Soluzioni Speciali di Fissaggio · Produttore di Dadi a Flangia per Saldatura OEM
Dadi a Flangia per Saldatura: Distribuzione di Carico di Precisione per Lamiere Sottili e Assemblaggi ad Alta Coppia
I fissatori standard spesso falliscono quando carichi di serraggio estremi incontrano lamiere di piccolo spessore. Come produttore diretto di dadi speciali con 30 anni di esperienza, progettiamo Dadi a Flangia Esagonali per Saldatura (ISO 21670 e OEM Personalizzati) per risolvere i guasti catastrofici da strappo. Integrando un corpo esagonale di precisione con una flangia circolare sovradimensionata che distribuisce il carico, forniamo l'ancoraggio strutturale definitivo per pannelli sottili. Controlliamo le nostre proiezioni di saldatura a 3 punti con una tolleranza rigorosa di ±0,05 mm, garantendo una fusione elettrica uniforme e un'integrità assoluta del giunto per le vostre linee automatizzate.
Conformità agli standard: ISO 21670, equivalenti DIN EN e disegni OEM non standard.
Personalizzazione Speciale: Diametri di flangia sovradimensionati, altezze di pilotaggio modificate e proiezioni di spessore elevato.
Materiali: Acciaio a Basso Tenore di Carbonio C1010/C1015 (Ottimizzato per Saldatura), Acciaio Inossidabile 304/316.
Disponibilità: Certificazione EN 10204 3.1, PPAP Livello 3 e Selezione Ottica Laser 100%.
Tipi di Dadi a Flangia per Saldatura
 Dadi speciali
Dadi speciali
Serie di Dadi a Saldare
Serie di Dadi di Bloccaggio
Inserti e Serie a Rivetto
Arredamento e Specialità
Dado a Flangia Esagonale Pilota (Autocentrante)
Dado a Flangia Esagonale Standard (Base Flangia Piatta)
Dadi a Flangia Sovradimensionati Personalizzati (OEM Speciali)
Il Vantaggio Ingegneristico: L'Effetto "Ciaspole"
Perché classificare questo come un “Dado Speciale” anziché un fissaggio standard? Si riduce a Fisica della Superficie di Appoggio. Quando si applica una coppia elevata a un bullone accoppiato con un dado esagonale standard su lamiera più sottile di 1,5 mm, lo stress concentrato può far sì che il dado si strappi direttamente attraverso il pannello (strappo). La flangia circolare sovradimensionata dei nostri dadi per saldatura agisce come una ciaspola—aumenta enormemente l'impronta di appoggio, distribuendo il carico di serraggio cinetico in sicurezza su un raggio più ampio. Ciò previene permanentemente la deformazione del pannello, la distorsione e il cedimento del giunto sotto vibrazioni meccaniche intense.
Cos'è un Dado a Flangia per Saldatura?
Un dado a flangia per saldatura è un fissaggio industriale specializzato a freddo che combina un corpo esagonale standard per chiave con una base circolare integrata e sovradimensionata (flangia). Progettato specificamente per la saldatura a proiezione per resistenza su lamiera sottile, l'ampia flangia funge da rondella strutturale integrata. Distribuisce gli elevati carichi di serraggio su una superficie più ampia, impedendo al dado di strapparsi o deformare il pannello ospite sotto coppia.
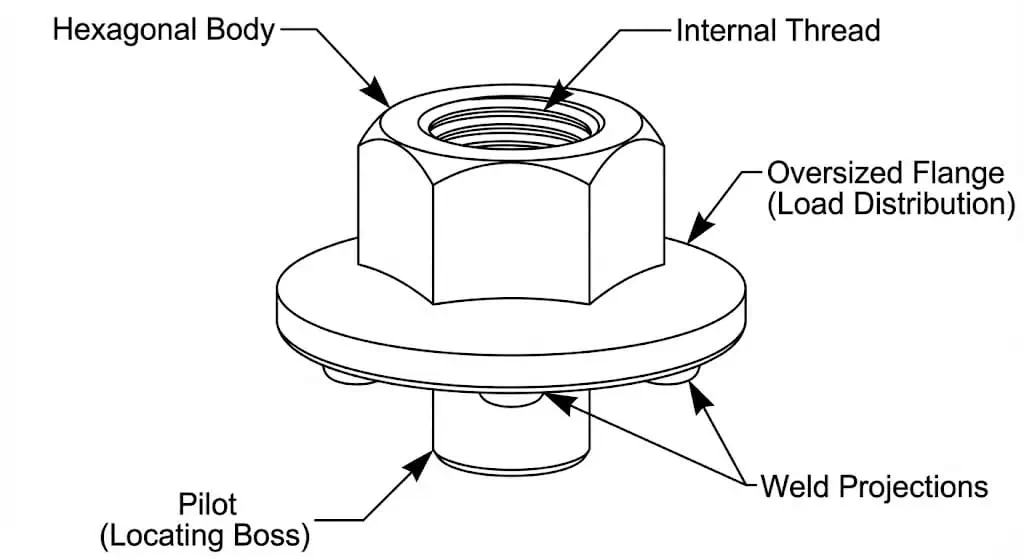
Anatomia e Caratteristiche Chiave:
Flangia Sovradimensionata (Superficie di Appoggio): Una base circolare ampia e piatta che si estende significativamente oltre il corpo esagonale. La sua funzione principale è massimizzare il contatto con il terreno, riducendo la pressione superficiale su metalli sottili per prevenire cedimenti da strappo.
Proiezioni di Saldatura: incavi progettati (tipicamente tre o più) situati sul lato inferiore della flangia. Concentrano la corrente di saldatura per garantire una fusione simultanea e uniforme su tutta la base ampia.
Pilota (Boss di Centraggio): Un anello centrale sporgente che centra automaticamente il dado nei fori preforati per l'assemblaggio automatizzato e protegge le filettature interne dagli schizzi di saldatura.
Corpo Esagonale: Fornisce una superficie standard per l'uso di chiavi per applicare la coppia finale al bullone accoppiato.
Riferimento Dimensionale: ISO 21670 Dadi a Flangia Esagonali per Saldatura
(Nota: Come produttore OEM, ci specializziamo nella modifica dei diametri delle flange e delle geometrie delle proiezioni per adattarci alle vostre esigenze di assemblaggio esatte.)
| Dimensione Filettatura | Passo (mm) | Larghezza Esagonale tra Piani (Massima) | Diametro Flangia (Massima) | Altezza Dado (Max) | Spessore Lamiera Consigliato |
| M5 | 0.80 | 8,00 mm | 11,00 mm | 5.50 mm | 0,8 – 1,2 mm |
| M6 | 1.00 | 10,00 mm | 13,00 mm | 6,50 mm | 1,0 – 1,5 mm |
| M8 | 1.25 | 13,00 mm | 17,00 mm | 8,00 mm | 1,2 – 2,0 mm |
| M10 | 1.50 | 15,00 mm | 19,00 mm | 9,50 mm | 1,5 – 2,5 mm |
| M12 | 1.75 | 18,00 mm | 24,00 mm | 12,00 mm | 2,0 – 3,5 mm |
Ingegneria di Fabbrica: Risoluzione dei Guasti di Assemblaggio OEM
Punto Critico 1: Saldature “a Freddo” Unilaterali sul Bordo della Flangia
La Causa: Il diametro maggiore della flangia spinge le proiezioni di saldatura ulteriormente verso l'esterno. Se le proiezioni sono irregolari, o se l'elettrodo di saldatura superiore non copre uniformemente l'intera flangia, la corrente elettrica bypassa le rientranze più corte, portando a una saldatura debole e unilaterale.
La Nostra Soluzione: Utilizziamo una cernita ottica laser in linea a 360 gradi. Ogni singolo dado flangiato viene scansionato per garantire che le 3 proiezioni siano perfettamente livellate entro una tolleranza di ±0,05 mm. Ciò assicura che gli elettrodi standard in rame a faccia piana ottengano un flusso di corrente uniforme su tutti i punti.
Punto Critico 2: Fragilità della Filettatura sotto Vibrazione
La Causa: Sourcing flange nuts made from cheap, high-carbon scrap steel. The rapid heating and cooling cycle of resistance welding turns high-carbon steel into brittle martensite, causing the nut to shear off under dynamic loads.
La Nostra Soluzione: We strictly cap the Carbon Equivalent (CE) of our raw wire rods to < 0.20%. Using pure C1010/C1015 steel ensures a ductile, shock-absorbing weld joint that bends before it breaks.
Studio di caso di applicazione industriale
Settore: Commercial Electric Vehicle (EV) Battery Trays
La Sfida: A Tier-1 automotive supplier was using standard hex weld nuts on 1.2mm lightweight steel EV battery trays. During 10G frequency vibration testing, the concentrated weight of the battery modules caused the standard nuts to punch cleanly through the thin steel trays, resulting in catastrophic battery detachment.
La Nostra Soluzione: Our engineering team transitioned the client to an M8 Flange Weld Nut, but we custom-headed the flange diameter to 19.0mm (2mm wider than the ISO standard) to maximize the load distribution. We strictly utilized C1010 bare steel to ensure rapid, crack-free fusion without burning through the 1.2mm tray.
Il Risultato: The oversized flange dispersed the kinetic load safely across the thin steel. The battery trays passed the 10G vibration test with 0 PPM pull-through failures, saving the client from an expensive, heavy redesign of the entire tray architecture.
Blog correlato

Differenze chiave tra flangia a giunto a sovrapposizione e flangia a scorrimento che devi conoscere

Flangia Tasca a saldare vs Slip-On: Quale si adatta meglio alle tue esigenze?

Flangia a giunto a sovrapposizione vs flangia a scorrimento: il confronto critico su costi e flessibilità

Flangia a scorrimento VS flangia a collo saldato: quali sono le differenze?
FAQ
I dadi per saldatura a flangia richiedono impostazioni di saldatura diverse rispetto ai dadi esagonali standard?
Sì. Poiché la flangia crea un'impronta complessiva più ampia e le sporgenze di saldatura sono distanziate maggiormente, generalmente è necessario aumentare la Forza dell'Elettrodo (Pressione di Serraggio) del 10-15%. Ciò garantisce che il dado più grande si appoggi completamente piatto contro il pannello prima che venga erogata la corrente di saldatura. Il mancato applicare sufficiente pressione comporterà l'espulsione di metallo fuso (schizzi) che fuoriesce da sotto la flangia.
Possiamo zincare i dadi della flangia prima della saldatura per prevenire la ruggine durante lo stoccaggio?
Lo zinco vaporizza a 907°C, che è circa 500°C al di sotto del punto di fusione delle proiezioni in acciaio. Quando il saldatore spara, lo zinco intrappolato sotto l'ala larga vaporizza violentemente, sparpagliando l'acciaio fuso, creando grave porosità (vuoti) e rilasciando fumi tossici. Ordinali grezzi/nudi o leggermente oliati, saldali al tuo telaio e poi galvanizza o rivesti a polvere elettrostatica l' intero assemblaggio completato.
Come ispezioniamo la qualità della saldatura nascosta sotto la grande flangia?
A differenza dei dadi esagonali standard dove il cordone di saldatura potrebbe essere leggermente visibile lateralmente, una saldatura di flangia corretta è completamente nascosta sotto l'ampia superficie di appoggio. È necessario affidarsi a test distruttivi (test di spinta o test di coppia fino a snervamento) su lotti campione durante la fase di impostazione della macchina. Forniamo rapporti di test distruttivi insieme alla nostra documentazione PPAP Livello 3 per stabilire una linea di base per le impostazioni della saldatrice.