Нержавеющая сталь 316L широко используется в пищевых приложениях, поскольку обеспечивает более высокую коррозионную стойкость, чем 304/304L, в хлоридсодержащих, высокоочищаемых и интенсивно сваренных гигиенических системах. Это не означает, что 316L обязательна везде. В пищевой промышленности правильный материал по-прежнему зависит от реального продукта, химии очистки, плотности сварных швов, дренажной способности, конструкции соединений и фактических условий обслуживания линии. Если ваш процесс включает молочные продукты, рассолы, соусы, приправы, частые CIP-химикаты или повторяющиеся циклы горячей очистки, 316L часто является более безопасным инженерным выбором. Если условия эксплуатации мягкие, а гигиенические последствия локальной коррозии ниже, 304L может оставаться полностью приемлемой.
Это руководство объясняет, где 316L имеет значение, где нет, и как инженеры должны оценивать её в реальных пищевых системах. Оно также показывает, как выбор материала связан с гигиеническими фитингами, обслуживанием пищевых трубопроводов и решениями по гигиеническому проектированию по всей технологической линии.
Что отличает 316L в пищевых применениях
Химический состав: Почему важны молибден и низкое содержание углерода
Две особенности, которые отличают 316L, — это молибден и низкое содержание углерода. Молибден повышает устойчивость к точечной и щелевой коррозии, что становится особенно важным, когда остатки пищи, хлориды и чистящие химикаты концентрируются вокруг сварных швов, феррул, уплотнительных поверхностей и плохо дренируемых карманов. Низкоуглеродистая марка “L” помогает снизить риск сенсибилизации после сварки, что важно, поскольку многие гигиенические системы включают обширные сварные трубопроводы, ответвления, блоки клапанов и индивидуально изготовленные рамы.
На практике молибден помогает 316L лучше выдерживать условия, где 304/304L начинает терять запас по коррозии, в то время как низкое содержание углерода делает 316L более подходящей для сварных пищевых систем, которые должны оставаться очищаемыми и коррозионно-стойкими в течение длительных периодов эксплуатации. Это согласуется с официальными данными по марке 316L, которые подчеркивают улучшенную устойчивость к межкристаллитной коррозии после сварки и преимущество в коррозионной стойкости, связанное с CrNiMo марками, содержащими молибден.

Что улучшает 316L в реальных пищевых производственных линиях
316L повышает запас прочности системы, а не только спецификацию материала на бумаге. В реальных условиях эксплуатации на заводе он обычно обеспечивает лучшие характеристики в четырёх областях:
- Сопротивление точечной коррозии и щелевой коррозии, связанной с хлоридами, в солёных или агрессивно очищаемых линиях
- Повышенная долговечность в сильно сваренных системах, контактирующих с продуктом
- Лучшая долгосрочная стабильность в линиях, подверженных частым циклам очистки щелочью, кислотой и дезинфицирующими средствами
- Большая уверенность в гигиенических применениях с высоким риском, где недопустима деградация поверхности
Вот почему 316L часто выбирают для смачиваемых деталей в молочной, напиточной и системах передачи ингредиентов, где важны как гигиена, так и длительный срок службы. В реальных проектах это обычно проявляется сначала в обжимных фитингах, корпусах клапанов, точках отбора проб и сварных коллекторах, потому что именно в этих местах локальная химия и геометрия щелей наименее прощающие.
Что 316L не решает автоматически
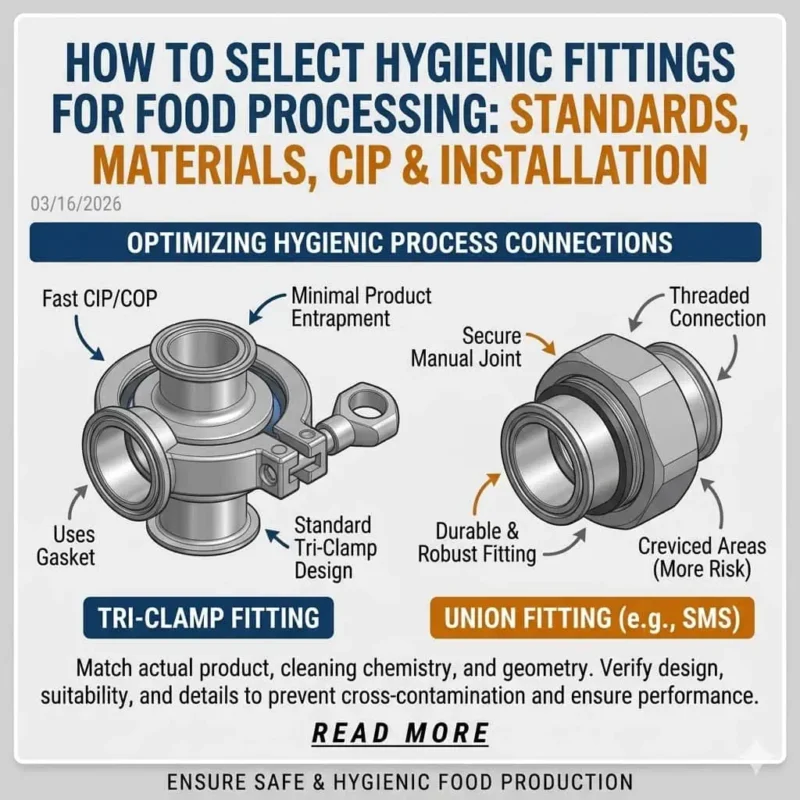
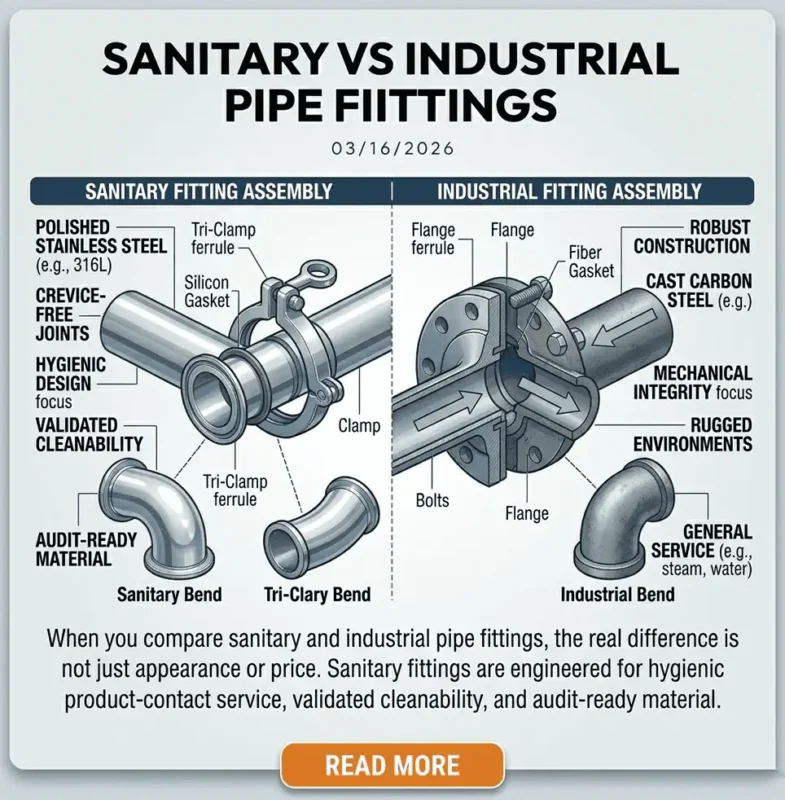
316L не превращает плохую гигиеническую конструкцию в хорошую. Это не исправит мертвые зоны, плохую дренируемость, смещенные обжимные кольца, грубые внутренние сварные швы, зажатые края прокладок или слабое покрытие при CIP-очистке. Многие производители модернизируют материалы и все равно сталкиваются с неудачами при очистке, потому что реальной проблемой была геометрия, качество сварки или контроль технического обслуживания. Если вы выбираете материалы для гигиенических соединений, прочитайте наше руководство по выбору гигиенических фитингов для пищевой промышленности и сравните его с нашей статьей о пищевых и промышленных трубных фитингах чтобы сначала не решать неправильную проблему.
Почему 316L распространен в пищевых применениях
Поверхности, контактирующие с пищевыми продуктами, должны быть устойчивы к коррозии и оставаться очищаемыми
Оборудование для пищевой промышленности оценивается не только по названию сплава. Поверхности, контактирующие с продуктом, должны быть устойчивы к коррозии, оставаться очищаемыми и выдерживать реальное воздействие пищевых продуктов, моющих средств, дезинфицирующих веществ и процедур очистки. В гигиенической линии это означает, что материал должен выдерживать не только продукт, но и режим очистки, диапазон рабочих температур, а также механические реалии сварных и герметичных соединений. Для пищевых предприятий США эта логика соответствует FDA 21 CFR 117.40. Для проектов, ориентированных на ЕС, структура контакта с пищевыми продуктами также должна соответствовать Регламент (ЕС) № 1935/2004.
Это одна из причин, почему 316L так часто встречается в системах пищевой и питьевой промышленности с более высокими спецификациями. Он дает инженерам больший запас прочности там, где разрушение поверхности напрямую повлияет на гигиену, результаты инспекции, качество продукции или срок службы оборудования.
Почему гигиенические системы часто предпочитают 316L вместо 304L
Гигиенические системы часто предпочитают 316L, когда риск коррозии не теоретический, а обычный. Обычно это происходит в таких областях применения, как:
- Молочные системы с высокими требованиями к санитарии и частым воздействием CIP
- Линии передачи рассола, приправ и соленых жидкостей
- Питьевые системы с частой сменой продукции и химической очисткой
- Горячие зоны контакта с продуктом, коллекторы клапанов и точки отбора проб с повторной промывкой
- Линии с большим количеством сварных швов, ответвлений и деталей соединений, склонных к образованию щелей
В этих случаях 316L выбирают не потому, что он звучит более премиально. Его выбирают потому, что условия эксплуатации оправдывают более высокий запас по коррозионной стойкости и более надежную сварку. Именно здесь важны принципы гигиенического проектирования: если сборку трудно очистить или осушить, любой локальный риск коррозии становится более серьезным, поскольку остатки и химические концентраты дольше контактируют с одной и той же поверхностью.
Где 304L все еще является допустимым выбором
304L все еще является допустимым инженерным выбором для многих пищевых систем. Если технологическая среда мягкая, воздействие хлоридов ограничено, химия очистки умеренная, а гигиенические последствия локальной коррозии ниже, 304L может быть полностью подходящим. Хороший инженер не указывает 316L везде по умолчанию. Лучший подход — определить, где необходим 316L, где достаточно 304L и где систему следует разделить по гигиеническому риску.
Последний пункт важен для проектов с ограниченным бюджетом. Например, на молочных установках часто более оправданно использовать 316L в зонах высокого риска контакта с продуктом, коллекторах, подверженных CIP-мойке, и сильно сваренных пищевых сборках, сохраняя выбранные менее рискованные участки из 304L. Это более обоснованный инженерный выбор, чем завышение требований для каждой части системы без учета реальных условий эксплуатации.
Типичные пищевые применения нержавеющей стали 316L
Молочная переработка
Молочная промышленность — один из самых ярких примеров, где 316L часто имеет смысл. Системы для молока, сливок, йогурта и ферментированных продуктов сочетают высокие гигиенические требования с частой очисткой, сварными трубопроводами, кластерными клапанами и низкой терпимостью к удержанию остатков или ухудшению поверхности. В молочных установках 316L обычно используется для резервуаров, пищевых трубопроводов, клапанов и фитингов в более требовательных смачиваемых участках линии.
Производителю может не потребоваться 316L для каждого сухого или некритичного вспомогательного компонента, но как только речь заходит о гигиенических поверхностях, контактирующих с продуктом, сварных сборках и частом воздействии очистки, 316L становится сильным кандидатом.
Системы для напитков и пивоварения
Предприятия по производству напитков ценят 316L за долговечность при многократной очистке и смене производственных линий. В производстве напитков гигиенические трубопроводы часто подвергаются использованию с различными рецептами, частой сменой вкусов, применением чистящих химикатов, горячим мойкам и требуют пристального внимания к сохранению вкусовой целостности. Любая локальная коррозия или труднодоступная для очистки зона может быстро стать как проблемой гигиены, так и проблемой качества продукции. Именно поэтому 316L обычно рассматривается для резервуаров, пищевых труб, фитингов, насосов, корпусов клапанов и смачиваемых частей теплообменников в требовательных условиях производства напитков.
Применение в соусах, рассолах и приправах
В системах, содержащих соль, преимущество 316L становится особенно заметным. Рассолы, приправы, основы соусов и другие продукты, содержащие хлориды, создают более требовательную среду вокруг сварных швов, зажимных соединений, прокладок и ответвлений. В таких условиях локальная коррозия часто начинается в местах, склонных к щелям или плохо дренируемых, а не по всей поверхности.

Инженеры, наблюдавшие повторную коррозию вокруг фланцев или седел клапанов на линиях из 304, часто переходят на 316L в следующей редакции проекта, поскольку она обеспечивает большую устойчивость к реальным заводским условиям. Типичная картина на практике такова: линия не выходит из строя повсеместно сразу. Вместо этого, чайное окрашивание, шероховатость или раннее образование питтинга начинаются вокруг зажимных соединений, сварных швов ответвлений или низко дренируемых карманов, где продукт, промывочная вода и химические остатки задерживаются дольше, чем ожидают операторы.
Компоненты с высокой очищаемостью
316L — это не только материал для резервуаров. Это также решение на уровне компонентов. Он обычно специфицируется для пищевых фитингов, фланцев, смачиваемых частей клапанов, корпусов насосов, точек отбора проб, коллекторов ответвлений и других компонентов, контактирующих с продуктом, где важны как очищаемость, так и коррозионная стойкость. Если ваша цель — повысить надежность гигиены, следует оценивать всю смачиваемую систему, а не только основные сосуды.
316L против 304L в пищевой промышленности: Какой выбрать
Коррозионная стойкость
Основная причина выбрать 316L вместо 304L — не прочность, а запас по коррозионной стойкости. В условиях умеренной эксплуатации разница может не оправдывать стоимость. В средах, содержащих хлориды, с высоким содержанием соли или химически агрессивных гигиенических условиях, разница становится гораздо более значимой. Это особенно актуально там, где щели, прокладки, ответвления и зоны, прилегающие к сварным швам, создают локальный риск коррозии.
Если в процессе присутствует соль, многократное воздействие дезинфицирующих средств или низкая допустимость любого ухудшения поверхности, 316L следует рассматривать заранее, а не после возникновения проблем в эксплуатации. Здесь также полезны официальные данные по материалам: 316/316L последовательно представляется как более подходящий, чем 304/304L, там, где требуется повышенная коррозионная стойкость.
Свариваемость и изготовление
Низкое содержание углерода имеет большее значение в пищевом производстве, чем многие покупатели осознают. Гигиенические трубопроводные системы в значительной степени зависят от сварки, и сварные зоны должны сохранять коррозионную стойкость и очищаемость со временем. Низкоуглеродистый состав 316L снижает риск межкристаллитной коррозии, связанной со сваркой, после изготовления. Это не заменяет надлежащую процедуру сварки, качество продувки, контроль внутренней отделки или проверку пассивации, но делает 316L более подходящим для пищевых сборок с большим количеством сварных швов.

Одна из распространённых инженерных ошибок — сосредотачиваться на основном металле и игнорировать зону сварки. В пищевых системах хорошо подобранный сплав с плохим контролем продувки или грубым внутренним контуром сварного шва всё равно может стать первым участком, где скапливаются остатки и теряется гигиеническая надёжность. Это одна из причин, почему некоторые предприятия переходят на 316L и всё равно сталкиваются с проблемами АТФ или очищаемости: реальной проблемой было качество изготовления, а не только марка материала.
Стоимость против срока службы
316L изначально стоит дороже, но это не означает автоматически более высокую стоимость эксплуатации. Если материал снижает затраты на замену из-за коррозии, незапланированные простои, повторные проверки санитарного состояния и преждевременную замену компонентов, то общая стоимость жизненного цикла может оказаться ниже, чем у более дешевого сплава. Это особенно актуально на пищевых предприятиях, где один случай загрязнения, одна повторяющаяся точка утечки или одно несоответствие при аудите могут обойтись гораздо дороже, чем переход на более качественный материал.
Правило быстрого выбора
Простое инженерное правило хорошо работает на ранних этапах оценки.
- Используйте 304L в качестве базового варианта для умеренных гигиенических условий с мягкими средами и умеренным воздействием очистки
- Переходите к 316L, когда хлориды, агрессивная CIP, частая горячая очистка, высокая плотность сварных швов или повышенные гигиенические требования делают дополнительную коррозионную стойкость оправданной
- Используйте смешанную стратегию, когда бюджет важен, но не все участки линии несут одинаковый гигиенический или коррозионный риск
| Условия эксплуатации | Вероятно, лучший выбор | Почему |
|---|---|---|
| Мягкий продукт, умеренная очистка, зона низкого риска | 304L | Обычно достаточно там, где воздействие хлоридов и последствия коррозии ограничены |
| Линия для молочной продукции или напитков с частой CIP и высокими гигиеническими требованиями | 316L | Лучший запас по коррозии и более прочная посадка для сварных пищевых систем |
| Контакт с рассолом, соусом, приправами или продуктами, содержащими хлориды | 316L | Более устойчив к локальной коррозии вокруг щелей, соединений и прилегающих к сварке областей |
| Экономически чувствительная система с неравномерным пищевым риском | Смешанная стратегия 304L / 316L | Позволяет модернизировать реальные слабые места без избыточного специфицирования каждого компонента |
Как работает решение на практике
Где пересекаются пищевой риск и риск коррозии
Наиболее полезные решения по 316L обычно принимаются там, где пересекаются пищевой риск и риск коррозии. Это пересечение часто проявляется на сварных коллекторах, соединениях с фланцами, точках отбора проб, кластерных клапанах и трудноосушаемых ответвлениях. Это не только места, где остатки задерживаются дольше. Это также места, где локальная химия становится более агрессивной и где незначительное ухудшение поверхности труднее игнорировать с точки зрения гигиены.
Risk-Based Material Zoning Is Often Better Than Full-Line Upgrading
Not every successful food project uses 316L everywhere. A practical dairy skid approach is to use 316L for high-risk product-contact zones, CIP-exposed manifolds, valve groups, and heavily welded sanitary tubing while keeping 304L for selected lower-risk or noncritical sections. This kind of risk-based material zoning often gives the best balance between hygienic performance and project cost.

When Material Upgrade Does Not Fix the Real Problem
Another common field case is a plant that upgrades to 316L but still sees ATP failures or recurring cleaning deviations. Later review shows that the real problem was a long dead leg, poor branch orientation, rough internal welds, or a trapped gasket lip. This is the most important lesson in hygienic engineering: material upgrades help, but they do not replace good connection design, drainability, welding, or cleaning validation. That is why 316L decisions should always be linked back to hygienic design and maintenance practice.
How Engineers Should Specify 316L for Food Grade Use
Specify the Grade Correctly
Do not write “stainless steel” on a food-grade drawing and assume the supplier will interpret it correctly. If 316L is required, specify 316L clearly and make sure the requirement extends to the actual wetted parts that matter: tube, fittings, ferrules, valve bodies, and product-contact branches.
Do Not Ignore Surface Finish and Weld Quality
Material grade alone is not enough for hygienic performance. Surface finish, internal weld condition, passivation, and ferrule alignment have a direct impact on cleanability. A poor weld in 316L can still become a hygiene problem faster than a well-fabricated 304L connection in lower-risk service.
Check Gaskets, Seats, and Cleaning Chemistry Together
Many hygienic failures begin in the non-metal components. Engineers sometimes focus on 316L and overlook gasket swell, chemical incompatibility, compression set, or poor reassembly control. In real service, the seal system and the cleaning chemistry must be evaluated together with the metal choice. The better engineering question is not only “Is 316L enough?” but “Will this full wetted assembly survive the real cleaning cycle and still remain easy to inspect and clean?”
Ask for Documentation That Matches the Hygienic Risk
For critical food-grade components, document requirements should be part of the technical specification. That may include material traceability, mill test certificates where required, seal declarations, and records that support the hygienic and maintenance expectations of the project. If documentation matters in your plant, it should be defined before the RFQ stage, not requested after delivery.
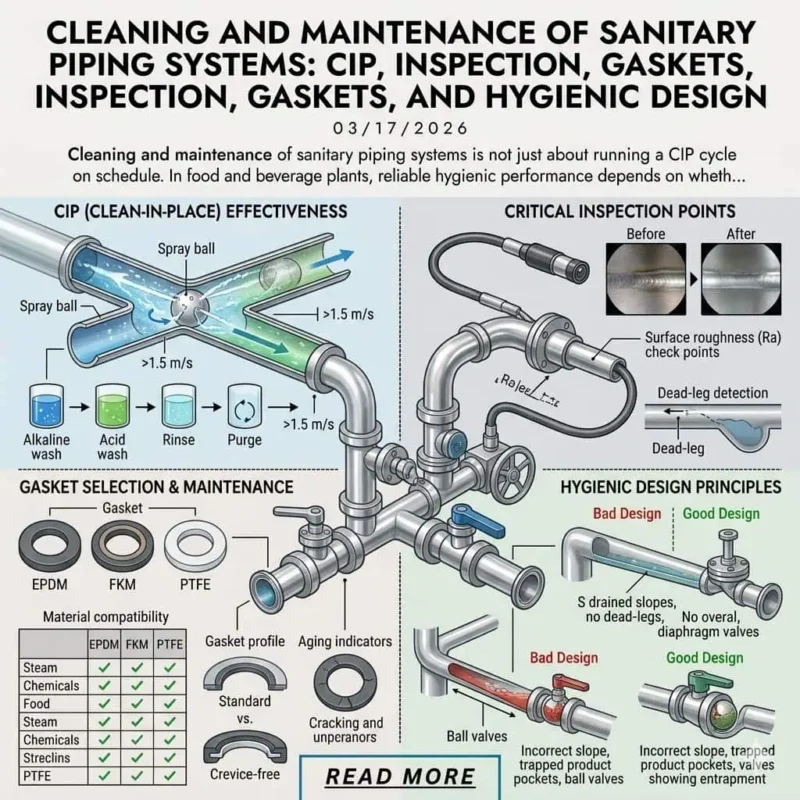
For long-term performance after startup, pair material review with a clear maintenance plan. Our guide to cleaning and maintenance of sanitary piping systems explains how corrosion risk, cleaning routine, and replacement control work together in hygienic stainless systems.
Practical Selection Checklist: Is 316L Worth It for Your Food Processing Line?
Use 316L If Your Process Includes
- Brines, salty products, or chloride-bearing ingredients
- Frequent caustic, acid, or sanitizer cleaning cycles
- Hot washdown or repeated thermal cycling
- High weld density in product-contact systems
- High hygiene-risk applications such as dairy or sensitive beverage lines
- Critical fittings, valves, ferrules, and wetted manifolds where corrosion cannot be tolerated
304L May Still Be Enough If Your Process Includes
- Mild products with low chloride exposure
- Moderate cleaning conditions
- Lower hygienic consequence in the specific zone under review
- Cost-sensitive systems where a risk-based material split is more practical
Questions to Answer Before Final Material Approval
- What exactly is the product chemistry, including salt, acid, and residue behavior?
- What cleaning chemicals, temperatures, and contact frequencies will the line actually see?
- How many welded hygienic joints are in the wetted system?
- Where are the likely crevice, drainage, and branch-risk locations?
- Which fittings, valves, and seal materials will be used with the selected alloy?
- Would a mixed 304L/316L strategy solve the risk more efficiently than a full upgrade?

Conclusion: 316L Is a Better Engineering Choice Only When the Process Actually Demands It
316L stainless steel is widely used in food grade applications for good engineering reasons, not because it is automatically the “best” material in every situation. It becomes the better choice when chloride exposure, aggressive cleaning, welded hygienic fabrication, and higher hygiene risk require more corrosion margin than 304L comfortably provides. In lower-risk service, 304L may still be completely valid.
The right way to select 316L is to evaluate the real product, the cleaning regime, the hygienic design, the weld density, and the maintenance reality of the line. If you are working through broader connection choices, continue with our guides on выбору гигиенических фитингов для пищевой промышленности, пищевых и промышленных трубных фитингах, и cleaning and maintenance of sanitary piping systems to build a complete hygienic specification approach.
Часто задаваемые вопросы
Требуется ли всегда 316L для пищевых применений?
Нет. 316L is often preferred in chloride-bearing, heavily cleaned, or high-hygiene systems, but many food-grade applications can still perform well with 304L when the service is less aggressive and the hygienic risk is lower.
В чем разница между 304L и 316L в пищевой обработке?
The main difference is corrosion margin. 316L contains molybdenum and low carbon, which improve resistance to pitting, crevice corrosion, and weld-related corrosion issues in more demanding hygienic service.
Подходит ли 316L для соленых или содержащих хлориды пищевых продуктов?
Often yes. Salt-bearing and chloride-containing food processes usually justify closer evaluation of 316L because localized corrosion risk is higher around joints, welds, and retained-moisture areas.
Исключает ли 316L необходимость проверки гигиенического дизайна?
Нет. 316L does not solve dead legs, poor drainage, rough welds, seal incompatibility, or weak CIP coverage. Material selection and hygienic design must be reviewed together.
Где следует в первую очередь использовать 316L в проекте с ограниченным бюджетом?
Start with the highest-risk wetted zones. Prioritize product-contact fittings, valves, welded manifolds, ferrules, sample points, and aggressive-cleaning sections before upgrading lower-risk or noncritical parts of the system.