
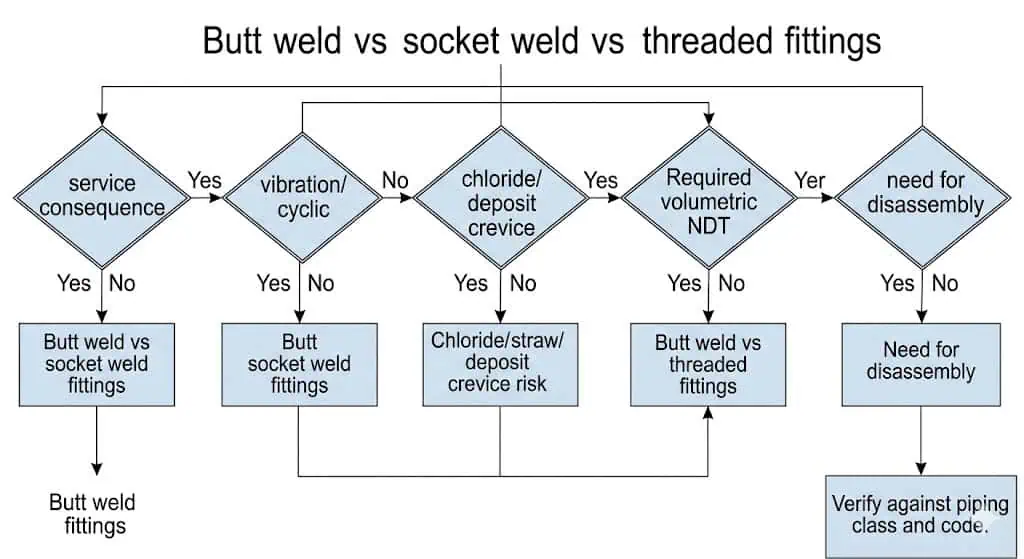
Инженеры должны выбирать фитинги для трубопроводов со стыковой сваркой, сваркой в раструб или резьбовыми в зависимости от расчётного давления/температуры, циклических нагрузок, механизма коррозии, возможности контроля (НК) и доступа для обслуживания, определённых проектной спецификацией трубопроводного класса. Простое практическое правило: используйте стыковую сварку, когда требуется максимальная целостность и чистый проход; используйте сварку в раструб в основном для малых диаметров в высоконапорных технологических/приборных линиях, где обеспечен хороший контроль сборки; используйте резьбовое соединение там, где ожидается разборка, и условия эксплуатации действительно низкого риска. Всегда проверяйте окончательный выбор по применимому трубопроводному кодексу, спецификации заказчика и примечаниям к классу линии.
- Начните со списка линий: расчётное давление/температура, опасность среды, коррозионный запас, вибрация/циклическая служба и допустимые типы соединений в трубопроводном классе.
- Соответствуйте стандарту фитинга типу соединения: ASME B16.9 для размеров/допусков стыковой сварки; ASME B16.11 для кованых фитингов под сварку в раструб и резьбовых; ASME B1.20.1 для геометрии резьбы NPT и её контроля калибрами.
- Контрольные точки закупки, предотвращающие утечки на объекте: прослеживаемость по сертификату MTR/номеру плавки, размерный контроль, качество сварных концов и реалистичный план контроля (ВК + ПК/МК + УЗК/РК там, где требуется).
Обзор стыковых сварных фитингов
Что такое стыковые сварные фитинги?
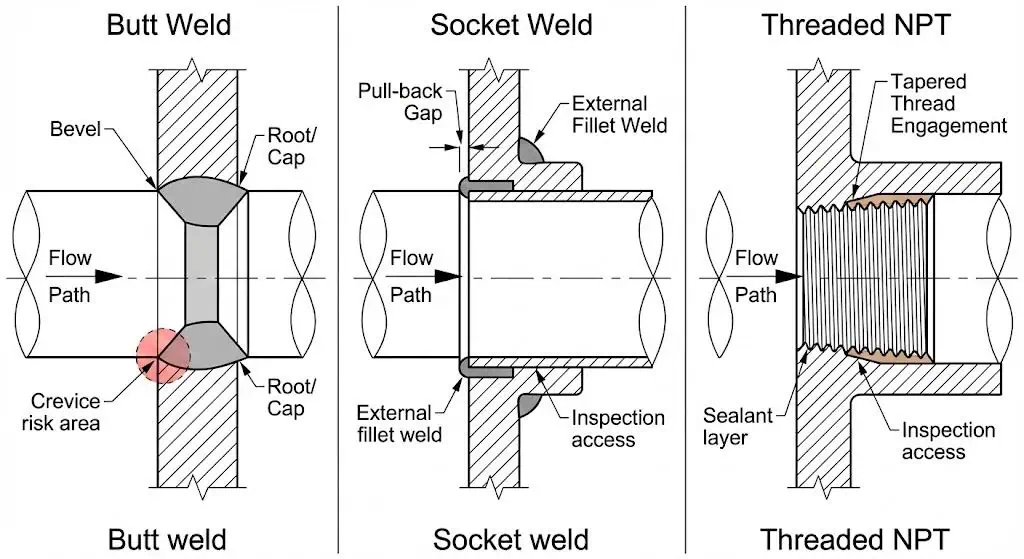
Стыковые сварные фитинги — это фитинги, соединяемые сваркой подготовленных концов с трубой для образования непрерывного, герметичного металлического соединения.
Для инженерных трубопроводов “измерение” и “подгонка” стыкового сварного соединения — это не только номинальный размер, но и соосность (перепад высот), качество скоса, переход толщины стенки и габаритные размеры, соответствующие чертежу узла. Требования к размерам для заводских кованых стыковых сварных фитингов обычно ссылаются на ASME B16.9, в то время как нержавеющий материал для трубопроводов под давлением часто указывается по ASTM A403/A403M (марки WP, такие как WP304/304L, WP316/316L). На практике именно поэтому фитинг “того же NPS” всё равно может выйти из строя в полевых условиях, если скосы повреждены, овальность высока или толщина стенки не соответствует предполагаемой в WPS.
Полевой случай (проблема подгонки → утечка/ремонт): На горячей коммунальной линии поступил отвод с заметной овальностью и деформированной кромкой скоса из-за обращения. Бригада принудительно выровняла его, затем корневой проход показал отсутствие проплавления в одном квадранте. Ремонт потребовал вырезки, повторного скоса, пересварки и повторного испытания — гораздо больших затрат, чем отбраковка фитинга при входном контроле. Профилактика: проверяйте круглость наружного диаметра, фаску скоса и перпендикулярность торцов перед выдачей на сборку, особенно для тонкостенной нержавеющей стали.
Преимущества стыковых сварных фитингов
Стыковые сварные фитинги обеспечивают высокую целостность соединения, гладкий проход и предсказуемые характеристики при правильном выполнении сварочных процедур и контроле подгонки.
Инженеры ценят стыковые сварные соединения, поскольку внутренний проточный канал можно поддерживать близким к внутреннему диаметру трубы с минимальным мёртвым объёмом и меньшим количеством щелевых участков. В условиях, чувствительных к загрязнению или щелевой коррозии (хлориды, застойные зоны), устранение механических зазоров имеет такое же значение, как и “номинальное давление”. Стыковая сварка также является наиболее гибким вариантом для планирования неразрушающего контроля (НК) — ультразвуковой контроль (УЗК)/радиографический контроль (РК) можно применять, когда геометрия и доступ позволяют, а поверхностные методы (визуальный контроль (ВК)/капиллярный контроль (КК)/магнитопорошковый контроль (МПК)) просты в применении вокруг сварного валика.
Совет: Когда класс трубопровода требует соединений “полной целостности” (циклические, высокорисковые или коррозионно-активные условия), стыковая сварка обычно является выбором по умолчанию — при условии, что проект может обеспечить квалифицированную сварку и контроль.
Недостатки стыковых сварных фитингов
Стыковые сварные фитинги требуют квалифицированной сварки, дисциплинированной подгонки и плана контроля — в противном случае дефекты могут быть скрыты и дороги в исправлении.
Режимы отказов в производстве редко являются “загадочными проблемами”. Обычно это контролируемые факторы: плохая подготовка скоса, неправильный тепловой ввод, плохая продувка (нержавеющая сталь), смещение и недостаточный контроль между проходами. Сварочные работы должны следовать квалифицированным процедурам и квалификации сварщиков (зависит от проекта; многие заказчики ссылаются на ASME Section IX для квалификации). Если требуется НК, планируйте его заранее — геометрия, доступ и критерии приёмки должны быть определены до сварки первого участка.
| Режим отказа | Описание |
|---|---|
| Пористость (газовые поры) | Газ, захваченный в металле шва; распространённые причины включают плохую защиту/продувку, загрязнение или избыточную влажность. |
| Трещины (часто горячие трещины в аустенитной нержавеющей стали) | Могут возникать из-за неправильного выбора присадочного материала, чрезмерного стеснения или неблагоприятного химического состава/тепловложения; обычно зарождаются во время затвердевания. |
| Неполное проплавление / отсутствие провара | Слишком большая притупление кромки, плохая сборка, низкое тепловложение или смещение; может создать путь для утечки или очаг усталостной трещины. |
Полевой случай (нарушение процесса → окисление корня шва): На трубопроводах малого диаметра из 316L недостаточная продувка аргоном привела к сильному “сахарообразованию” в корне шва. Сварной шов выглядел приемлемым снаружи, но разрушился во время испытания давлением. Профилактика: указывайте требования к продувке, проверяйте уровень кислорода там, где это необходимо, и требуйте внутреннего визуального контроля (эндоскопом) на критических соединениях из нержавеющей стали.
Области применения стыковых сварных фитингов
Стыковые сварные фитинги предпочтительны для систем с более высокими последствиями отказа, больших диаметров и служб, где герметичность и долговременная целостность преобладают над простотой разборки.
Они распространены в нефтегазовой, нефтехимической, энергетической отраслях, водоподготовке и химической переработке, где класс трубопровода обычно ограничивает резьбовые соединения и часто ограничивает муфтовую сварку малыми размерами. Имейте в виду один практический предел: ASME B16.9 является справочником по размерам/допускам (обычно NPS 1/2 до 48). Фактически допустимый диапазон давления-температуры определяется нормами трубопроводов и материалом/толщиной стенки трубы, а не только фитингом.
Объяснение фитингов под сварку в раструб
Что такое фитинги под сварку в раструб?
Фитинги под сварку в раструб соединяют трубы путём вставки конца трубы в обработанный раструб и наложения внешнего углового шва.
Для кованых фитингов под сварку в раструб размерные/классные обозначения обычно ссылаются на ASME B16.11. На практике решающими деталями являются (1) глубина вставки и (2) контроль небольшого зазора “оттяжки” перед сваркой для снижения напряжений при тепловом расширении. Многие монтажные практики предусматривают небольшой осевой зазор (часто указываемый около 1/16 дюйма / 1,6 мм) вместо упора трубы в дно раструба; уточните точное требование в спецификации вашего проекта и интерпретации кода перед стандартизацией практики.
- Раструб обеспечивает повторяемое выравнивание для малых диаметров, если контролируются наружный диаметр трубы и внутренний диаметр раструба.
- Угловой шов доступен для поверхностного контроля (ВТ/ПТ/МТ), но внутренний объёмный НК обычно ограничен геометрией.
- Щелевые зоны существуют на стыке раструба; в хлоридных/застойных средах это может иметь большее значение, чем прочность.
- Классные обозначения определены в стандарте на фитинги (не “psi сам по себе”): фитинги под сварку в раструб обычно обозначаются как Class 3000/6000/9000 в соответствии с ASME B16.11.
Преимущества фитингов под сварку в раструб
Фитинги под сварку в раструб обеспечивают прочные, герметичные соединения для трубопроводов малого диаметра высокого давления при контролируемом качестве сварки.
По сравнению с резьбовыми соединениями, сварка в раструб исключает переменные герметизации резьбы и снижает риск заедания на нержавеющей стали. По сравнению со стыковой сваркой на очень малых диаметрах, сварка в раструб может сократить время подготовки кромок и сборки. Причина, по которой многие владельцы всё ещё ограничивают её применение, — не “слабость”, а ограничения по контролю и соображения коррозии/усталости в определённых условиях эксплуатации.
- Герметичное соединение без переменных герметика для резьбы
- Компактная геометрия для тесных трубных эстакад и рам
- Повторяемое выравнивание для малых диаметров при стабильной механической обработке
- Обычно доступны в классах высокого давления по ASME B16.11
- Меньшая чувствительность к ослаблению от вибрации по сравнению с резьбовыми соединениями
- Сниженный риск заедания резьбы на нержавеющей стали по сравнению с резьбовой сборкой
- Более низкий процент переделок по сравнению с “поспешной” стыковой сваркой малого диаметра при соблюдении дисциплины изготовления
Недостатки фитингов под сварку в раструб
Фитинги под сварку в раструб могут скрывать механизмы щелевой коррозии и усталостного растрескивания, и их сложнее подвергать объёмному контролю неразрушающими методами, чем стыковые сварные соединения.
Геометрия создаёт плотную щель на границе раструба; щелевая коррозия в нержавеющей стали — известный локальный механизм, который инициируется в защищённых зазорах при условиях, способствующих разрушению пассивной плёнки (часто усугубляется хлоридами и застоем). Если ваша система подвергается воздействию воды, содержащей хлориды, периодическому увлажнению/высыханию или отложениям, рассматривайте щель как конструкционный риск — не как второстепенную проблему. Для получения информации о поведении щелевой коррозии в нержавеющей стали см. технический обзор Swagelok.
Примечание: Сварка в раструб часто допустима для малогабаритных трубопроводов высокого давления в утилитарных системах, но её применение обычно ограничивается в условиях интенсивной циклической нагрузки, коррозионной застойной среды или там, где обязателен объёмный контроль неразрушающими методами.
Полевой случай (щелевая коррозия → утечка через точечное отверстие): Соединительная муфта из нержавеющей стали под сварку в раструб на промывочной линии образовала точечное отверстие возле края сварного шва после нескольких месяцев периодической эксплуатации. Основной причиной была локальная коррозия, связанная с отложениями и застойными условиями в щели. Профилактика: избегайте сварки в раструб в хлоридсодержащих влажных средах, где возможны отложения/застой; улучшайте дренаж; рассмотрите стыковую сварку или другое соединение, спроектированное для устранения щели; и проверьте выбор материала с учётом ожидаемого содержания хлоридов и температурного диапазона.
Области применения фитингов под сварку в раструб
Фитинги под сварку в раструб распространены в малогабаритных трубопроводах высокого давления, где важна компактность, а план контроля в основном основан на поверхностных методах.
Типичные случаи применения включают линии приборного воздуха, гидравлические/пневматические линии, некоторые паровые обогревательные или утилитарные соединения, а также трубопроводы на рамах, где возможна замена секций. Если среда коррозионная или критична к чистоте, пересмотрите решение: щель и сложность очистки могут доминировать в рисках жизненного цикла, даже если класс давления выглядит достаточным.
| Отрасли | Описание применения |
|---|---|
| Нефтехимическая промышленность | Магистрали малого диаметра для вспомогательных систем, где требуется высокий класс давления и неразрушающий контроль в основном поверхностный |
| Нефть и газ | Приборные и вспомогательные линии на блоках; проверьте пределы вибрации и циклической нагрузки в классе трубопровода |
| Энергетика | Вспомогательные линии малого диаметра для пара/конденсата, где доступна квалифицированная сварка |
| Химические заводы | Вспомогательные системы; избегайте применения там, где хлориды/застой могут вызывать щелевую коррозию |
| Водоочистные сооружения | Высоконапорные линии отбора проб/вспомогательные линии; оцените риск хлоридов и отложений перед выбором сварки в раструб |
| Гидравлические/пневматические системы | Высоконапряженные компактные соединения, где возможна периодическая замена |
| Аэрокосмическая отрасль | Специализированные системы под строгим контролем качества изготовления |
| Криогенные системы | Специальные применения; подтвердите требования к термоциклированию и вязкости материала |
Руководство по резьбовым фитингам для труб
Что такое резьбовые фитинги для труб?
Резьбовые фитинги для труб используют резьбу для соединения труб и компонентов, полагаясь на форму резьбы и практику уплотнения для предотвращения утечек.
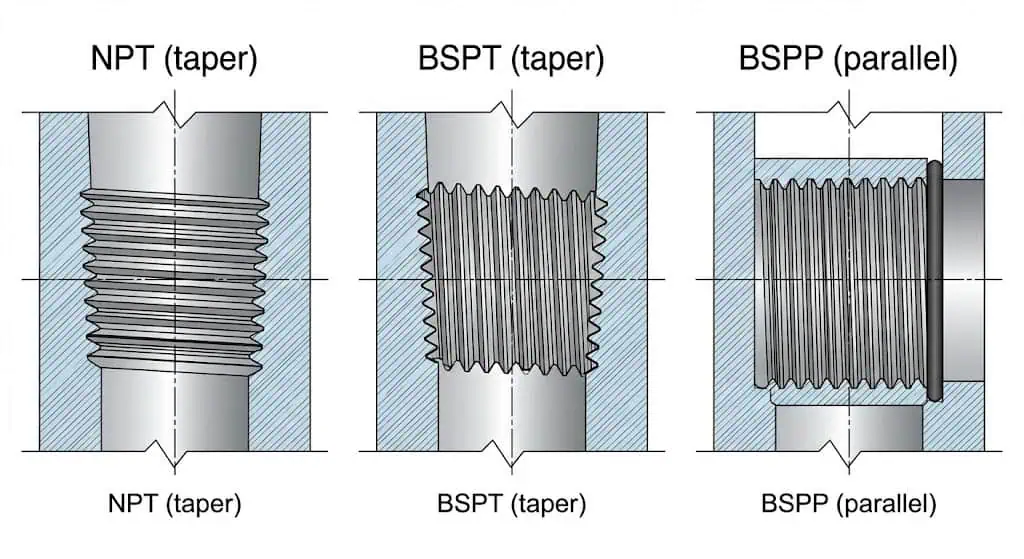
Резьбовые соединения хорошо работают, когда эксплуатация имеет низкую критичность, ожидается разборка, а вибрация/термоциклирование контролируются. Ключевым является понимание того, предназначена ли резьба для уплотнения на резьбе (коническая) или требует отдельного уплотнительного элемента (параллельная). В Северной Америке конические резьбы обычно определяются ASME B1.20.1 (Семейство NPT). На международном уровне часто упоминаются семейства резьб ISO: ISO 7-1 охватывает трубные резьбы, в которых герметичные соединения создаются на резьбе, в то время как ISO 228-1 предназначена специально для трубных резьб, где герметичные соединения не создаются на резьбе (т.е., уплотнение происходит через прокладку/O-кольцо/шайбу, а не саму резьбу).
| Тип резьбы | Описание | Характеристики | Области применения |
|---|---|---|---|
| NPT | Коническая резьба, распространённая практика в США | Уплотняется в основном за счёт интерференции резьбы при правильной сборке; геометрия/калибровка резьбы по ASME B1.20.1 | Коммунальные газо-, жидкостные и масляные трубопроводы, где класс трубопровода допускает резьбовые соединения |
| BSP | Семейства трубной резьбы по британскому стандарту | BSPT (коническая) может герметизироваться на резьбе; BSPP (цилиндрическая) обычно требует шайбы/уплотнительного кольца и соответствует концепции “не герметична на резьбе” стандарта ISO 228-1 | Трубопроводы в регионах, использующих стандарты BSP; подтвердите тип сопряжения перед закупкой |
| Метрическая | Метрическая резьба | Обычно цилиндрическая резьба, требующая уплотнительного элемента (уплотнительного кольца/шайбы); не взаимозаменяема с NPT/BSP | Соединения машин и оборудования |
| SAE | Семейства резьбы для автомобильной/гидравлической техники | Часто цилиндрическая резьба с уплотнением уплотнительным кольцом; выбор зависит от стандарта системы и конструкции порта | Гидравлика, автомобилестроение, холодильное оборудование |
| JIS | Японские стандарты | Региональная совместимость; уплотнение может быть коническим или с помощью уплотнительного элемента в зависимости от типа | Японское оборудование и трубопроводные системы |
Преимущества резьбовых фитингов для труб
Резьбовые фитинги для труб быстро собираются и легко разбираются, что может сократить время простоя для низкорисковых вспомогательных систем.
Они исключают тепловложение от сварки и могут быть практичными для временных линий, обходных путей для обслуживания и некритичных служб. Преимущество в стоимости реально только при учёте полного жизненного цикла: если вибрационное ослабление или вариабельность герметика вызывают повторные утечки, “дешёвое соединение” становится дорогим.
| Преимущество | Описание |
|---|---|
| Простой монтаж и демонтаж | Быстрая установка без сварки; подходит для систем, требующих разборки |
| Экономичное решение | Снижение сложности изготовления, когда класс трубопровода действительно допускает резьбовые соединения |
| Гибкость в обслуживании | Простая разборка для ремонта или замены |
| Контроль утечек (при правильном выполнении) | Достижимо при правильном подборе типа резьбы, чистой резьбе, надлежащем зацеплении и правильной практике применения герметика |
| Совместимость с материалами | Широкая доступность материалов; следите за гальванической парой и риском заедания нержавеющей стали |
| Широкий диапазон размеров | Обычно используется на малых размерах; многие нормы ограничивают резьбовые соединения на больших NPS |
| Возможность повторного использования | Может быть повторно использован, если резьба не повреждена; перед повторным использованием проверьте на наличие заедания и деформации. |
Недостатки резьбовых фитингов для труб
Резьбовые фитинги чувствительны к технологии сборки и более подвержены утечкам при вибрации, тепловых циклах и перекосах по сравнению со сварными соединениями.
Типичные причины отказов включают недостаточную длину зацепления резьбы, повреждённую или загрязнённую резьбу, неправильное сочетание резьб (например, NPT, вставленный в BSPP), и непостоянное использование герметика. Резьбовые соединения из нержавеющей стали также несут риск заедания; использование подходящей смазки для резьбы/противозадирной пасты для нержавеющей стали может уменьшить заклинивание при сборке (см. Рекомендации по смазке Swagelok для нержавеющих сталей и сплавов).
Примечание: Если линия подвержена вибрации, циклическим нагрузкам или опасным средам, многие спецификации заказчиков ограничивают или запрещают резьбовые соединения, даже если они технически возможны. Рассматривайте “разрешённые резьбовые” как конструктивное решение, а не по умолчанию.
Полевой случай (неправильный тип резьбы → хроническая утечка): Команда технического обслуживания заменила фитинг, используя логику “выглядит совместимым”: BSPP с наружной резьбой был установлен в порт с внутренней резьбой NPT с лентой. Сборка казалась плотной, но протекала под давлением, потому что формы резьбы не предназначены для сопряжения/герметизации таким образом. Профилактика: проверьте стандарт резьбы на обеих деталях; для параллельных резьб по ISO 228-1 используйте правильный уплотнительный элемент (кольцевое уплотнение/шайбу), а не пытайтесь “герметизировать резьбу”. Ссылка: ISO 228-1.
Области применения резьбовых фитингов для труб
Резьбовые фитинги лучше всего подходят для трубопроводов малого диаметра с низким или умеренным риском, где приоритетами являются быстрый монтаж и доступ для обслуживания.
Они применяются в системах ОВКВ, общих коммунальных сетях, некоторых вспомогательных системах нефтегазовой отрасли, а также в промышленных воздушных/водяных линиях, где класс трубопровода явно допускает резьбовые соединения. Во многих промышленных установках резьбовые соединения ограничены малыми размерами и неопасными средами для снижения риска утечек и нагрузки на обслуживание.
| Тип соединения | Сценарий применения |
|---|---|
| Резьбовое | Низкорисковые коммунальные системы, требующие частой разборки (где это разрешено классом трубопровода) |
| Tri-Clamp | Пищевая, напиточная, фармацевтическая промышленность |
| DIN | Химические и фармацевтические заводы |
| Фланцевые | Электростанции, нефтехимические предприятия |
| Сварные | Высоконадёжное применение, включая системы высокого давления пара и химические системы с высокими последствиями |
Резьбовые фитинги для труб также используются в системах водоподготовки, пожаротушения и низконапорных коммунальных линиях. Выбор нержавеющей стали должен учитывать не только “коррозионную стойкость” в целом, но и преобладающий механизм (точечная/щелевая коррозия в хлоридах, риск коррозионного растрескивания под напряжением при температуре, отложения и т.д.). Если ожидаются щели и отложения, следует изучить поведение при щелевой коррозии и методы её предотвращения (например: обзор щелевой коррозии).
Сравнение типов фитингов для труб
Номинальные значения давления и температуры
Стыковые сварные соединения обычно выбираются для наиболее надёжных применений, но “номинальное значение” должно интерпретироваться правильно: B16.9 — это стандарт на размеры, а B16.11 определяет классы для кованых фитингов под сварку в раструб и резьбовых фитингов.
Для кованых фитингов под сварку в раструб и резьбовых фитингов, ASME B16.11 обозначает Класс 2000/3000/6000 для фитингов с резьбовым концом и Класс 3000/6000/9000 для фитингов под сварку в раструб. Эти обозначения классов не являются единым “числом psi”, которое можно применять вслепую; допустимое давление-температура зависит от группы материала и снижения номинала по температуре в соответствии с управляющим кодом/спецификацией. Стыковые сварные фитинги, на которые ссылаются ASME B16.9 как правило, следуют правилам проектирования трубопроводов для трубы соответствующего материала и толщины стенки.
| Тип фитинга | Обозначение класса давления (для кованых фитингов) |
|---|---|
| Сварка в раструб | Класс 3000, 6000, 9000 (по ASME B16.11) |
| Резьбовое | Класс 2000, 3000, 6000 (по ASME B16.11) |
Выбор правильного фитинга обеспечивает безопасность, возможность контроля и ремонтопригодность — а не просто “удержание давления”.”
Возможность контроля/НК
Стыковые сварные соединения поддерживают самый широкий спектр методов НК; соединения под сварку в раструб и резьбовые часто ограничены поверхностным контролем и испытаниями на герметичность из-за геометрии.
Критические проекты определяют НК по риску: последствия отказа, циклическая нагрузка, механизм коррозии и доступ. Основы методов см. на страницах методов ASNT (например: Радиографический контроль и Ультразвуковой контроль).
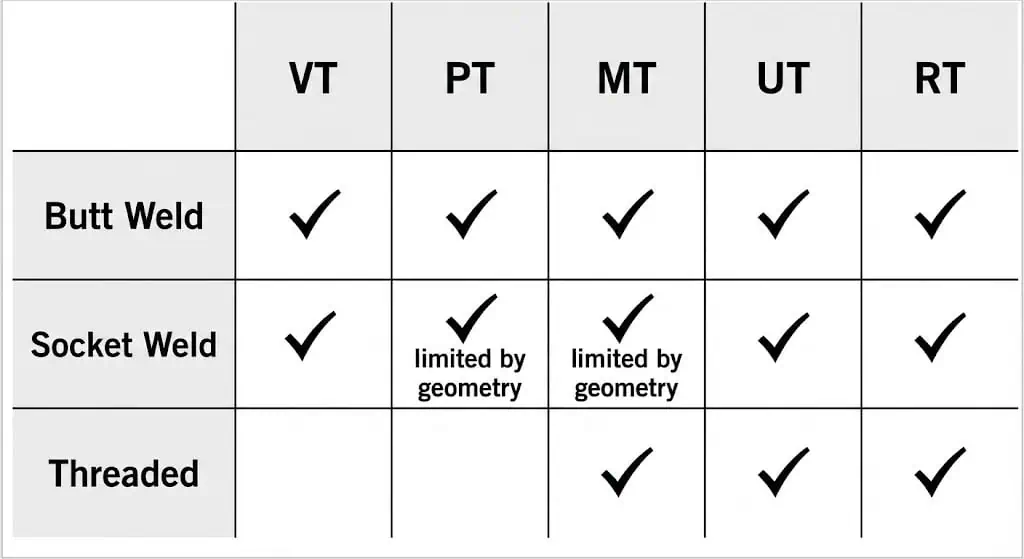
Распространённые методы НК включают:
- Радиографический контроль (РК): Использует рентгеновское/гамма-излучение для оценки внутренних дефектов.
- Ультразвуковой контроль (UT): Использует высокочастотный звук для обнаружения внутренних дефектов и изменений толщины.
- Магнитопорошковый контроль (МПК): Обнаруживает поверхностные/подповерхностные дефекты в ферромагнитных материалах.
- Капиллярный контроль (КК): Выявляет поверхностные дефекты.
Стыковые сварные швы часто требуют более строгого контроля, поскольку они часто используются в более ответственных системах — и потому что ремонт сложнее после ввода трубопровода в эксплуатацию.
Монтаж и техническое обслуживание
Резьбовые фитинги быстрее всего устанавливаются и демонтируются, но сварные фитинги уменьшают количество “переменных”, вызывающих хронические утечки.
Планирование технического обслуживания касается не только разборки; оно включает возможность осмотра, очистки и ремонта соединения в условиях производственных ограничений. Сварка в раструб может быть хорошим компромиссом для малых диаметров, если механизмы коррозии понятны и класс трубопровода это допускает. Стыковая сварка — наиболее стабильный долгосрочный вариант при гарантированном качестве изготовления.
| Проблема | Методы идентификации | Основные причины | Решения |
|---|---|---|---|
| Утечки | Визуальный осмотр, испытание на давление/герметичность, капиллярный контроль (поверхностные трещины) | Неправильный монтаж, неверный тип резьбы, дефекты сварки, несоответствие материалов | Правильная практика сборки; ремонт/замена соединения; проверка стандарта резьбы; улучшение процедуры сварки и контроля |
| Коррозия | Визуальная проверка, мониторинг толщины (УЗК), осмотр отложений | Хлориды/отложения, вызывающие точечную/щелевую коррозию; плохой дренаж; неправильный выбор сплава | Улучшить выбор материала; устранить щели; улучшить дренаж/очистку; применить подходящие меры защиты согласно исследованию коррозии |
| Падение давления | Мониторинг расхода, показания дифференциального давления | Закупорка, плохая конструкция, внутреннее смещение | Очистить/промыть; исправить конструкцию; поддерживать гладкий проходной канал там, где требуется |
Регулярный осмотр и дисциплинированные методы сборки продлевают срок службы — особенно на соединениях малого диаметра, где утечки скрыты до тех пор, пока не станут инцидентами.
Соображения стоимости и цепочки поставок
Резьбовые фитинги часто выглядят дешевле на первый взгляд; сварные фитинги часто выигрывают по жизненному циклу, когда риск утечек, переделки и осмотра оцениваются реалистично.
Стыковая сварка требует квалифицированной сварки, времени на подгонку и возможного неразрушающего контроля. Сварка в раструб уменьшает подготовку кромок, но может создавать риски коррозии/усталости в неподходящих условиях эксплуатации. Резьбовое соединение минимизирует время изготовления, но переносит риск на контроль сборки и практику применения герметика. Закупки должны оценивать: соответствие правильному стандарту (B16.9 против B16.11), прослеживаемость (номер плавки), записи размерного контроля и задокументированные планы осмотра/испытаний.
| Тип фитинга | Факторы, влияющие на стоимость |
|---|---|
| Резьбовые фитинги | Практика сборки, проверка стандарта резьбы, контроль герметика/смазки, риск переделки из-за утечек |
| Butt Weld Fittings | Квалифицированная сварка, контроль подгонки, требования к НК, стоимость ремонта/повторных испытаний при обнаружении дефектов |
| Фитинги под сварку в раструб | Качество сварочных работ, риск щелевой/точечной коррозии в эксплуатации, ограниченные возможности объемного контроля |
Факторы цепочки поставок также играют роль:
- Оценка поставщика: прослеживаемость материала, контроль процессов и документированный контроль качества
- Возможности контроля: проверка размеров, PMI при необходимости, готовность к субподряду на НК
- Планирование логистики: сроки поставки для марок сплавов и специальных размеров
- Качество документации: полнота сертификатов MTR и соответствие требованиям проекта
Интегрированные этапы производства и проверки Sunhy могут упростить закупки — при условии, что предоставленная документация соответствует классу трубопровода и требованиям к контролю проекта.
Стойкость к коррозии и качество материала
Качество материала и контроль механизма коррозии определяют долгосрочную надёжность в большей степени, чем только тип соединения.
Нержавеющая сталь, дуплексные и супердуплексные материалы могут обеспечивать высокую стойкость, когда сплав соответствует среде эксплуатации. Для аустенитных нержавеющих фитингов, поставляемых по ASTM A403/A403M, термообработка является частью соответствия требованиям и должна быть отражена в сертификате материала (MTR). На практике температура растворного отжига зависит от марки и формы изделия; типовые рекомендации по растворному отжигу и быстрому охлаждению для аустенитных нержавеющих сталей обычно приводятся в технических справочниках по нержавеющим сталям (например: Руководство по термообработке Всемирной ассоциации нержавеющих сталей). Если существует риск межкристаллитной коррозии, методы испытаний, такие как ASTM A262 , могут быть указаны в спецификациях заказчика для верификации в определённых случаях.
| Тип материала | Коррозионная стойкость | Прочность | Применимость |
|---|---|---|---|
| Нержавеющая сталь | Высокая (зависит от среды) | Высокий | Общего назначения |
| Дуплекс | Очень высокая (не универсальная) | Высокий | Морские и хлоридсодержащие среды (зависит от спецификации) |
| Супердуплекс | Очень высокая (не универсальная) | Очень высокая | Агрессивные хлоридные среды в контролируемых условиях |
| Инконель/Инколой | Высокий | Высокий | Высокотемпературные / агрессивные среды |
| Монель | Высокий | Умеренный | Морская вода и специфические химические среды |
| Титан | Очень высокая | Высокий | Морские и специальные химические среды |
Примечание Sunhy: для нержавеющих изделий применяется растворный отжиг и быстрое охлаждение; на практике подтвердите фактическую термообработку и результаты испытаний в MTR/инспекционном досье для поставленной плавки/партии и согласуйте приемку с проектной спецификацией. Для риска точечной/щелевой коррозии, вызванной хлоридами, по возможности избегайте склонных к щелям геометрий (интерфейсы под ключ, отложения) и подбирайте сплав в соответствии с ожидаемой концентрацией хлоридов и температурой.
Выбор правильного материала и типа соединения вместе с проверкой документации предотвращает большинство “неожиданных” утечек в процессе эксплуатации.
Руководство по выбору типов соединений труб
Контрольный список для принятия решений
Инженеры должны использовать структурированный контрольный список для выбора правильного типа соединения труб для своей системы.
Практический контрольный список помогает инженерам и закупщикам подобрать правильные фитинги в соответствии с требованиями проекта. Ассортимент продукции Sunhy охватывает все основные типы соединений, поддерживая разнообразные промышленные потребности.
- Совместимость материалов труб
Выбирайте фитинги, соответствующие материалу трубы и стратегии защиты от коррозии (гальваническая пара, хлоридная/точечная коррозия, проблемы с коррозионным растрескиванием под напряжением, где это применимо). - Допустимые значения температуры и давления
Убедитесь, что тип соединения разрешён классом трубопровода и что расчёт давления-температуры подтверждён действующим кодексом (не рассматривайте “класс” как единое значение psi). - Размеры и габариты
Проверьте NPS, толщину стенки/основу по расписанию, габаритные размеры и любые специальные примечания по допускам для сборки секции трубопровода. - Факторы окружающей среды и коррозионная стойкость
Определите доминирующий механизм коррозии; избегайте щелей, где щелевая коррозия является вероятным риском (см. обзор щелевой коррозии). - Бюджет и срок службы
Сравните стоимость жизненного цикла: изготовление + инспекция + доработка + простои из-за утечек. - Техническое обслуживание и доступность
Определите, как соединение будет инспектироваться и ремонтироваться после ввода в эксплуатацию; сделайте доступ явным решением. - Конкретные требования применения
Подтвердите стандарт резьбы (NPT vs BSPT/BSPP), требования к квалификации сварки и документацию для поставки (MTR, отчеты НК, записи размеров).
Совет: Если в проекте есть история повторяющихся утечек, решение обычно не в “большем количестве герметика” — это выбор типа соединения, соответствующего вибрации, циклической нагрузке и механизму коррозии.
Распространённые ошибки
Выбор неправильного типа соединения или некорректный монтаж фитингов может нарушить целостность и безопасность системы.
Инженеры иногда упускают из виду режимы отказа или ошибки монтажа, что может привести к утечкам, коррозии или механическим поломкам. Понимание этих рисков помогает предотвратить дорогостоящие ошибки.
| Тип фитинга | Распространённые ошибки |
|---|---|
| Резьбовое | Неправильная пара резьб (NPT vs BSP), чрезмерная затяжка, ослабление от вибрации, заедание нержавеющей стали, несогласованная практика применения герметиков |
| Сварка в раструб | Упирание трубы без зазора на оттяжку, плохой профиль углового сварного шва, игнорирование риска щелевой коррозии, использование в условиях интенсивных циклических нагрузок без согласования |
| Butt Weld | Плохая подгонка/несоосность, недостаточная продувка нержавеющей стали, неправильный тепловой ввод/контроль межпроходной температуры, пропуск обязательных этапов контроля |
- Использование неправильного соединения может нарушить целостность системы — особенно когда класс трубопровода был разработан для контроля риска утечек.
- Игнорирование факторов окружающей среды (хлориды, отложения, застой) может вызвать преждевременную локальную коррозию даже на “хорошей нержавеющей стали”.”
- Невыполнение проверки стандарта резьбы (NPT/BSP/параллельная vs коническая) вызывает хронические утечки, которые герметик не может устранить навсегда.
- Упущение из виду доступности усложняет инспекцию и увеличивает время простоя, когда утечка на малом диаметре становится событием безопасности.
Примечание: Обучение важно, но также важна стандартизация на этапе проектирования — включите выбор соединения в класс трубопровода и обеспечьте его соблюдение при закупках и строительстве.
Примеры сценариев
Инженеры должны подбирать типы соединений под конкретные сценарии для оптимальной производительности и надёжности.
- Паропровод высокого давления на электростанции
Стыковые сварные фитинги обычно выбираются для службы с высокими требованиями к целостности, где последствия утечки значительны, а планирование инспекций тщательно проработано. - Передача химических веществ в условиях, определяемых коррозией
Предпочтите стратегию соединения, минимизирующую щели и поддерживающую инспекцию; если рассматривается сварное соединение в раструб, обоснуйте его по сравнению с рисками хлоридов/застоя и жизненного цикла. - Водопроводная линия в коммерческом здании
Резьбовые фитинги могут быть практичными для действительно низкорисковых систем, требующих быстрого обслуживания — при условии проверки типа резьбы и контроля вибрации. - Морская нефтяная платформа
Дуплексные/супердуплексные сплавы часто сочетаются со стыковой сваркой для обеспечения целостности; проверьте выбор сплава по температуре хлоридов и контролю сварки.
Инженеры могут обратиться к каталогу Sunhy для выбора фитингов, адаптированных к их применению, затем проверить окончательный выбор соединения по классу трубопровода проекта, исследованию коррозии и плану контроля.
Инженеры должны выбирать трубные фитинги на основе давления в системе, качества материала и требований к монтажу.
Стыковые сварные фитинги обычно используются там, где критически важны долгосрочная целостность и гладкий проход. Фитинги под сварку в раструб могут хорошо работать для компактных, малогабаритных высоконапорных применений, когда механизмы коррозии и пределы контроля приемлемы. Резьбовые фитинги обеспечивают быструю сборку там, где ожидается разборка и риск эксплуатации низок. Производство и контроль качества Sunhy могут поддерживать эти применения, когда документация и соответствие соответствуют требованиям проекта.
- Стыковая сварка: Лучший вариант для целостности, гладкого прохода и высокоответственных служб, когда доступен контроль сварки/НК
- Сварка в раструб: Практична для малогабаритных высоконапорных служб, где риски щелевой/циклической коррозии приемлемы и контролируются
- Резьбовое соединение: Быстрая сборка для низкорисковых коммунальных линий и частого обслуживания; проверьте стандарт резьбы и контролируйте практику применения противозадирной пасты/герметика
Часто задаваемые вопросы
Какой фитинг лучше всего подходит для трубопроводов высокого давления?
Для высокоответственных или высокоинтегрированных трубопроводов стыковая сварка обычно является первым выбором, поскольку она устраняет переменные герметизации резьбы и поддерживает надежное планирование контроля.
Там, где используются классы кованых фитингов (малогабаритные), сварка в раструб также может быть уместна в высоконапорных службах, когда это разрешено классом трубопровода. Проверьте решение по конструктивному коду, циклической/вибрационной нагрузке и плану НК/доступа.
Как обеспечить герметичное соединение в трубопроводной системе?
Контролируйте переменные соединения, которые фактически вызывают утечки: правильный стандарт, правильная практика сборки/сварки и верификация.
Для резьбовых соединений проверяйте тип резьбы (NPT vs BSPT/BSPP) и применяйте единообразную практику использования герметика/смазки. Для сварных соединений соблюдайте допуски на сборку, требования по продувке (для нержавеющей стали) и контрольные точки осмотра. Для всех типов требуйте прослеживаемую документацию (MTR и протоколы контроля) и подтверждайте размеры перед монтажом.
Какой тип фитинга лучше всего подходит для коррозионных сред?
Оптимальный выбор зависит от механизма коррозии; во многих средах, подверженных коррозии, уменьшение щелей и застойных зон так же важно, как и марка сплава.
Стыковая сварка часто показывает хорошие результаты, поскольку позволяет минимизировать места образования щелей и обеспечивает возможность контроля. Сварка в раструб создаёт щель на границе раструба, что может представлять риск в средах с хлоридами, застойными условиями или склонностью к отложениям. Резьбовые соединения добавляют неопределённость герметизации и создают щели в резьбе; используйте их только там, где это допускается условиями эксплуатации и спецификацией.
Могут ли резьбовые фитинги выдерживать частое техническое обслуживание?
Резьбовые фитинги обеспечивают лёгкую разборку для частого обслуживания в условиях низкого риска.
Для обеспечения их надёжности стандартизируйте тип резьбы, предотвращайте заедание нержавеющей стали (применяйте смазку/противозадирную пасту, где это уместно) и избегайте резьбовых соединений в условиях сильной вибрации или знакопеременных нагрузок, если это явно не разрешено классом трубопровода.
Как выбрать между приварными встык, приварными в раструб и резьбовыми фитингами?
Инженеры должны подбирать тип фитинга в соответствии с давлением в системе, средой, требованиями к контролю и доступом для обслуживания.
Используйте эту таблицу для быстрого ознакомления:
| Тип фитинга | Лучший вариант применения | Обслуживание | Номинальное давление |
|---|---|---|---|
| Butt Weld | Высокоинтегрированные трубопроводы и системы с повышенными последствиями отказа | Низкий (вырез для замены) | Определяется нормами проектирования + материал трубы/толщина стенки; B16.9 является справочником по размерам |
| Сварка в раструб | Малогабаритные высоконапорные технологические/приборные применения, где это разрешено | Средний | Класс 3000/6000/9000 по ASME B16.11 (проверьте P-T в спецификации) |
| Резьбовое | Низкорисковые технологические системы и частые сервисные работы/разборка | Высокий | Класс 2000/3000/6000 по ASME B16.11 (проверьте P-T в спецификации) |
Когда следует избегать использования фитингов под сварку в раструб?
Избегайте сварки в раструб там, где щелевая коррозия, значительные циклические нагрузки или обязательный объемный неразрушающий контроль определяют требования к целостности.
Геометрия сварки в раструб может удерживать отложения и создавать щели. Если среда содержит хлориды, застойная или склонна к образованию отложений, стыковая сварка или соединение, спроектированное для устранения щелей, часто проще обосновать. Если спецификация заказчика требует контроля соединения УЗК/РК, сварка в раструб часто плохо подходит.
Как предотвратить заедание (холодную сварку) резьбы на нержавеющих резьбовых фитингах?
Предотвращайте заедание, контролируя состояние резьбы, скорость сборки/момент затяжки и используя подходящую смазку для нержавеющей стали.
Используйте чистую, неповреждённую резьбу; избегайте принудительной сборки несовпадающих типов резьбы; и рассмотрите применение смазки/противозадирной пасты, подходящей для нержавеющей стали и условий эксплуатации (примерные рекомендации доступны от Swagelok lubricants). Повторное использование должно включать проверку на деформацию резьбы и следы заедания.



