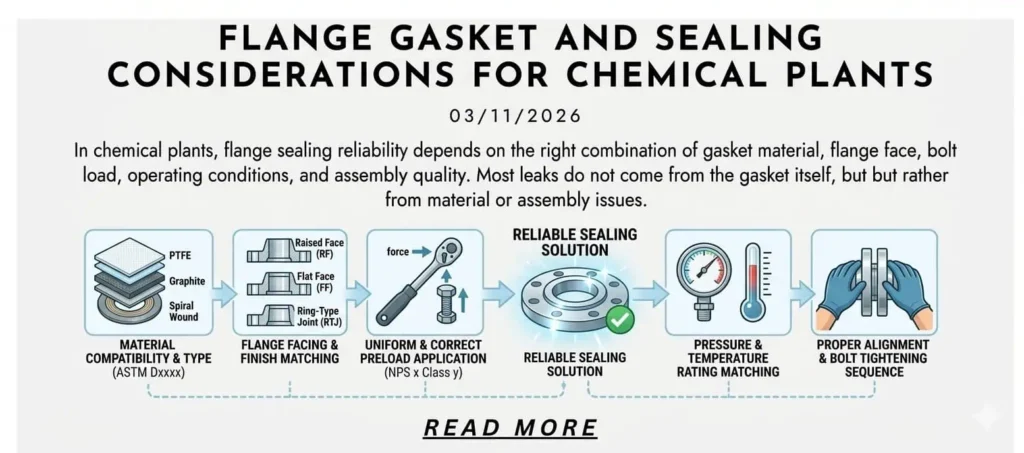
Negli impianti chimici, l'affidabilità della tenuta delle flange dipende dalla giusta combinazione di materiale della guarnizione, facciata della flangia, carico dei bulloni, condizioni operative e qualità dell'assemblaggio. La maggior parte delle perdite non deriva solo dal tipo di guarnizione. In servizio reale, le perdite di solito iniziano quando la guarnizione, la facciata della flangia, il serraggio e le condizioni del processo smettono di funzionare come un sistema unico. Una guarnizione che sembra corretta sulla scheda tecnica può comunque fallire se il giunto subisce cicli termici, esposizione a spegnimenti umidi, danni alla facciata della flangia o stress irregolare dei bulloni.
Ecco perché la selezione delle guarnizioni negli impianti chimici non dovrebbe mai essere trattata come una semplice decisione di acquisto. La scelta corretta deve corrispondere al mezzo, alla pressione, alla temperatura, al tipo di facciata, alla pratica di manutenzione e alle conseguenze della perdita. In servizio corrosivo, la decisione di tenuta deve anche rimanere allineata con la selezione del materiale della flangia, la revisione del meccanismo di corrosione e la qualità dell'assemblaggio del giunto.
Regola sul campo: In servizio chimico, una “buona guarnizione” non crea un giunto affidabile da sola. Un giunto affidabile deriva dalla corretta guarnizione, dalla corretta facciata della flangia, dal corretto precarico e dalle corrette ipotesi di servizio che lavorano insieme.
| Fattore di tenuta | Perché è importante |
|---|---|
| Materiale della guarnizione | Deve resistere al mezzo del processo e rimanere stabile attraverso cambiamenti di pressione e temperatura. |
| Facciata della flangia | Controlla come la guarnizione si posiziona e come il carico viene distribuito sull'area di tenuta. |
| Bullonatura e precarico | Determina se la guarnizione raggiunge e mantiene lo stress di tenuta. |
| Condizioni di servizio | L'avvio, lo spegnimento, la pulizia e i cicli termici spesso controllano il comportamento reale delle perdite. |
| Qualità dell'assemblaggio | Una preparazione superficiale scadente, un disallineamento o un serraggio errato possono compromettere anche la guarnizione corretta. |

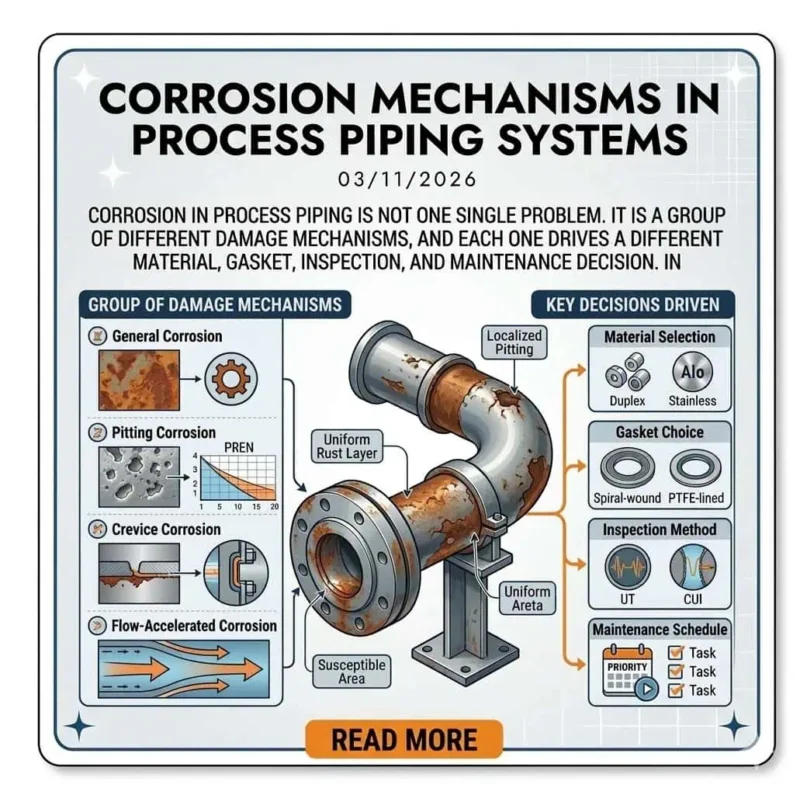
Se stai esaminando questo argomento come parte di una strategia più ampia sui materiali degli impianti chimici, è utile anche leggere Come Selezionare i Materiali delle Flange per la Lavorazione Chimica, Inconel vs Acciaio Inossidabile per Ambienti Corrosivi, e Meccanismi di Corrosione nei Sistemi di Tubazioni di Processo. Quei tre argomenti spiegano il materiale del corpo, il rischio di corrosione e la logica di aggiornamento della lega che stanno dietro le decisioni di tenuta.
Perché i giunti a flangia perdono negli impianti chimici
Perché la tenuta delle flange negli impianti chimici è più esigente rispetto al servizio industriale generale
I giunti delle flange negli impianti chimici sono esposti a una combinazione di condizioni molto più severa rispetto al servizio di utilità generale. Mezzi corrosivi, cicli termici, umidità durante le fermate, prodotti chimici per il lavaggio, variazioni di pressione e conseguenze delle perdite aumentano tutti i requisiti di tenuta. Un metodo di selezione delle guarnizioni per linee idriche è spesso troppo ottimistico per il servizio chimico perché gli impianti chimici sono meno tolleranti quando il giunto perde il precarico o quando una piccola perdita raggiunge l'atmosfera.
Le flange sono anche più vulnerabili rispetto ai tubi semplici perché il giunto include un'interfaccia di guarnizione, una finitura superficiale lavorata, bullonatura e geometria delle fessure. Questi dettagli creano stress localizzato e chimica localizzata. In molti servizi, il primo percorso di perdita non è attraverso la parete del tubo. È attraverso la faccia della flangia o sotto la guarnizione dopo che il giunto perde lo stress di tenuta.
Le cause più comuni di perdita nei giunti flangiati
Nel lavoro sul campo, le perdite ripetute delle flange di solito si riconducono a un breve elenco di cause principali:
- Materiale della guarnizione incompatibile con il mezzo di processo
- Stile di guarnizione errato per l'intervallo di pressione-temperatura
- Abbinamento errato tra tipo di guarnizione e faccia della flangia
- Precarico dei bulloni insufficiente o irregolare
- Danni alla faccia della flangia, corrosione, distorsione o cattivo allineamento
- Scorrimento o rilassamento della guarnizione dopo cicli termici
- Riutilizzo di guarnizioni danneggiate o elementi di fissurazione usurati
- Perdita innescata durante l'avvio, lo spegnimento o la pulizia anziché durante il funzionamento stazionario
Il punto importante è che la maggior parte degli eventi di perdita negli impianti chimici sono dovuti a incompatibilità del sistema. Raramente sono spiegati semplicemente da “la guarnizione era difettosa” e nient'altro.
Perché le perdite spesso iniziano allo spegnimento, all'avvio o alla pulizia — non durante il funzionamento normale
Molti giunti resistono durante la produzione in stato stazionario e poi iniziano a trasudare dopo cambiamenti di temperatura, cicli di pulizia o interruzioni per manutenzione. Ciò accade perché lo spegnimento può creare fessure umide, residui intrappolati, formazione di condensa e rilassamento del carico dei bulloni. Durante l'avvio, l'espansione termica può spostare l'allineamento della flangia e la distribuzione delle sollecitazioni prima che il giunto si stabilizzi.
Esempio ingegneristico: una guarnizione a base di PTFE può apparire stabile durante il funzionamento continuo, quindi mostrare un leggero trasudamento dopo il raffreddamento perché il giunto perde la sollecitazione di assestamento mentre il sistema si contrae. In quella situazione, la perdita è guidata dal comportamento del giunto durante la transizione, non solo dall'attacco chimico.

Considerazione pratica: Se una flangia perde solo dopo lo spegnimento o il riavvio, non assumere che la revisione della compatibilità del mezzo fosse errata. Controllare la ritenzione del precarico, il movimento termico, il fluido intrappolato e la tendenza del materiale della guarnizione a rilassarsi dopo i cicli.
Tipi di guarnizioni e dove si adattano
Guarnizioni morbide
Le guarnizioni morbide sono comunemente utilizzate dove sono importanti una buona conformità, compatibilità chimica e minori sollecitazioni di serraggio. Questa famiglia include fogli in PTFE, PTFE modificato, PTFE espanso, fogli compressi non in amianto e fogli in grafite flessibile. Negli impianti chimici, le guarnizioni morbide sono particolarmente comuni per liquidi corrosivi, sistemi rivestiti, linee chimiche a bassa pressione e bocchelli di apparecchiature dove il carico della flangia è limitato.
Il principale vantaggio delle guarnizioni morbide è la loro capacità di adattarsi alle condizioni reali della superficie della flangia. La principale limitazione è che alcune di esse sono più sensibili allo scorrimento viscoso, al flusso a freddo, alla resistenza allo scoppio e alla ritenzione del carico a lungo termine rispetto alle opzioni semimetalliche o metalliche. Quando le proprietà delle guarnizioni non metalliche devono essere specificate formalmente, ASTM F104 è comunemente utilizzato come quadro di classificazione.
Guarnizioni semi-metalliche
Le guarnizioni semimetalliche sono ampiamente utilizzate dove pressione, temperatura e cicli sono più impegnativi. Gli esempi più comuni sono le guarnizioni a spirale e le guarnizioni kammprofile. Negli impianti chimici, queste guarnizioni sono spesso preferite per flange a faccia rialzata in servizi ad alta prestazione perché combinano resilienza con una migliore resistenza allo scoppio e un migliore recupero rispetto a molti materiali per guarnizioni morbide.
Non sono soluzioni universali. Dipendono ancora fortemente dalla corretta finitura della faccia della flangia, dalla corretta sollecitazione di serraggio e dalla corretta selezione del riempitivo. Una guarnizione a spirale con riempitivo in PTFE si comporta diversamente da una con riempitivo in grafite, anche se il disegno dell'avvolgimento metallico appare simile. Indicazioni pratiche su riempitivo e anello possono essere verificate rispetto a guida alla selezione delle guarnizioni a spirale.
Guarnizioni metalliche ad anello di tenuta
Le guarnizioni ad anello di tenuta sono utilizzate dove la pressione è alta, le conseguenze delle perdite sono elevate e il disegno della flangia è costruito attorno a una scanalatura lavorata piuttosto che a un'area di appoggio piatta o a faccia rialzata. I giunti RTJ sono comuni in servizi impegnativi di petrolio e gas, ma possono anche apparire in impianti chimici dove i requisiti di integrità della tenuta sono insolitamente elevati.
Il punto chiave è che RTJ non è “migliore” in ogni applicazione. È una logica di tenuta diversa. Se la flangia non è progettata per RTJ e il servizio non lo giustifica, utilizzare un approccio in stile RTJ non migliora il giunto.
Vista di Selezione Rapida per Tipo di Servizio
| Tipo di Servizio | Direzione Comune della Guarnizione | Tipico Punto di Attenzione |
|---|---|---|
| Liquido corrosivo, bassa pressione | PTFE, PTFE modificato, PTFE espanso | Scorrimento e rilassamento del carico |
| Servizio chimico ad alta temperatura | Foglio di grafite, avvolto a spirale con riempitivo in grafite | Condizioni ossidanti e stato della superficie |
| Cicli di pressione e termici | Spirale avvolta o kammprofile | Compatibilità della superficie e qualità del serraggio |
| Servizio ad alta pressione con conseguenze critiche | RTJ o soluzione di tenuta metallica progettata | Progettazione corretta della flangia e stato della scanalatura |
| Apparecchiature rivestite o giunti a basso carico | Famiglie di guarnizioni morbide | Serraggio eccessivo e deformazione della flangia |

Selezione del Materiale della Guarnizione per Servizio Chimico
PTFE e PTFE Modificato per Servizio Chimico Corrosivo
Il PTFE è ampiamente scelto per la compatibilità chimica. Questo lo rende uno dei materiali per guarnizioni più comuni nel servizio con liquidi corrosivi. È particolarmente attraente dove il mezzo attacca molte alternative elastomeriche o a base di fibre. Negli impianti che gestiscono sostanze chimiche aggressive, il PTFE diventa spesso il punto di partenza per la revisione delle guarnizioni.
Ma il PTFE non è una risposta universale. Il PTFE puro può essere vulnerabile allo scorrimento viscoso e al flusso a freddo sotto carico compressivo sostenuto, specialmente quando il giunto subisce cambiamenti di temperatura o rilassamento delle tensioni a lungo termine. I prodotti in PTFE modificato o riempito possono aiutare a migliorare la ritenzione del carico, ma la decisione reale dipende ancora dal modello di servizio. Per un riferimento pratico del materiale, vedere guida al PTFE modificato e alla riduzione dello scorrimento viscoso / flusso a freddo.
Esempio ingegneristico: su una linea di dosaggio corrosiva a bassa pressione, il PTFE puro può sembrare ideale solo per la resistenza chimica, ma cicli ripetuti caldo-freddo possono ancora produrre leggere perdite se il giunto non può mantenere la tensione. In questi casi, il problema di tenuta è meccanico tanto quanto chimico.
Guarnizioni in Grafite per Servizio ad Alta Temperatura
La grafite diventa più attraente quando temperatura, fluttuazione di pressione e recupero contano tanto quanto la compatibilità chimica. Nel servizio caldo, le soluzioni in grafite riempita o in fogli di grafite spesso offrono una migliore stabilità di tenuta rispetto ai materiali a base di PTFE. Sono comunemente utilizzate in servizi di vapore, idrocarburi caldi e processi a temperatura elevata, inclusi gli impianti chimici.
La limitazione è che la grafite non è una soluzione chimica universale. Ambienti ossidanti e certi dettagli del servizio possono cambiare quanto la scelta sia realmente confortevole. Ecco perché la grafite dovrebbe essere selezionata per l'intero modello di servizio, non solo per la temperatura da sola.
Spirale avvolta con riempitivo PTFE vs Grafite
Questa è una decisione comune negli impianti chimici. Una guarnizione a spirale avvolta con riempitivo PTFE è spesso preferita dove la compatibilità chimica è il fattore principale e la temperatura operativa è moderata. Una guarnizione a spirale avvolta con riempitivo grafite è spesso preferita quando il calore, i cicli termici e il recupero del carico sono più importanti.
Gli utenti spesso chiedono quale riempitivo sia “migliore”. Questa è la domanda sbagliata. La domanda corretta è cosa richiede il servizio dal riempitivo. Una spirale avvolta con PTFE può vincere sulla chimica. Una spirale avvolta con grafite può vincere sulla stabilità termica e sul recupero. La scelta corretta dipende da quale modalità di guasto è più probabile che causi perdite.
Servizi con acidi, cloruri, solventi e chimici misti
Diverse famiglie di mezzi creano priorità diverse per le guarnizioni:
- Servizio acido: la compatibilità chimica è il primo criterio, ma temperatura e concentrazione possono influenzare significativamente la decisione sulla guarnizione.
- Servizio con cloruri: la guarnizione deve funzionare con il materiale della flangia e il rischio di corrosione localizzata, specialmente all'interfaccia della guarnizione.
- Servizio con solventi: Il rigonfiamento, l'estrazione e la stabilità a lungo termine del materiale diventano più importanti.
- Servizio chimico misto: La selezione della guarnizione dovrebbe essere conservativa perché la chimica reale dell'impianto è spesso meno pulita di quanto suggerisca il nome di progetto.
Quando il servizio stesso è ancora in fase di definizione, è utile fare un passo indietro e rivedere come selezionare i materiali delle flange per la lavorazione chimica e meccanismi di corrosione nei sistemi di tubazioni di processo. La scelta della guarnizione dovrebbe seguire l'ambiente chimico reale, non solo il nome nell'elenco delle linee.
Faccia della Flangia, Condizione della Superficie e Perché Sono Importanti
Le facce RF, FF e RTJ non utilizzano la stessa logica di tenuta
Le flange a faccia rialzata, a faccia piana e a giunto ad anello non sigillano allo stesso modo, quindi la selezione della guarnizione non può essere separata dal tipo di faccia. Una guarnizione che funziona bene su una flangia a faccia rialzata non è automaticamente la scelta giusta per una flangia a faccia piana, e i giunti RTJ si basano su una geometria di seduta completamente diversa.
Se si desidera comprendere perché il tipo di faccia influisce sul comportamento della guarnizione, vale la pena esaminare Flange RF vs FF vs RTJ. In pratica, il tipo di faccia controlla come viene trasmesso il carico, come è confinata la guarnizione e quanto sensibile diventa il giunto a distorsioni o serraggio eccessivo.

Finitura Superficiale, Danni e Problemi di Riutilizzo
Anche la guarnizione corretta può fallire se la faccia della flangia è graffiata, ammaccata, distorta o disallineata. In servizi chimici corrosivi, le condizioni della faccia contano ancora di più perché la corrosione localizzata spesso appare prima nella zona di tenuta. Se la faccia è danneggiata, la guarnizione potrebbe non sviluppare mai uno stress uniforme, indipendentemente da quanto attentamente il giunto sia assemblato.
Le guarnizioni riutilizzate creano un altro problema comune. Una guarnizione che ha già subito una compressione permanente o è stata esposta chimicamente non dovrebbe essere considerata come una nuova. Il riutilizzo spesso trasforma un problema di tenuta controllato in un'ipotesi.
Perché una Buona Guarnizione Fallisce Ancora su una Cattiva Faccia della Flangia
Esempio ingegneristico: una guarnizione a spirale viene sostituita due volte sullo stesso ugello di processo, ma la perdita ritorna dopo ogni riavvio. La guarnizione viene incolpata per prima. L'ispezione successiva mostra che il vero problema è la scalfittura della faccia della flangia e una leggera rotazione durante il serraggio dei bulloni. La guarnizione non è mai stata la causa principale del fallimento. La geometria del giunto lo era.
Questa è una delle lezioni più importanti sul campo nel lavoro di tenuta degli impianti chimici: una buona guarnizione non può correggere una cattiva faccia della flangia.
Qualità di Imbullonatura, Carico e Montaggio
La Selezione della Guarnizione è Inutile Se il Carico dei Bulloni è Sbagliato
La guarnizione necessita di sufficiente stress di assestamento per sigillare e di sufficiente stress residuo per rimanere sigillata dopo che pressione, temperatura e tempo iniziano a lavorare contro il giunto. Un serraggio insufficiente può lasciare percorsi di perdita fin dall'inizio. Un serraggio eccessivo può schiacciare la guarnizione, deformare la flangia o danneggiare materiali morbidi. Un serraggio irregolare è altrettanto grave perché crea stress non uniforme attorno alla circonferenza della guarnizione.
Per questo motivo, la selezione della guarnizione e il carico dei bulloni dovrebbero sempre essere esaminati insieme. Un aggiornamento del materiale non risolve un problema di precarico.
Perché la Pratica di Montaggio Conta Più di Quanto Molti Acquirenti Si Aspettano
La qualità del montaggio è dove molte decisioni di tenuta altrimenti ragionevoli falliscono. Negli impianti chimici, la sequenza controllata di serraggio dei bulloni, la pratica di lubrificazione, l'ispezione delle facce, i controlli di allineamento e la disciplina di sostituzione sono tutti importanti. Il giunto deve essere assemblato come un confine di pressione, non come un hardware meccanico generico.
ASME PCC-1 è importante qui perché fornisce indicazioni per l'assemblaggio di giunti flangiati bullonati come confini di pressione e aiuta a trasformare il serraggio basato sull'esperienza in un metodo di montaggio ripetibile con un migliore controllo della tenuta alle perdite.

Per una discussione più ampia sul montaggio, questo articolo è un forte riferimento complementare: Montaggio della Flangia: 4 Passi per l'Integrità del Giunto a Zero Perdite.
Errori Comuni di Montaggio
- Nessun controllo della faccia della flangia prima del montaggio
- Sequenza di serraggio errata
- Condizioni miste dei bulloni o controllo della lubrificazione insufficiente
- Spessore o dimensione errata della guarnizione
- Riutilizzo di guarnizioni danneggiate
- Presupporre che lo stesso metodo di serraggio funzioni per ogni famiglia di guarnizioni
- Ignorare la logica di riserraggio quando la procedura lo richiede
Considerazione pratica: In casi di perdite ripetute, rivedere la pratica di bullonatura prima di supporre che la chimica della guarnizione fosse errata. La qualità del montaggio spesso determina se la guarnizione selezionata abbia mai avuto una possibilità equa di funzionare.
Schemi di Guasto e Scenari Reali di Impianti Chimici
Caso 1 — Infiltrazione della Guarnizione in PTFE Dopo Cicli Termici
Problema: il giunto è rimasto asciutto durante la produzione stabile ma ha iniziato a infiltrare dopo il raffreddamento e il riavvio.
Probabile causa: perdita della tensione di assestamento dopo cicli termici e rilassamento della guarnizione.
Correzione: verificare se PTFE modificato, una guarnizione semimetallica o una diversa strategia di precarico è più adatta per il servizio.
Caso 2 — Guasto della Guarnizione a Spirale Causato da Condizioni Difettose della Faccia della Flangia
Problema: la guarnizione è stata sostituita, ma la perdita si è ripetuta sulla stessa flangia.
Probabile causa: graffi sulla faccia della flangia, lieve distorsione o errore di allineamento hanno impedito un assestamento uniforme.
Correzione: ispezionare e riparare le condizioni della faccia, quindi riassemblare con il metodo di assestamento corretto.
Caso 3 — Perdita in Servizio con Cloruri alla Flangia del Ramo Strumenti
Problema: la linea principale è rimasta stabile, ma una piccola flangia di derivazione ha perso ripetutamente.
Probabile causa: flusso basso, fluido intrappolato, condizioni di fessura e corrosione localizzata nell'area della guarnizione.
Correzione: rivedere la configurazione della derivazione, la scelta della guarnizione, il materiale della flangia e la probabilità di bagnatura durante lo spegnimento. È qui che meccanismi di corrosione nei sistemi di tubazioni di processo diventa direttamente rilevante.
Caso 4 — Servizio di Sostanze Chimiche Pericolose ad Alte Conseguenze Aggiornato a un Progetto di Tenuta più Conservativo
Problema: la tenuta convenzionale funzionava sulla carta, ma la conseguenza della perdita era troppo alta per una soluzione a basso margine.
Probabile causa: il progetto di tenuta originale non forniva sufficiente tolleranza per le variazioni operative del mondo reale.
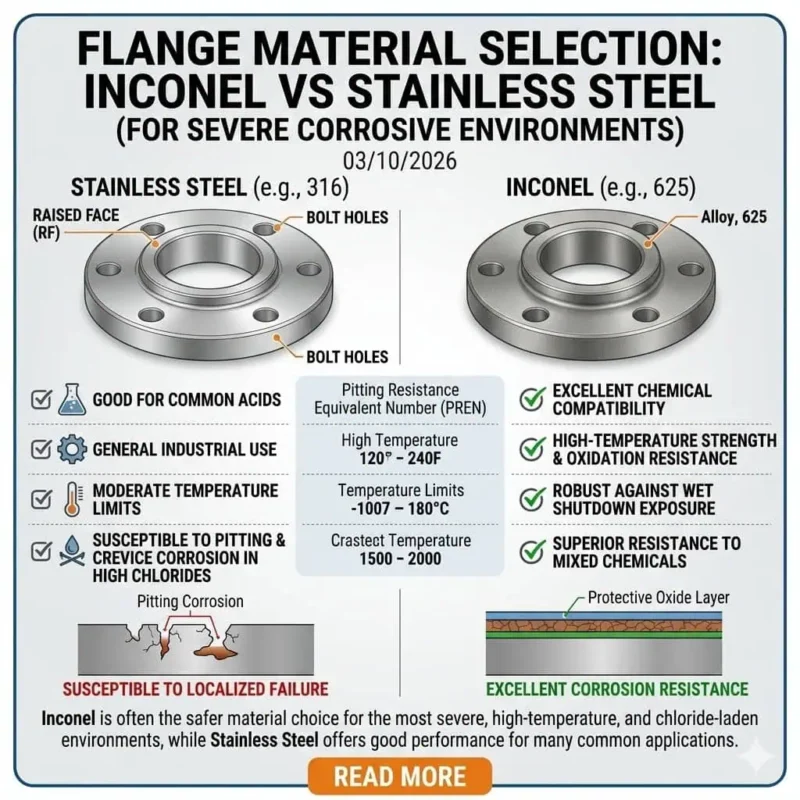
Correzione: passare a una guarnizione e un progetto di giunto più conservativi e, in alcuni casi, rivedere se il materiale della flangia stesso dovrebbe essere anche aggiornato. È qui che Inconel vs Acciaio Inossidabile per Ambienti Corrosivi può diventare parte della decisione.
Come Scegliere la Guarnizione e la Strategia di Tenuta Giusta
Passo 1 — Definire le Condizioni Reali di Servizio
- Mezzo di processo e concentrazione
- Impurità e solidi
- Intervallo di pressione-temperatura operativa e di sovrappressione
- Condizione di arresto umido o secco
- Esposizione a pulizia e lavaggio
- Conseguenza della perdita
Passo 2 — Abbinare la Famiglia di Guarnizioni al Modello di Servizio
- Necessità di resistenza chimica
- Necessità di temperatura
- Tipo di facciata
- Sforzo di tenuta richiesto
- Requisito di recupero dopo cicli
- Accessibilità per manutenzione
Passo 3 — Verificare l'intero giunto, non solo la guarnizione
- Materiale della flangia
- Condizione della faccia della flangia
- Condizione dei bulloni e metodo di precarico
- Allineamento e geometria del giunto
- Disciplina di assemblaggio
- Storico delle perdite in campo
Passo 4 — Valutare la decisione rispetto al rischio del ciclo di vita
- Costo del fermo macchina
- Conseguenza sulla sicurezza
- Conseguenza ambientale
- Frequenza della manutenzione
- Disponibilità dei pezzi di ricambio
- Probabilità di ripetizione della perdita
Lista di controllo pratica per la tenuta delle flange negli impianti chimici
Domande da rispondere prima di scegliere una guarnizione
- Qual è il mezzo effettivo, non solo il nome della linea?
- Il servizio è costante, ciclico o sensibile agli arresti?
- La flangia è RF, FF o RTJ?
- È prevista corrosione localizzata all'interfaccia della guarnizione?
- La giunzione richiede resistenza chimica, resistenza termica o entrambe?
- La conseguenza della perdita è abbastanza alta da giustificare un design di tenuta più conservativo?
Cosa controllare prima del montaggio
- Condizione della faccia della flangia
- Allineamento
- Tipo e dimensione corretti della guarnizione
- Pratica corretta di serraggio e lubrificazione dei bulloni
- Sequenza di serraggio e controllo del carico
- Sostituzione dei componenti di tenuta usurati o danneggiati
Cosa verificare dopo ripetuti eventi di perdita
- Famiglia di guarnizioni errata per il servizio reale
- Ipotesi di servizio errata
- Perdita di precarico
- Danno alla faccia della flangia
- Effetti del ciclo termico
- Condizioni di bagnatura e fessura durante lo spegnimento
| Area di revisione | Domanda tipica sul campo |
|---|---|
| Media e chimica | La guarnizione corrispondeva effettivamente all'esposizione chimica reale, inclusa la pulizia e lo spegnimento? |
| Famiglia di guarnizioni | La guarnizione scelta era progettata per il reale schema pressione-temperatura? |
| Superfici di tenuta | La condizione della faccia della flangia era sufficientemente buona per consentire alla guarnizione di sigillare correttamente? |
| Bullonatura | Il giunto ha raggiunto e mantenuto il precarico previsto? |
| Condizioni di transizione | La perdita è iniziata durante lo spegnimento, il raffreddamento o il riavvio anziché durante il normale funzionamento? |
Negli impianti chimici, la selezione della guarnizione dovrebbe essere trattata come una decisione di sistema di tenuta, non come una decisione di catalogo di guarnizioni. Le giunzioni più affidabili si ottengono abbinando le reali condizioni di servizio alla corretta famiglia di guarnizioni, alla giusta faccia della flangia, al corretto carico dei bulloni e alle appropriate pratiche di assemblaggio. Questo è anche il motivo per cui le scelte di tenuta dovrebbero rimanere collegate alla selezione del materiale del corpo, alla revisione dei meccanismi di corrosione e alla pianificazione della manutenzione.
Se il servizio coinvolge mezzi corrosivi, aggiornamenti del materiale della flangia o una storia di perdite ripetute, queste guide correlate dovrebbero rimanere nello stesso percorso tematico: Come Selezionare i Materiali delle Flange per la Lavorazione Chimica, Inconel vs Acciaio Inossidabile per Ambienti Corrosivi, Meccanismi di Corrosione nei Sistemi di Tubazioni di Processo, e domande da porre a un fornitore di flange prima di un RFQ.
FAQ
Qual è il fattore più importante nella tenuta delle flange negli impianti chimici?
Il fattore più importante è la compatibilità complessiva della giunzione.
La guarnizione, la faccia della flangia, il carico dei bulloni, il ciclo termico e il mezzo di processo devono funzionare tutti insieme. Una guarnizione chimicamente resistente da sola non garantisce un servizio senza perdite.
Il PTFE è sempre il miglior materiale per guarnizioni per servizi chimici corrosivi?
No.
Il PTFE offre una forte compatibilità chimica, ma non è sempre la scelta migliore per cicli termici, ritenzione del carico a lungo termine o applicazioni con elevati stress di assestamento. PTFE modificato, grafite o disegni semi-metallici possono essere più stabili a seconda del modello di servizio.
Perché i giunti di flangia spesso perdono dopo lo spegnimento invece che durante il normale funzionamento?
Perché lo spegnimento cambia le condizioni della giunzione.
Il raffreddamento, l'umidità, i prodotti chimici intrappolati, il condensato e il rilassamento dello stress dei bulloni possono creare percorsi di perdita che non erano attivi durante il funzionamento stazionario.
Un giunto migliore può risolvere una faccia di flangia danneggiata?
Di solito no.
Una faccia della flangia graffiata, corrotta o distorta spesso impedisce un assestamento uniforme della guarnizione. In quella situazione, sostituire solo la guarnizione di solito non risolve il problema reale.
Quando il materiale della flangia stessa dovrebbe essere esaminato durante un problema di tenuta?
Verificare il materiale della flangia quando il modello di perdita suggerisce corrosione localizzata, attacco da cloruri o danni ripetuti all'interfaccia di tenuta.
In questi casi, la sostituzione della guarnizione potrebbe non essere sufficiente e potrebbe essere necessario verificare il materiale del corpo della flangia insieme al meccanismo di corrosione e alla gravità del servizio.