Тройные хомуты широко используются в пивоваренных системах, поскольку они обеспечивают гигиеничную сборку, быстрый доступ для обслуживания, модульные изменения линий и более чистые соединения, контактирующие с продуктом, по сравнению с резьбовыми соединениями. На пивоварнях это важно в ферментерах, танках для светлого пива, точках отбора проб, подвальных трубопроводах, контурах передачи и упаковочных соединениях, где пивоварам необходимы как очищаемость, так и практическая ремонтопригодность. Однако соединение тройным хомутом не является автоматически гигиеничным только потому, что выглядит пищевым. Реальный результат всё ещё зависит от выравнивания фланцев, выбора прокладки, качества сварки, геометрии ответвлений, дренируемости и того, как сборка фактически очищается и проверяется.
Это руководство объясняет, как инженеры пивоварен и пивовары должны выбирать тройные хомуты по технологической зоне, размеру, материалу прокладки, очищаемости CIP и реальному риску отказа. Оно также показывает, где системы тройных хомутов работают исключительно хорошо, где они используются неправильно и как они связаны с более широкими решениями по гигиеничным трубопроводам в пивоваренных операциях.
Что на самом деле делают тройные хомуты в пивоваренных системах
Как работает соединение тройным хомутом
Соединение тройным хомутом соединяет два фланца с прокладкой между ними и хомутом, который равномерно сжимает сборку. Ценность заключается не только в быстрой сборке. Реальное преимущество в том, что соединение можно открыть для осмотра, замены прокладки, изменения линий или замены компонентов без резки труб или нарушения резьбового соединения, контактирующего с продуктом. В пивоваренном обслуживании эта модульность особенно полезна, когда одна линия должна поддерживать передачу танков, сборки для отбора проб, спуски шлангов, клапаны, смотровые стекла или будущее расширение.
С инженерной точки зрения, фитинг работает должным образом только тогда, когда поверхности фланцев выровнены, прокладка правильно установлена, и хомут используется для герметизации правильного соединения, а не для принудительной установки плохой сборки. В повторяющихся работах по обслуживанию пивоварен это различие важнее, чем сам стиль хомута.

Почему пивовары предпочитают тройные хомуты резьбовым соединениям в зонах контакта с продуктом
Пивовары обычно предпочитают три-зажимные фитинги в зонах контакта с продуктом, поскольку их легче осматривать, легче разбирать и они менее подвержены образованию щелей по сравнению с резьбовыми соединениями. Это не означает, что три-зажимные фитинги автоматически подходят везде. Это означает, что стиль соединения лучше подходит для гигиенического контакта с продуктом, когда полная сборка указана и установлена правильно. Если вам нужна более широкая логика этого различия, прочитайте пищевых и промышленных трубных фитингах.
Это предпочтение также соответствует правилам для оборудования, контактирующего с пищевыми продуктами. FDA 21 CFR 117.40 требует, чтобы поверхности, контактирующие с пищевыми продуктами, были достаточно очищаемыми, коррозионно-стойкими и подходящими для предполагаемых пищевых продуктов и условий очистки. Резьбовое соединение, контактирующее с продуктом, может удовлетворить потребности эксплуатации в некоторых некритических местах, но в гигиенических зонах пивоварен три-зажимные фитинги обычно предоставляют пивоварам лучший контроль за осмотром и техническим обслуживанием.
Где три-зажимные фитинги обычно используются в пивоварнях
В пивоварнях три-зажимные фитинги распространены везде, где важны чистота контакта с продуктом и гибкость технического обслуживания. Типичные места включают линии передачи в варочном цехе, трубопроводы в подвале, ферментеры, танки для светлого пива, точки отбора проб, контуры карбонизации, адаптеры для шлангов, коллекторы клапанов, смотровые стекла и сборки, связанные с упаковкой. На сосудах пивоварен, рассчитанных на давление, Ассоциация пивоваров отмечает, что вторичные немеханические устройства сброса давления, такие как разрывные или взрывные диски, обычно монтируются на три-зажимную втулку или аналогичный фитинг на куполе резервуара. Эта деталь важна, потому что она показывает, как три-зажимное оборудование используется не только для технологических трубопроводов, но и для критических аксессуаров пивоваренных резервуаров.

| Типичная зона пивоварни | Почему Tri-Clamp является распространенным | Основная инженерная проверка |
|---|---|---|
| Ферментеры и танки для светлого пива | Простое удаление клапанов, точек отбора проб и аксессуаров | Выравнивание фланцев, совместимость прокладок, гигиеничная геометрия ответвлений |
| Линии передачи в подвале | Модульная маршрутизация и частая очистка | Дренаж, дисциплина подключения шлангов, контроль стандартных размеров |
| Точки отбора проб и розлива | Быстрый доступ и осмотр | Низкая очищаемость при малых потоках, удержание остатков, риск повторных утечек |
| Соединения, связанные с упаковкой | Гибкое обслуживание и переналадка | Обработка прокладок, удержание запахов, контроль частой повторной сборки |
Почему фитинги Tri-Clamp имеют смысл в пивоварении — и где они не подходят
Реальные преимущества в пивоварении
Реальное преимущество фитингов Tri-Clamp в пивоварении — не только скорость. Это контроль. Пивовары могут открывать, осматривать, очищать, заменять и перенастраивать узлы легче, чем со многими фиксированными или резьбовыми альтернативами. Это особенно полезно в пилотных пивоварнях, растущих производственных пивоварнях и смешанных планировках подвалов, где шланговые соединения, временные изменения и модульное расширение оборудования являются частью нормальной работы.
В практической работе пивоварни Tri-Clamp становится наиболее ценным, когда один узел должен поддерживать несколько реальностей одновременно: пищевой контакт продукта, частый доступ, ограниченное время простоя и возможность изменения планировки процесса после запуска. Это более реалистичная основа для проектирования, чем просто называть Tri-Clamp “легким в использовании”.”
Где Tri-Clamp всё ещё может стать проблемой гигиены
Соединение типа Tri-Clamp всё ещё может стать проблемой гигиены, если вся сборка выполнена неправильно. Распространённые причины включают смещение фланцев, повреждённые края прокладки, плохие переходы сварки, неправильный материал прокладки, многократное чрезмерное затягивание, плохой дренаж и геометрию ответвления, которая задерживает жидкость после CIP. Именно поэтому правила FDA для оборудования сосредоточены на том, являются ли поверхности, контактирующие с пищевыми продуктами, достаточно очищаемыми, коррозионно-стойкими и способными выдерживать свою предполагаемую среду, включая чистящие составы и процедуры очистки. Соединение, выглядящее пищевым, недостаточно, если установленная сборка не может быть фактически правильно очищена и обслуживаема..
Повторяющаяся картина на пивоваренных заводах заключается в том, что соединение выглядит правильным снаружи, утечка небольшая или прерывистая, и операторы предполагают, что проблема незначительна. Последующий осмотр показывает, что фактической слабой точкой был повреждённый край прокладки, небольшое смещение фланца или короткое ответвление, которое никогда полностью не дренировалось после CIP. Другими словами, проблема была скрыта внутри соединения, которое выглядело “достаточно пищевым”.”
Соединение Tri-Clamp является таким же гигиеничным, как и вся сборка.
Гигиенический результат зависит от всего соединения, а не только от хомута. Это означает, что поверхности фланцев, посадочное место прокладки, материал прокладки, условие сжатия, качество окружающей сварки и дренаж подключённого ответвления — всё это важно вместе. На практике пивоварения одной из самых распространённых ошибок является обвинение хомута, когда реальная проблема заключается в плохой подгонке или сборке, которая изначально не должна была считаться полностью очищаемой CIP.
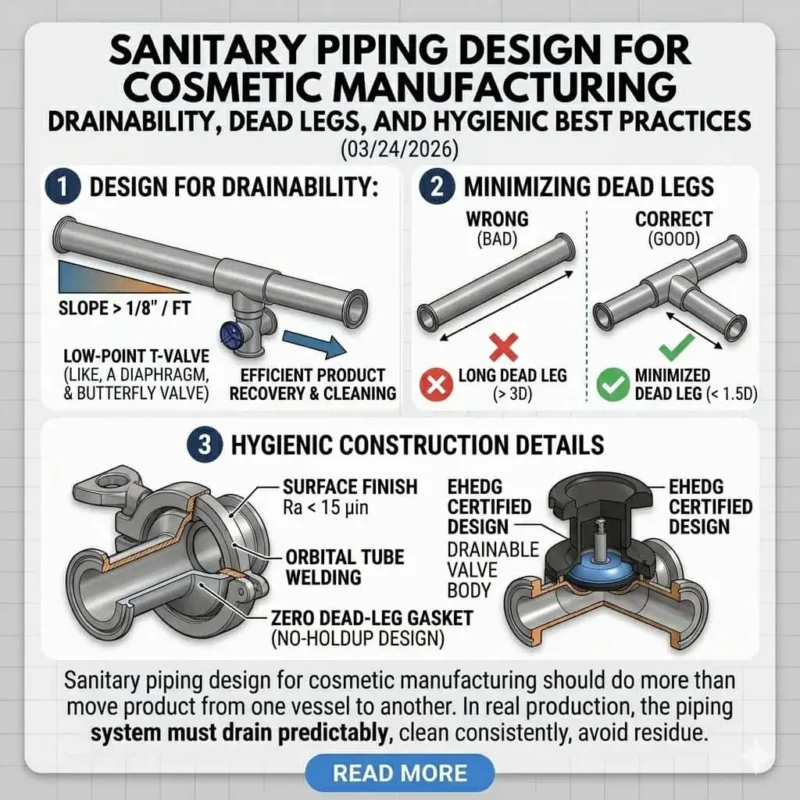
принципы гигиенического проектирования EHEDG делают тот же вывод с точки зрения проектирования: объекты с плохим гигиеническим дизайном трудно очищать. В терминах пивоварения это означает, что фитинг Tri-Clamp не может исправить плохо ориентированное ответвление для отбора проб, грубую сварку фланца или низкую точку, которая продолжает удерживать промывочную воду.

Как пивовары должны выбирать фитинги Tri-Clamp по технологическим зонам
Применение на горячей стороне
На горячей стороне пивоварам следует оценивать три-зажимные фитинги по температурному воздействию, доступности для очистки и практичности обслуживания, а не только по внешнему виду. Передача сусла, циркуляция в варочном цехе и замена шлангов на горячей стороне часто включают повторную сборку, промывку и термические циклы. В этих зонах важными вопросами являются: подходит ли материал прокладки, часто ли разбирается сборка и можно ли надежно очистить и собрать соединение в ходе обычных операций пивоварни.
Оборудование с три-зажимными соединениями на горячей стороне часто оценивается слишком поверхностно, поскольку микробные последствия воспринимаются как менее значительные, чем на холодной стороне. Это лишь частично верно. Неправильный выбор прокладки, повторные нагрузки при сборке и ненадежная подгонка все равно создают нагрузку на обслуживание, задерживают перезапуск и снижают уверенность оператора в соединении.
Применение на холодной стороне и в погребе
Решения по три-зажимным соединениям на холодной стороне обычно имеют более высокие гигиенические последствия, чем на горячей стороне. В ферментации, передаче светлого пива, контурах карбонизации и окончательных сборках, контактирующих с пивом, последствия остаточных отложений, поглощения запахов прокладками, плохого стока или скрытого загрязнения выше. Здесь пивоварам следует уделять больше внимания геометрии ответвлений, состоянию прокладок, локальной очищаемости и тому, требует ли та же сборка вмешательства после очистки или смены.
Хорошее инженерное правило простое: когда продукт ближе к готовому пиву, допуск на несовершенство соединения уменьшается. На сборках холодной стороны то, что выглядит как незначительная деталь соединения, может быстрее, чем ожидалось, стать проблемой вкуса, санитарии или срока годности.
Упаковка, розлив и точки отбора проб
Наиболее недооцененные проблемы с три-зажимными соединениями на пивоварнях часто возникают не в основной линии передачи, а в точках отбора проб, сборках для розлива и связанных с упаковкой ответвлениях. Это места, где локальный поток слабее, жидкость может задерживаться дольше, а ручная обработка происходит чаще. Руководство по производительности кегов Ассоциации пивоваров полезно здесь, потому что оно отмечает, что после последовательности CIP, магистрали пивного процесса, соединения танков светлого пива или стерильного пива, и головки соединения разливочных машин могут быть протерты тампоном и проверены на визуальную чистоту для подтверждения эффективности очистки. Это практическое напоминание, что проверка очистки на пивоварне часто имеет наибольшее значение в деталях соединений, а не на самых простых прямых участках трубопровода..
Один реалистичный пример на пивоварне — это ответвление для отбора проб, которое проходит случайный визуальный осмотр, но продолжает не проходить проверку на запах или остатки после очистки. Основная причина часто заключается не в самом хомуте. Это локальная геометрия вокруг сборки и ложное предположение, что ответвление получает такое же эффективное действие CIP, как и основная линия.
Логика подбора размеров и соединений: что действительно важно
Размер трубки против размера хомута
Пивовары должны выбирать три-кламп фитинги по размеру технологической линии и стандарту фланца, а не только по внешнему виду хомута. В реальных проектах на пивоварнях одна из самых распространенных ошибок закупок — рассматривать размер хомута как основную точку принятия решения. Лучший подход — начать с трубки и стандарта фланца, уже используемых на пивоварне, затем подтвердить соответствующий хомут и формат прокладки, чтобы соединение оставалось совместимым с существующей стратегией гигиенического оборудования.
Это важно, потому что ошибки обслуживания часто начинаются на полке склада, а не на технологической линии. Если пивоварня не может четко различать стандарт линии, формат фланца и совместимость прокладок, неправильная “почти правильная” деталь устанавливается во время простоя под давлением.
Поток, скорость и практичность смены
Больший размер не всегда лучше при подборе три-кламп фитингов на пивоварне. Сборки с увеличенными размерами контактных поверхностей с продуктом могут увеличивать остаточный объем, снижать эффективность очистки в определенных участках и делать плановые замены менее практичными. Фитинги с уменьшенными размерами могут ограничивать скорость передачи, усложнять достижение целей CIP или создавать узкие места на соединениях с резервуарами и емкостями. Правильный размер - это тот, который соответствует фактическим требованиям пивоварни, а не тот, который просто выглядит более прочным.
С инженерной точки зрения, выбор размера влияет не только на скорость передачи. Он влияет на поведение при сливе, обращение с шлангами, реакцию на очистку и количество пива или промывочной жидкости, которое может оставаться в локальных сборках во время смены.
Стандартизация на пивоварне
Пивоварни, которые стандартизируют размеры три-клампов на раннем этапе, обычно сокращают время простоя в дальнейшем. Стандартизация упрощает комплекты шлангов, запасные части, инвентарь прокладок, обучение операторов и скорость повторной сборки. В растущих пивоварнях смешанные стратегии использования хомутов и втулок часто создают больше путаницы в обслуживании, чем ожидают пивовары. Один практический пример из практики заключается в том, что пивоварня не ощущает проблем во время установки; она ощущает их через шесть месяцев, когда во время утечки или проблемы с очисткой берется неправильная запасная часть.
Инженерное примечание: стандартизация - это не только удобство закупок. В расширяющихся пивоварнях это один из самых простых способов снизить установку неправильных деталей и сократить время восстановления при обслуживании.
Выбор прокладок для пивоваренных систем
Почему прокладка часто определяет, является ли соединение надежным
В обслуживании три-клампов на пивоварне прокладка часто является первым истинным слабым местом. Работоспособность соединения зависит от материала прокладки, химической стойкости, температурной устойчивости, упругого восстановления, поведения удержания запаха и того, как сборка обрабатывается во время обслуживания. Когда у пивоваров возникает повторяющаяся проблема с соединением, часто сначала обвиняют сам хомут, но чаще именно прокладка является местом, где начинается реальная потеря надежности.
Это особенно актуально в пивоваренных операциях с повторяющейся очисткой, частым открыванием и смешанными условиями эксплуатации между горячей и холодной сторонами. Один и тот же состав прокладки, который работает приемлемо в одной зоне, может стать повторяющейся проблемой в другой, потому что реальная проблема заключается в химии плюс обращение плюс история сжатия, а не только в названии материала.
EPDM, Силикон, PTFE и другие распространенные варианты
Выбор прокладки должен соответствовать условиям эксплуатации пивоварни, а не привычке. EPDM часто выбирают там, где требуется хорошая общая стойкость и восстановление уплотнения. Силикон часто выбирают там, где важны гибкость и удобство обращения, но пивоварам необходимо тщательно продумать вопрос запаха и соответствия условиям эксплуатации. Варианты на основе PTFE часто рассматривают там, где химическая стойкость является более важным требованием. Правильный выбор зависит от химии очистки, температуры эксплуатации, ожиданий контакта с продуктом и того, как часто соединение открывается и собирается заново.

| Вариант прокладки | Где пивовары часто используют его | Основное предостережение |
|---|---|---|
| EPDM | Общее гигиеническое обслуживание пивоварни с повторяющейся сборкой и очисткой | Подтвердите фактическую химическую совместимость с программой CIP пивоварни |
| Силикон | Области применения, где ценится гибкость в обращении | Проверьте удержание запаха и фактическое соответствие условиям эксплуатации перед стандартизацией |
| ПТФЭ / с покрытием из ПТФЭ | Более химически агрессивные условия эксплуатации | Не игнорируйте поведение уплотнения и практичность сборки |
| Другие специальные составы | Выбранные задачи, специфичные для пивоваренных заводов | Используйте только тогда, когда условия эксплуатации оправдывают дополнительную сложность |
Хорошей практикой является контроль материалов прокладок как утвержденных компонентов, а не дешевых расходных материалов. Когда дисциплина в отношении прокладок слаба, проблемы соединений на пивоваренных заводах становятся труднее отследить и труднее исправить навсегда.
Распространенная модель отказа на пивоваренных заводах: соединение перестает протекать, но становится труднее поддерживать гигиеничность
Одним из повторяющихся паттернов отказов на пивоварнях является соединение, которое перестает протекать снаружи, но становится менее надежным с гигиенической точки зрения. Обычная последовательность знакома: то же соединение протекает, оператор затягивает его сильнее, видимая капля прекращается, но обжимные кольца были слегка смещены, и край прокладки теперь неравномерно нагружен или поврежден. Снаружи соединение выглядит улучшенным. Внутри оно может быть более склонным к удержанию продукта или труднее очищаться стабильно. Сухое соединение не обязательно является хорошим соединением.
Это полезная подсказка для устранения неисправностей на пивоварнях, потому что она объясняет, почему соединение может перестать протекать, но все равно оставаться проблемой для санитарии. Симптом утечки исчез, но очищаемость соединения стала менее надежной, чем раньше.
Тройные хомуты и проектирование CIP на пивоварнях
Почему тройные хомуты помогают CIP, но не гарантируют его
Тройные хомуты помогают CIP, потому что они поддерживают гигиеничную сборку и легкий осмотр, но они не гарантируют, что установленная система полностью очищаема на месте. Эта граница имеет значение. Руководство по очищаемости 3-A напрямую затрагивает распространенное заблуждение, что все оборудование, выглядящее санитарным, автоматически подходит для полного CIP.. В терминах пивоварения это означает, что соединение с хомутом может быть правильным, в то время как подключенная ветвь, сборка для отбора проб или деталь клапана все еще трудно эффективно очищать без осмотра или разборки.
Если вы хотите узнать о более широкой стороне проектирования линий по этому вопросу, свяжите эту статью с Конструктивные особенности для систем промывки на месте (CIP) в пищевых трубопроводах.
Ветви, клапаны и точки отбора проб — это реальная проверка
Реальная проверка три-зажимной системы пивоварни заключается не в том, выглядит ли чистой основная линия после CIP. Она заключается в том, остается ли самая сложная локальная сборка очищаемой и осушаемой. Это становится очевидным в точках отбора проб, коротких боковых ответвлениях, кластерных клапанах и соединениях аксессуаров с низким дренажом. На более чем одной пивоварне или смежной гигиенической линии основные данные возврата выглядели приемлемыми, в то время как та же локальная ветвь продолжала показывать остаточные отложения или повторные проблемы верификации. Реальной причиной была локальная геометрия и слабый эффективный поток, а не недостаток моющей способности.
Это различие важно, потому что операторы часто реагируют, продлевая цикл или увеличивая химию, когда более долговечной коррекцией является укорочение, переориентация или перепроектирование проблемной локальной сборки.

Что пивовары должны проверять после CIP
Пивовары должны проверять сборки, которые легче всего упустить из виду, а не только те, к которым легче всего получить доступ. Полезные проверки после CIP включают обратный дренаж, удерживаемую жидкость, необычный запах, видимые остатки и целевые мазки или ATP-верификацию, где это оправдано. На практике пивоварни сборки для отбора проб, соединения, связанные с танками светлого пива, и точки розлива часто заслуживают большего внимания, чем прямая основная линия, потому что именно там скрытые проблемы очищаемости проявляются в первую очередь.
Материалы и соображения по поверхности для три-зажимных сборок пивоварни
304 против 316L в пивоваренном обслуживании
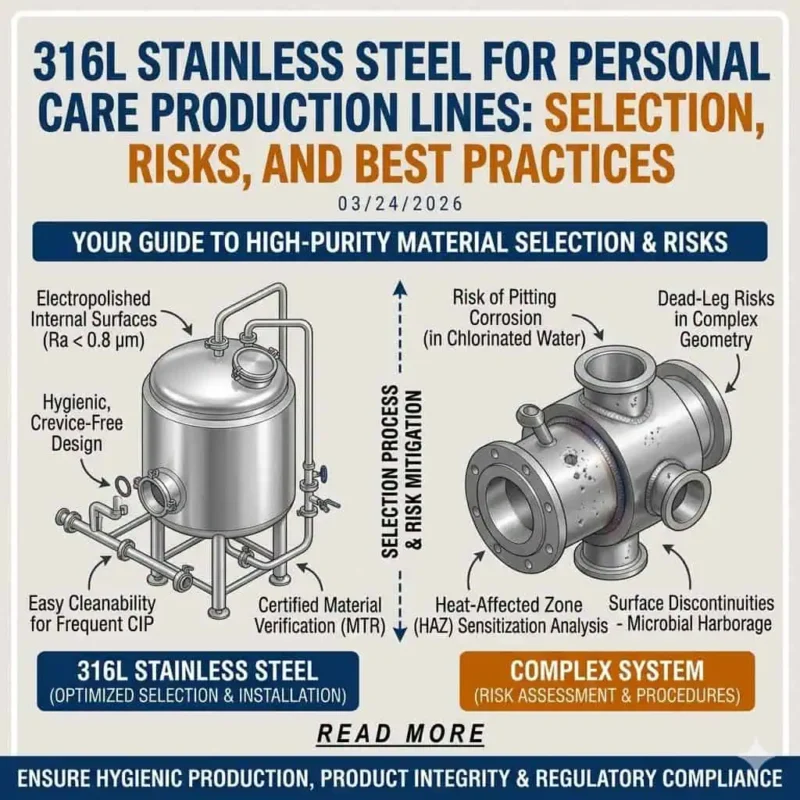
Выбор материала для сборок три-зажимов в пивоварении должен учитывать химический состав продукта, интенсивность очистки и гигиенические последствия. Многие пивоваренные системы успешно работают с гигиеническим оборудованием на основе стали 304, но некоторые условия эксплуатации оправдывают более высокий запас по коррозии. Если применение включает более агрессивную очистку, более высокие гигиенические последствия или более требовательную химию, пересмотрите решение относительно Нержавеющая сталь 316L для молочной и пивоваренной промышленности.
Это не означает, что пивовары должны везде по умолчанию указывать сталь 316L. Лучший вопрос — где дополнительный запас по коррозии действительно влияет на гигиеническую надежность и где оборудование на основе стали 304 остается полностью приемлемым.
Почему качество сварки важнее, чем думают многие покупатели
Три-зажимная арматура может работать только так же хорошо, как и сварной переход, ведущий к ней. Если сварка втулки к трубе имеет плохой контур, окислена или трудно очищается, соединение может оставаться гигиенически слабым, даже когда зажим, прокладка и размеры втулки правильные. На практике пивовары часто замечают симптом позже как повторное удержание запаха, медленный отклик на очистку или необъяснимые проблемы в той же локальной сборке.
Это один из самых ясных примеров того, почему спецификация оборудования и качество изготовления не могут быть разделены. Правильно выбранная арматура не устраняет плохой корень сварки или грубый внутренний переход.
Чистота поверхности, пленка продукта и очищаемость
Чистота поверхности — это не премиальная функция для сборок три-зажимов в пивоварении. Это фактор очищаемости. Более шероховатые или менее контролируемые поверхности контакта с продуктом затрудняют удаление пленки продукта и делают инспекцию менее надежной. Это особенно важно в холодных зонах и зонах конечного контакта с пивом, где требования к сенсорному качеству и микробиологическим последствиям строже.
Типичные точки отказа в системах с тройными хомутами для пивоварен
Повторяющиеся утечки в хомутах
Повторяющиеся утечки в хомутах обычно указывают на проблемы с выравниванием, прокладкой или поверхностью фланца, а не на отказ самого хомута. Если одно и то же соединение продолжает протекать, не начинайте с предположения, что решение — приложить больше усилия. Сначала проверьте подгонку, состояние прокладки, состояние поверхности фланца и используется ли соединение таким образом, что создает повторяющиеся напряжения при сборке.
Остатки вокруг ответвлений для отбора проб или кластеров клапанов
Проблемы с остатками чаще возникают на ответвлениях и сборках, чем в основной линии. Соединения для отбора проб, кластеры клапанов и боковые ответвления с низким расходом — это места, где пивовары должны ожидать локальных проблем с очисткой в первую очередь. Вот почему эти места заслуживают логики проверки, выходящей за рамки “возврат CIP выглядел хорошо”.”
Ложная уверенность от оборудования, выглядящего как пищевое
Одна из самых распространенных ошибок на пивоварнях — предположение, что пищевое оборудование автоматически гигиенично в эксплуатации. Полированный хомут и фланец не компенсируют плохую геометрию ответвления, сложный дренаж, слабый профиль сварки или неправильный материал прокладки. Вот почему более широкая гигиеническая логика по-прежнему важнее, чем только внешний вид оборудования.
Проблемы с инвентаризацией и стандартизацией
По мере роста пивоварен смешанные форматы три-клампов и неконтролируемый выбор запасных частей создают предотвращаемые простои. Когда различные размеры, материалы прокладок и стили сборки смешиваются без контролируемого стандарта, техническое обслуживание замедляется, а устранение неисправностей становится менее надежным. Стандартизация — это не только вопрос закупок. Это вопрос бесперебойной работы пивоварни.
Практический контрольный список для покупки фитингов три-клампов в пивоваренных системах
Вопросы, на которые нужно ответить перед покупкой
- Где будет использоваться фитинг: на горячей стороне, холодной стороне, в подвале, упаковке или отборе проб?
- Какой метод очистки он фактически будет видеть?
- Какой материал прокладки одобрен для этой службы?
- Вероятно ли, что соединение будет часто открываться?
- Является ли сборка действительно осушаемой после очистки?
- Соответствуют ли этот размер и стиль существующему стандарту пивоварни?
Что проверить перед установкой
- Выравнивание фланца
- Состояние поверхности фланца
- Правильный материал и размер прокладки
- Состояние хомута
- Правильная ориентация для осмотра и дренажа
- Доступ для проверки открытия и очистки
Что проверить после запуска
- Повторная утечка в том же соединении
- Запах после очистки
- Остатки после CIP в точках отбора проб и розлива
- Повторяющиеся проблемы при повторной сборке на одном и том же фитинге
- Возникает ли проблема стандартизации по мере расширения пивоварни

Вывод: Три-кламп фитинги работают лучше всего на пивоварнях, когда вся сборка спроектирована для гигиены, а не только для удобства
Три-кламп фитинги работают исключительно хорошо в пивоваренных системах, когда они указаны как часть стратегии гигиенической сборки, а не приобретаются только как удобное оборудование. Их реальная ценность заключается в более чистой геометрии контакта с продуктом, более легком доступе для обслуживания, модульной гибкости процесса и лучшем потенциале инспекции для пивоваренного обслуживания. Но эти преимущества сохраняются только тогда, когда прокладка правильная, фланцы выровнены, переход сварки очищаем, ответвление дренируемо, а логика очистки соответствует реальной геометрии.
Для полного пути гигиенического соединения пивоварни свяжите эту статью с Пищевая vs Промышленная трубопроводная арматура, Нержавеющая сталь 316L для молочной и пивоваренной промышленности, и Конструктивные особенности для систем промывки на месте (CIP) в пищевых трубопроводах.
Часто задаваемые вопросы
Являются ли Tri-Clamp фитинги лучше резьбовых фитингов в пивоваренных системах?
В большинстве зон контакта с продуктом пивоварни, да. Три-кламп фитинги обычно легче инспектировать, легче разбирать и менее подвержены образованию щелей, чем резьбовые соединения контакта с продуктом. Преимущество зависит от правильной спецификации и установки полной сборки и становится более важным по мере роста гигиенических последствий.
Какой материал прокладки лучше всего подходит для пивоваренных соединений Tri-Clamp?
Не существует единой лучшей прокладки для каждого применения в пивоварении. Правильный выбор зависит от химии очистки, рабочей температуры, требований к контакту с продуктом, частоты открывания, а также от того, что является более важным в данной зоне эксплуатации: удержание запаха или восстановление сжатия.
Можно ли всегда очищать фитинги Tri-Clamp на месте?
Нет. Тройной хомут может поддерживать хорошую гигиеническую конструкцию, но он не гарантирует, что установленный узел действительно можно очищать на месте. Геометрия ответвлений, детали клапана, дренажная способность и доступ для осмотра всё равно определяют реальный результат, поэтому некоторые узлы в пивоварении всё ещё требуют целенаправленного осмотра или разборки.
Почему одно и то же три-кламповое соединение на пивоварне продолжает протекать?
Наиболее частые причины связаны не только с хомутом. Повторяющиеся утечки обычно возникают из-за неправильного выравнивания фланца, неподходящего материала прокладки, повреждённых краёв прокладки, неравномерного сжатия, плохого состояния поверхности фланца или соединения, которое используется для компенсации плохой подгонки линии.
Следует ли пивоварням использовать 304 или 316L для фитингов Tri-Clamp?
Это зависит от условий эксплуатации. Многие применения в пивоварении успешно используют гигиеническую арматуру на основе 304, но более требовательные химические, очистные или коррозионно-опасные среды могут оправдать использование 316L в выбранных зонах, особенно там, где гигиенические последствия и интенсивность очистки выше.
Какой размер Tri-Clamp наиболее распространен на пивоварнях?
Наиболее распространённые размеры в пивоварении зависят от технологической линии и существующего стандарта. Правильное решение должно следовать стандартам труб и фланцев, фактическим условиям эксплуатации в пивоварне и тому, как система стандартизирована на заводе, а не только внешнему виду.