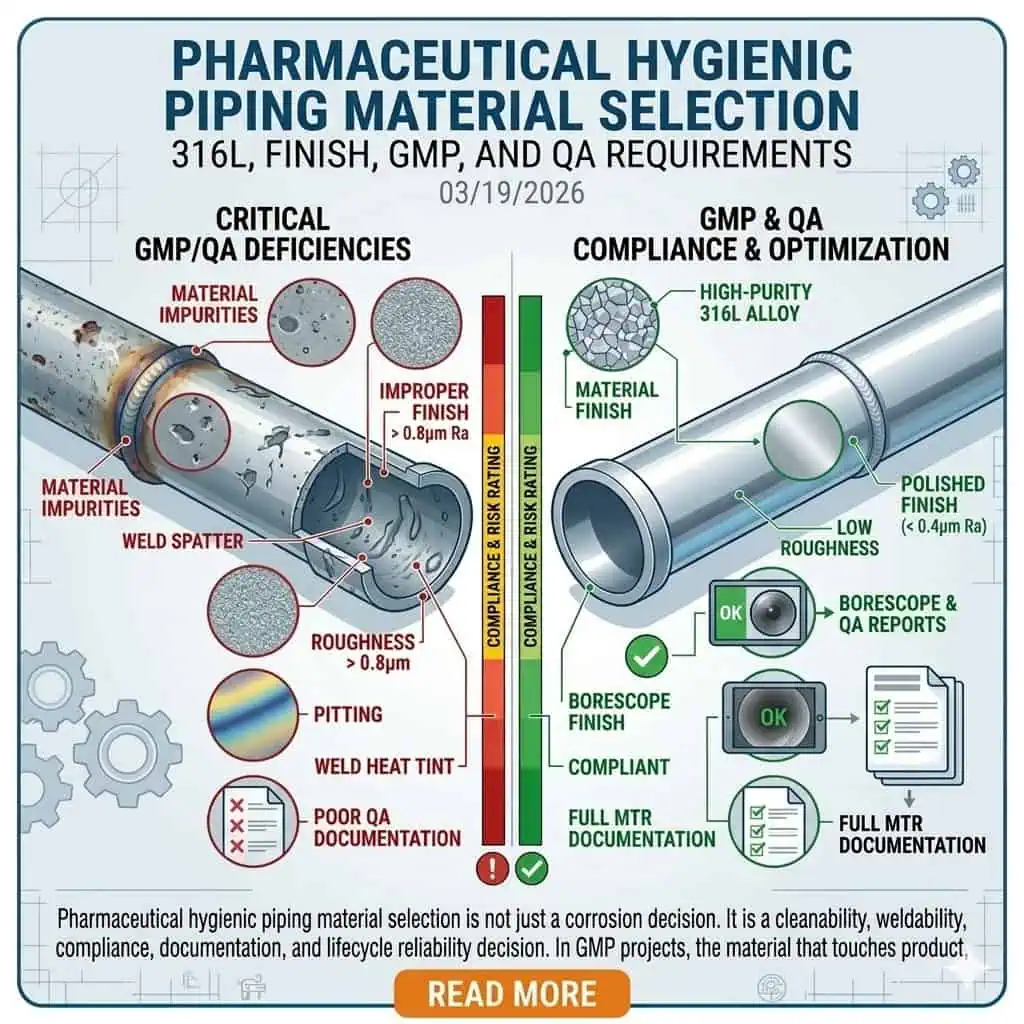
Выбор материалов для фармацевтических гигиенических трубопроводов — это не просто решение о коррозионной стойкости. Это решение о чистоте, свариваемости, соответствии нормам, документации и надежности в течение всего жизненного цикла. В проектах GMP материал, контактирующий с продуктом, технологическими жидкостями, высокочистой водой или чистящими средами, должен делать больше, чем просто “сопротивляться ржавчине”. Он должен оставаться инертным, не добавлять примесей, не впитывать, быть очищаемым, инспектируемым и поддерживать повторяемость изготовления и выпуска QA. Вот почему опытные инженеры не выбирают трубки и фитинги только по названию сплава.
В большинстве фармацевтических гигиенических трубопроводных систем, нержавеющая сталь 316L является практическим базовым выбором для критических металлических услуг, контактирующих с продуктом, поскольку она балансирует запас по коррозии, свариваемость, принятие в отрасли и совместимость с практиками изготовления высокой чистоты. Это не означает, что каждая линия, каждый фитинг или каждая сборка должны обрабатываться одинаково. Правильное решение зависит от фактической химии процесса, режима CIP/SIP, требований к чистоте поверхности, плотности сварки, чувствительности к загрязнению и пакета документации, необходимого для сдачи и валидации.
Это руководство объясняет, как инженеры выбирают материалы для фармацевтических гигиенических трубопроводов, где 316L имеет явный смысл, где стандартная 316L может быть недостаточной без правильной чистоты и качества сварки, и где документация и прослеживаемость становятся такими же важными, как и сам металл. В реальных обзорах проектов окончательное решение по материалу редко меняется из-за одного крупного отказа. Обычно оно меняется из-за ряда более мелких проблем: сварного шва, который сложнее инспектировать, чем ожидалось, записи о чистоте, которая не закрывается чисто с QA, образца ответвления, подвергающегося более жестким циклам SIP, чем остальная часть контура, или локальной сборки, которая ведет себя как зона более высокого риска, чем предполагалось на P&ID.
Что на самом деле означает выбор материалов для фармацевтических гигиенических трубопроводов
Выбор материала — это решение GMP и контроля загрязнения
В фармацевтических системах выбор материала является частью контроля загрязнения. Труба, корпус клапана, обжимная муфта или фитинг принимаются не потому, что выглядят гигиенично. Они принимаются потому, что поверхность, контактирующая с продуктом, может поддерживать предполагаемый процесс без изменения безопасности, идентичности, прочности, качества или чистоты. Этот принцип соответствует FDA 21 CFR 211.65, что требует, чтобы поверхности, контактирующие с продуктом, были нереактивными, неаддитивными и неабсорбирующими.
На практике это означает, что инженеры совместно рассматривают выбор материала вместе с качеством поверхности, состоянием сварки, дренируемостью, пассивацией, химией очистки и доступностью для инспекции. Правильный сплав с плохой продувкой сварки, неконтролируемым состоянием поверхности или слабой документацией всё ещё может стать проблемой для GMP. Один из распространённых уроков на объекте заключается в том, что комплект трубопроводов может выглядеть технически приемлемым при выпуске в производство и всё ещё становиться сложным во время квалификации, потому что решение о материале рассматривалось как закупочный пункт, а не как решение по контролю загрязнения.
Инженерная заметка: в работе по GMP вопрос не только в том, “Выдержит ли этот сплав?”, но и в том, “Будет ли эта готовая, сваренная, задокументированная поверхность вести себя предсказуемо при инспекции, очистке и выпуске QA?”
Почему выбор трубопроводов для фармацевтики отличается от общего пищевого обслуживания
Фармацевтические гигиенические трубопроводы обычно соответствуют более строгим стандартам, чем общее пищевое или коммунальное обслуживание. Причина не только в стоимости продукта. Это следствие загрязнения, удержания остатков, недокументированных замен, непостоянства изготовления и задержки выпуска QA в валидированных средах. Тот же класс нержавеющей стали может быть приемлемым в общем пищевом применении, но всё ещё не соответствовать требованиям в системе GMP, если постоянство отделки, записи о сварке или прослеживаемость не контролируются на уровне, требуемом проектом.
Вот почему обзор материалов в фармацевтических проектах должен находиться рядом с выбором соединений, контролем мёртвых зон, приёмкой сварки и планированием передачи QA. Правильный сплав в неправильной сборке — это всё ещё неправильный инженерный результат.
Какие стандарты фактически определяют решение
Наиболее полезные стандарты — это те, которые меняют то, что вы указываете, инспектируете и принимаете. В фармацевтических гигиенических трубопроводах наиболее релевантные ссылки обычно включают:
- ASME BPE для материалов, конструкции, изготовления, контроля, испытаний и логики сертификации в биотехнологическом и фармацевтическом оборудовании.
- FDA 21 CFR 211.65 для конструкции оборудования и пригодности поверхностей, контактирующих с продуктом.
- FDA 21 CFR 211.67 для ожиданий по очистке и техническому обслуживанию.
- ASTM A270/A270M для пищевых труб, включая возможность указания фармацевтического качества в качестве дополнительного требования.
- EU GMP Annex 1 для контроля загрязнения, управления качеством рисков и ожиданий стерильного производства.
Задача инженера — превратить эти требования в реальные решения по материалам, отделке, сварке и документации, которые могут выдержать закупку, изготовление, контроль, запуск и проверку качества. В сильных проектах стандарты не цитируются в конце для обоснования готового выбора. Они переводятся в начале на язык запроса предложений, критерии контроля, требования к сдаче и границы управления изменениями.

Основные семейства материалов, используемые в фармацевтических гигиенических трубопроводах
Почему 316L является практической базой для многих гигиенических систем GMP
316L обычно рассматривается как базовый металлический материал для критически важных фармацевтических гигиенических трубопроводов, поскольку он предлагает практическое сочетание коррозионной стойкости, свариваемости и широкого признания в отрасли. Низкоуглеродистая марка обеспечивает более надежную сварную гигиеническую сборку, чем стандартная 316, во многих технологических условиях, а химический состав с молибденом улучшает стойкость к локальной коррозии по сравнению с 304/304L в более требовательных условиях очистки и эксплуатации.
Это не делает 316L волшебным решением. Это означает, что 316L часто является наиболее оправданной отправной точкой для металлических трубопроводов, контактирующих с продуктом, когда система также должна соответствовать требованиям к высокочистой сборке и документации. В реальных проектах инженеры часто выбирают 316L не потому, что каждый участок системы подвергается химически агрессивным воздействиям, а потому, что общий риск проекта определяется сварными узлами, локальной очищаемостью, воздействием SIP/CIP и ожиданиями валидации вместе.
Когда 304/304L все еще могут использоваться — и почему их применение часто ограничено
304 или 304L все еще могут встречаться в некоторых фармацевтических проектах, но обычно в более ограниченных ролях. Вспомогательные службы с низким риском, устаревшие системы, некритические вспомогательные зоны или исторические конструкции, ориентированные на стоимость, могут все еще использовать материалы семейства 304. Но в критически важных гигиенических трубопроводах, контактирующих с продуктом, отрасль обычно переходит к 316L, поскольку общий риск шире, чем просто объемная коррозия.
Это одна из самых распространенных ошибок спецификации на ранних стадиях проектов: рассматривать выбор между 304 и 316L как простой ценовой выбор, а не как выбор, связанный с очищаемостью, сборкой и рисками контроля качества. На практике, когда команда спрашивает, можно ли все еще использовать 304L, лучшим последующим вопросом обычно является: использовать где, при каком режиме очистки, с какими требованиями к отделке и в соответствии с каким стандартом документации?
Где неметаллические материалы все еще имеют значение
Выбор материалов для фармацевтических трубопроводов не ограничивается стенкой трубы. Мембраны, седла клапанов, прокладки, шланги и другие неметаллические контактирующие с рабочей средой детали часто определяют, будет ли конечная сборка работать как задумано. PTFE, модифицированный PTFE, EPDM, FKM, силикон или специальные составы для конкретных применений могут использоваться в зависимости от химической среды, температуры, воздействия SIP и требований валидации.
Во многих отклонениях от GMP слабым звеном является не нержавеющая труба. Это материал интерфейса, который рассматривался как незначительный расходный материал, а не как контролируемый контактирующий с рабочей средой компонент. Распространенный пример — химически совместимая металлическая система, соединенная с уплотнительным материалом, который стареет быстрее при повторных SIP, чем предполагалось в первоначальной оценке рисков. Урок не в том, что выбор металла был неправильным сам по себе; он в том, что контактирующая с рабочей средой система не рассматривалась как единое целое.
Как инженеры выбирают между стандартной 316L, электрохимически полированной 316L и вариантами с более высокими характеристиками
Стандартная 316L против электрохимически полированной 316L
Стандартная 316L и электрохимически полированная 316L — это не конкурирующие семейства сплавов. Это разные решения по состоянию поверхности, основанные на одном и том же базовом семействе материалов. Стандартная 316L может быть полностью приемлемой там, где требуемая отделка, очищаемость и ожидания по инспекции умеренные. Электрохимически полированная 316L становится более привлекательной там, где требования к однородности поверхности, поведению при высвобождении остатков, инспектируемости и очищаемости для высокочистых сред более строгие.
Лучший вопрос не “Является ли электрохимическая полировка лучше?”, а “Нужны ли этому процессу преимущества, связанные с отделкой, достаточно сильно, чтобы оправдать более строгие требования?” В реальной инженерной оценке электрохимическая полировка часто выбирается не потому, что стандартная 316L везде не подходит, а потому, что процесс требовал более контролируемой поверхности для уверенности в инспекции, реакции на остатки или дисциплины работы в высокочистых условиях. Для подробного обсуждения отделки свяжите эту статью с Электрополированная сталь 316L против стандартной стали 316L.

Когда отделка поверхности меняет реальные гигиенические характеристики
Отделка поверхности — это не косметическое улучшение в фармацевтическом обслуживании. Она меняет очищаемость, реакцию на инспекцию и поведение удержания остатков. Требования к обработке поверхности наиболее важны там, где процесс чувствителен к остаткам, где критически важна повторяемость SIP/CIP, где строгий контроль контакта с продуктом или где локальная геометрия делает любые дефекты поверхности более значимыми.
В средах высокой чистоты и биотехнологических производствах инженеры не разделяют выбор сплава и обработку поверхности, поскольку гигиенический результат создается их совместным действием. Один из повторяющихся выводов полевых исследований заключается в том, что система может использовать правильный сплав, но все равно работать неэффективно, если локальное состояние поверхности варьируется больше, чем допускает модель риска.
Когда оправдан выбор более высокого сплава или специального материала
Иногда 316L все еще недостаточно, но это решение должно основываться на химии и механизме отказа, а не на привычке. Более агрессивное воздействие галогенидов, необычные растворительные системы, сильная химия процесса или повторяющаяся история отказов могут оправдать выбор более высокого сплава. Этот шаг должен основываться на фактических данных эксплуатации, анализе механизма коррозии и химии процесса, а не на общем предположении, что “фармацевтика всегда использует самый высокий доступный сорт”.”
Экспертный совет здесь прост: не повышайте класс сплава только потому, что система “важна”. Повышайте его только тогда, когда вы можете определить режим отказа, который пытаетесь предотвратить, и причину, по которой базовый вариант не обеспечивает достаточный запас прочности.
Выбор материалов по технологическим зонам на фармацевтических предприятиях

Системы воды высокой чистоты и связанные с ними чистые коммуникации
Контуры воды высокой чистоты и связанные с ними чистые коммуникации создают нагрузку на однородность материала, качество сварки и долгосрочную стабильность поверхности. В таких системах выбор материала тесно связан со склонностью к образованию ржавчины, стабильностью отделки, приемлемостью сварных швов и совместимостью с санитарной обработкой. Наиболее строгие спецификации обычно меньше сосредоточены на названии сплава как таковом, а больше на том, может ли полный комплект труб и сварных соединений обеспечивать стабильные, воспроизводимые гигиенические характеристики с течением времени.
Типичная техническая заметка: в контурах высокочистой воды первоочередной проблемой часто является не общая коррозия стенок, а локальная неоднородность отделки, состояние сварных швов или неполное восстановление поверхности, контактирующей с продуктом, после изготовления и доработки. Именно поэтому инженеры, которые сталкивались с повторными расследованиями контуров, склонны уделять внимание на ранних этапах выполнению сварки и доказательствам качества отделки, а не только обозначению сплава.
Производственные линии и узлы передачи, контактирующие с продуктом
Производственные линии, контактирующие с продуктом, обычно требуют наиболее консервативного подхода к выбору материала. Именно здесь коррозия, изменение поверхности, проблемы с вымываемыми веществами или неоднородность изготовления могут оказать наиболее прямое влияние на качество продукта и уверенность в партии. Марка материала, отделка, интерфейсы фитингов и пакет документации должны быть определены до запроса предложений, а не уточнены после изготовления.
В терминах проекта именно здесь наиболее четко разделяются понятия “приемлемо для общего пищевого использования” и “приемлемо для валидированного использования в контакте с продуктом”. Штраф за позднее уточнение часто заключается не только в технической доработке, но и в задержках FAT, SAT или закрытия QA.
Участки, подверженные воздействию CIP/SIP
Участки, подверженные воздействию CIP/SIP, часто выявляют слабость материала быстрее, чем сам процесс. Повторяющиеся циклы горячей воды, чистого пара, щелочи, кислоты, санитайзера и охлаждения значительно изменяют условия эксплуатации. На практике многие проблемы, связанные с материалами в фармацевтических трубопроводах, впервые выявляются не продуктом, а повторяющимися циклами очистки и стерилизации.
Это одна из причин, почему инженер должен совместно рассматривать металлические и неметаллические контактирующие с продуктом материалы, когда система подвергается повторным циклам SIP/CIP. Типичная картина на практике: трубопровод остается приемлемым, в то время как локальное уплотнение, седло или ответвление стареют быстрее ожидаемого под действием реальных термических и химических циклов.
Отбор проб, клапанные коллекторы и другие высокорисковые локальные узлы
Самые сложные решения по материалам часто касаются локальных узлов, а не прямых участков трубопровода. Пробоотборные клапаны, распределительные коллекторы, ответвления, мембранные клапаны и тройники для приборов сочетают более высокую плотность сварных швов, большее количество интерфейсов, больший риск застойных зон и более высокую чувствительность к инспекции. Именно здесь общий гигиенический пакет имеет наибольшее значение.
Вот почему эта статья должна быть напрямую связана с Выбор пищевых фитингов для объектов GMP. В фармацевтике правильный сплав в неправильном узле все равно приводит к неправильному результату. Инженеры, регулярно занимающиеся устранением неисправностей в этих системах, знают, что линия редко выходит из строя “везде”. Она выходит из строя сначала в локальной детали, которая считалась нормальной, хотя на самом деле была самой высокорисковой точкой в контуре.
Свариваемость, состояние поверхности и обработка после изготовления
Почему плотность сварки изменяет материальный риск
Чем больше сварных швов содержит гигиеническая система, тем менее полезно говорить о выборе материала, как будто важна только основная труба. Зоны термического влияния сварки, качество продувки, состояние внутреннего валика, стабильность орбитальной сварки и история переделок — все это влияет на то, будет ли конечная система вести себя как очищаемый актив GMP или как постоянный источник отклонений.
Система с отличным выбором сплава, но плохим качеством сварки, всё равно остаётся слабой фармацевтической системой. На практике каждая дополнительная сварка повышает важность дисциплины изготовления, а не только важность сертификата на сплав.
Почему поверхностные дефекты могут свести на нет хороший выбор материала
Правильный сплав не спасает плохую поверхность контакта с продуктом. Неровности поверхности, изменение цвета сварного шва, плохой контур, царапины, загрязнение от обработки при изготовлении или неконтролируемая доработка — всё это может снизить гигиеническую ценность хорошего выбора материала. Именно здесь инженеры часто видят первый разрыв между намерениями спецификации и установленной реальностью.
Типичный отраслевой случай: Проект правильно указал 316L для критического контура контакта с продуктом, но пакет сдачи всё равно вызвал обеспокоенность, потому что локальный внешний вид сварки, однородность отделки и проверка бороскопом не подтверждали заявленный гигиенический стандарт. Проблема была не в сплаве. Проблема была в состоянии изготовленной поверхности.
Этот случай достаточно распространён, чтобы иметь значение. Это одна из причин, по которой опытные рецензенты не подписываются мысленно на контур только потому, что сертификат испытаний материала выглядит правильным.

Пассивация, совместимость очистки и долгосрочная стабильность
Пассивация и обработка после изготовления являются частью стратегии материала, а не дополнительной отделкой. Материал, который правилен на бумаге, но плохо обработан, плохо очищен после изготовления или недостаточно восстановлен после сварочных работ, не будет работать так, как предполагалось для указанного материала. Это имеет ещё большее значение в системах с повторной очисткой, санитарной обработкой и проверкой валидации.
Экспертный совет здесь прост: никогда не относитесь к состоянию поверхности после изготовления как к косметическому завершающему элементу. В гигиенических фармацевтических системах это часть технических характеристик самого выбора материала.
Документация и прослеживаемость: почему выбор материала также является решением отдела контроля качества
Что обычно хочет видеть отдел контроля качества
В проектах трубопроводов GMP правильный материал — это только половина ответа. Отделу контроля качества обычно нужны доказательства. В зависимости от масштаба проекта это может включать номера плавок, сертификаты испытаний материалов, сертификаты EN 10204 3.1, записи PMI, где требуется, записи о чистоте поверхности, карты сварных швов, журналы сварки, записи инспекций и документацию по сдаче, которая связывает установленную сборку с утверждённой спецификацией.
Точный пакет документов меняется в зависимости от проекта, но схема остаётся неизменной: если выбор материала нельзя отследить и проверить, он остаётся риском для проекта. Именно здесь многие технически грамотные пакеты теряют время при сдаче: не из-за ошибок в металлургии, а потому что цепочка доказательств была тоньше, чем требовала среда GMP.
Почему “правильный материал” без записей всё ещё является риском для проекта
Одна из самых распространённых неудач фармацевтических проектов — не неправильный выбор сплава. Это неполное закрытие цепочки доказательств. Трубка может быть правильной. Фитинги могут быть правильными. Сварные швы могут быть даже приемлемыми. Но если прослеживаемость, записи о чистоте поверхности или документация по инспекции неполны, выпуск отдела контроля качества всё ещё может застопориться.
Типичный отраслевой случай: Пакет трубопроводов GMP прошёл проверку изготовления, но не прошёл готовность к сдаче, потому что записи о прослеживаемости по плавкам и чистоте поверхности для группы гигиенических секций трубопровода были неполными. Проблема была не в технической металлургии. Это был контроль документации.
Вот почему опытные инженеры рассматривают документацию как часть выбора материалов с самого начала, а не как бумажную работу в конце проекта.
Как определить требования к материалам до запроса предложений
Лучшее время для определения ожиданий по материалам — до запроса предложений, а не во время проверки списка недоделок. Сильный запрос предложений обычно определяет марку сплава, стандарт труб, целевые показатели отделки, требования к сварке, ожидания по пассивации, документальные результаты и любые конкретные требования к инспекции для приемки.
Для полной стороны контроля качества по этой теме свяжите эту статью с Документация и отслеживаемость в проектах фармацевтических трубопроводов.

Примеры исследований, отраслевые случаи и советы экспертов
Типичный инженерный случай 1: 316L был правильным, но зона сварки не соответствовала гигиеническим требованиям
Это один из самых реалистичных отказов фармацевтических трубопроводов. Команда проектировщиков выбрала правильное семейство сплавов, но установленная зона сварки не сохранила гигиенические цели выбора материала. Возникающая проблема может проявляться как несоответствие отделки, неудача инспекции, трудности с очисткой или сомнения отдела контроля качества в качестве локального контакта с продуктом.
Урок очевиден: в фармацевтике выбор материала и выполнение сварки неразделимы. Самые надежные системы — не те, у которых самое дорогое описание материала. Это те системы, где материал, обработка поверхности, изготовление и логика контроля поддерживают одну и ту же гигиеническую цель.
Типичный инженерный случай 2: проблема контроля качества была в документации, а не в сплаве
Еще один распространенный вид отказа возникает при сдаче объекта. В проекте использовался правильный сорт материала, но в пакете документов не хватало записей, необходимых для подтверждения соответствия. Отсутствие сертификатов, нечеткая прослеживаемость, неполные записи о обработке поверхности или слабая документация по сварке могут задержать утверждение, даже если установленный металл технически правильный.
Вот почему опытные инженеры рассматривают документацию как часть выбора материала с самого начала. В практической работе по GMP, недокументированный правильный выбор все равно остается неполным выбором.
Типичный инженерный случай 3: электрохимическая полировка требовалась из-за очищаемости, а не потому, что 316L была “неправильной”
Иногда стандартная сталь 316L не отвергается из-за неадекватности сплава, а потому, что требование к обработке поверхности изменило гигиеническую цель. В таких случаях лучший ответ — не говорить, что проект выбрал неправильное семейство металлов. Лучший ответ — что проект в конечном итоге признал более строгое требование к очищаемости и контролируемости, чем поддерживала исходная спецификация обработки поверхности.
Это нормальное инженерное уточнение, а не повод для смущения. Именно так сильная команда процесса повышает точность спецификаций со временем.
Экспертный совет: спросите, от какого отказа вы на самом деле пытаетесь защититься
Лучший вопрос при выборе материала — не “Какую марку используют большинство?” Это “Какой отказ мы пытаемся предотвратить в этой конкретной системе?” Ответом может быть коррозия. Это может быть риск образования ржавчины. Это может быть проблема с экстрагируемыми веществами. Это может быть чистота, определяемая отделкой. Это может быть неоднородность сварки. Это может быть отказ при закрытии контроля качества. Как только этот режим отказа становится ясным, решение о материале становится гораздо более рациональным.
Это самый последовательный совет от инженеров, которые работали с реальными отклонениями в фармацевтических трубопроводах: сначала определите режим отказа, и логика выбора материала становится яснее, уже и легче обосновать.
Распространенные ошибки при выборе материалов для пищевых трубопроводов в фармацевтике
Выбор только по названию сплава
Семейство сплавов важно, но установленный пищевой результат зависит также от отделки, сварки, геометрии, интерфейсов и документации.
Разделение марки и отделки поверхности
Стандартная 316L и электрохимически полированная 316L не взаимозаменяемы, если пищевая цель определяется ожиданиями чистоты и инспекции, связанными с отделкой.
Игнорирование свариваемости и реальности изготовления
Правильный основной материал с плохим выполнением сварки всё равно является слабым пакетом трубопроводов GMP.
Рассмотрение документации как проблемы после закупки
В фармацевтических проектах документация является частью приемки, а не второстепенным вопросом для передачи.
Использование одного правила по материалам для каждой технологической зоны
Контуры высокочистой воды, передача контактирующих с продуктом сред, участки, подверженные CIP/SIP, и вспомогательные зоны не несут одинаковых гигиенических или нормативных последствий.
Практический контрольный список для выбора материалов для пищевых трубопроводов в фармацевтике
Вопросы для ответа перед окончательным утверждением материала
- Какая технологическая жидкость или продукт фактически контактирует с поверхностью?
- Какому воздействию CIP/SIP система действительно подвергнется?
- Какой уровень отделки требуется для очистки и инспекции?
- Какие местные узлы несут самый высокий риск загрязнения или удержания?
- Какой пакет документации требуется для выпуска QA?
- Достаточно ли стандартной стали 316L, или требования к отделке и изготовлению меняют ответ?
Что определить в запросе предложений (RFQ)
- Марка сплава
- Стандарт трубопровода
- Требования к чистоте поверхности
- Критерии приемки сварных швов
- Ожидания по пассивации / после изготовления
- Сертификаты и документы по прослеживаемости
- Требования к инспекции для выпуска
Вывод: Хороший выбор материалов для фармацевтики — это системное решение, а не покупка металла
Выбор пищевых материалов для фармацевтических трубопроводов — это системное решение, а не просто покупка металла. Самые надежные проекты выбирают материалы, учитывая коррозионную стойкость, отделку, свариваемость, режим очистки, документацию по контролю качества и технологические риски в совокупности. Именно поэтому 316L так распространен в критических GMP пищевых трубопроводах, но также почему 316L сам по себе никогда не является полным ответом.
Если вы хотите более чистую тематическую группу по фармацевтике, свяжите эту статью с Электрополированная сталь 316L против стандартной стали 316L, Выбор пищевых фитингов для объектов GMP, и Документация и отслеживаемость в проектах фармацевтических трубопроводов.
Часто задаваемые вопросы
Всегда ли требуется сталь 316L для пищевых трубопроводов в фармацевтике?
Нет. 316L — это практическая базовая линия для многих критических фармацевтических пищевых систем, но окончательный выбор все еще зависит от химии процесса, требований к отделке, плотности сварки, ожиданий валидации и рисков проекта.
В чем разница между электрохимически полированной нержавеющей сталью 316L и стандартной 316L для фармацевтического применения?
Базовое семейство сплавов может быть одинаковым, но состояние поверхности — нет. Электрополированный 316L выбирается там, где требуется более строгая однородность отделки, очищаемость и возможность инспекции.
Можно ли использовать сталь 304L в фармацевтических трубопроводных проектах?
Иногда. Он может все еще появляться в приложениях с низким риском или устаревших, но критические GMP пищевые системы контакта с продуктом чаще переходят к 316L, потому что решение шире, чем просто стоимость коррозии.
Почему документация является частью выбора материалов в проектах GMP?
Потому что выпуск по контролю качества зависит от доказательств, а не только от намерения. Правильный материал без прослеживаемости, сертификатов и связанных записей инспекции все еще представляет риск для проекта.
Какие стандарты наиболее важны при выборе материалов для пищевых трубопроводов в фармацевтике?
ASME BPE, FDA 21 CFR 211.65 и 211.67, ASTM A270 и структура GMP, включая Приложение 1, являются одними из наиболее полезных отправных точек. Они определяют, как инженеры определяют материалы, качество изготовления, очищаемость и требования к документации.
Позволяет ли правильный выбор сплава исключить необходимость контроля сварки и отделки?
Нет. Правильный сплав с плохой однородностью отделки, слабым качеством сварки или неполной обработкой после изготовления все еще может не соответствовать гигиеническим требованиям проекта.

