 в подводных фланцах: материалы, катодная защита и контроль напряжений")
Водородное растрескивание под напряжением в подводных фланцах предотвращается путем совместного контроля трех факторов: качества материала и микроструктуры, катодной защиты для поддержания генерации водорода в контролируемом диапазоне и локальных растягивающих напряжений в известных горячих точках, таких как переходы ступиц, отверстия, сварные швы и резьбовые корни. Если один из этих факторов контроля слаб, коррозионностойкий подводный фланец все равно может треснуть в условиях эксплуатации.
На практике предотвращение HISC — это не просто выбор материала или настройка катодной защиты. Это комплексная стратегия обеспечения целостности, которая начинается с выбора дуплексного или супердуплексного материала, продолжается через проектирование на основе напряжений и контроль изготовления и остается эффективной только при мониторинге катодной защиты в фактическом месте установки дуплексного материала, а не при предположении безопасности на основе системных настроек. Для подводных проектных групп именно поэтому DNV-RP-F112 и DNV-RP-B401 часто изучаются вместе, а не по отдельности.
Для подводных соединителей и фланцевых узлов герметичность по-прежнему важна наряду с устойчивостью к растрескиванию. Фланец, который избегает HISC, но не может поддерживать герметичность под нагрузкой, не является успешной конструкцией. Вот почему проверка материала, состояние поверхности, геометрия фланца и квалификация соединителя должны рассматриваться совместно. Если вы согласовываете материал, сертификацию и область применения фланцев в рамках проектного пакета, также полезно связать эту тему с вашим рабочим процессом выбора материалов и проверки прослеживаемости, такие как как интерпретировать сертификат на материал фланца.
Риски HISC в подводных фланцах
Что такое HISC?
Водородное растрескивание под напряжением (HISC) - это механизм хрупкого разрушения, вызванный проникновением атомарного водорода в восприимчивую микроструктуру при наличии растягивающего напряжения или локальной пластической деформации. В подводных условиях водород обычно генерируется на катодно-защищенных металлических поверхностях. Если водород проникает в материал в области высоких напряжений, может начаться растрескивание с минимальными видимыми признаками. В отличие от общей коррозии, HISC обычно является локальной проблемой "горячих точек", а не проблемой равномерного поверхностного повреждения.
Проверка инженерной реальности: одной лишь хорошей коррозионной стойкости в морской воде недостаточно для предотвращения HISC. Дуплексные и супердуплексные нержавеющие стали могут хорошо противостоять коррозии в морской воде, но все равно трескаются, если генерация водорода высока, а локальное напряжение в "горячей точке" фланца не контролируется. Именно поэтому существуют рекомендации по проектированию на основе напряжений для подводных компонентов из дуплексных сталей под катодной защитой.
Почему подводные фланцы уязвимы
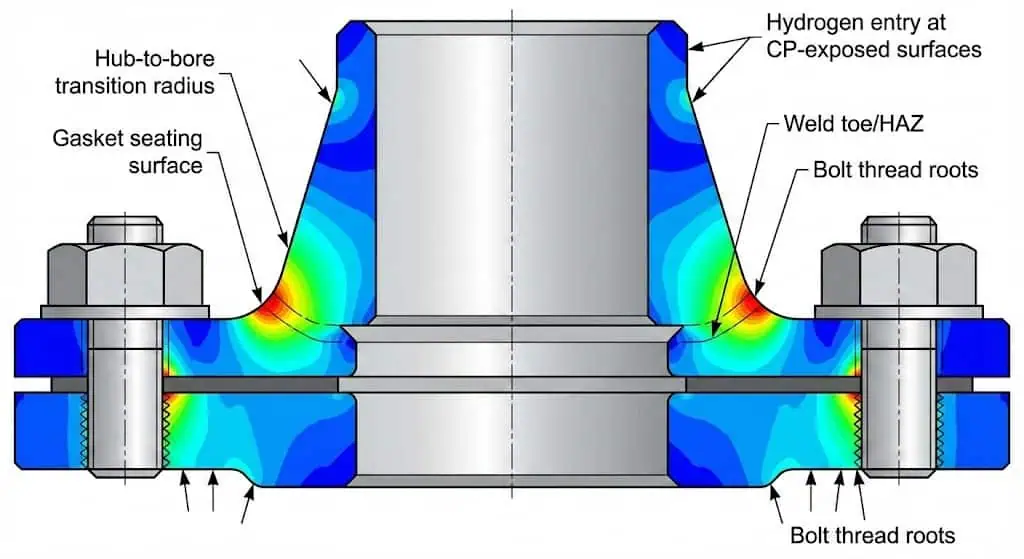
Подводные фланцы уязвимы, поскольку они сочетают воздействие катодной защиты, сложную геометрию и концентрированные растягивающие напряжения именно в тех местах, где обычно начинается водородное растрескивание. Переходы втулок, расточки, сварочные швы, переходы уплотнительных поверхностей и корни резьбы или крепежных элементов являются типичными зонами перекрытия, где могут одновременно возникать генерация водорода и пиковые локальные напряжения.
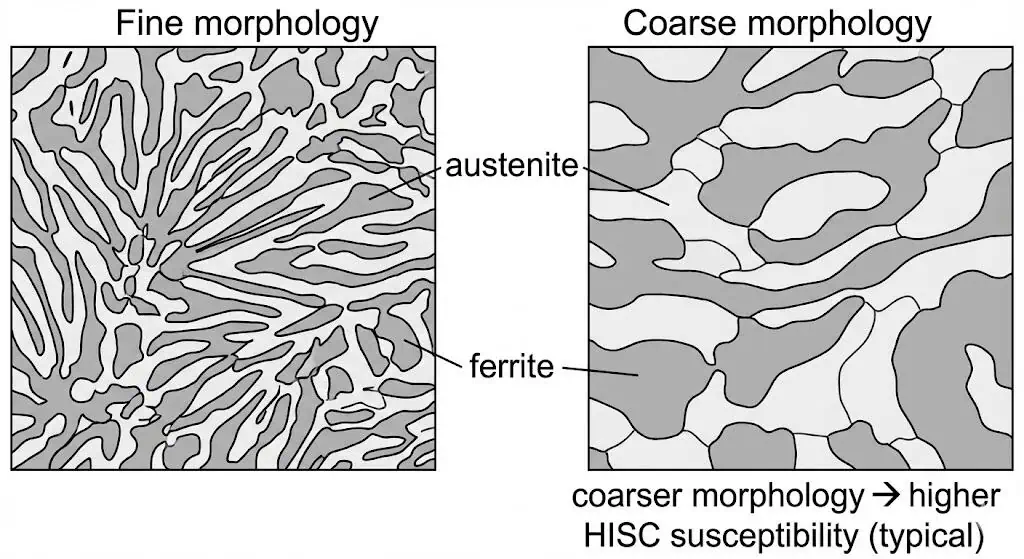
- Дуплексные и супердуплексные изделия, используемые в подводном оборудовании, показали восприимчивость к HISC в эксплуатации, и эта восприимчивость сильно зависит от качества микроструктуры и морфологии аустенита в наиболее напряженных зонах. Полезное техническое обсуждение доступно в этой статье TWI по HISC в подводных компонентах из дуплексных сталей.
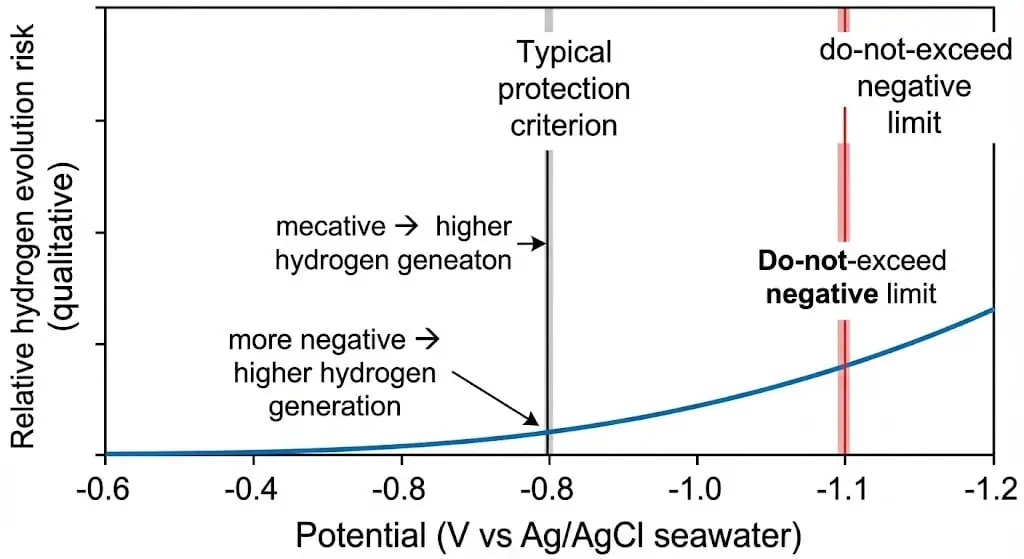
- Катодная защита может генерировать атомарный водород на поверхности. Более отрицательные потенциалы обычно увеличивают выделение водорода и повышают риск охрупчивания, когда материал и состояние напряжений восприимчивы.
- Крепежные элементы, перекосы, изгибы при монтаже, температурные градиенты и эффекты профиля сварки могут значительно увеличить локальные растягивающие напряжения по сравнению с тем, что может предполагать расчет номинального класса давления.
- Повреждение покрытия и локальное отслоение могут создавать зоны повышенной плотности тока, увеличивая локальное поглощение водорода вблизи поврежденных участков.
Повторяющаяся картина в полевых условиях — это не драматическое событие внешней коррозии, а трещина, начинающаяся там, где геометрия и ограничения максимальны. Например, фланец может оставаться визуально приемлемым на широких внешних поверхностях, в то время как трещина развивается на переходе от ступицы к отверстию или вблизи сварного шва, где локальный изгиб и воздействие катодной защиты перекрываются. Вот почему предотвращение HISC (водородного растрескивания под напряжением) меньше связано с поиском “общей коррозии” и больше с устранением условий инициирования трещин в локальной горячей точке.
Для целостности подводных соединителей квалификация уплотнения и осведомленность о режимах отказа остаются важными, поскольку трещины и утечки могут стать связанными проблемами целостности после ввода соединения в эксплуатацию. Пример испытаний герметичности подводного соединителя можно найти здесь: пример испытаний герметичности подводного соединителя.
| Свойство | Влияние на восприимчивость к HISC |
|---|---|
| Микроструктура (крупная vs. мелкая) | Грубая морфология и неблагоприятное распределение фаз увеличивают восприимчивость. Более мелкие, лучше контролируемые микроструктуры обычно работают лучше при воздействии катодной защиты. |
| Расстояние между аустенитными зернами | Восприимчивость коррелирует с расстоянием между аустенитными зернами, но проекты должны определить, как это будет измеряться и как будет контролироваться повторяемость между лабораториями. |
| Форма продукта (поковка vs. прокат) | Форма продукта и технологический маршрут влияют на производительность HISC. Поковки, прутки и прокатные формы не следует считать идентичными только потому, что название марки совпадает. |
| Локальное растягивающее напряжение / пластическая деформация | Высокие локальные напряжения и локальная деформация ускоряют инициирование и рост трещин. Контроль геометрии и подгонки так же важны, как и номинальное давление. |
| Потенциал CP и плотность тока | Более отрицательные потенциалы обычно увеличивают выделение водорода. Мониторинг в зоне двойной структуры (горячая точка) имеет критическое значение. |
| Качество сварки / ЗТВ | Неблагоприятная микроструктура сварного шва и ЗТВ, плохой профиль кромки или изгиб, вызванный смещением, могут резко увеличить локальный риск HISC. |
Почему профилактика важнее ремонта
Предотвращение HISC в подводных фланцах защищает безопасность, время безотказной работы и экономику проекта, поскольку ремонт обычно означает извлечение, замену и расследование после того, как повреждение уже произошло. HISC — это режим отказа с высокими последствиями именно потому, что он может развиваться в областях с ограниченной видимостью и доступностью. Поэтому хороший план целостности подводных систем рассматривает HISC как проблему профилактики на этапах закупки, проектирования, изготовления, работы с катодной защитой и мониторинга.
Совет: Рассматривайте HISC как контролируемую цепочку рисков. Если вы не можете продемонстрировать контроль микроструктуры, окна катодной защиты и напряжения в горячей точке, у вас ещё нет обоснованной стратегии профилактики.
Стратегии предотвращения для подводных фланцев
Выбор материала
Выбор материала — это первый и наиболее эффективный рычаг профилактики HISC, поскольку он определяет базовую устойчивость до того, как проектирование и эксплуатация добавят больше риска. Для компонентов фланцев из дуплексной и супердуплексной стали одного только названия марки недостаточно. Инженеры должны проверять форму изделия, маршрут термообработки, прослеживаемость и критерии приёмки микроструктуры для фактической напряжённой области, а не полагаться только на общую заводскую документацию.
Практический контроль закупок означает предотвращение формального соответствия. Требуется прослеживаемость нагрева и партии, проверка записей о растворном отжиге и термообработке, где это уместно, и обеспечение того, чтобы испытания представляли наиболее напряженное место, а не самое удобное для отбора проб. Для критических подводных работ готовность к аудиту зависит от последовательной документации по сертификатам на материалы (MTC), записям о термообработке, WPS/PQR, отчетам о проверке и маркировке деталей.
Для фланцевых комплектов в сложных подводных условиях целесообразно связать предотвращение HISC с вашей общей логикой выбора высоконапорных фланцев и требованиями к прослеживаемости. Проекты, которые только указывают “супердуплексный фланец”, но не определяют проверку формы продукта и отбор проб в горячих точках, часто обнаруживают этот пробел слишком поздно.
| Аспект | Описание |
|---|---|
| К чему применяется | Дуплексные нержавеющие компоненты, установленные под водой и подверженные катодной защите, где необходимо избегать инициации HISC путем консервативного ограничения напряжения и деформации. |
| Что фактически проверяют инженеры | Мембранное и мембранно-изгибное напряжение в горячих точках, таких как переходы втулок, отверстия, сварные швы и другие локальные концентраторы напряжений. |
| Качество материала в реальности | Микроструктура имеет значение, и закупки должны определять, что приемлемо и как это будет измеряться, иначе “прошел” и “не прошел” могут различаться между лабораториями. |
| Влияние на конструкцию | Контроль геометрии, радиусы переходов, подгонка и чистота поверхности так же важны, как номинальный класс фланца и название материала. |
Примечание: Документация, готовая к аудиту, должна позволять независимому рецензенту отслеживать материал, термообработку, квалификацию сварки и результаты проверки до фактического местоположения фланца или соединителя.
Конструкция для сопротивления HISC
Проектирование с учетом устойчивости к HISC означает контроль локальной концентрации напряжений, а не просто проверку среднего напряжения. В подводных фланцах критическим вопросом является то, где пиковое растягивающее напряжение перекрывается с воздействием катодной защиты. Закругленные переходы, плавная геометрия от ступицы к отверстию, контролируемый профиль сварки и реалистичные допуски на сборку снижают вероятность того, что горячая точка фланца достигнет опасной комбинации водорода и растягивающего напряжения.
- Используйте закругленные переходы и избегайте острых углов, резких изменений толщины и подрезов.
- Контролируйте напряжение в зонах сварных швов и прилегающих ЗТВ через профиль сварки, допуски на сборку и реалистичные случаи изгиба.
- Укажите критерии отбора проб и приемки для фактической области с максимальным напряжением, а не только для удобных для образцов зон.
- Применяйте принципы проектирования на основе напряжений, соответствующие руководствам по подводному дуплексному оборудованию, и четко документируйте метод извлечения горячих точек.
Естественная картина разрушения, наблюдаемая в подводных обзорах, — это инициирование трещины в углу перехода после того, как монтажное смещение добавило изгиб, который не был учтен в номинальном расчетном случае нагрузки. В таких случаях корректирующее действие редко заключается в “увеличении инспекции”. Обычно это пересмотр геометрии, улучшенный контроль сборки и переоценка напряжения в горячих точках, которая лучше отражает реальный путь нагрузки.
Совет: Если ваш обзор проекта не включает карту горячих точек, показывающую, где перекрываются генерация водорода и растягивающее напряжение, вы все еще гадаете.
Контроль катодной защиты
Контроль катодной защиты критически важен, потому что катодная защита может генерировать водород, который вызывает HISC. Практическая цель — защитить всю подводную конструкцию, не доводя локальные дуплексные или крепежные элементы до чрезмерно отрицательного диапазона потенциала, где выделение водорода становится избыточным. Смешанные подводные системы особенно чувствительны, потому что CP, настроенный для соседней углеродистой стали, может непреднамеренно перезащитить прилегающее дуплексное оборудование.
| Проблема управления | Почему это важно для HISC |
|---|---|
| Потенциальное окно | Определяет допустимый диапазон защиты до того, как выделение водорода станет излишне агрессивным. |
| Размещение контрольной точки | Измерение должно проводиться там, где фактически находится горячая точка дуплексной стали, а не только в удобных местах конструкции. |
| Повреждение покрытия | Поврежденные покрытия могут увеличить локальную плотность тока и изменить поведение поглощения водорода в дефектах. |
| Сборки из смешанных материалов | Потребность в углеродистой стали может непреднамеренно привести к перезащите соседнего дуплексного оборудования. |
Практические шаги контроля обычно включают определение измеримого потенциала с использованием согласованного базиса опорного электрода, размещение точек измерения вблизи дуплексного участка и мониторинг тенденций, а не полагание на единичные показания. Распространенная схема отказа, обусловленная эксплуатацией, заключается в увеличении выхода катодной защиты после повреждения покрытия на соседней углеродистой стали, что впоследствии приводит к чрезмерно отрицательным потенциалам в дуплекс-смежной области и инициированию трещин в уже напряженном переходе.
Когда это происходит, дополнительные инспекции не решают коренную проблему. Реальная коррекция заключается в восстановлении целостности покрытия, проверке допущений об электрической непрерывности и перебалансировке системы катодной защиты, чтобы вернуть дуплексный участок в контролируемый диапазон. Для команд, управляющих эксплуатацией катодной защиты на морских объектах, руководящие указания ABS по катодной защите морских сооружений являются полезным эксплуатационным справочником.
Внимание: Если вы не можете измерить потенциал в горячей точке дуплекса, вы не можете утверждать, что контролируете генерацию водорода там.
Покрытия и обработка поверхности
Покрытия и поверхностные обработки поддерживают предотвращение HISC, ограничивая доступ водорода и улучшая напряженное состояние вблизи поверхности. Хорошая система покрытия снижает локальную потребность в токе и помогает предотвращать водород-насыщенные горячие точки в дефектах. Поверхностные компрессионные обработки, при надлежащей квалификации, также могут повысить устойчивость, снижая эффективное растягивающее напряжение в слое инициирования трещин.
Инженеры обычно используют эти средства контроля совместно, а не по отдельности:
- Системы покрытия, квалифицированные на совместимость с катодной защитой, чтобы они не просто смещали проблему в сторону отслоения или локальных горячих точек в дефектах.
- Контролируемые требования к отделке поверхности в известных горячих точках, чтобы поверхностные неоднородности не усиливали локальное напряжение.
- Поверхностные упрочняющие обработки, такие как дробеструйная обработка или другие квалифицированные процессы, применение которых подтверждено проектными испытаниями.
Естественный инженерный урок здесь заключается в том, что состояние поверхности не является косметическим фактором в предотвращении HISC. Если переходная область имеет плохую отделку, локальные дефекты или разрушение покрытия, приповерхностный слой становится именно тем местом, где водород и растягивающее напряжение взаимодействуют наиболее интенсивно. Именно поэтому целостность покрытия и состояние поверхности должны быть включены в план контроля HISC, а не в отдельную категорию “качество отделки”.
Примечание: Покрытия помогают только тогда, когда они остаются неповрежденными и совместимыми с катодной защитой. Поврежденное покрытие может увеличить риск локального поглощения водорода, создавая области высокой плотности тока в местах дефектов.
Сварка и изготовление
Качество сварки и изготовления напрямую влияет на восприимчивость к HISC, поскольку сварные швы и зоны термического влияния часто становятся как концентраторами напряжений, так и зонами, чувствительными к микроструктуре. Для дуплексных материалов квалификация процедуры, контроль тепловложения, профиль сварного шва, баланс феррита, подгонка и выравнивание — все это влияет на окончательный риск HISC для фланца или соединителя.
Рекомендуемые меры контроля при изготовлении включают:
- Квалифицировать WPS и PQR для фактической конфигурации соединения и диапазона толщин, а не заимствовать процедуры из менее ограниченных геометрий.
- Контролировать тепловложение и межпроходные условия, чтобы микроструктура сварного шва и зоны термического влияния оставались в пределах допустимых границ.
- Инспектировать сварные швы и зоны термического влияния методами, соответствующими ожидаемому типу и расположению дефектов.
- Управлять остаточными напряжениями за счет точности подгонки, контролируемой последовательности и реалистичных допусков на выравнивание.
Распространённый производственный механизм отказа — это сварной шов, который проходит обычный объёмный контроль, но всё равно впоследствии трескается вблизи границы сплавления после воздействия катодной защиты, поскольку реальной причиной был изгиб из-за смещения плюс плохая геометрия границы сплавления. В такой ситуации “больше НК” недостаточно. Правильный ответ — ужесточить допуски на сборку, улучшить контроль профиля границы сплавления и переоценить напряжение в горячей точке, где сварной шов встречается с траекторией рабочей нагрузки.
Совет: Если сварной шов или ЗТВ находятся в горячей точке, подверженной воздействию катодной защиты, рассматривайте аттестацию технологии и контроль профиля границы сплавления как часть плана предотвращения HISC, а не только как обычный контроль качества.
Контроль и мониторинг
Инспекция и мониторинг должны подтверждать, что меры предотвращения остаются эффективными с течением времени. Поскольку доступ к подводным объектам ограничен, лучшие программы сочетают предварительно заложенные проектные и производственные меры контроля с мониторингом на основе трендов производительности катодной защиты, состояния покрытия, изменений электрической непрерывности и целевыми возможностями инспекции, когда доступ становится возможным.
Практический контрольный список инспекции включает:
- Проверки состояния покрытия и определённые критерии ремонта дефектов
- Выбор НК, соответствующий ожидаемому месту трещинообразования и типу дефекта
- Анализ данных трендов катодной защиты, изменений выходного тока и неожиданного дрейфа потенциала
- Проверка, что записи прослеживаемости остаются согласованными в сертификатах на материалы, технологиях сварки/протоколах аттестации, журналах термообработки и отчётах инспекции
Примечание: Мониторинг полезен только тогда, когда он привязан к порогам действий. Выход за пределы определённого контрольного окна должен вызывать расследование и корректировку, а не просто заметку для последующего рассмотрения.
Контрольный список внедрения
Пошаговые действия
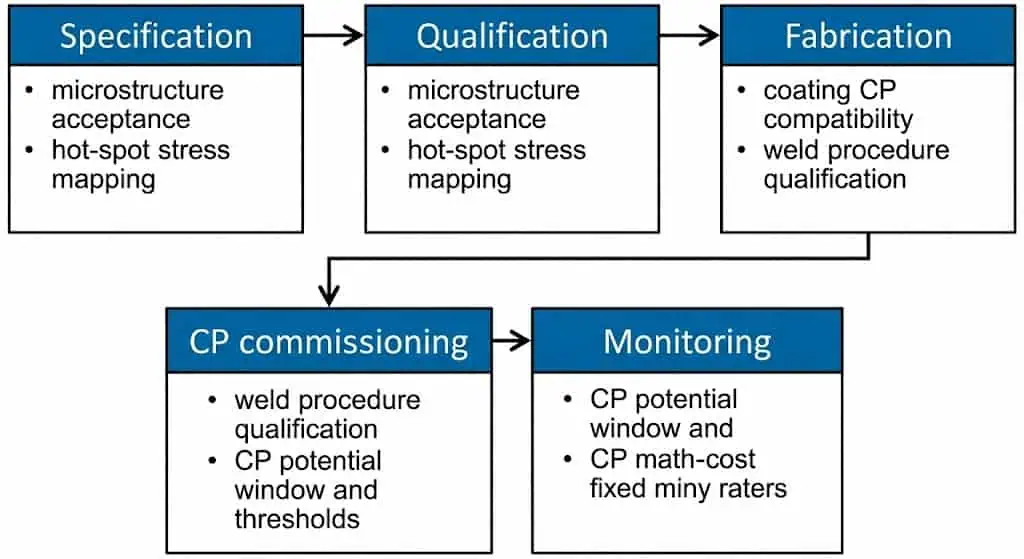
Команды снижают риск водородного растрескивания под напряжением (HISC) в подводных фланцах, контролируя всю цепочку: спецификация → квалификация → изготовление → эксплуатация катодной защиты → мониторинг. Нижеприведенные шаги лучше всего использовать в качестве контрольного списка для выполнения, а не в качестве общих рекомендаций.
- Четко определите условия эксплуатации: диапазон температуры морской воды, философию катодной защиты, расчетный срок службы и доступность для инспекции.
- Выберите дуплексный или супердуплексный материал с задокументированной прослеживаемостью и контролем качества микроструктуры, соответствующими воздействию катодной защиты.
- Согласуйте конструкцию дуплексного подводного оборудования с логикой предотвращения HISC на основе напряжений и четко задокументируйте горячие точки и методы их устранения.
- Определите концентраторы напряжений в переходах ступиц, отверстиях, переходах уплотнительных поверхностей, границах сварных швов и резьбовых элементах.
- Установите измеримое окно потенциала катодной защиты и план контрольных точек, включая пороговые значения, запускающие расследование.
- Укажите покрытия и обработку поверхности для совместимости с катодной защитой и дисциплину ремонта дефектов.
- Квалифицируйте процедуры сварки и изготовления для фактической геометрии и толщины, включая специфические для дуплексных сталей меры контроля, где это уместно.
- Проведите неразрушающий контроль и проверку размеров в областях с наибольшими напряжениями, а не только в легко доступных зонах.
- Введите в эксплуатацию катодную защиту с проверкой на месте установки дуплексного оборудования и подтвердите, что потребность в защите углеродистой стали не приводит к непреднамеренной перезащите соседнего дуплексного оборудования.
- Установите интервалы мониторинга и действия реагирования на основе риска, состояния покрытия, тенденций катодной защиты и критичности соединений.
| Контрольный пункт | Критерии соответствия (определены проектом) | Документация для архива |
|---|---|---|
| Качество микроструктуры | Метод приемки и план отбора проб согласованы, результаты отслеживаются до детали, плавки и зоны. | Сертификат качества (MTC), отчет о микроструктуре, схема отбора проб. |
| Картирование напряжений в горячих точках | Выявлены горячие точки, метод извлечения задокументирован, применены пределы проектирования. | Заметка по расчетам, отчет по методу конечных элементов (FEA), если использовался, журнал допущений. |
| Окно потенциала катодной защиты | Окно определено в дуплексной горячей точке и задокументированы пороги действий. | Журнал ввода в эксплуатацию, план тенденций, метод электродов. |
| Совместимость с покрытием | Система покрытия квалифицирована для катодной защиты и определены критерии ремонта дефектов. | Спецификация покрытия, отчеты по инспекции, журнал ремонта. |
| Контроль сварки и изготовления. | Квалифицированные WPS/PQR, выполнены специальные сварочные и контрольные меры для зоны термического влияния дуплексных сталей | Карта сварки, проверки феррита или микроструктуры, записи неразрушающего контроля |
Совет: Самый быстрый способ потерять контроль — рассматривать CP, сварку и напряжения во фланцах как отдельные рабочие потоки. HISC существует в их пересечении.
Документация проекта
Полная документация делает стратегию предотвращения защищаемой. На подводных проектах документация доказывает, что установленный фланец — это тот фланец, который вы спроектировали, квалифицировали и контролировали. Это включает прослеживаемость материалов, логику напряжений в горячих точках, квалификацию сварки, записи о покрытиях и доказательства ввода в эксплуатацию катодной защиты.
| Тип документации | Назначение | Пример |
|---|---|---|
| Сертификаты на материалы | Проверьте химические, механические и требования прослеживаемости | EN 10204 3.1 MTC плюс прослеживаемость по плавке и партии |
| Записи по проектированию | Демонстрация соответствия на основе напряжений и логики горячих точек | Примечание по напряжениям, отчет FEA, регистр допущений |
| Журналы сварки | Отслеживание процедур и квалификаций | WPS/PQR, карты сварных швов, квалификации сварщиков |
| Отчеты по покрытиям и обработке поверхности | Подтвердите совместимость с катодной защитой и контроль целостности поверхности | План контроля качества покрытия, журнал ремонта, квалификация дробеструйной обработки, где применяется |
| Пусконаладка и мониторинг катодной защиты | Подтвердите, что рабочий диапазон был определен и контролируется | Возможные журналы, текущие записи, схема контрольных точек |
| Контрольные листы проверки | Обеспечьте повторяемый мониторинг, привязанный к пороговым значениям действий | Результаты неразрушающего контроля, размерные проверки, реестр отклонений фактического исполнения |
Примечание: Документация, готовая к аудиту, позволяет проектам избежать “неизвестных неизвестных” при извлечении, анализе отказов или проверке регулирующими органами.
Распространённые ошибки, которых следует избегать
Ошибки выбора материала
Большинство ошибок выбора материала связаны с пробелами в проверке, а не с неправильной маркировкой марки. Распространенные ошибки включают прием дуплексных или супердуплексных деталей без определения критериев приемки микроструктуры в фактической горячей точке, использование общих сертификатов без прослеживаемости по зонам и игнорирование различий в форме продукта между поковками, прутками и трубами из деформированного металла.
- Определите критерии приемки микроструктуры и отбор проб в месте фактической горячей точки.
- Требуйте прослеживаемость по плавке и партии, а также согласованную перекрестную ссылку между сертификатами на материалы, маркировкой деталей и записями инспекции.
- Подтвердите, что материал подходит для воздействия подводной катодной защиты, а не только для устойчивости к коррозии в морской воде.
- Документируйте фактические отклонения вместе с их влиянием на напряжения и катодную защиту, а не только их размерное соответствие.
Инженерный вывод: Если ваши критерии приемки не контролируют микроструктуру и проверку горячих точек, реальный зазор может проявиться только в эксплуатации, когда исправление наиболее дорого.
Катодная перезащита
Перезащита обычно является системным поведением, а не изолированной локальной ошибкой. Это часто возникает, когда катодная защита настроена на требования соседней углеродистой стали и непреднамеренно приводит смежные дуплексные или крепежные места к более отрицательному диапазону потенциала. Это увеличивает выделение водорода и повышает вероятность HISC в уже напряженных горячих точках.
| Рекомендуемая практика | Объяснение |
|---|---|
| Согласованность эталонного электрода | Используйте согласованную основу электродов и документируйте, как интерпретируются морские показания. |
| Размещение точек измерения в зонах риска дуплексных материалов | Измеряйте там, где риск действительно существует, а не только в удобных позициях конструкции. |
| Пороговые значения для действий | Определите, какой уровень дрейфа потенциала запускает расследование и коррекцию. |
| Дисциплина ремонта покрытий | Повреждение покрытия может увеличить потребность в токе и изменить локальное воздействие водорода. |
| Осведомлённость о смешанных материалах | Дуплексное оборудование может стать побочным воздействием под катодной защитой, разработанной в основном для углеродистой стали. |
| Документация | Пуско-наладочные работы и журналы трендов необходимы; без них анализ первопричины становится догадкой. |
Команды должны рассматривать настройки катодной защиты как контролируемый рабочий диапазон, а не как конфигурацию "установил и забыл".
Недостаточный контроль
Неадекватный контроль обычно означает, что команда проверяет то, что легко проверить, а не то, что критично для механизма водородного охрупчивания. Эффективные планы контроля фокусируются на горячих точках, изменениях состояния покрытия, тенденциях катодной защиты и целевом неразрушающем контроле там, где это действительно может снизить неопределенность.
| Аспект | Описание |
|---|---|
| Целевое выявление зон концентрации | Планы контроля должны соответствовать переходам втулок, носкам сварных швов, отверстиям, резьбам и другим определенным горячим точкам. |
| Выбор метода | Используйте методы, соответствующие вероятному типу дефекта и геометрии критического местоположения. |
| Мониторинг на основе трендов | Используйте дрейф катодной защиты и изменения состояния покрытия в качестве опережающих индикаторов, которые запускают целенаправленный контроль. |
| Обратная связь | Повторяющиеся индикации обычно сигнализируют о пробеле в контроле, а не просто о невезении, и должны возвращаться в проектирование и контроль качества. |
Комплексный контроль — это не “больше проверок”. Это проверки, которые снижают неопределенность в горячих точках и подтверждают, что превентивные меры контроля все еще эффективны.
Пренебрежение контролем напряжений и профиля, вызванных сваркой
Для подводного оборудования основная ошибка изготовления заключается в неспособности управлять напряжениями и качеством профиля, вызванными сваркой, в областях, подверженных катодной защите. В дуплексных системах соответствующими средствами контроля являются квалификация процедуры, тепловложение, баланс фаз, профиль сварного шва, подгонка, выравнивание и управление локальными напряжениями. Если задействованы другие стали или крепежные элементы, совместимость по твердости и прочности с катодной защитой становится дополнительными пунктами контроля.
- Убедитесь, что квалификация сварки соответствует фактическим условиям ограничения и диапазону толщины.
- Контролируйте геометрию сварного шва и выравнивание, чтобы напряжения в горячих точках, вызванные изгибом, не возрастали после установки.
- Записывайте и определяйте меры по устранению отклонений в построенном состоянии, которые изменяют путь напряжений на фланце или соединителе.
Команды, которые рассматривают сварку как галочку для соответствия требованиям, часто упускают реальный фактор: профиль сварного шва, выравнивание, воздействие катодной защиты и локальные напряжения в горячих точках, действующие совместно.
Команды предотвращают HISC в подводных фланцах, применяя проверяемый, взаимосвязанный подход по материалам, проектированию на основе напряжений, контролю катодной защиты, качеству изготовления и мониторингу целостности. Результат — не только меньше трещин. Это меньше незапланированных извлечений, меньше простоев и более высокая уверенность в долговечных подводных активах.
- Сниженный риск зарождения трещин за счёт контроля напряжений в зонах концентрации
- Снижение риска воздействия водорода за счет контролируемой работы катодной защиты
- Лучшие решения по целостности благодаря отслеживаемой документации
- Более предсказуемая стоимость жизненного цикла и меньше аварийных вмешательств
Постоянная бдительность и регулярный обзор поддерживают эффективность этих средств контроля. В подводных фланцевых системах предотвращение HISC наиболее эффективно, когда проектная команда рассматривает материалы, катодную защиту, сварку, инспекцию и документацию как одну проблему целостности, а не как отдельные дисциплины.
Основа технического обзора
Проверено для: Целостность подводных фланцев, контроль материалов из дуплексной и супердуплексной стали, взаимодействие с катодной защитой, риск возникновения горячих точек при сварке и планирование предотвращения HISC.
Предлагаемое звание рецензента: Инженер по подводным материалам / коррозии / целостности трубопроводов
Основа источника: Логика проектирования подводных систем на основе напряжений с использованием дуплексной стали для предотвращения HISC, руководство по катодной защите на морских объектах, практика оценки горячих точек на фланцах, контроль качества изготовления и требования к документации по целостности подводных систем.
Последнее обновление: 2026-03-26
Часто задаваемые вопросы
Какой наиболее эффективный способ предотвратить HISC в подводных фланцах?
Начните с контроля материалов и микроструктуры, затем поддерживайте генерацию водорода и напряжения или деформации в горячих точках в контролируемых пределах.
В подводной эксплуатации под катодной защитой профилактика наиболее эффективна, когда можно продемонстрировать:
- Прослеживаемые сертификаты материалов плюс проверенное качество микроструктуры в области горячих точек
- Идентификация горячих точек в переходах ступиц, отверстиях, носках сварных швов и аналогичных локальных концентрациях напряжений
- Мониторинг потенциала катодной защиты в месте расположения дуплексной стали, чтобы не пропустить непреднамеренную перезащиту
Как часто команды должны проверять подводные фланцы на HISC?
Частота инспекций должна основываться на оценке рисков, а не на календарном графике.
В качестве практической основы команды часто сочетают мониторинг тенденций катодной защиты с целевыми возможностями инспекции во время извлечения, вмешательства или доступных работ по подключению. Увеличьте внимание к инспекции, когда:
- Потенциал катодной защиты выходит за пределы определенного диапазона в месте расположения дуплексной стали
- Повреждение покрытия, отслоение или изменение электрической проводимости
- Обнаружено смещение при монтаже, аномальная нагрузка или напряжение, вызванное изгибом
Какие стандарты регулируют предотвращение HISC при проектировании фланцев?
DNV-RP-F112 является ключевым справочным документом для подводных компонентов из дуплексной нержавеющей стали, подверженных воздействию катодной защиты.
Подводная катодная защита обычно проектируется в соответствии с DNV-RP-B401 и рекомендациями по морской КЗ. Если актуальны размерные стандарты фланцев, многие проекты также ссылаются на Требования ASME B16.5 к фланцам.
| Стандарт | Ключевая область |
|---|---|
| DNV-RP-F112 | Избежание водородного охрупчивания под напряжением для дуплексных подводных компонентов при КЗ |
| DNV-RP-B401 | Философия и параметры проектирования катодной защиты |
| Руководящие указания ABS по катодной защите | Эксплуатационные критерии КЗ, основанные на опорном электроде, соображения по водороду и перезащите |
| ASME B16.5 | Номинальные давления и температуры фланцев трубопроводов, размеры и маркировка, где применимо |
Почему контроль катодной защиты важен для предотвращения HISC?
Поскольку катодная защита может генерировать водород, который вызывает водородное охрупчивание под напряжением.
Когда потенциалы становятся чрезмерно отрицательными на восприимчивых сталях, выделение водорода увеличивается. Практические меры контроля включают:
- Мониторинг потенциалов в горячей точке дуплексного материала с использованием последовательной основы опорного электрода
- Регулировка выхода КЗ и ремонт покрытий для снижения локального потребления тока
- Использование пороговых значений для запуска корректировки при отклонениях вместо отложенного анализа
Какая документация поддерживает предотвращение HISC в проектах?
Документация, готовая к аудиту, подтверждает контроль материалов, конструкции, изготовления и работы катодной защиты.
Команды должны вести:
- Сертификаты на материалы Связано с маркировкой по плавке, партии и деталям
- Заметки о расчетных напряжениях и записи картографирования горячих точек
- Журналы сварки, включая WPS/PQR и карты сварных швов
- Отчеты по покрытиям и обработке поверхности с журналами ремонта
- Записи ввода в эксплуатацию катодной защиты и тенденции мониторинга
Какие практические ранние признаки указывают на возрастание риска HISC?
Большинство ранних предупреждений — это отклонения контроля, а не видимые трещины.
Следите за:
- Тенденция потенциала катодной защиты к более отрицательным значениям, чем заданный диапазон, в месте установки дуплексного датчика
- Повреждения покрытия, отслоение или повторные ремонтные работы вблизи фланца или соединителя
- Неожиданные изменения в электрической непрерывности или потреблении тока катодной защиты
- Отклонения от проекта или неожиданные изгибающие нагрузки, выявленные при вводе в эксплуатацию
Водородное растрескивание под напряжением в подводных фланцах предотвращается путем совместного контроля трех факторов: качества материала и микроструктуры, катодной защиты для поддержания генерации водорода в контролируемом диапазоне и локальных растягивающих напряжений в известных горячих точках, таких как переходы ступиц, отверстия, сварные швы и резьбовые корни. Если один из этих факторов контроля слаб, коррозионностойкий подводный фланец все равно может треснуть в условиях эксплуатации.
На практике предотвращение HISC — это не просто выбор материала или настройка катодной защиты. Это комплексная стратегия обеспечения целостности, которая начинается с выбора дуплексного или супердуплексного материала, продолжается через проектирование на основе напряжений и контроль изготовления и остается эффективной только при мониторинге катодной защиты в фактическом месте установки дуплексного материала, а не при предположении безопасности на основе системных настроек. Для подводных проектных групп именно поэтому DNV-RP-F112 и DNV-RP-B401 часто изучаются вместе, а не по отдельности.
Для подводных соединителей и фланцевых узлов герметичность по-прежнему важна наряду с устойчивостью к растрескиванию. Фланец, который избегает HISC, но не может поддерживать герметичность под нагрузкой, не является успешной конструкцией. Вот почему проверка материала, состояние поверхности, геометрия фланца и квалификация соединителя должны рассматриваться совместно. Если вы согласовываете материал, сертификацию и область применения фланцев в рамках проектного пакета, также полезно связать эту тему с вашим рабочим процессом выбора материалов и проверки прослеживаемости, такие как как интерпретировать сертификат на материал фланца.
Риски HISC в подводных фланцах
Что такое HISC?
Водородное растрескивание под напряжением (HISC) - это механизм хрупкого разрушения, вызванный проникновением атомарного водорода в восприимчивую микроструктуру при наличии растягивающего напряжения или локальной пластической деформации. В подводных условиях водород обычно генерируется на катодно-защищенных металлических поверхностях. Если водород проникает в материал в области высоких напряжений, может начаться растрескивание с минимальными видимыми признаками. В отличие от общей коррозии, HISC обычно является локальной проблемой "горячих точек", а не проблемой равномерного поверхностного повреждения.
Проверка инженерной реальности: одной лишь хорошей коррозионной стойкости в морской воде недостаточно для предотвращения HISC. Дуплексные и супердуплексные нержавеющие стали могут хорошо противостоять коррозии в морской воде, но все равно трескаются, если генерация водорода высока, а локальное напряжение в "горячей точке" фланца не контролируется. Именно поэтому существуют рекомендации по проектированию на основе напряжений для подводных компонентов из дуплексных сталей под катодной защитой.
Почему подводные фланцы уязвимы
Подводные фланцы уязвимы, поскольку они сочетают воздействие катодной защиты, сложную геометрию и концентрированные растягивающие напряжения именно в тех местах, где обычно начинается водородное растрескивание. Переходы втулок, расточки, сварочные швы, переходы уплотнительных поверхностей и корни резьбы или крепежных элементов являются типичными зонами перекрытия, где могут одновременно возникать генерация водорода и пиковые локальные напряжения.
- Дуплексные и супердуплексные изделия, используемые в подводном оборудовании, показали восприимчивость к HISC в эксплуатации, и эта восприимчивость сильно зависит от качества микроструктуры и морфологии аустенита в наиболее напряженных зонах. Полезное техническое обсуждение доступно в этой статье TWI по HISC в подводных компонентах из дуплексных сталей.
- Катодная защита может генерировать атомарный водород на поверхности. Более отрицательные потенциалы обычно увеличивают выделение водорода и повышают риск охрупчивания, когда материал и состояние напряжений восприимчивы.
- Крепежные элементы, перекосы, изгибы при монтаже, температурные градиенты и эффекты профиля сварки могут значительно увеличить локальные растягивающие напряжения по сравнению с тем, что может предполагать расчет номинального класса давления.
- Повреждение покрытия и локальное отслоение могут создавать зоны повышенной плотности тока, увеличивая локальное поглощение водорода вблизи поврежденных участков.
Повторяющаяся картина в полевых условиях — это не драматическое событие внешней коррозии, а трещина, начинающаяся там, где геометрия и ограничения максимальны. Например, фланец может оставаться визуально приемлемым на широких внешних поверхностях, в то время как трещина развивается на переходе от ступицы к отверстию или вблизи сварного шва, где локальный изгиб и воздействие катодной защиты перекрываются. Вот почему предотвращение HISC (водородного растрескивания под напряжением) меньше связано с поиском “общей коррозии” и больше с устранением условий инициирования трещин в локальной горячей точке.
Для целостности подводных соединителей квалификация уплотнения и осведомленность о режимах отказа остаются важными, поскольку трещины и утечки могут стать связанными проблемами целостности после ввода соединения в эксплуатацию. Пример испытаний герметичности подводного соединителя можно найти здесь: пример испытаний герметичности подводного соединителя.
| Свойство | Влияние на восприимчивость к HISC |
|---|---|
| Микроструктура (крупная vs. мелкая) | Грубая морфология и неблагоприятное распределение фаз увеличивают восприимчивость. Более мелкие, лучше контролируемые микроструктуры обычно работают лучше при воздействии катодной защиты. |
| Расстояние между аустенитными зернами | Восприимчивость коррелирует с расстоянием между аустенитными зернами, но проекты должны определить, как это будет измеряться и как будет контролироваться повторяемость между лабораториями. |
| Форма продукта (поковка vs. прокат) | Форма продукта и технологический маршрут влияют на производительность HISC. Поковки, прутки и прокатные формы не следует считать идентичными только потому, что название марки совпадает. |
| Локальное растягивающее напряжение / пластическая деформация | Высокие локальные напряжения и локальная деформация ускоряют инициирование и рост трещин. Контроль геометрии и подгонки так же важны, как и номинальное давление. |
| Потенциал CP и плотность тока | Более отрицательные потенциалы обычно увеличивают выделение водорода. Мониторинг в зоне двойной структуры (горячая точка) имеет критическое значение. |
| Качество сварки / ЗТВ | Неблагоприятная микроструктура сварного шва и ЗТВ, плохой профиль кромки или изгиб, вызванный смещением, могут резко увеличить локальный риск HISC. |
Почему профилактика важнее ремонта
Предотвращение HISC в подводных фланцах защищает безопасность, время безотказной работы и экономику проекта, поскольку ремонт обычно означает извлечение, замену и расследование после того, как повреждение уже произошло. HISC — это режим отказа с высокими последствиями именно потому, что он может развиваться в областях с ограниченной видимостью и доступностью. Поэтому хороший план целостности подводных систем рассматривает HISC как проблему профилактики на этапах закупки, проектирования, изготовления, работы с катодной защитой и мониторинга.
Совет: Рассматривайте HISC как контролируемую цепочку рисков. Если вы не можете продемонстрировать контроль микроструктуры, окна катодной защиты и напряжения в горячей точке, у вас ещё нет обоснованной стратегии профилактики.
Стратегии предотвращения для подводных фланцев
Выбор материала
Выбор материала — это первый и наиболее эффективный рычаг профилактики HISC, поскольку он определяет базовую устойчивость до того, как проектирование и эксплуатация добавят больше риска. Для компонентов фланцев из дуплексной и супердуплексной стали одного только названия марки недостаточно. Инженеры должны проверять форму изделия, маршрут термообработки, прослеживаемость и критерии приёмки микроструктуры для фактической напряжённой области, а не полагаться только на общую заводскую документацию.
Практический контроль закупок означает предотвращение формального соответствия. Требуется прослеживаемость нагрева и партии, проверка записей о растворном отжиге и термообработке, где это уместно, и обеспечение того, чтобы испытания представляли наиболее напряженное место, а не самое удобное для отбора проб. Для критических подводных работ готовность к аудиту зависит от последовательной документации по сертификатам на материалы (MTC), записям о термообработке, WPS/PQR, отчетам о проверке и маркировке деталей.
Для фланцевых комплектов в сложных подводных условиях целесообразно связать предотвращение HISC с вашей общей логикой выбора высоконапорных фланцев и требованиями к прослеживаемости. Проекты, которые только указывают “супердуплексный фланец”, но не определяют проверку формы продукта и отбор проб в горячих точках, часто обнаруживают этот пробел слишком поздно.
| Аспект | Описание |
|---|---|
| К чему применяется | Дуплексные нержавеющие компоненты, установленные под водой и подверженные катодной защите, где необходимо избегать инициации HISC путем консервативного ограничения напряжения и деформации. |
| Что фактически проверяют инженеры | Мембранное и мембранно-изгибное напряжение в горячих точках, таких как переходы втулок, отверстия, сварные швы и другие локальные концентраторы напряжений. |
| Качество материала в реальности | Микроструктура имеет значение, и закупки должны определять, что приемлемо и как это будет измеряться, иначе “прошел” и “не прошел” могут различаться между лабораториями. |
| Влияние на конструкцию | Контроль геометрии, радиусы переходов, подгонка и чистота поверхности так же важны, как номинальный класс фланца и название материала. |
Примечание: Документация, готовая к аудиту, должна позволять независимому рецензенту отслеживать материал, термообработку, квалификацию сварки и результаты проверки до фактического местоположения фланца или соединителя.
Конструкция для сопротивления HISC
Проектирование с учетом устойчивости к HISC означает контроль локальной концентрации напряжений, а не просто проверку среднего напряжения. В подводных фланцах критическим вопросом является то, где пиковое растягивающее напряжение перекрывается с воздействием катодной защиты. Закругленные переходы, плавная геометрия от ступицы к отверстию, контролируемый профиль сварки и реалистичные допуски на сборку снижают вероятность того, что горячая точка фланца достигнет опасной комбинации водорода и растягивающего напряжения.
- Используйте закругленные переходы и избегайте острых углов, резких изменений толщины и подрезов.
- Контролируйте напряжение в зонах сварных швов и прилегающих ЗТВ через профиль сварки, допуски на сборку и реалистичные случаи изгиба.
- Укажите критерии отбора проб и приемки для фактической области с максимальным напряжением, а не только для удобных для образцов зон.
- Применяйте принципы проектирования на основе напряжений, соответствующие руководствам по подводному дуплексному оборудованию, и четко документируйте метод извлечения горячих точек.
Естественная картина разрушения, наблюдаемая в подводных обзорах, — это инициирование трещины в углу перехода после того, как монтажное смещение добавило изгиб, который не был учтен в номинальном расчетном случае нагрузки. В таких случаях корректирующее действие редко заключается в “увеличении инспекции”. Обычно это пересмотр геометрии, улучшенный контроль сборки и переоценка напряжения в горячих точках, которая лучше отражает реальный путь нагрузки.
Совет: Если ваш обзор проекта не включает карту горячих точек, показывающую, где перекрываются генерация водорода и растягивающее напряжение, вы все еще гадаете.
Контроль катодной защиты
Контроль катодной защиты критически важен, потому что катодная защита может генерировать водород, который вызывает HISC. Практическая цель — защитить всю подводную конструкцию, не доводя локальные дуплексные или крепежные элементы до чрезмерно отрицательного диапазона потенциала, где выделение водорода становится избыточным. Смешанные подводные системы особенно чувствительны, потому что CP, настроенный для соседней углеродистой стали, может непреднамеренно перезащитить прилегающее дуплексное оборудование.
| Проблема управления | Почему это важно для HISC |
|---|---|
| Потенциальное окно | Определяет допустимый диапазон защиты до того, как выделение водорода станет излишне агрессивным. |
| Размещение контрольной точки | Измерение должно проводиться там, где фактически находится горячая точка дуплексной стали, а не только в удобных местах конструкции. |
| Повреждение покрытия | Поврежденные покрытия могут увеличить локальную плотность тока и изменить поведение поглощения водорода в дефектах. |
| Сборки из смешанных материалов | Потребность в углеродистой стали может непреднамеренно привести к перезащите соседнего дуплексного оборудования. |
Практические шаги контроля обычно включают определение измеримого потенциала с использованием согласованного базиса опорного электрода, размещение точек измерения вблизи дуплексного участка и мониторинг тенденций, а не полагание на единичные показания. Распространенная схема отказа, обусловленная эксплуатацией, заключается в увеличении выхода катодной защиты после повреждения покрытия на соседней углеродистой стали, что впоследствии приводит к чрезмерно отрицательным потенциалам в дуплекс-смежной области и инициированию трещин в уже напряженном переходе.
Когда это происходит, дополнительные инспекции не решают коренную проблему. Реальная коррекция заключается в восстановлении целостности покрытия, проверке допущений об электрической непрерывности и перебалансировке системы катодной защиты, чтобы вернуть дуплексный участок в контролируемый диапазон. Для команд, управляющих эксплуатацией катодной защиты на морских объектах, руководящие указания ABS по катодной защите морских сооружений являются полезным эксплуатационным справочником.
Внимание: Если вы не можете измерить потенциал в горячей точке дуплекса, вы не можете утверждать, что контролируете генерацию водорода там.
Покрытия и обработка поверхности
Покрытия и поверхностные обработки поддерживают предотвращение HISC, ограничивая доступ водорода и улучшая напряженное состояние вблизи поверхности. Хорошая система покрытия снижает локальную потребность в токе и помогает предотвращать водород-насыщенные горячие точки в дефектах. Поверхностные компрессионные обработки, при надлежащей квалификации, также могут повысить устойчивость, снижая эффективное растягивающее напряжение в слое инициирования трещин.
Инженеры обычно используют эти средства контроля совместно, а не по отдельности:
- Системы покрытия, квалифицированные на совместимость с катодной защитой, чтобы они не просто смещали проблему в сторону отслоения или локальных горячих точек в дефектах.
- Контролируемые требования к отделке поверхности в известных горячих точках, чтобы поверхностные неоднородности не усиливали локальное напряжение.
- Поверхностные упрочняющие обработки, такие как дробеструйная обработка или другие квалифицированные процессы, применение которых подтверждено проектными испытаниями.
Естественный инженерный урок здесь заключается в том, что состояние поверхности не является косметическим фактором в предотвращении HISC. Если переходная область имеет плохую отделку, локальные дефекты или разрушение покрытия, приповерхностный слой становится именно тем местом, где водород и растягивающее напряжение взаимодействуют наиболее интенсивно. Именно поэтому целостность покрытия и состояние поверхности должны быть включены в план контроля HISC, а не в отдельную категорию “качество отделки”.
Примечание: Покрытия помогают только тогда, когда они остаются неповрежденными и совместимыми с катодной защитой. Поврежденное покрытие может увеличить риск локального поглощения водорода, создавая области высокой плотности тока в местах дефектов.
Сварка и изготовление
Качество сварки и изготовления напрямую влияет на восприимчивость к HISC, поскольку сварные швы и зоны термического влияния часто становятся как концентраторами напряжений, так и зонами, чувствительными к микроструктуре. Для дуплексных материалов квалификация процедуры, контроль тепловложения, профиль сварного шва, баланс феррита, подгонка и выравнивание — все это влияет на окончательный риск HISC для фланца или соединителя.
Рекомендуемые меры контроля при изготовлении включают:
- Квалифицировать WPS и PQR для фактической конфигурации соединения и диапазона толщин, а не заимствовать процедуры из менее ограниченных геометрий.
- Контролировать тепловложение и межпроходные условия, чтобы микроструктура сварного шва и зоны термического влияния оставались в пределах допустимых границ.
- Инспектировать сварные швы и зоны термического влияния методами, соответствующими ожидаемому типу и расположению дефектов.
- Управлять остаточными напряжениями за счет точности подгонки, контролируемой последовательности и реалистичных допусков на выравнивание.
Распространённый производственный механизм отказа — это сварной шов, который проходит обычный объёмный контроль, но всё равно впоследствии трескается вблизи границы сплавления после воздействия катодной защиты, поскольку реальной причиной был изгиб из-за смещения плюс плохая геометрия границы сплавления. В такой ситуации “больше НК” недостаточно. Правильный ответ — ужесточить допуски на сборку, улучшить контроль профиля границы сплавления и переоценить напряжение в горячей точке, где сварной шов встречается с траекторией рабочей нагрузки.
Совет: Если сварной шов или ЗТВ находятся в горячей точке, подверженной воздействию катодной защиты, рассматривайте аттестацию технологии и контроль профиля границы сплавления как часть плана предотвращения HISC, а не только как обычный контроль качества.
Контроль и мониторинг
Инспекция и мониторинг должны подтверждать, что меры предотвращения остаются эффективными с течением времени. Поскольку доступ к подводным объектам ограничен, лучшие программы сочетают предварительно заложенные проектные и производственные меры контроля с мониторингом на основе трендов производительности катодной защиты, состояния покрытия, изменений электрической непрерывности и целевыми возможностями инспекции, когда доступ становится возможным.
Практический контрольный список инспекции включает:
- Проверки состояния покрытия и определённые критерии ремонта дефектов
- Выбор НК, соответствующий ожидаемому месту трещинообразования и типу дефекта
- Анализ данных трендов катодной защиты, изменений выходного тока и неожиданного дрейфа потенциала
- Проверка, что записи прослеживаемости остаются согласованными в сертификатах на материалы, технологиях сварки/протоколах аттестации, журналах термообработки и отчётах инспекции
Примечание: Мониторинг полезен только тогда, когда он привязан к порогам действий. Выход за пределы определённого контрольного окна должен вызывать расследование и корректировку, а не просто заметку для последующего рассмотрения.
Контрольный список внедрения
Пошаговые действия
Команды снижают риск водородного растрескивания под напряжением (HISC) в подводных фланцах, контролируя всю цепочку: спецификация → квалификация → изготовление → эксплуатация катодной защиты → мониторинг. Нижеприведенные шаги лучше всего использовать в качестве контрольного списка для выполнения, а не в качестве общих рекомендаций.
- Четко определите условия эксплуатации: диапазон температуры морской воды, философию катодной защиты, расчетный срок службы и доступность для инспекции.
- Выберите дуплексный или супердуплексный материал с задокументированной прослеживаемостью и контролем качества микроструктуры, соответствующими воздействию катодной защиты.
- Согласуйте конструкцию дуплексного подводного оборудования с логикой предотвращения HISC на основе напряжений и четко задокументируйте горячие точки и методы их устранения.
- Определите концентраторы напряжений в переходах ступиц, отверстиях, переходах уплотнительных поверхностей, границах сварных швов и резьбовых элементах.
- Установите измеримое окно потенциала катодной защиты и план контрольных точек, включая пороговые значения, запускающие расследование.
- Укажите покрытия и обработку поверхности для совместимости с катодной защитой и дисциплину ремонта дефектов.
- Квалифицируйте процедуры сварки и изготовления для фактической геометрии и толщины, включая специфические для дуплексных сталей меры контроля, где это уместно.
- Проведите неразрушающий контроль и проверку размеров в областях с наибольшими напряжениями, а не только в легко доступных зонах.
- Введите в эксплуатацию катодную защиту с проверкой на месте установки дуплексного оборудования и подтвердите, что потребность в защите углеродистой стали не приводит к непреднамеренной перезащите соседнего дуплексного оборудования.
- Установите интервалы мониторинга и действия реагирования на основе риска, состояния покрытия, тенденций катодной защиты и критичности соединений.
| Контрольный пункт | Критерии соответствия (определены проектом) | Документация для архива |
|---|---|---|
| Качество микроструктуры | Метод приемки и план отбора проб согласованы, результаты отслеживаются до детали, плавки и зоны. | Сертификат качества (MTC), отчет о микроструктуре, схема отбора проб. |
| Картирование напряжений в горячих точках | Выявлены горячие точки, метод извлечения задокументирован, применены пределы проектирования. | Заметка по расчетам, отчет по методу конечных элементов (FEA), если использовался, журнал допущений. |
| Окно потенциала катодной защиты | Окно определено в дуплексной горячей точке и задокументированы пороги действий. | Журнал ввода в эксплуатацию, план тенденций, метод электродов. |
| Совместимость с покрытием | Система покрытия квалифицирована для катодной защиты и определены критерии ремонта дефектов. | Спецификация покрытия, отчеты по инспекции, журнал ремонта. |
| Контроль сварки и изготовления. | Квалифицированные WPS/PQR, выполнены специальные сварочные и контрольные меры для зоны термического влияния дуплексных сталей | Карта сварки, проверки феррита или микроструктуры, записи неразрушающего контроля |
Совет: Самый быстрый способ потерять контроль — рассматривать CP, сварку и напряжения во фланцах как отдельные рабочие потоки. HISC существует в их пересечении.
Документация проекта
Полная документация делает стратегию предотвращения защищаемой. На подводных проектах документация доказывает, что установленный фланец — это тот фланец, который вы спроектировали, квалифицировали и контролировали. Это включает прослеживаемость материалов, логику напряжений в горячих точках, квалификацию сварки, записи о покрытиях и доказательства ввода в эксплуатацию катодной защиты.
| Тип документации | Назначение | Пример |
|---|---|---|
| Сертификаты на материалы | Проверьте химические, механические и требования прослеживаемости | EN 10204 3.1 MTC плюс прослеживаемость по плавке и партии |
| Записи по проектированию | Демонстрация соответствия на основе напряжений и логики горячих точек | Примечание по напряжениям, отчет FEA, регистр допущений |
| Журналы сварки | Отслеживание процедур и квалификаций | WPS/PQR, карты сварных швов, квалификации сварщиков |
| Отчеты по покрытиям и обработке поверхности | Подтвердите совместимость с катодной защитой и контроль целостности поверхности | План контроля качества покрытия, журнал ремонта, квалификация дробеструйной обработки, где применяется |
| Пусконаладка и мониторинг катодной защиты | Подтвердите, что рабочий диапазон был определен и контролируется | Возможные журналы, текущие записи, схема контрольных точек |
| Контрольные листы проверки | Обеспечьте повторяемый мониторинг, привязанный к пороговым значениям действий | Результаты неразрушающего контроля, размерные проверки, реестр отклонений фактического исполнения |
Примечание: Документация, готовая к аудиту, позволяет проектам избежать “неизвестных неизвестных” при извлечении, анализе отказов или проверке регулирующими органами.
Распространённые ошибки, которых следует избегать
Ошибки выбора материала
Большинство ошибок выбора материала связаны с пробелами в проверке, а не с неправильной маркировкой марки. Распространенные ошибки включают прием дуплексных или супердуплексных деталей без определения критериев приемки микроструктуры в фактической горячей точке, использование общих сертификатов без прослеживаемости по зонам и игнорирование различий в форме продукта между поковками, прутками и трубами из деформированного металла.
- Определите критерии приемки микроструктуры и отбор проб в месте фактической горячей точки.
- Требуйте прослеживаемость по плавке и партии, а также согласованную перекрестную ссылку между сертификатами на материалы, маркировкой деталей и записями инспекции.
- Подтвердите, что материал подходит для воздействия подводной катодной защиты, а не только для устойчивости к коррозии в морской воде.
- Документируйте фактические отклонения вместе с их влиянием на напряжения и катодную защиту, а не только их размерное соответствие.
Инженерный вывод: Если ваши критерии приемки не контролируют микроструктуру и проверку горячих точек, реальный зазор может проявиться только в эксплуатации, когда исправление наиболее дорого.
Катодная перезащита
Перезащита обычно является системным поведением, а не изолированной локальной ошибкой. Это часто возникает, когда катодная защита настроена на требования соседней углеродистой стали и непреднамеренно приводит смежные дуплексные или крепежные места к более отрицательному диапазону потенциала. Это увеличивает выделение водорода и повышает вероятность HISC в уже напряженных горячих точках.
| Рекомендуемая практика | Объяснение |
|---|---|
| Согласованность эталонного электрода | Используйте согласованную основу электродов и документируйте, как интерпретируются морские показания. |
| Размещение точек измерения в зонах риска дуплексных материалов | Измеряйте там, где риск действительно существует, а не только в удобных позициях конструкции. |
| Пороговые значения для действий | Определите, какой уровень дрейфа потенциала запускает расследование и коррекцию. |
| Дисциплина ремонта покрытий | Повреждение покрытия может увеличить потребность в токе и изменить локальное воздействие водорода. |
| Осведомлённость о смешанных материалах | Дуплексное оборудование может стать побочным воздействием под катодной защитой, разработанной в основном для углеродистой стали. |
| Документация | Пуско-наладочные работы и журналы трендов необходимы; без них анализ первопричины становится догадкой. |
Команды должны рассматривать настройки катодной защиты как контролируемый рабочий диапазон, а не как конфигурацию "установил и забыл".
Недостаточный контроль
Неадекватный контроль обычно означает, что команда проверяет то, что легко проверить, а не то, что критично для механизма водородного охрупчивания. Эффективные планы контроля фокусируются на горячих точках, изменениях состояния покрытия, тенденциях катодной защиты и целевом неразрушающем контроле там, где это действительно может снизить неопределенность.
| Аспект | Описание |
|---|---|
| Целевое выявление зон концентрации | Планы контроля должны соответствовать переходам втулок, носкам сварных швов, отверстиям, резьбам и другим определенным горячим точкам. |
| Выбор метода | Используйте методы, соответствующие вероятному типу дефекта и геометрии критического местоположения. |
| Мониторинг на основе трендов | Используйте дрейф катодной защиты и изменения состояния покрытия в качестве опережающих индикаторов, которые запускают целенаправленный контроль. |
| Обратная связь | Повторяющиеся индикации обычно сигнализируют о пробеле в контроле, а не просто о невезении, и должны возвращаться в проектирование и контроль качества. |
Комплексный контроль — это не “больше проверок”. Это проверки, которые снижают неопределенность в горячих точках и подтверждают, что превентивные меры контроля все еще эффективны.
Пренебрежение контролем напряжений и профиля, вызванных сваркой
Для подводного оборудования основная ошибка изготовления заключается в неспособности управлять напряжениями и качеством профиля, вызванными сваркой, в областях, подверженных катодной защите. В дуплексных системах соответствующими средствами контроля являются квалификация процедуры, тепловложение, баланс фаз, профиль сварного шва, подгонка, выравнивание и управление локальными напряжениями. Если задействованы другие стали или крепежные элементы, совместимость по твердости и прочности с катодной защитой становится дополнительными пунктами контроля.
- Убедитесь, что квалификация сварки соответствует фактическим условиям ограничения и диапазону толщины.
- Контролируйте геометрию сварного шва и выравнивание, чтобы напряжения в горячих точках, вызванные изгибом, не возрастали после установки.
- Записывайте и определяйте меры по устранению отклонений в построенном состоянии, которые изменяют путь напряжений на фланце или соединителе.
Команды, которые рассматривают сварку как галочку для соответствия требованиям, часто упускают реальный фактор: профиль сварного шва, выравнивание, воздействие катодной защиты и локальные напряжения в горячих точках, действующие совместно.
Команды предотвращают HISC в подводных фланцах, применяя проверяемый, взаимосвязанный подход по материалам, проектированию на основе напряжений, контролю катодной защиты, качеству изготовления и мониторингу целостности. Результат — не только меньше трещин. Это меньше незапланированных извлечений, меньше простоев и более высокая уверенность в долговечных подводных активах.
- Сниженный риск зарождения трещин за счёт контроля напряжений в зонах концентрации
- Снижение риска воздействия водорода за счет контролируемой работы катодной защиты
- Лучшие решения по целостности благодаря отслеживаемой документации
- Более предсказуемая стоимость жизненного цикла и меньше аварийных вмешательств
Постоянная бдительность и регулярный обзор поддерживают эффективность этих средств контроля. В подводных фланцевых системах предотвращение HISC наиболее эффективно, когда проектная команда рассматривает материалы, катодную защиту, сварку, инспекцию и документацию как одну проблему целостности, а не как отдельные дисциплины.
Основа технического обзора
Проверено для: Целостность подводных фланцев, контроль материалов из дуплексной и супердуплексной стали, взаимодействие с катодной защитой, риск возникновения горячих точек при сварке и планирование предотвращения HISC.
Предлагаемое звание рецензента: Инженер по подводным материалам / коррозии / целостности трубопроводов
Основа источника: Логика проектирования подводных систем на основе напряжений с использованием дуплексной стали для предотвращения HISC, руководство по катодной защите на морских объектах, практика оценки горячих точек на фланцах, контроль качества изготовления и требования к документации по целостности подводных систем.
Последнее обновление: 2026-03-26
Часто задаваемые вопросы
Какой наиболее эффективный способ предотвратить HISC в подводных фланцах?
Начните с контроля материалов и микроструктуры, затем поддерживайте генерацию водорода и напряжения или деформации в горячих точках в контролируемых пределах.
В подводной эксплуатации под катодной защитой профилактика наиболее эффективна, когда можно продемонстрировать:
- Прослеживаемые сертификаты материалов плюс проверенное качество микроструктуры в области горячих точек
- Идентификация горячих точек в переходах ступиц, отверстиях, носках сварных швов и аналогичных локальных концентрациях напряжений
- Мониторинг потенциала катодной защиты в месте расположения дуплексной стали, чтобы не пропустить непреднамеренную перезащиту
Как часто команды должны проверять подводные фланцы на HISC?
Частота инспекций должна основываться на оценке рисков, а не на календарном графике.
В качестве практической основы команды часто сочетают мониторинг тенденций катодной защиты с целевыми возможностями инспекции во время извлечения, вмешательства или доступных работ по подключению. Увеличьте внимание к инспекции, когда:
- Потенциал катодной защиты выходит за пределы определенного диапазона в месте расположения дуплексной стали
- Повреждение покрытия, отслоение или изменение электрической проводимости
- Обнаружено смещение при монтаже, аномальная нагрузка или напряжение, вызванное изгибом
Какие стандарты регулируют предотвращение HISC при проектировании фланцев?
DNV-RP-F112 является ключевым справочным документом для подводных компонентов из дуплексной нержавеющей стали, подверженных воздействию катодной защиты.
Подводная катодная защита обычно проектируется в соответствии с DNV-RP-B401 и рекомендациями по морской КЗ. Если актуальны размерные стандарты фланцев, многие проекты также ссылаются на Требования ASME B16.5 к фланцам.
| Стандарт | Ключевая область |
|---|---|
| DNV-RP-F112 | Избежание водородного охрупчивания под напряжением для дуплексных подводных компонентов при КЗ |
| DNV-RP-B401 | Философия и параметры проектирования катодной защиты |
| Руководящие указания ABS по катодной защите | Эксплуатационные критерии КЗ, основанные на опорном электроде, соображения по водороду и перезащите |
| ASME B16.5 | Номинальные давления и температуры фланцев трубопроводов, размеры и маркировка, где применимо |
Почему контроль катодной защиты важен для предотвращения HISC?
Поскольку катодная защита может генерировать водород, который вызывает водородное охрупчивание под напряжением.
Когда потенциалы становятся чрезмерно отрицательными на восприимчивых сталях, выделение водорода увеличивается. Практические меры контроля включают:
- Мониторинг потенциалов в горячей точке дуплексного материала с использованием последовательной основы опорного электрода
- Регулировка выхода КЗ и ремонт покрытий для снижения локального потребления тока
- Использование пороговых значений для запуска корректировки при отклонениях вместо отложенного анализа
Какая документация поддерживает предотвращение HISC в проектах?
Документация, готовая к аудиту, подтверждает контроль материалов, конструкции, изготовления и работы катодной защиты.
Команды должны вести:
- Сертификаты на материалы Связано с маркировкой по плавке, партии и деталям
- Заметки о расчетных напряжениях и записи картографирования горячих точек
- Журналы сварки, включая WPS/PQR и карты сварных швов
- Отчеты по покрытиям и обработке поверхности с журналами ремонта
- Записи ввода в эксплуатацию катодной защиты и тенденции мониторинга
Какие практические ранние признаки указывают на возрастание риска HISC?
Большинство ранних предупреждений — это отклонения контроля, а не видимые трещины.
Следите за:
- Тенденция потенциала катодной защиты к более отрицательным значениям, чем заданный диапазон, в месте установки дуплексного датчика
- Повреждения покрытия, отслоение или повторные ремонтные работы вблизи фланца или соединителя
- Неожиданные изменения в электрической непрерывности или потреблении тока катодной защиты
- Отклонения от проекта или неожиданные изгибающие нагрузки, выявленные при вводе в эксплуатацию



