالتساوي بنمط متقاطع متدرج.
NPT مقابل BSPT: كيف تتجنب عدم تطابق القلاوظ في الموقع؟
أكد تعيين الخيوط على الرسومات وتحقق منه باستخدام المقاييس قبل التجميع.
كل من NPT وBSPT مخروطي ولكنهما يختلفان في زاوية الخيط والملعب؛ قد يبدأ الاتصال باليد ولكنه قد يتسرب تحت الضغط أو بعد دورات الحرارة.
هل تحتاج إلى لحام سَدّ على الفلنجات الملولبة؟
فقط إذا كان مطلوبًا بمواصفات المشروع أو ممارسة الكود.
قد يقلل اللحام السطحي من التسرب عبر حلزون الخيط، ولكن يجب تنفيذه بشكل صحيح ويعقد التفكيك المستقبلي.
هل يمكن إعادة استخدام الفلنجات الملولبة بعد الصيانة؟
أحيانًا، ولكن فقط بعد التفتيش.
يعتمد إعادة الاستخدام على حالة الخيط، وحالة وجه الفلنجة، وشدة الخدمة، ومتطلبات ضمان الجودة في الموقع. في أنظمة الفولاذ المقاوم للصدأ، غالبًا ما يجعل التآكل أو تلف الخيط الاستبدال الخيار الأكثر أمانًا.