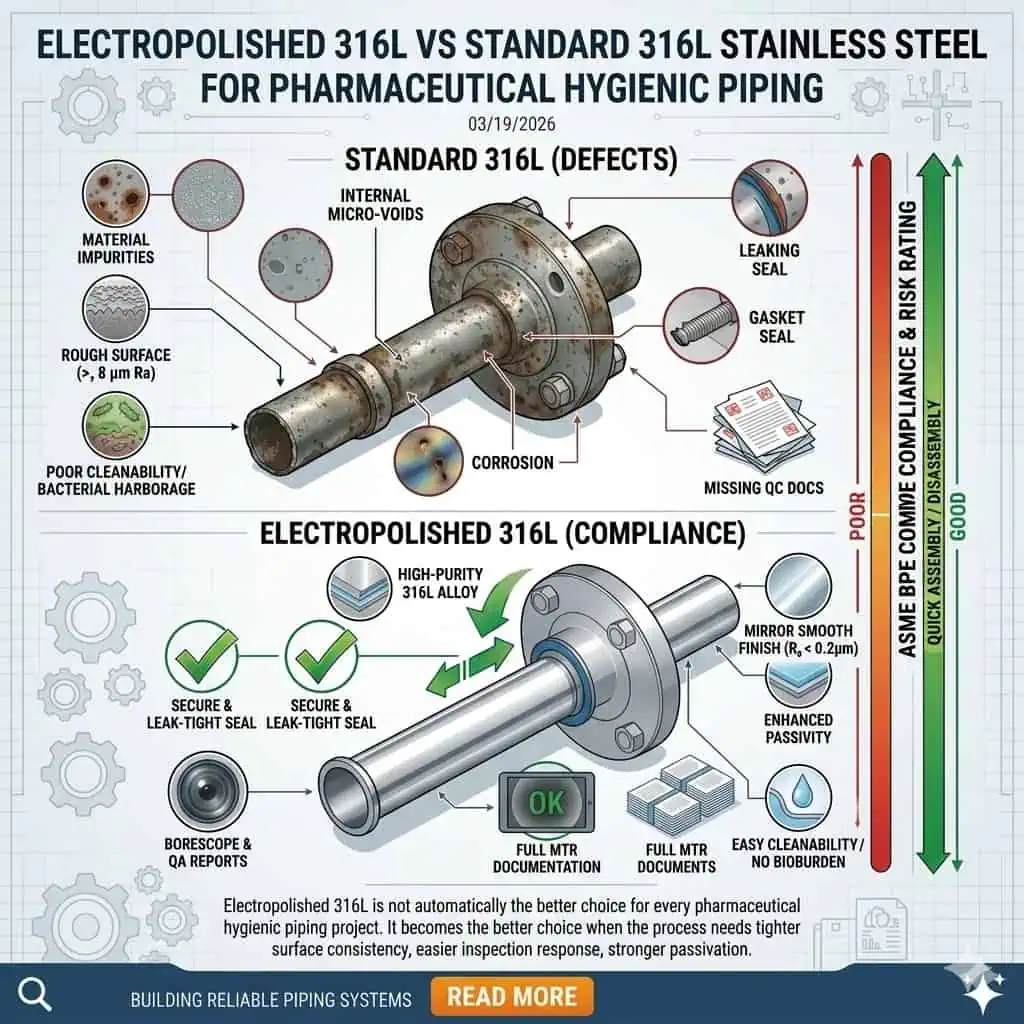
Электрополированная сталь 316L не является автоматически лучшим выбором для каждого проекта фармацевтических гигиенических трубопроводов. Она становится лучшим выбором, когда процесс требует более строгой однородности поверхности, более простого контроля, более высокой уверенности в очищаемости или более высоких требований к чистоте, чем может обеспечить стандартная отделка 316L. Если реальная проблема заключается в плохом качестве сварки, плохой геометрии, застойных зонах или слабой документации, одно только электрополирование не исправит ситуацию.
Вот почему реальное сравнение — это не “премиальная отделка” против “базовой отделки”. Это вопрос инженерной целесообразности. В фармацевтических гигиенических трубопроводах качество поверхности должно оцениваться по риску контакта с продуктом, цели очищаемости, качеству изготовления, методу контроля и требованиям к выпуску QA. Обновление отделки имеет смысл только тогда, когда оно значимо меняет один из этих результатов.
Это руководство объясняет, как инженеры сравнивают электрополированную сталь 316L и стандартную нержавеющую сталь 316L в фармацевтических гигиенических трубопроводах, где электрополирование действительно добавляет ценность, где стандартная 316L полностью приемлема, и почему выбор отделки должен оставаться привязанным к качеству сварки, локальной геометрии и контролю документации, а не рассматриваться как косметическое решение. В реальных проектах GMP решение по отделке редко меняется из-за одной абстрактной теории. Обычно оно меняется из-за повторяющейся схемы: локальные сварные швы сложнее выпустить, чем ожидалось, доказательства качества отделки слабее, чем хочет QA, или процесс в итоге требует больше уверенности в контроле, чем предполагалось в исходном RFQ.
Почему это сравнение важно в фармацевтических гигиенических трубопроводах
Это не косметическое сравнение
В фармацевтических системах выбор отделки влияет на поведение поверхности при очистке, контроле и выпуске, а не только на её внешний вид. ASME BPE полезен здесь, потому что он рассматривает материалы, требования к поверхности, проектирование для очищаемости и стерильности, изготовление, осмотры, проверки, испытания и сертификацию как часть одной интегрированной инженерной системы, а не как отдельные темы. Именно так следует подходить к решениям по отделке в проектах трубопроводов GMP.
Инженеры не переходят на электрополированную сталь 316L, потому что труба “выглядит лучше”. Они переходят, когда ожидается, что состояние поверхности повлияет на гигиенические характеристики, уверенность в визуальном или бороскопическом контроле, поведение остатков или согласованность пакета сдачи-приёмки.
Инженерная заметка: в фармацевтических трубопроводах отделка — это не стилистический выбор. Это часть цепочки доказательств, которая поддерживает очищаемость, контролируемость и уверенность QA.
Почему команды GMP так часто задают этот вопрос
Команды GMP спрашивают об электрополированной и стандартной 316L, потому что состояние поверхности может стать проблемой выделения до того, как станет проблемой коррозии. В реальных проектах вопрос обычно возникает, когда происходит одно из четырёх событий:
- Процесс более чувствителен к состоянию поверхности, чем изначально предполагалось.
- Проект требует более строгого контроля или визуальной однородности.
- Система содержит много сварных локальных узлов, где состояние поверхности имеет большее значение.
- QA хочет более чётких доказательств, что установленная поверхность соответствует гигиенической цели, определённой на этапе проектирования.
Распространённый проектный паттерн заключается в том, что решение о базовом сплаве принимается рано, но решение о финишной обработке остаётся открытым дольше, потому что команда всё ещё согласовывает риски процесса, возможности изготовления и ожидания сдачи. Это нормальное инженерное поведение, а не нерешительность. Требование к финишной обработке обычно становится яснее только после того, как команда понимает, какой режим отказа они на самом деле пытаются избежать.
Что подразумевает структура стандартов
Структура стандартов не рассматривает финишную обработку как декорацию. FDA 21 CFR 211.65 требует, чтобы поверхности, контактирующие с продуктом, были нереактивными, неаддитивными и неабсорбирующими, в то время как 21 CFR 211.67 связывает выбор оборудования непосредственно с практикой очистки и технического обслуживания. ASTM A270 позволяет запрашивать фармацевтическое качество в качестве дополнительного требования, что является важным напоминанием о том, что решение о выборе труб в фармацевтических проектах часто выходит за рамки базовой поставки пищевых труб. EU GMP Annex 1 затем переносит стратегию контроля загрязнения и логику управления рисками в стерильные среды, что делает неконтролируемые вариации отделки труднее оправдать в приложениях с более высоким риском.
Для более широкой базовой линии материалов свяжите эту статью с Выбор материалов для фармацевтических гигиенических трубопроводов.

В чем реальная разница между стандартной 316L и электрохимически полированной 316L
Семейство сплава одинаково, но состояние поверхности отличается
Это сравнение не касается изменения семейства нержавеющей стали. Оно касается изменения состояния поверхности, контактирующей с продуктом. Оба варианта могут начинаться с нержавеющей стали 316L, но окончательное гигиеническое поведение частично зависит от того, как обработана поверхность, насколько стабильно обеспечивается эта обработка и как эта поверхность взаимодействует с очисткой, инспекцией и местными деталями изготовления.
Эта разница важна, потому что фармацевтические гигиенические трубопроводы редко выходят из строя в абстрактном смысле. Они выходят из строя на местных деталях, таких как зоны, прилегающие к сварке, переходы фланцев, сборки ответвлений, интерфейсы клапанов и места, где контроль качества или эксплуатация требуют большей уверенности, чем может обеспечить стандартная пищевая обработка.
Что меняет электрохимическая полировка на практике
Электрохимическая полировка обычно выбирается для улучшения стабильности поверхности, уверенности при инспекции и практического запаса очищаемости системы. В терминах проекта это часто означает:
- Более контролируемое состояние поверхности, контактирующей с продуктом
- Большую уверенность во время визуального, эндоскопического или связанного с выпуском обзора
- Более подходящее решение для более высоких требований к чистоте или гигиене
- Лучшее соответствие проектам, которые рассматривают обработку как часть логики квалификации, а не только как деталь изготовления
Типичный отраслевой случай: Команда может принять стандартную 316L для общего гигиенического применения, но перейти на электрохимически полированную 316L для более чувствительного к инспекции контура контакта с продуктом, потому что решение об обработке повышает уверенность в выпуске, а не потому, что само семейство сплавов было неправильным.

Что не меняет автоматически электрохимическая полировка
Электрохимическая полировка не исправляет автоматически остальную часть гигиенической системы. Она не исправляет плохую продувку сварных швов, плохую геометрию ответвлений, застрявшие тупиковые участки, слабую дренируемость или неполную прослеживаемость. Она может улучшить состояние поверхности, но не оправдывает систему, которая была плохо спроектирована или изготовлена на предыдущих этапах.
Это одна из самых важных инженерных границ во всей теме. Распространённая ошибка — использовать электрохимическую полировку в качестве компенсирующего выбора, когда реальная проблема заключается в качестве сварки или конструкции сборки. В таких случаях улучшение отделки может снизить часть риска, оставляя доминирующий режим отказа неизменным.
Когда стандартной 316L обычно достаточно
Умеренно-рисковая GMP гигиеническая служба
Стандартная 316L часто достаточна, когда гигиеническая цель уже достижима за счёт хорошего изготовления, контролируемого качества сварки, соответствующей очистки и умеренных ожиданий к отделке. Не каждая фармацевтическая линия требует электрохимической полировки для надёжной работы. Во многих GMP системах доминирующими факторами успеха по-прежнему являются выполнение сварки, контроль геометрии, надлежащая документация по материалам и реалистичная дисциплина обслуживания.
На практике, если процесс не особенно чувствителен к поверхности, нагрузка на инспекцию управляема, и команда уже имеет хороший контроль над качеством изготовления, стандартная 316L может быть разумным инженерным выбором.
Где команды завышают требования к электрополировке
Команды часто завышают требования к электрополировке, когда они четко не определили, какую гигиеническую или контрольную выгоду они действительно получат от этого. Обычно это происходит, когда обработка поверхности рассматривается как престижная особенность, а не как инструмент управления рисками. Результатом могут быть более высокие затраты без соответствующего снижения доминирующего режима отказа системы.
Экспертный совет: Если команда не может объяснить, предназначено ли улучшение для повышения уверенности в очищаемости, реакции на инспекцию, согласованности выпуска или другого определенного результата проекта, требование к обработке поверхности, вероятно, еще недостаточно зрелое.
Типичный отраслевой случай: линия хорошо работала со стандартной 316L
Многие фармацевтические гигиенические контуры хорошо работают со стандартной 316L, потому что реальные инженерные основы были выполнены правильно. В этих системах качество сварки контролировалось, локальная геометрия поддерживалась очищаемой, документация закрывалась должным образом, и процесс не налагал чувствительную к обработке поверхности нагрузку, которая оправдывала бы дальнейшие шаги. Урок не в том, что электрополировка не имеет ценности. Урок в том, что хорошо изготовленная система из стандартной 316L может превзойти плохо выполненную электрополированную систему.
Когда электрополированная 316L стоит обновления
Высокочистые и высокоинспекционные среды
Электрополированная 316L с большей вероятностью оправдает себя в высокочистых и чувствительных к инспекции применениях. Когда проект требует более высокой однородности поверхности, большей уверенности при инспекции или более строгого гигиенического контроля, переход на улучшенную обработку становится более оправданным. Это особенно актуально для систем, где решения о допуске в эксплуатацию сильно зависят от локального состояния поверхности и где визуальные несоответствия могут привести к повторным техническим обсуждениям.
Когда процесс более чувствителен к состоянию поверхности
Некоторые процессы более чувствительны к локальному поведению поверхности, чем другие. В таких случаях решение о финишной обработке имеет большее инженерное значение, поскольку система менее терпима к вариациям в результатах инспекции, поведению остатков или локальной гигиенической уверенности. Вопрос не в том, является ли электрохимическая полировка объективно лучше в каждой среде. Вопрос в том, достаточно ли чувствителен процесс, чтобы разница в обработке изменила практический риск.
Типичный инженерный случай: электрохимическая полировка была выбрана для уверенности в инспекции и очищаемости
Распространенный инженерный случай — проект, который изначально считал стандартную сталь 316L приемлемой, но перешел на электрохимически полированную сталь 316L, поскольку требуемая уверенность в инспекции и очищаемости стала строже в ходе проектного обзора. Ключевой момент заключается в том, что изменение было вызвано гигиенической целью, а не убеждением, что стандартная сталь 316L по умолчанию дефектна. Это правильная логика: сначала определите ожидаемую производительность, затем решите, улучшает ли электрохимическая полировка шансы на её достижение.
Экспертный совет: переходите на электрохимическую полировку только тогда, когда можете назвать преимущество
Наиболее обоснованные решения по электрохимической полировке являются конкретными. Инженеры, которые грамотно её специфицируют, обычно могут точно сказать, что они ожидают улучшить: согласованность инспекций, уверенность в очищаемости, ожидания более чистой поверхности или комфорт ОК при допуске. Если проект не может чётко назвать это преимущество, переход на улучшенную обработку может быть скорее эмоциональным, чем техническим.

Что не может исправить электрополирование
Плохое качество сварки
Электрополирование не заменяет качество сварки. Если зона сварки плохо продута, имеет неровности, трудно поддается инспекции или не соответствует гигиеническим требованиям системы, улучшение отделки не устраняет этот риск. В практической работе по GMP качество сварки часто доминирует над локальными характеристиками поверхности больше, чем общая категория отделки.
Типичный отраслевой случай: спецификация правильно улучшила отделку, но небольшое количество мест, прилегающих к сварке, все еще вызывало опасения, потому что локальное состояние сварки, а не общая отделка труб, оставалось самым слабым звеном в контуре.

Плохая геометрия и мертвые зоны
Электрополирование не делает плохо спроектированную сборку очищаемой. Если ответвление слишком длинное, точка отбора проб задерживает жидкость или кластер клапанов создает локальную гигиеническую тень, система все еще может работать неэффективно даже с более строгими требованиями к отделке. Вот почему выбор отделки никогда не должен отделяться от дизайна соединений и логики локальной очищаемости.
Для этой стороны проблемы, свяжите эту статью с Выбор пищевых фитингов для объектов GMP.
Слабая документация по контролю качества
Электрохимическая полировка также не заменяет документацию. В проектах GMP решение о финишной обработке входит в пакет сдачи в эксплуатацию. Если проект требует доказательств, связанных с финишной обработкой, и набор записей неполный, система все еще может быть трудно выпустить в эксплуатацию, даже когда установленная поверхность выглядит приемлемой на глаз.
Вот почему выбор финишной обработки и документация по контролю качества должны обсуждаться вместе, а не в отдельных изолированных проектных группах.
Типичный отраслевой случай: проект улучшил финишную обработку, но все еще не достиг гигиенической цели
Одной из самых распространенных ошибок является проект, который перешел на электрохимически полированную нержавеющую сталь 316L и все еще не решил реальную гигиеническую проблему. Последующий анализ показал, что основной проблемой было состояние сварных швов, геометрия или завершение документации, а не категория финишной обработки. Именно поэтому электрохимическую полировку следует рассматривать как одну из мер контроля в рамках более широкого решения о гигиенической системе, а не как универсальное исправление для каждого риска.
Как выбор финишной обработки связан со сварными швами, инспекцией и очищаемостью
Почему зоны сварных швов все еще доминируют в риске
Во многих исследованиях фармацевтических трубопроводов первая гигиеническая проблема возникает в зоне сварки, а не на общей стенке трубы. Вот почему обсуждения отделки, игнорирующие сварные швы, обычно остаются слишком абстрактными, чтобы быть полезными. Чем больше система становится сварной, тем больше проект должен заботиться о качестве локального исполнения, потому что именно там предполагаемая гигиеническая производительность, скорее всего, ослабнет первой.
Почему стратегия инспекции меняет решение по отделке
Чем строже стратегия инспекции и выпуска, тем более вероятно, что отделка будет иметь значение как переменная проекта. Если визуальный осмотр, ожидания бороскопа или тщательность контроля качества строги, выбор отделки становится легче обосновать, потому что он напрямую влияет на то, как поверхность будет оцениваться на практике. Другими словами, некоторые улучшения отделки обусловлены столько же реальностью инспекции, сколько и химией процесса.
Исследовательское понимание: Требования к поверхности имеют значение только тогда, когда вся цепочка изготовления поддерживает их
ASME BPE рассматривает требования к поверхности как часть более широкой цепочки изготовления, инспекции и тестирования, а не как изолированный этап декорации. Это правильный способ интерпретировать требования к отделке в фармацевтических гигиенических трубопроводах. Целевой показатель поверхности становится значимым только тогда, когда практика изготовления, качество локальной сварки, методы инспекции и контроль передачи способны последовательно его поддерживать.
Как инженеры принимают решения в реальных проектах
Начните с режима отказа, а не с названия отделки
Наиболее надежный способ выбора между стандартной 316L и электрошлифованной 316L — начать с режима отказа, который вы пытаетесь контролировать. Практическая последовательность выглядит так:
- Определите требуемую чистоту процесса и пищевую цель.
- Оцените воздействие очистки и стерилизации.
- Оцените плотность сварки и локальные риски сборки.
- Определите, как система будет инспектироваться и допускаться к эксплуатации.
- Затем решите, достаточно ли стандартной 316L или электрошлифовка изменяет практический запас по риску.
Вопросы, которые следует задать перед составлением RFQ
- Достаточно ли чувствителен процесс к отделке, чтобы оправдать электрошлифовку?
- Является ли реальной проблемой очищаемость, инспекция или допуск QA?
- Уже определены требования к качеству сварки?
- Потребует ли проект подтверждений, связанных с отделкой, помимо базовой сертификации материала?
- Решает ли электрополировка реальную инженерную задачу или только увеличивает стоимость?
Простое инженерное правило
Используйте стандартную сталь 316L, когда гигиеническая цель достижима за счет качественного изготовления, контролируемого качества сварки и умеренных требований к отделке.
Переходите на электрополированную сталь 316L, когда требуется более высокая стабильность отделки, возможность контроля и уверенность в очищаемости, чем может обеспечить стандартная отделка.
Не используйте электрополировку в качестве замены для устранения проблем со сваркой, геометрией или документацией.

Распространенные ошибки при сравнении электрополированной стали 316L и стандартной стали 316L
Рассмотрение электрополировки как роскошного улучшения
Электрополировка должна быть обоснована гигиеническими требованиями или требованиями контроля качества, а не внешним видом или престижем.
Рассмотрение стандарта 316L как автоматически недостаточного
Многие системы GMP хорошо работают со стандартным 316L, когда изготовление, геометрия, очистка и документация должным образом контролируются.
Игнорирование сварных швов при обсуждении отделки
Аргумент о отделке, который игнорирует выполнение сварки, обычно упускает реальный локальный риск.
Выбор отделки до определения ожиданий контроля качества
В регулируемых проектах выбор отделки и ожидания допуска должны быть согласованы заранее.
Использование EP для скрытия слабости конструкции или изготовления
Более качественная отделка не может исправить принципиально слабую гигиеническую сборку.
Практический чек-лист для выбора
Выберите стандартный 316L, если
- Гигиеническая цель умеренная и четко определена
- Контроль сварки и изготовления уже сильный
- Чувствительность контроля, связанного с отделкой, не является необычно высокой
- Реальный системный риск управляем без ужесточения спецификации отделки
Выберите электрохимически полированную 316L, если
- Процесс является высокочистым или чувствительным к контролю
- Последовательность отделки имеет материальное значение для квалификации или выпуска
- Уверенность в очищаемости, обусловленная поверхностью, важна
- Проект имеет реальную, определенную причину для ужесточения ожиданий по отделке
Переоцените всю систему, если
- Команда спорит о качестве поверхности, в то время как критерии сварки остаются неопределенными
- Геометрия ответвлений всё ещё неудовлетворительна
- Местные узлы трудно очищать
- Комплект документации пока не ясен
Вывод: Лучший выбор качества поверхности — тот, который решает правильную проблему
Электрополированная сталь 316L не всегда является лучшим решением, а стандартная 316L — не всегда более дешёвым компромиссом. Правильный выбор качества поверхности зависит от того, какой именно гигиенический риск, нагрузку на инспекцию или риск контроля качества проект фактически пытается контролировать.
Для полного кластера тем по фармацевтике, свяжите эту статью с Выбор материалов для фармацевтических гигиенических трубопроводов, Выбор пищевых фитингов для объектов GMP, и Документация и отслеживаемость в проектах фармацевтических трубопроводов.
Часто задаваемые вопросы
Требуется ли электрохимическая полировка 316L для фармацевтических трубопроводов?
Нет. Это оправдано, когда проект требует более строгой однородности поверхности, уверенности в очищаемости или определённости инспекции и допуска, чем стандартная сталь 316L может надёжно обеспечить.
В чем разница между стандартной нержавеющей сталью 316L и электрохимически полированной нержавеющей сталью 316L?
Семейство сплавов может быть одинаковым, но готовая контактная поверхность продукта — нет. Сравнение в основном касается состояния поверхности, однородности и того, как это влияет на очищаемость и реакцию на инспекцию.
Улучшает ли электрохимическая полировка очищаемость?
Это может повысить уверенность в очищаемости и однородности поверхности, но не исправляет автоматически систему с плохими сварными швами, тупиковыми участками или неудовлетворительной геометрией.
Может ли электрохимическая полировка заменить качественную сварку?
Нет. Качество сварки по-прежнему доминирует во многих зонах с высоким риском в фармацевтических трубопроводах, требующих гигиенических условий.
Когда стандарта 316L достаточно для трубопроводов GMP?
Часто бывает достаточно, когда гигиеническая цель достижима за счет качественного изготовления, умеренных требований к отделке, контролируемого качества сварки и реалистичных требований к инспекции.
Является ли электрохимическая полировка вопросом документации, а также вопросом отделки поверхности?
Да. В проектах GMP выбор отделки может повлиять на то, как система специфицируется, инспектируется и поддерживается в пакете сдачи.

