
Утечки в гидравлических фитингах? Руководство по диагностике для NPT, JIC и ORFS (ремонт и момент затяжки)
Успешный ремонт гидравлического переходника — это 90% диагностика и 10% затяжка ключом. Most hydraulic fitting leaks are not caused by a fitting that is simply “too loose.” They are usually caused by the wrong sealing method, damaged seating surfaces, cut O-rings, poor alignment, contamination, or thread damage. To fix a leak permanently, you need to identify как соединение уплотняется, verify thread geometry, and then choose the correct action, whether that means resealing, replacing an O-ring, correcting alignment, or replacing the fitting itself.
That is why blind retightening causes so many repeat repairs. On a JIC connection, too much force can damage the flare seat. On an ORFS connection, it can pinch or extrude the O-ring if the fitting is not clean and square. On a tapered thread such as NPT, the wrong sealant or cross-threading can create a leak path that no amount of force will solve. If you are comparing fitting families or confirming sealing methods before repair, you may also want to review our tube fitting types guide и гидравлический руководство по выбору переходников.
Критически важная безопасность: Before inspecting any fitting, depressurize the circuit fully and verify нулевой энергии. High-pressure hydraulic fluid from a pinhole leak can behave like a needle and cause severe инъекционные травмы. Никогда use your hand to check for leaks. Use cardboard, wood, or another shielded method, and follow OSHA hydraulic safety guidance when working around pressurized systems.
⚡ 20-секундная полевая диагностика: Где утечка?
Do not diagnose from the oil stain alone. Hydraulic fluid often migrates along the hose, tube, adapter hex, or machine surface before it drips, so the visible wet area is not always the true source. First wipe the connection completely dry. Then, if safe, run the system briefly at low pressure and watch where fresh oil appears first. Match that location to the likely failure mode below:
- Утечка на резьбе (прямая резьба порта):
In many cases this indicates washer, bonded seal, or O-ring failure, not a problem with the thread itself. Tightening alone rarely solves it. Inspect the sealing element and port face first. - Leak at the Nut or Sleeve (JIC / Flare):
Usually indicates seat damage, cone scoring, poor alignment, side load, or previous over-torque. Do not keep pulling on the wrench. Separate the joint and inspect the 37-degree sealing surfaces. - Утечка на торце (ORFS):
Usually indicates a cut, pinched, flattened, hardened, or missing O-ring, or a nicked flat face. Replace the O-ring and inspect the groove and mating face before reassembly. - Leak at the Threads (NPT / Tapered):
Usually indicates insufficient or unsuitable sealant, thread damage, cross-threading, or a cracked female port. Disassemble, clean, inspect, and reseal correctly. Do not try to bury the problem under more paste.
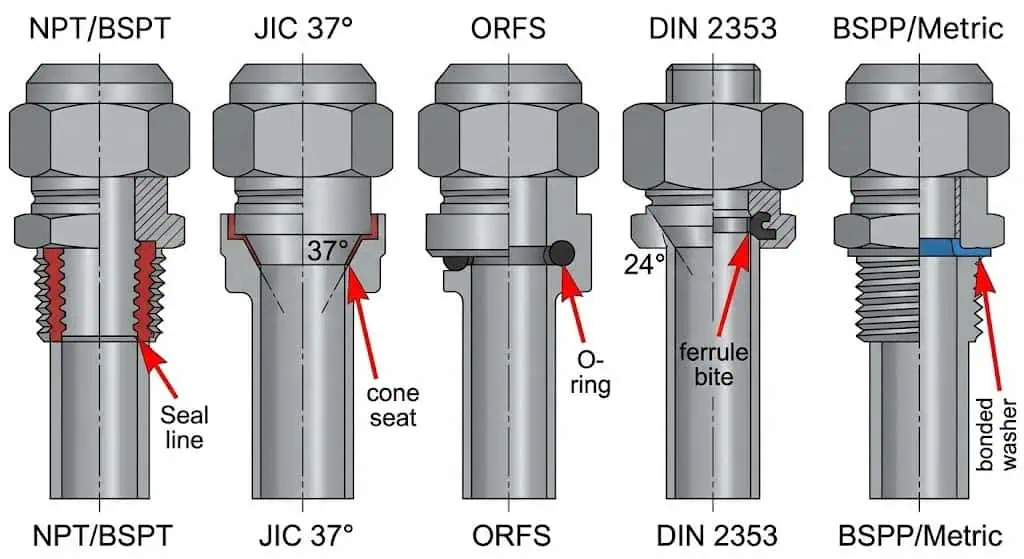
- Сначала определите тип соединения: NPT or BSPT seals by tapered thread interference, JIC 37° flare seals at the seat, ORFS seals at the O-ring face, and DIN 2353 / 24° systems seal through the ferrule and seat geometry.
- Look for evidence, not assumptions: Wetness pattern, O-ring extrusion, thread galling, fretting marks, face nicks, tube pull, witness lines, or flare-seat scratches all point to different root causes.
- Replace failed sealing elements, not just symptoms: Acting early reduces contamination ingress, chronic seepage, heat build-up, fluid loss, and unnecessary wear on pumps, valves, and surrounding components.
Распространённые проблемы ремонта гидравлических адаптеров
Утечки гидравлических фитингов: основные причины
Большинство утечек происходит из-за неправильной идентификации или повреждения уплотнительной системы. In field service, many supposed “adapter failures” are actually installation errors, mixed thread standards, reused seals, or damaged sealing surfaces. A leak at a straight-thread port is very often a sealing-element problem rather than a thread problem. A leak at a flare connection is often a seat problem rather than a torque problem. Understanding what actually creates the seal is the first step toward fixing the leak once, instead of touching the same joint over and over again.
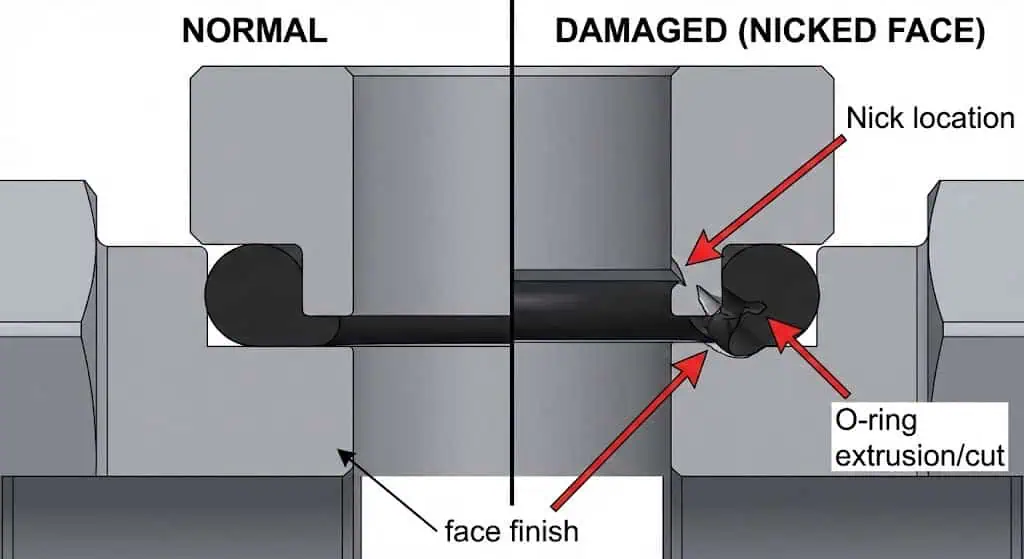
A common example in maintenance work is an ORFS joint that gets retightened because it appears loose, only to leak again as soon as pressure returns. When the fitting is opened, the real cause is often a cut O-ring, contamination in the groove, or a small nick on the flat face rather than insufficient clamp load. That pattern is exactly why diagnosis should begin with the sealing method, not with the wrench.
| Тип уплотнения | Что фактически уплотняет | Наиболее частая причина утечки | Первая проверка |
|---|---|---|---|
| Tapered threads (NPT / BSPT) | Интерференция резьбы + герметик | Cross-threading, wrong sealant, poor engagement, split port | Check thread condition, taper engagement, and port integrity. |
| JIC 37° конусная поверхность (SAE J514) | Металл-металл конусное уплотнение | Seat scoring, cone damage, misalignment, over-torque | Fingernail test: If you can feel a scratch on the cone or seat, replace the damaged part. |
| ORFS (SAE J1453) | Уплотнение сжатием O-кольца | Cut O-ring, nicked face, contamination, missing or wrong seal | Inspect O-ring condition, groove cleanliness, and flat-face damage. |
| DIN 2353 / 24° | Ferrule bite and seat geometry | Incorrect make-up turns, reused ferrule, wrong tube hardness | Check bite mark depth, ferrule position, and tube surface condition. |
Заедание резьбы и повреждение уплотнения
Thread integrity is the foundation of the joint, but threads do not always create the seal. This distinction matters. On many fittings, damaged threads prevent correct clamp load even though the actual seal is made elsewhere. In stainless steel systems, galling is a frequent failure mode because stainless-to-stainless contact can cold-weld under load. Once a nut seizes halfway through make-up, the joint is effectively ruined. At that point, forcing the connection tighter usually destroys both mating parts.
Experienced technicians usually treat overtightening as a warning sign rather than a cure. On JIC fittings, extra force can distort the flare seat or damage the cone. On ORFS fittings, it can pinch or extrude the O-ring if the joint is not clean and square. In practice, more force may briefly slow the leak while making the next repair more difficult. That is why maintenance guidance from Gates and leak-prevention recommendations from NFPA emphasize correct assembly, routing, cleanliness, and surface condition rather than simply adding torque.
- Не позволяйте “моменту затяжки” скрыть перекос: Side-load from poor hose routing, unsupported tube weight, or forced installation can defeat an otherwise correct seal.
- Lubricate when appropriate: Especially for stainless-to-stainless threaded connections, use a suitable anti-seize or assembly lubricant only when recommended by the fitting manufacturer.
- Start every connection by hand: If the nut or male thread does not spin freely for the first few turns, stop immediately. Cross-threading NPT, fine metric threads, or straight-thread ports is rarely recoverable in hydraulic service.
- Inspect the sealing face, not just the hex: A clean-looking outside hex can hide a badly scored flare seat or a nicked ORFS face. The leak path usually starts where metal and seal actually meet.
Ошибки монтажа (“Большая тройка”)
Many plants find that recurring leaks trace back to the same installation errors. These mistakes waste time because the joint may hold pressure briefly after a retorque, only to begin seeping again after vibration, thermal cycling, or full-pressure service.
- Неправильный стандарт резьбы: Forcing a BSPP male into an NPT port, or confusing metric with UN / SAE thread forms. The connection may seem to “start,” but thread mismatch destroys engagement quality and sealing integrity.
- Лента на уплотнительных поверхностях: Applying PTFE tape to JIC or ORFS threads. These systems do not seal on the threads. Tape changes the feel of make-up, distorts torque interpretation, and can shed contamination into the hydraulic circuit.
- Over-tightening: Crushing the flare nose, distorting the sealing seat, extruding the O-ring, or splitting a female port. More force is not the same as better sealing.
A fourth mistake is worth adding here because it is common in real maintenance work: reusing damaged sealing elements. Reusing a cut ORFS O-ring or a deformed bonded washer to save time usually creates a second repair event. In hydraulic systems, the cost of reopening the joint is almost always higher than the cost of replacing the correct sealing element during the first repair.
Диагностические инструменты и методы
Этапы визуального контроля
Visual inspection is not a formality. It is evidence collection. Wipe the joint dry, remove dirt that can hide the leak path, and then, if safe, run the system briefly to see where new wetness starts. Look closely at how the hose or tube enters the fitting. A connection that has been forced into place often leaks not because the fitting is defective, but because the assembly is permanently loaded in the wrong direction.
In practice, repeated “random” leaks are often routing problems rather than fitting defects. If witness marks, clamp spacing, or tube pull suggest movement under vibration, inspect the support layout before blaming the fitting body itself. A joint rebuilt correctly can still leak again if the hose or tube continues to load the connection sideways during operation. If routing and support are part of your issue, review your installation method along with the fitting type rather than treating the leak as an isolated parts problem.
- Проверка на перекос: A hose pulling the adapter sideways creates uneven loading, seat distortion, and premature seal failure.
- Check Plating and Surface Condition: In corrosive environments, plating loss, rust, or pitting around the sealing zone should be treated as a priority defect, not cosmetic damage.
- Check for Witness Marks: Paint cracks, polished flats, fretting dust, or dirt rings around the nut often indicate vibration, backing-off, or repeated movement.
- Check the Port Face: A bonded washer or O-ring seal can fail because the port face is scratched, not because the washer itself is bad.
- Check for Previous Repair Signs: Excess sealant, damaged wrench flats, and stacked tape layers usually indicate a joint that has already been “saved” more than once.
Необходимые инструменты
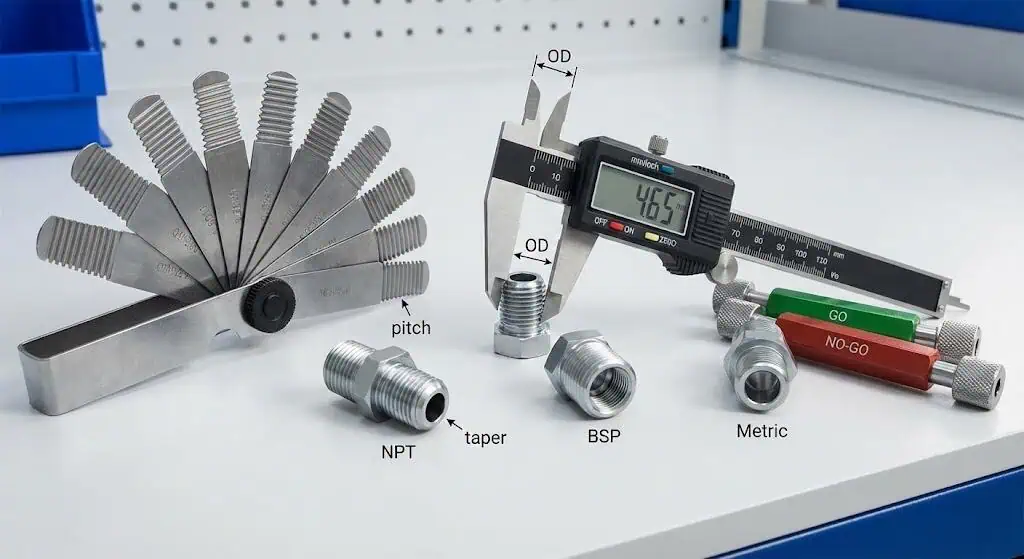
Reduce guessing by keeping a small identification kit in your service toolbox. Even experienced technicians can misread a fitting when working fast in oil, dirt, and poor access. A few basic measurement tools prevent expensive mistakes.
- Шагомер резьбы: Essential for distinguishing metric pitch from SAE / UN thread counts. A 1.5 mm pitch and a 16 TPI thread can feel deceptively similar in the field.
- Штангенциркуль: Needed to measure major diameter, tube OD, port opening, and fitting body size accurately.
- Угломер седла: Helps distinguish JIC 37° from SAE 45° or other seat forms. Misidentifying the seat angle is a leading cause of “mystery leaks.”
- Good Lighting and Magnification: Small scratches, rolled O-rings, or light face nicks are easy to miss and easy to underestimate.
- Torque Reference or Assembly Chart: Use the fitting manufacturer’s catalog whenever possible. Generic torque values should never replace the specific instructions for the actual part in service.
If you need internal references while identifying thread forms, materials, or fitting families, you can also link readers to your PDF reference center, materials page, и BSP vs NPT guide.
Процедура ремонта
Меры безопасности
High-pressure hydraulic fluid is dangerous. Treat every leak as both a reliability event and a safety event. A small leak can hide a large hazard, especially on hot systems, high-cycle equipment, or circuits with stored energy.
- Follow Lockout / Tagout procedures before opening the joint.
- Depressurize fully, including accumulators and trapped sections, before disconnecting any line or adapter.
- Never use your hands to find leaks.
- Wear appropriate PPE and control the work area before testing.
- After reassembly, bring the system back online gradually and verify the repair under controlled conditions.
For maintenance teams that need a safety reference, see Gates Safe Hydraulics guidance и OSHA hydraulic hazard guidance.
Пошаговое устранение утечки (по типу уплотнения)
- Очистка и осмотр: Remove oil, dirt, old sealant, and debris. Identify the sealing method before turning the joint apart further. Look for thread damage, seat scratches, O-ring extrusion, flattened washers, cracked ports, or side-load from poor routing.
- Выполните устранение:
- JIC 37° Flare: Separate the joint and inspect the male cone and female seat. If the cone is smooth and the seat is undamaged, assemble correctly and use the appropriate make-up method from the fitting manufacturer. Do not use tape or paste on the threads. If a scratch can be felt with a fingernail, replace the damaged component.
- ORFS (уплотнение торца O-кольцом): Remove the old O-ring, inspect the groove and flat face, and install a new compatible O-ring with light lubrication before assembly. Make sure the face seats squarely and the O-ring is not twisted, pinched, or contaminated. If an ORFS joint still leaks after retightening, stop adding force and inspect the O-ring and face directly. In many repeat-leak cases, the failure is a cut seal or damaged face, not low torque.
- NPT (коническая резьба): Disassemble fully, clean the male and female threads completely, and inspect for cross-threading, cracks, or split ports. Apply a hydraulic-rated paste sealant if appropriate for the application and reassemble carefully by hand before final tightening. Avoid relying on excess sealant as a substitute for sound thread condition.
- DIN 2353 / 24° Compression Type: Verify ferrule bite, tube material, and make-up history. If the ferrule has been disturbed, reused improperly, or shows unreliable bite, replacement is usually safer than trying to “chase” the leak with extra make-up turns.
- Verify the Result: Recheck alignment, confirm the hose or tube is not in torsion, and test at low pressure first. Look for fresh wetness, contact points, rubbing, or movement before returning the system to full service.
⚠️ Техническое примечание по моменту затяжки:
“Затяните до 20 фут-фунтов” is a dangerous generalization. Torque values depend heavily on material, thread size, plating, lubrication condition, seal type, and the specific fitting design. Always follow the fitting manufacturer’s torque or assembly catalog for your exact part number whenever one is available. Field methods are useful service references, but they do not override part-specific guidance. Torque is a finishing step in a correct assembly process, not a cure for damaged seals or bad alignment.
Решение: ремонт или замена
One of the most valuable habits in hydraulic maintenance is knowing when to stop trying to save a fitting. If the seal surface is physically damaged, the correct repair is replacement, not creativity. Where a fitting has been rebuilt correctly and still leaks, the investigation should shift from the fitting alone to the system conditions around it. Repeated leaks often point to vibration, unsupported tubing, routing error, pressure spikes, or thermal cycling rather than a single defective adapter body.
| Состояние | Требуемое действие |
|---|---|
| Loose nut, no visible damage, no side-load | Correct alignment, reassemble properly, then re-torque or use the correct make-up method. Add a witness mark after verification. |
| Scratched seat / cone / flat face | Заменить. High-pressure seal scratches should not be “polished out” in service. |
| Cut, flattened, hardened, or missing O-ring | Replace the seal immediately. Confirm material compatibility and inspect the groove and mating face before reassembly. |
| Rounded hex nut or damaged wrench flats | Заменить. You cannot apply controlled assembly load reliably on a damaged hex. |
| Thread galling, cross-threading, cracked port, or seized nut | Replace the damaged components. These faults compromise both load path and sealing integrity. |
| Repeated leaks after correct reassembly | Investigate the system. Check for vibration, hose routing error, pressure spikes, thermal cycling, unsupported weight, or mixed thread standards. |
Обслуживание и качество
Preventing future leaks is easier than repairing repeat leaks. Once a joint has started leaking, the real maintenance question is not only how to stop this leak today, but how to prevent the same failure mode from returning next week.
- Standardize fitting systems where possible: Avoid mixing NPT, BSPP, BSPT, metric, and UN thread systems in uncontrolled service environments. If you must use multiple standards, separate and label them clearly.
- Use witness marks: Mark every verified joint with a paint pen. If the line breaks or shifts later, you have immediate evidence of movement or backing-off.
- Control contamination during assembly: Keep ports capped, seals clean, and threads free of tape fragments, dirt, and metal particles.
- Support hoses and tubes correctly: A perfect fitting cannot compensate for constant vibration, bending, or side-load created by poor routing and poor clamping.
- Maintain traceability: Use adapters with clear manufacturer markings, material control, and consistent machining quality so pressure capability and fit are not guesswork.
Good-quality fittings do not eliminate the need for correct installation, but poor-quality fittings make correct installation much harder. Surface finish, thread accuracy, concentricity, seal-groove tolerance, and material consistency all affect whether a joint seals reliably under pressure, impulse, and vibration. If your article also discusses corrosion selection or stainless performance, this is a natural place to link to your materials overview or product family pages.
Часто задаваемые вопросы
Гидравлический фитинг течёт по резьбе — ремонтировать или заменять?
Если это прямой резьбовой порт, такой как SAE ORB или BSPP, сначала проверьте уплотнительное кольцо, приклеенную шайбу или уплотнительную поверхность. В таких системах резьба обычно обеспечивает зажимное усилие, а не фактическое уплотнение. Если это коническая резьба, такая как NPT, проверьте наличие трещин, перекрестной резьбы, плохого зацепления или неподходящего герметика. Если порт цел и резьба в порядке, очистите и повторно нанесите правильный герметик. Если резьба или порт повреждены, замените поврежденную деталь.
Можно ли использовать тефлоновую ленту на фитингах JIC или ORFS?
Нет. Do not use tape on JIC flare fittings or ORFS face-seal fittings. These systems seal at the metal seat or the O-ring face, not at the threads. Tape can interfere with make-up feel, alter torque interpretation, prevent proper seating, and introduce contamination into the hydraulic circuit.
Можно ли повторно использовать гидравлические фитинги после утечки?
You can reuse many JIC or ORFS fittings only if the sealing surfaces remain undamaged and the threads are still sound. Inspect the cone, seat, flat face, and threads carefully. Any scratch, nick, distortion, galling, or cracked component is a replacement condition. Compression ferrules such as DIN 2353 components should not be casually reused without confirming bite condition and assembly integrity. Always install a new O-ring when reassembling an ORFS joint.
Утечка фитинга ORFS после повторной затяжки — почему?
Если соединение ORFS продолжает течь после затяжки, наиболее вероятными причинами являются порез, защемление, отвердение, скручивание или отсутствие уплотнительного кольца, загрязнение в канавке или повреждение плоской уплотнительной поверхности. Увеличение крутящего момента не устранит поврежденное уплотнение и может усугубить проблему. Разберите фитинг, замените уплотнительное кольцо, проверьте поверхность и соберите его правильно.
Как лучше всего отличить NPT от BSPP?
Use a thread pitch gauge, caliper, and profile check. NPT uses a 60° thread angle and tapered profile. BSPP uses a 55° thread angle and parallel profile. They are not interchangeable. A fitting that seems to “start” is not necessarily compatible, and forcing mismatched threads together usually damages the joint.
Почему фитинг JIC протекает, даже когда он кажется плотно затянутым?
Соединение JIC может казаться плотным и все равно протекать, потому что реальной уплотнительной поверхностью является 37-градусное седло, а не резьба. Если конус или седло поцарапаны, смещены, деформированы или ранее были перетянуты, дополнительное усилие не восстановит герметичность. Разберите соединение и осмотрите поверхности раструба напрямую.



