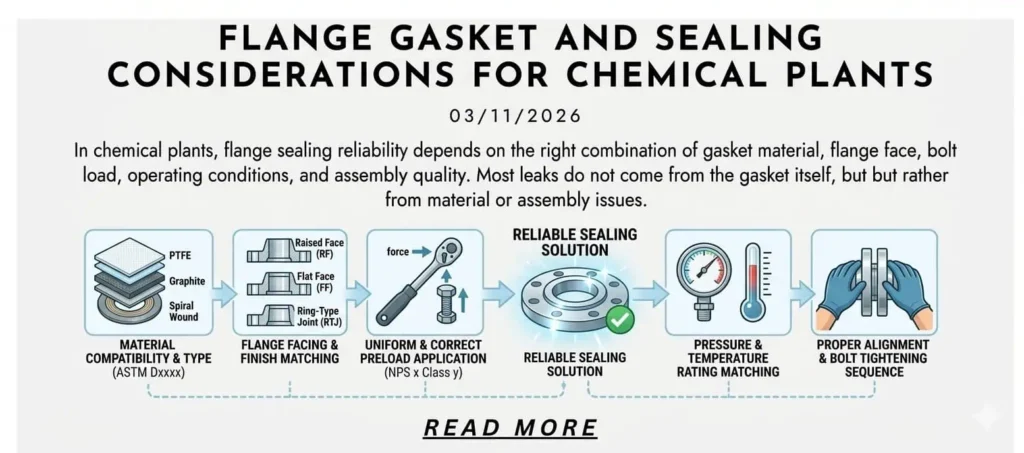
На химических заводах надежность уплотнения фланцев зависит от правильного сочетания материала прокладки, поверхности фланца, нагрузки болтов, рабочих условий и качества сборки. Большинство утечек возникают не только из-за типа прокладки. В реальной эксплуатации утечка обычно начинается, когда прокладка, поверхность фланца, болтовое соединение и условия процесса перестают работать как единая система. Прокладка, которая выглядит правильной в техническом паспорте, все равно может выйти из строя, если соединение подвергается термическим циклам, воздействию влаги при остановке, повреждению поверхности фланца или неравномерному напряжению болтов.
Вот почему выбор прокладки на химических заводах никогда не следует рассматривать как простое решение о закупке. Правильный выбор должен соответствовать среде, давлению, температуре, типу поверхности, практике обслуживания и последствиям утечки. В коррозионных условиях решение по уплотнению также должно быть согласовано с выбором материала фланца, анализом механизма коррозии и качеством сборки соединения.
Правило на месте: В химической промышленности “хорошая прокладка” сама по себе не создает надежное соединение. Надежное соединение достигается благодаря совместной работе правильной прокладки, правильной поверхности фланца, правильной предварительной нагрузки и правильных предположений об эксплуатации.
| Коэффициент уплотнения | Почему это важно |
|---|---|
| Материал прокладки | Должен быть устойчив к технологической среде и сохранять стабильность при изменениях давления и температуры. |
| Поверхность фланца | Определяет, как прокладка устанавливается и как нагрузка распределяется по уплотнительной поверхности. |
| Болтовое соединение и предварительная нагрузка | Определяет, достигает ли прокладка и поддерживает ли напряжение уплотнения. |
| Условия эксплуатации | Пуск, остановка, очистка и тепловые циклы часто определяют фактическое поведение утечек. |
| Качество сборки | Плохая подготовка поверхности, перекос или неправильная затяжка могут свести на нет даже правильную прокладку. |

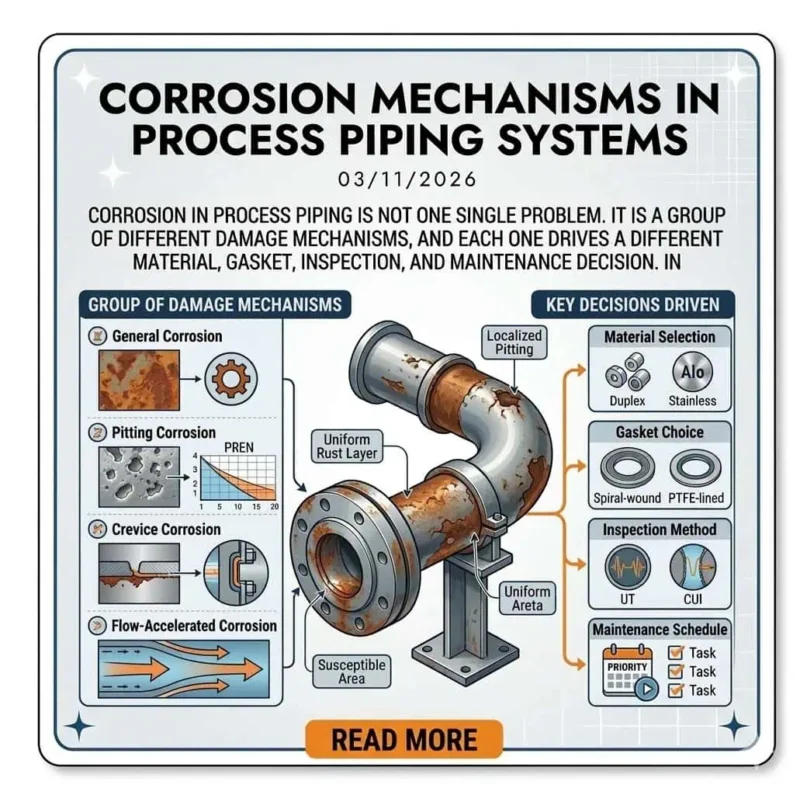
Если вы изучаете эту тему в рамках более широкой стратегии выбора материалов для химических заводов, также полезно прочитать Как выбрать материалы фланцев для химической обработки, Inconel vs Stainless Steel для коррозионных сред, и Механизмы коррозии в технологических трубопроводных системах. Эти три темы объясняют материал корпуса, риск коррозии и логику модернизации сплава, которые лежат в основе решений по уплотнению.
Почему фланцевые соединения протекают на химических заводах
Почему уплотнение фланцев на химических заводах требует большего, чем в общем промышленном применении
Фланцевые соединения на химических заводах подвергаются гораздо более жесткому сочетанию условий, чем в общем коммунальном применении. Коррозионные среды, термические циклы, влажность при остановках, промывочные химикаты, колебания давления и последствия утечек — все это повышает требования к уплотнению. Метод выбора прокладки для водопровода часто оказывается слишком оптимистичным для химического применения, потому что химические заводы менее терпимы к потере предварительного натяга соединения или когда небольшая утечка достигает атмосферы.
Фланцы также более уязвимы, чем обычная труба, потому что соединение включает интерфейс прокладки, обработанную отделку поверхности, болтовое крепление и геометрию щелей. Эти детали создают локализованные напряжения и локализованную химию. Во многих применениях первый путь утечки — не через стенку трубы. Он проходит через поверхность фланца или под прокладкой после потери уплотняющего напряжения в соединении.
Наиболее распространенные причины утечек на фланцевых соединениях
В полевых работах повторяющиеся утечки на фланцах обычно сводятся к короткому списку основных причин:
- Материал прокладки несовместим с технологической средой
- Неправильный тип прокладки для диапазона давления-температуры
- Некорректное сочетание типа прокладки и поверхности фланца
- Недостаточная или неравномерная предварительная нагрузка болтов
- Повреждение, коррозия, деформация или плохая центровка поверхности фланца
- Ползучесть или релаксация прокладки после температурных циклов
- Повторное использование поврежденных прокладок или изношенных крепежных элементов
- Утечка, возникающая при запуске, остановке или очистке, а не в режиме стабильной работы
Важный момент заключается в том, что большинство случаев утечек на химических предприятиях вызваны несоответствиями в системе. Их редко можно объяснить только тем, что “прокладка была плохой”.
Почему утечки часто начинаются при остановке, запуске или очистке — а не во время нормальной работы
Многие соединения выдерживают стационарный режим производства, а затем начинают просачиваться после температурных изменений, циклов очистки или простоев на техническое обслуживание. Это происходит потому, что остановка может создавать влажные щели, остаточные отложения, образование конденсата и релаксацию нагрузки болтов. При запуске тепловое расширение может сместить центровку фланца и распределение напряжений до стабилизации соединения.
Инженерный пример: Прокладка на основе ПТФЭ может казаться стабильной во время непрерывной работы, а затем показывать легкое просачивание после охлаждения, потому что соединение теряет напряжение посадки при сжатии системы. В этой ситуации утечка обусловлена поведением соединения во время переходного процесса, а не только химическим воздействием.

Практический вывод: Если фланец протекает только после остановки или перезапуска, не следует предполагать, что проверка совместимости со средой была ошибочной. Проверьте удержание предварительной нагрузки, тепловое перемещение, захваченную жидкость и склонность материала прокладки к релаксации после циклов.
Типы прокладок и их применение
Мягкие прокладки
Мягкие прокладки обычно используются там, где важны хорошая адаптация, химическая совместимость и низкое напряжение посадки. К этому семейству относятся листы из ПТФЭ, модифицированного ПТФЭ, вспененного ПТФЭ, сжатого безасбестового листа и гибкого графитового листа. На химических заводах мягкие прокладки особенно распространены в коррозионных жидкостных системах, футерованных системах, химических линиях низкого давления и патрубках оборудования, где нагрузка на фланец ограничена.
Основное преимущество мягких прокладок — их способность адаптироваться к реальным условиям поверхности фланца. Основное ограничение заключается в том, что некоторые из них более чувствительны к ползучести, холодному течению, сопротивлению выдуванию и долгосрочному удержанию нагрузки, чем полуметаллические или металлические варианты. Когда свойства неметаллических прокладок необходимо формально специфицировать, ASTM F104 обычно используется в качестве классификационной основы.
Полуметаллические прокладки
Полуметаллические прокладки широко используются там, где требования к давлению, температуре и циклическим нагрузкам более высокие. Наиболее распространенные примеры — спирально-навитые прокладки и каммпрофильные прокладки. На химических заводах эти прокладки часто предпочтительны для фланцев с выступающей поверхностью в условиях повышенной нагрузки, поскольку они сочетают упругость с лучшим сопротивлением выдуванию и лучшим восстановлением по сравнению со многими материалами мягких прокладок.
Они не являются универсальным решением. Они по-прежнему сильно зависят от правильной обработки поверхности фланца, правильного напряжения посадки и правильного выбора наполнителя. Спирально-навитая прокладка с наполнителем из PTFE ведет себя иначе, чем с графитовым наполнителем, даже если конструкция металлической навивки выглядит схожей. Практические рекомендации по наполнителю и кольцу можно проверить по руководству по выбору спирально-навитых прокладок.
Металлические кольцевые прокладки
Кольцевые прокладки используются там, где давление высокое, последствия утечки значительны, и конструкция фланца основана на обработанной канавке, а не на плоской или выступающей поверхности посадки. Соединения RTJ распространены в требовательных условиях нефтегазовой отрасли, но они также могут встречаться на химических заводах, где требования к герметичности необычно высоки.
Ключевой момент заключается в том, что RTJ не является “лучшим” в каждом применении. Это другая логика уплотнения. Если фланец не предназначен для RTJ и условия эксплуатации не оправдывают его использование, применение подхода в стиле RTJ не улучшает соединение.
Быстрый выбор по типу эксплуатации
| Сервисный шаблон | Общее направление прокладки | Типичные моменты для внимания |
|---|---|---|
| Коррозионная жидкость, низкое давление | ПТФЭ, модифицированный ПТФЭ, вспененный ПТФЭ | Ползучесть и релаксация нагрузки |
| Горячая химическая среда | Графитовый лист, спирально-навитая прокладка с графитовым наполнителем | Окислительные условия и состояние поверхности |
| Циклическое давление и температура | Спирально-навитые или каммпрофильные | Совместимость поверхностей и качество сборки на болтах |
| Высоконагруженные высокого давления системы | RTJ или инженерные металлические уплотнительные решения | Правильная конструкция фланца и состояние канавки |
| Футерованное оборудование или соединения с низкой нагрузкой | Семейства мягких прокладок | Перетяжка и деформация фланца |

Выбор материала прокладки по химической среде
PTFE и модифицированный PTFE для коррозионных химических сред
ПТФЭ широко выбирают из-за химической совместимости. Это делает его одним из самых распространенных материалов для прокладок в агрессивных жидкостных средах. Он особенно привлекателен там, где среда воздействует на многие эластомерные или волокнистые альтернативы. На предприятиях, работающих с агрессивными химикатами, ПТФЭ часто становится отправной точкой для выбора прокладок.
Но PTFE не является универсальным решением. Чистый PTFE может быть подвержен ползучести и холодному течению под постоянной сжимающей нагрузкой, особенно когда соединение подвергается изменению температуры или долгосрочной релаксации напряжения. Модифицированный PTFE или продукты с наполнителем из PTFE могут помочь улучшить удержание нагрузки, но реальное решение все еще зависит от режима эксплуатации. Для практического справочника по материалам см. руководство по модифицированному PTFE и снижению ползучести / холодного течения.
Инженерный пример: На линии дозирования коррозионных сред низкого давления чистый PTFE может казаться идеальным только по химической стойкости, однако повторяющиеся циклы нагрева-охлаждения все же могут вызывать незначительную утечку, если соединение не может сохранять напряжение. В таких случаях проблема герметизации является в равной степени механической, как и химической.
Графитовые прокладки для высокотемпературных сред
Графит становится более привлекательным, когда температура, колебания давления и восстановление так же важны, как и химическая совместимость. В горячих средах графитонаполненные или графитовые листовые решения часто обеспечивают лучшую стабильность уплотнения, чем материалы на основе ПТФЭ. Они обычно используются в паровых, горячих углеводородных и высокотемпературных технологических средах, включая химические заводы.
Ограничение заключается в том, что графит также не является универсальным химическим решением. Окислительные среды и определенные условия эксплуатации могут изменить, насколько комфортным является этот выбор. Вот почему графит следует выбирать с учетом полных условий эксплуатации, а не только температуры.
Спирально-навитые прокладки с наполнителем из ПТФЭ против графитового наполнителя
Это распространенная точка принятия решений на химических заводах. Спирально-навитая прокладка с наполнителем из ПТФЭ часто предпочтительна там, где химическая совместимость является основным фактором, а рабочая температура умеренная. Спирально-навитая прокладка с графитовым наполнителем часто предпочтительна, когда тепло, циклические нагрузки и восстановление нагрузки более важны.
Пользователи часто спрашивают, какой наполнитель “лучше”. Это неправильный вопрос. Правильный вопрос заключается в том, что требует от наполнителя условия эксплуатации. Спирально-навитая прокладка с наполнителем из ПТФЭ может выиграть по химической стойкости. Спирально-навитая прокладка с графитовым наполнителем может выиграть по термической стабильности и восстановлению. Правильный выбор зависит от того, какой режим отказа с большей вероятностью приведет к утечке.
Кислотные, хлоридные, растворительные и смешанные химические среды
Разные семейства сред создают разные приоритеты для прокладок:
- Кислотные среды: Химическая совместимость является первым критерием отбора, но температура и концентрация могут существенно повлиять на выбор прокладки.
- Среда, содержащая хлориды: Прокладка должна быть совместима с материалом фланца и учитывать риск локальной коррозии, особенно в зоне контакта прокладки.
- Работа с растворителями: Набухание, экстракция и долгосрочная стабильность материала становятся более важными факторами.
- Смешанная химическая среда: Выбор прокладки должен быть консервативным, поскольку реальная химическая среда на производстве часто менее чистая, чем предполагается в проектной документации.
Когда условия эксплуатации ещё определяются, полезно сделать шаг назад и проанализировать как выбирать материалы фланцев для химических процессов и механизмы коррозии в технологических трубопроводных системах. Выбор прокладки должен соответствовать реальной химической среде, а не только названию в перечне линий.
Поверхность фланца, её состояние и почему это важно
RF, FF и RTJ фланцы используют разную логику уплотнения
Фланцы с выступом, плоские фланцы и фланцы с кольцевым соединением уплотняются по-разному, поэтому выбор прокладки нельзя отделить от типа поверхности. Прокладка, которая хорошо работает на фланце с выступом, не обязательно подходит для плоского фланца, а RTJ соединения полагаются на совершенно другую геометрию посадки.
Если вы хотите понять, почему тип поверхности влияет на поведение прокладки, стоит рассмотреть Фланцы RF vs FF vs RTJ. На практике тип поверхности определяет, как передается нагрузка, как ограничивается прокладка и насколько чувствительным становится соединение к деформации или перетяжке.

Шероховатость поверхности, повреждения и проблемы повторного использования
Даже правильная прокладка может выйти из строя, если поверхность фланца поцарапана, имеет выбоины, деформирована или смещена. В коррозионных химических средах состояние поверхности еще важнее, потому что локальная коррозия часто появляется сначала в зоне уплотнения. Если поверхность повреждена, прокладка может никогда не достичь равномерного напряжения, независимо от того, насколько тщательно собрано соединение.
Повторное использование прокладок создает еще одну распространенную проблему. Не следует предполагать, что прокладка, которая уже подверглась компрессионной деформации или химическому воздействию, будет вести себя как новая. Повторное использование часто превращает контролируемую проблему уплотнения в догадку.
Почему хорошая прокладка все равно выходит из строя на плохой поверхности фланца
Инженерный пример: спирально-навитая прокладка заменяется дважды на одном и том же технологическом патрубке, но утечка возвращается после каждого перезапуска. Сначала винят прокладку. Последующий осмотр показывает, что реальная проблема — это царапины на поверхности фланца и небольшое вращение при затяжке болтов. Прокладка никогда не была основной причиной отказа. Геометрия соединения была.
Это один из самых важных практических уроков в работе по уплотнению на химических заводах: хорошая прокладка не может исправить плохую поверхность фланца.
Качество болтового соединения, нагрузки и сборки
Выбор прокладки бесполезен, если нагрузка на болты неправильная
Прокладке требуется достаточное напряжение посадки для герметизации и достаточное остаточное напряжение, чтобы оставаться герметичной после воздействия давления, температуры и времени на соединение. Недостаточная затяжка может оставить пути утечки с самого начала. Чрезмерная затяжка может раздавить прокладку, деформировать фланец или повредить мягкие материалы. Неравномерная затяжка столь же серьёзна, поскольку создаёт неоднородное напряжение по окружности прокладки.
По этой причине выбор прокладки и нагрузка на болты всегда должны рассматриваться вместе. Обновление материала не решает проблему предварительной нагрузки.
Почему практика сборки важнее, чем ожидают многие покупатели
Качество сборки — это то, где терпят неудачу многие в остальном разумные решения по герметизации. На химических заводах важны контролируемая последовательность затяжки болтов, практика смазки, проверка поверхности, проверка выравнивания и дисциплина замены. Соединение должно собираться как граница давления, а не как обычное механическое оборудование.
ASME PCC-1 важен здесь, поскольку он предоставляет руководство по сборке болтовых фланцевых соединений в границах давления и помогает превратить основанное на опыте затягивание в повторяемый метод сборки с лучшим контролем герметичности.

Для более широкого обсуждения сборки эта статья является сильным сопутствующим справочником: Сборка фланцев: 4 шага к целостности соединения без утечек.
Распространённые ошибки сборки
- Отсутствие проверки поверхности фланца перед сборкой
- Неправильная последовательность затяжки
- Смешанные условия болтов или плохой контроль смазки
- Неправильная толщина прокладки или неправильный размер прокладки
- Повторное использование поврежденных прокладок
- Предположение, что один и тот же метод затяжки работает для каждого семейства прокладок
- Игнорирование логики повторной затяжки, когда процедура требует этого
Практический вывод: В случаях повторных утечек проверьте практику болтового соединения, прежде чем предполагать, что химический состав прокладки был неправильным. Качество сборки часто определяет, была ли у выбранной прокладки вообще шанс работать.
Шаблоны отказов и реальные сценарии на химических заводах
Случай 1 — Просачивание прокладки из ПТФЭ после термического циклирования
Проблема: Соединение оставалось сухим во время стабильного производства, но начало просачиваться после охлаждения и перезапуска.
Вероятная причина: потеря напряжения посадки после термических циклов и релаксации прокладки.
Исправление: рассмотреть, подходят ли для данной службы модифицированный PTFE, полуметаллическая прокладка или другая стратегия предварительной нагрузки.
Случай 2 — Отказ спирально-навитой прокладки из-за плохого состояния поверхности фланца
Проблема: прокладка была заменена, но утечка повторилась на том же фланце.
Вероятная причина: задиры на поверхности фланца, незначительная деформация или ошибка выравнивания препятствовали равномерной посадке.
Исправление: осмотреть и отремонтировать состояние поверхности, затем собрать с правильным методом посадки.
Случай 3 — Утечка в хлоридной службе на ответвлении фланца прибора
Проблема: основная линия оставалась стабильной, но небольшой ответвленный фланец многократно протекал.
Вероятная причина: низкий поток, застой жидкости, щелевые условия и локальная коррозия в области прокладки.
Исправление: Проверьте конфигурацию ответвления, выбор прокладки, материал фланца и вероятность увлажнения при остановке. Именно здесь механизмы коррозии в технологических трубопроводных системах становится непосредственно актуальным.
Случай 4 — Опасная химическая служба с высокими последствиями, модернизированная до более консервативной конструкции уплотнения
Проблема: традиционное уплотнение работало на бумаге, но последствия утечки были слишком высокими для решения с низкой маржой.
Вероятная причина: оригинальная конструкция уплотнения не обеспечивала достаточного допуска для реальных рабочих вариаций.
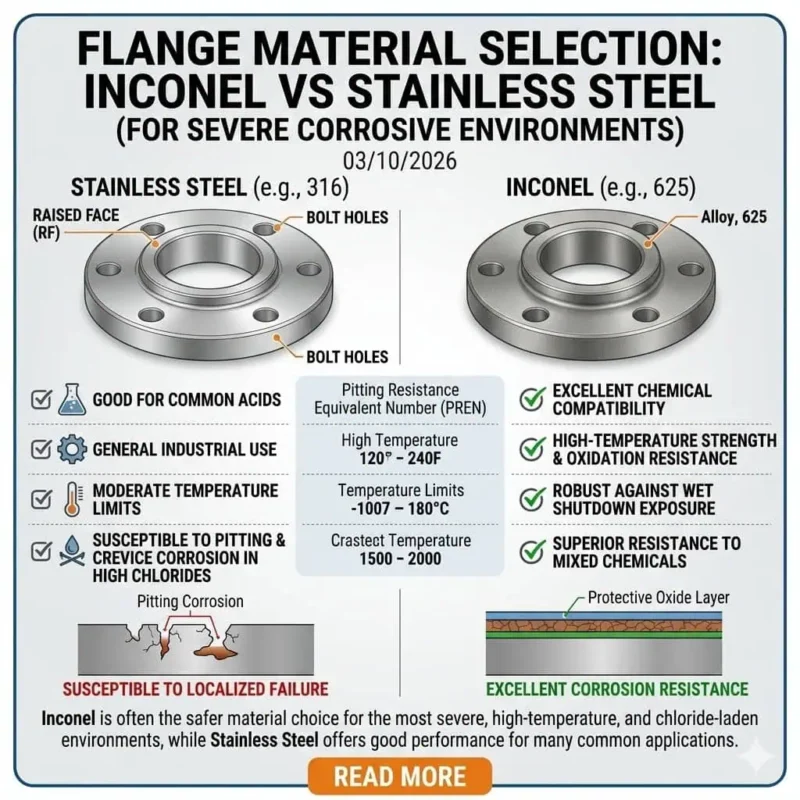
Исправление: перейдите к более консервативной прокладке и конструкции соединения, а в некоторых случаях проверьте, следует ли также модернизировать сам материал фланца. Именно здесь Inconel vs Stainless Steel для коррозионных сред может стать частью решения.
Как выбрать правильную прокладку и стратегию уплотнения
Шаг 1 — Определите реальную службу
- Процессная среда и концентрация
- Примеси и твердые частицы
- Рабочий и аварийный диапазон давления-температуры
- Условие мокрой или сухой остановки
- Воздействие очистки и промывки
- Последствия утечки
Шаг 2 — Подбор семейства прокладок к схеме эксплуатации
- Требуемая химическая стойкость
- Требуемая температура
- Тип поверхности
- Требуемое напряжение посадки
- Требование восстановления после циклов
- Доступность для технического обслуживания
Шаг 3 — Проверьте весь стык, а не только прокладку
- Материал фланца
- Состояние поверхности фланца
- Состояние болтового соединения и метод предварительной затяжки
- Выравнивание и геометрия стыка
- Дисциплина сборки
- История утечек в полевых условиях
Шаг 4 — Оцените решение с учетом рисков жизненного цикла
- Стоимость простоя
- Последствия для безопасности
- Экологические последствия
- Частота технического обслуживания
- Доступность запасных частей
- Вероятность повторной утечки
Практический контрольный список для уплотнения фланцев на химических заводах
Вопросы для ответа перед выбором прокладки
- Какова фактическая среда, а не только название линии?
- Является ли работа стабильной, циклической или чувствительной к остановкам?
- Является ли фланец RF, FF или RTJ?
- Ожидается ли локальная коррозия на стыке прокладки?
- Требуется ли соединению химическая стойкость, термостойкость или и то, и другое?
- Достаточно ли высоки последствия утечки, чтобы оправдать более консервативную конструкцию уплотнения?
Что проверить перед сборкой
- Состояние поверхности фланца
- Выравнивание
- Правильный тип и размер прокладки
- Правильная практика болтового соединения и смазки
- Последовательность затяжки и контроль нагрузки
- Замена изношенных или поврежденных уплотнительных компонентов
Что проверить после повторных случаев утечки
- Неправильное семейство прокладок для реальных условий эксплуатации
- Неправильное предположение о сервисе
- Потеря предварительного натяга
- Повреждение поверхности фланца
- Влияние тепловых циклов
- Увлажнение и щелевые условия при остановке
| Область проверки | Типичный вопрос на объекте |
|---|---|
| Среда и химический состав | Соответствовала ли прокладка фактическому химическому воздействию, включая очистку и остановку? |
| Семейство прокладок | Была ли выбранная прокладка рассчитана на реальный режим давления-температуры? |
| Поверхность и обработка | Было ли состояние поверхности фланца достаточно хорошим для герметизации прокладкой? |
| Крепёж | Достигло ли соединение и поддерживало ли расчетное предварительное натяжение? |
| Переходные условия | Началась ли утечка во время остановки, охлаждения или повторного запуска, а не в нормальном режиме работы? |
На химических заводах выбор прокладки следует рассматривать как решение о герметизирующей системе, а не как выбор из каталога прокладок. Наиболее надежные соединения создаются путем соответствия реальным условиям эксплуатации правильному семейству прокладок, правильной поверхности фланца, правильному болтовому натяжению и правильной практике сборки. Именно поэтому выбор герметизации должен оставаться связанным с выбором материала корпуса, анализом механизмов коррозии и планированием технического обслуживания.
Если эксплуатация включает коррозионные среды, модернизацию материала фланцев или повторяющуюся историю утечек, эти связанные руководства должны оставаться в той же тематической области: Как выбрать материалы фланцев для химической обработки, Inconel vs Stainless Steel для коррозионных сред, Механизмы коррозии в технологических трубопроводных системах, и вопросам, которые следует задать поставщику фланцев перед запросом предложения.
Часто задаваемые вопросы
Какой фактор является наиболее важным для герметизации фланцев на химических заводах?
Самым важным фактором является совместимость соединения в целом.
Прокладка, поверхность фланца, нагрузка на болты, температурный цикл и технологическая среда должны работать вместе. Только химически стойкая прокладка не гарантирует герметичность.
Всегда ли PTFE является лучшим материалом прокладки для коррозионно-химических сред?
Нет.
PTFE обладает высокой химической совместимостью, но не всегда является лучшим выбором для термических циклов, долгосрочного удержания нагрузки или применений с высокими напряжениями посадки. Модифицированный PTFE, графит или полуметаллические конструкции могут быть более стабильными в зависимости от режима эксплуатации.
Почему фланцевые соединения часто протекают после остановки, а не во время нормальной работы?
Потому что остановка изменяет состояние соединения.
Охлаждение, влага, захваченные химикаты, конденсат и релаксация напряжения болтов могут создавать пути утечки, которые не были активны во время стабильной работы.
Может ли лучшая прокладка решить проблему поврежденной поверхности фланца?
Обычно нет.
Сильно поцарапанная, корродированная или деформированная поверхность фланца часто препятствует равномерной посадке прокладки. В этой ситуации замена только прокладки обычно не решает реальную проблему.
Когда следует проверять материал самого фланца при проблеме с уплотнением?
Проверьте материал фланца, когда характер утечки указывает на локальную коррозию, хлоридную атаку или повторяющиеся повреждения на уплотнительной поверхности.
В таких случаях замена прокладки может быть недостаточной, и материал корпуса фланца может потребовать проверки вместе с механизмом коррозии и тяжестью эксплуатационных условий.