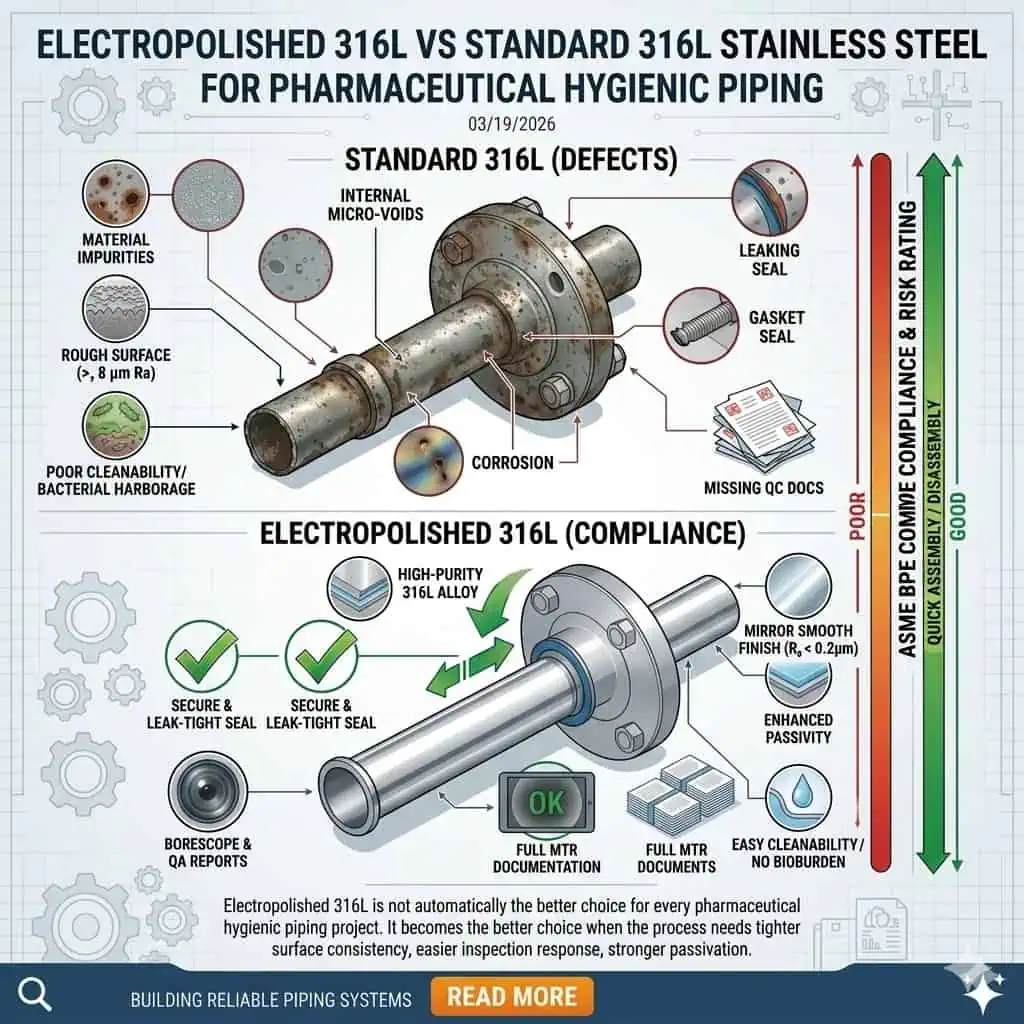
L'acciaio 316L elettrolucidato non è automaticamente la scelta migliore per ogni progetto di tubazioni alimentari farmaceutiche. Diventa la scelta migliore quando il processo richiede una maggiore uniformità superficiale, una risposta più facile all'ispezione, una maggiore affidabilità della pulibilità o aspettative di purezza più elevate di quanto possa garantire in modo affidabile la finitura standard 316L. Se il vero problema è la scarsa qualità delle saldature, la geometria difettosa, i rami morti o la documentazione insufficiente, la sola elettrolucidatura non lo risolverà.
Ecco perché il vero confronto non è tra “finitura premium” e “finitura base”. È una questione di adeguatezza ingegneristica. Nelle tubazioni alimentari farmaceutiche, la finitura superficiale deve essere valutata in base al rischio di contatto con il prodotto, all'obiettivo di pulibilità, alla qualità della fabbricazione, al metodo di ispezione e ai requisiti di rilascio QA. Un aggiornamento della finitura ha senso solo quando cambia uno di questi risultati in modo significativo.
Questa guida spiega come gli ingegneri confrontano l'acciaio inossidabile 316L elettrolucidato e standard nelle tubazioni alimentari farmaceutiche, dove l'elettrolucidatura aggiunge valore reale, dove l'acciaio 316L standard è pienamente accettabile e perché la selezione della finitura deve rimanere legata alla qualità delle saldature, alla geometria locale e al controllo della documentazione invece di essere trattata come una decisione estetica. Nei progetti GMP reali, la decisione sulla finitura raramente cambia a causa di una teoria astratta. Di solito cambia a causa di un modello ripetuto: le saldature locali sono più difficili da rilasciare del previsto, le prove di finitura sono più deboli di quanto desideri QA o il processo finisce per richiedere una maggiore affidabilità dell'ispezione di quanto ipotizzato nell'RFQ originale.
Perché questo confronto è importante nelle tubazioni alimentari farmaceutiche
Questo non è un confronto estetico
Nei sistemi farmaceutici, la scelta della finitura influisce su come la superficie si comporta nella pulizia, nell'ispezione e nel rilascio, non solo su come appare. ASME BPE è utile qui perché tratta materiali, requisiti superficiali, progettazione per pulibilità e sterilità, fabbricazione, esami, ispezioni, test e certificazioni come parte di un quadro ingegneristico integrato piuttosto che come argomenti separati. È esattamente come le decisioni sulla finitura dovrebbero essere gestite nei progetti di tubazioni GMP.
Gli ingegneri non passano all'acciaio 316L elettrolucidato perché il tubo “sembra migliore”. Lo fanno quando si prevede che le condizioni superficiali influenzino le prestazioni alimentari, l'affidabilità dell'ispezione visiva o con borescope, il comportamento dei residui o la coerenza del pacchetto di consegna.
Nota tecnica: negli impianti farmaceutici, la finitura non è una scelta estetica. È un elemento della catena di prove che supporta la pulibilità, l'ispezionabilità e la fiducia nel controllo qualità.
Perché i team GMP pongono così spesso questa domanda
I team GMP chiedono informazioni sulla finitura elettrolucidata rispetto all'acciaio 316L standard perché la finitura può diventare un problema di rilascio prima di diventare un problema di corrosione. Nei progetti reali, la domanda di solito sorge quando si verifica una di queste quattro situazioni:
- Il processo è più sensibile alle condizioni superficiali di quanto inizialmente ipotizzato.
- Il progetto richiede una risposta ispettiva più rigorosa o una coerenza visiva.
- Il sistema contiene molti assemblaggi locali saldati dove le condizioni superficiali hanno maggiore importanza.
- Il controllo qualità desidera prove più chiare che la superficie installata corrisponda all'obiettivo igienico definito durante la progettazione.
Un modello comune nei progetti è che la decisione sulla lega base viene accettata precocemente, ma la decisione sulla finitura rimane aperta più a lungo perché il team sta ancora allineando il rischio del processo, le capacità di fabbricazione e le aspettative di consegna. Questo è un comportamento ingegneristico normale, non indecisione. Il requisito di finitura di solito diventa più chiaro solo dopo che il team comprende quale modalità di guasto sta effettivamente cercando di evitare.
Cosa implica il quadro normativo
Il quadro normativo non considera la finitura come decorazione. FDA 21 CFR 211.65 richiede che le superfici a contatto con il prodotto siano non reattive, non additive e non assorbenti, mentre 21 CFR 211.67 collega la scelta dell'attrezzatura direttamente alle pratiche di pulizia e manutenzione. ASTM A270 consente di richiedere la qualità farmaceutica come requisito supplementare, il che è un importante promemoria che la decisione sui tubi nei progetti farmaceutici spesso va oltre la fornitura di base di tubazioni alimentari. EU GMP Allegato 1 poi spinge la strategia di controllo della contaminazione e la logica di gestione del rischio negli ambienti correlati alla sterilità, il che rende più difficile difendere la variazione incontrollata della finitura nelle applicazioni a rischio più elevato.
Per la linea di base dei materiali più ampia, collegare questo articolo con Selezione Materiali Tubazioni Alimentari Farmaceutiche.

Qual è la vera differenza tra 316L standard e 316L elettrolucidato
La famiglia di leghe è la stessa, ma la condizione superficiale no
Questo confronto non riguarda il cambiamento della famiglia di acciaio inossidabile. Riguarda il cambiamento della condizione della superficie a contatto con il prodotto. Entrambe le opzioni possono partire dall'acciaio inossidabile 316L, ma il comportamento igienico finale dipende in parte da come la superficie è finita, da quanto costantemente quella finitura viene consegnata e da come quella superficie interagisce con la pulizia, l'ispezione e i dettagli di fabbricazione locali.
Questa differenza è importante perché la tubazione igienica farmaceutica raramente fallisce in astratto. Fallisce nei dettagli locali come le zone adiacenti alla saldatura, le transizioni dei ferretti, gli assemblaggi dei rami, le interfacce delle valvole e i luoghi in cui il controllo qualità o le operazioni necessitano di maggiore sicurezza di quanto una finitura alimentare generica possa sempre fornire.
Cosa cambia l'elettrolucidatura in termini pratici
L'elettrolucidatura viene solitamente scelta per migliorare la coerenza superficiale, la sicurezza dell'ispezione e il margine pratico di pulibilità del sistema. Nel linguaggio di progetto, ciò spesso significa:
- Una condizione della superficie a contatto con il prodotto più controllata
- Maggiore sicurezza durante la revisione visiva, con videoscopio o correlata al rilascio
- Una soluzione più robusta per esigenze igieniche di purezza superiore o più impegnative
- Migliore allineamento con progetti che considerano la finitura come parte della logica di qualificazione, non solo un dettaglio di fabbricazione
Caso tipico del settore: un team può accettare l'acciaio 316L standard per servizi igienici generali, ma passare all'acciaio 316L elettrolucidato per un circuito a contatto con il prodotto più sensibile alle ispezioni, perché la decisione sulla finitura aumenta la fiducia nel rilascio, non perché la famiglia di leghe fosse sbagliata.

Cosa non cambia automaticamente con l'elettrolucidatura
L'elettrolucidatura non corregge automaticamente il resto del sistema igienico. Non corregge una scarsa purga delle saldature, una geometria errata dei rami, tratti morti intrappolati, un drenaggio debole o una tracciabilità incompleta. Può migliorare lo stato della superficie, ma non giustifica un sistema progettato o fabbricato male a monte.
Questo è uno dei limiti ingegneristici più importanti dell'intero argomento. Un errore comune è usare l'elettrolucidatura come scelta compensativa quando il problema reale è la qualità delle saldature o il design dell'assemblaggio. In questi casi, l'aggiornamento della finitura può migliorare parte del rischio, lasciando inalterata la modalità di guasto dominante.
Quando l'acciaio 316L standard è solitamente sufficiente
Servizio Igienico GMP a Rischio Moderato
L'acciaio 316L standard è spesso sufficiente quando l'obiettivo igienico è già raggiungibile attraverso una buona fabbricazione, una qualità di saldatura controllata, una pulizia appropriata e aspettative moderate sulla finitura. Non tutte le linee farmaceutiche richiedono l'elettrolucidatura per funzionare in modo affidabile. In molti sistemi GMP, i fattori di successo dominanti rimangono l'esecuzione della saldatura, il controllo della geometria, una documentazione adeguata dei materiali e una disciplina di manutenzione realistica.
In termini pratici, se il processo non è particolarmente sensibile alla superficie, il carico di ispezione è gestibile e il team ha già un buon controllo sulla qualità della fabbricazione, l'acciaio 316L standard può essere una scelta ingegneristica valida.
Dove i Team Sovraspecificano l'Elettrolucidatura
I team spesso sovraspecificano l'elettrolucidatura quando non hanno definito chiaramente quale beneficio igienico o di controllo qualità ne derivi effettivamente. Ciò di solito accade quando la finitura è trattata come una caratteristica di prestigio piuttosto che come uno strumento di controllo del rischio. Il risultato può essere un costo più elevato senza una corrispondente riduzione della modalità di guasto dominante del sistema.
Consiglio esperto: se il team non può spiegare se l'aggiornamento è inteso a migliorare la fiducia nella pulibilità, la risposta all'ispezione, la coerenza del rilascio o un altro risultato definito del progetto, il requisito di finitura probabilmente non è ancora abbastanza maturo.
Caso Tipico del Settore: La Linea Ha Funzionato Bene con l'Acciaio 316L Standard
Molti circuiti alimentari farmaceutici funzionano bene con l'acciaio 316L standard perché le basi ingegneristiche reali sono state eseguite correttamente. In quei sistemi, la qualità della saldatura era controllata, la geometria locale era mantenuta pulibile, la documentazione era chiusa correttamente e il processo non imponeva un carico sensibile alla finitura che giustificasse un ulteriore passo. La lezione non è che l'elettrolucidatura non abbia valore. La lezione è che un sistema standard 316L ben fabbricato può superare un sistema elettrolucidato eseguito male.
Quando l'Elettrolucidatura 316L Vale l'Aggiornamento
Ambienti ad Alta Purezza e Alta Ispezione
L'elettrolucidatura 316L ha maggiori probabilità di giustificarsi in applicazioni ad alta purezza e sensibili all'ispezione. Quando il progetto prevede una maggiore uniformità superficiale, una maggiore fiducia nell'ispezione o un controllo alimentare più rigoroso, l'aggiornamento della finitura può diventare più facile da difendere. Ciò è particolarmente vero nei sistemi in cui le decisioni di rilascio dipendono fortemente dalle condizioni superficiali locali e dove l'incoerenza visiva è probabile che inneschi ripetute discussioni tecniche.
Quando il Processo è Più Sensibile alle Condizioni Superficiali
Alcuni processi sono più sensibili al comportamento superficiale locale rispetto ad altri. In questi casi, la decisione sulla finitura ha un peso ingegneristico maggiore perché il sistema è meno tollerante alla variabilità nella risposta all'ispezione, al comportamento dei residui o alla fiducia alimentare locale. La domanda non è se l'elettrolucidatura sia oggettivamente migliore in ogni ambiente. La domanda è se il processo sia abbastanza sensibile da far sì che la differenza di finitura cambi il rischio pratico.
Caso Ingegneristico Tipico: l'Elettrolucidatura è stata Scelta per la Fiducia nell'Ispezione e nella Pulibilità
Un caso ingegneristico comune è un progetto che inizialmente considerava accettabile l'acciaio 316L standard, poi è passato all'acciaio 316L elettrolucidato perché i requisiti di ispezione e la fiducia nella pulibilità sono diventati più stringenti durante la revisione del progetto. Il punto chiave è che il cambiamento è stato guidato dall'obiettivo igienico, non dalla convinzione che l'acciaio 316L standard fosse difettoso di default. Questa è la logica corretta: definire prima le prestazioni attese, poi decidere se l'elettrolucidatura migliora materialmente la probabilità di raggiungerle.
Consiglio Esperto: Aggiornare all'EP Solo Quando Puoi Nominare il Beneficio
Le decisioni più solide sull'elettrolucidatura sono specifiche. Gli ingegneri che la specificano bene di solito possono dire esattamente cosa si aspettano che migliori: coerenza nell'ispezione, fiducia nella pulibilità, aspettative di superficie a più alta purezza o comfort QA durante il rilascio. Se il progetto non può nominare chiaramente quel beneficio, l'aggiornamento della finitura potrebbe essere più emotivo che tecnico.

Cosa l'Elettrolucidatura Non Può Risolvere
Scarsa Qualità della Saldatura
L'elettrolucidatura non sostituisce la qualità della saldatura. Se la zona di saldatura è scarsamente purgata, irregolare, difficile da ispezionare o incoerente con l'intento igienico del sistema, l'aggiornamento della finitura non cancella quel rischio. Nel lavoro GMP pratico, la qualità della saldatura spesso domina le prestazioni superficiali locali più della categoria generale di finitura.
Caso tipico del settore: La specifica ha correttamente migliorato la finitura, ma un piccolo numero di posizioni adiacenti alla saldatura ha comunque sollevato preoccupazione perché la condizione locale della saldatura, non la finitura generale del tubo, rimaneva il punto più debole del circuito.

Geometria Difettosa e Punti Morti
L'elettropulitura non rende un assemblaggio mal progettato pulibile. Se un ramo è troppo lungo, un punto di campionamento intrappola il fluido o un gruppo di valvole crea un'ombra igienica locale, il sistema può comunque sottoperformare anche con un requisito di finitura più stringente. Ecco perché la selezione della finitura non dovrebbe mai essere separata dalla progettazione delle connessioni e dalla logica di pulibilità locale.
Per quel lato del problema, collegare questo articolo con Selezione di raccordi alimentari per strutture GMP.
Documentazione QA Debole
L'elettropulitura non sostituisce nemmeno la documentazione. Nei progetti GMP, la decisione sulla finitura entra nel pacchetto di consegna. Se il progetto richiede prove relative alla finitura e il set di registri è incompleto, il sistema può comunque diventare difficile da rilasciare anche quando la superficie installata appare accettabile a occhio nudo.
Ecco perché la scelta della finitura e la documentazione QA appartengono alla stessa discussione, non a silos di progetto separati.
Caso tipico del settore: Il progetto ha migliorato la finitura ma non ha comunque raggiunto l'obiettivo igienico
Uno degli errori più comuni è un progetto che è passato all'acciaio 316L elettrolucidato e non ha comunque risolto il vero problema igienico. Una successiva revisione ha mostrato che il problema principale era la condizione della saldatura, la geometria o la chiusura della documentazione piuttosto che la categoria di finitura. Questo è esattamente il motivo per cui l'elettrolucidatura dovrebbe essere considerata una misura di controllo all'interno di una decisione più ampia sul sistema igienico, non come una correzione universale per ogni rischio.
Come la scelta della finitura si collega a saldature, ispezione e pulibilità
Perché le zone di saldatura continuano a dominare il rischio
In molte indagini su tubazioni farmaceutiche, la prima preoccupazione igienica appare nella zona di saldatura, non nella parete generale del tubo. Ecco perché le discussioni sulla finitura che ignorano le saldature di solito rimangono troppo astratte per essere utili. Più il sistema diventa saldato, più il progetto deve preoccuparsi della qualità dell'esecuzione locale, perché è lì che la prestazione igienica prevista ha maggiori probabilità di indebolirsi per prima.
Perché la strategia di ispezione cambia la decisione sulla finitura
Più rigorosa è la strategia di ispezione e rilascio, più è probabile che la finitura conti come variabile del progetto. Se la revisione visiva, le aspettative del borescope o lo scrutinio QA sono rigorosi, la scelta della finitura diventa più facile da giustificare perché influisce direttamente su come la superficie sarà giudicata nella pratica. In altre parole, alcuni miglioramenti della finitura sono guidati tanto dalla realtà dell'ispezione quanto dalla chimica del processo.
Approfondimento della ricerca: I requisiti di superficie contano solo quando l'intera catena di fabbricazione li supporta
La norma ASME BPE tratta i requisiti di superficie come parte della catena più ampia di fabbricazione, ispezione e collaudo, piuttosto che come un passaggio decorativo isolato. Questo è il modo corretto di interpretare i requisiti di finitura nelle tubazioni alimentari farmaceutiche. Un obiettivo di superficie diventa significativo solo quando le pratiche di fabbricazione, la qualità delle saldature locali, i metodi di ispezione e i controlli di consegna sono in grado di supportarlo in modo coerente.
Come gli ingegneri decidono nei progetti reali
Iniziare con la modalità di guasto, non con il nome della finitura
Il modo più affidabile per scegliere tra acciaio 316L standard e acciaio 316L elettrolucidato è iniziare con la modalità di guasto che si sta cercando di controllare. Una sequenza pratica si presenta così:
- Definire la purezza del processo e l'obiettivo alimentare.
- Rivedere l'esposizione alla pulizia e alla sterilizzazione.
- Rivedere la densità delle saldature e il rischio di assemblaggio locale.
- Definire come il sistema sarà ispezionato e rilasciato.
- Quindi decidere se l'acciaio standard 316L è sufficiente o se l'elettropulitura modifica il margine di rischio pratico.
Domande da Porre Prima di Scrivere la RFQ
- Il processo è sufficientemente sensibile alla finitura da giustificare l'elettropulitura?
- La vera preoccupazione è la pulibilità, l'ispezione o il rilascio QA?
- Le aspettative sulla qualità della saldatura sono già definite?
- Il progetto richiederà prove relative alla finitura oltre la certificazione di base del materiale?
- L'elettropulitura risolve un vero problema ingegneristico o aumenta solo i costi?
Una Semplice Regola Ingegneristica
Utilizzare l'acciaio standard 316L quando l'obiettivo igienico è raggiungibile attraverso una buona fabbricazione, una qualità di saldatura controllata e aspettative moderate sulla finitura.
Passare all'acciaio 316L elettrolucidato quando la consistenza della finitura, l'ispezionabilità e la fiducia nella pulibilità devono essere più rigorose di quanto la finitura standard possa garantire in modo affidabile.
Non utilizzare l'elettrolucidatura come sostituto per correggere problemi di saldatura, geometria o documentazione.

Errori Comuni nel Confronto tra Acciaio 316L Elettrolucidato e Standard
Trattare l'EP come un Aggiornamento di Lusso
L'elettrolucidatura dovrebbe essere giustificata dal valore igienico o QA, non dall'aspetto o dal prestigio.
Trattare l'Acciaio 316L Standard come Automaticamente Insufficiente
Molti sistemi GMP funzionano bene con l'acciaio 316L standard quando la fabbricazione, la geometria, la pulizia e la documentazione sono tutte controllate correttamente.
Ignorare le Saldature Durante il Dibattito sulla Finitura
Un argomento sulla finitura che ignora l'esecuzione della saldatura di solito trascura il rischio locale reale.
Scelta della Finitura Prima di Definire le Aspettative di QA
Nei progetti regolamentati, la scelta della finitura e le aspettative di rilascio devono essere allineate precocemente.
Utilizzo di EP per Nascondere una Debolezza di Progettazione o di Fabbricazione
Una finitura più stretta non può salvare un'assemblaggio alimentare fondamentalmente debole.
Lista di Controllo Pratica per la Selezione
Scegliere Standard 316L Se
- L'obiettivo alimentare è moderato e ben definito
- I controlli di saldatura e fabbricazione sono già forti
- La sensibilità di ispezione relativa alla finitura non è insolitamente alta
- Il rischio reale del sistema è gestibile senza una specifica di finitura più stretta
Scegliere Acciaio 316L Elettrolucidato Se
- Il processo è ad alta purezza o sensibile all'ispezione
- La consistenza della finitura è materialmente importante per la qualifica o il rilascio
- La fiducia nella pulibilità guidata dalla superficie è importante
- Il progetto ha una ragione reale e definita per stringere le aspettative sulla finitura
Rivalutare l'Intero Sistema Se
- Il team sta discutendo sulla finitura mentre i criteri di saldatura rimangono vaghi
- La geometria delle diramazioni è ancora scarsa
- Gli assemblaggi locali sono difficili da pulire
- Il pacchetto di documentazione non è ancora chiaro
Conclusione: La scelta migliore della finitura è quella che risolve il problema giusto
L'acciaio 316L elettrolucidato non è automaticamente la risposta migliore, e l'acciaio 316L standard non è automaticamente il compromesso più economico. La scelta corretta della finitura dipende da quale guasto igienico, onere di ispezione o rischio di controllo qualità il progetto sta effettivamente cercando di controllare.
Per l'intero cluster di argomenti farmaceutici, collega questo articolo con Selezione Materiali Tubazioni Alimentari Farmaceutiche, Selezione di raccordi alimentari per strutture GMP, e Documentazione e tracciabilità nei progetti di tubazioni farmaceutiche.
FAQ
È richiesto l'acciaio 316L elettrolucidato per tubazioni farmaceutiche?
No. È giustificato quando il progetto necessita di una maggiore coerenza superficiale, fiducia nella pulibilità o certezza di ispezione e rilascio rispetto a quanto l'acciaio 316L standard possa supportare in modo affidabile.
Qual è la differenza tra l'acciaio 316L standard e l'acciaio 316L elettrolucidato?
La famiglia di leghe può essere la stessa, ma la superficie a contatto con il prodotto finito non lo è. Il confronto riguarda principalmente le condizioni superficiali, la coerenza e come ciò influisce sulla pulibilità e sulla risposta all'ispezione.
L'elettropulitura migliora la pulibilità?
Può migliorare la fiducia nella pulibilità e la coerenza della superficie, ma non risolve automaticamente un sistema con saldature scadenti, tratti morti o geometria errata.
L'elettrolucidura può sostituire una buona qualità di saldatura?
No. La qualità della saldatura domina ancora molte delle zone igieniche locali a più alto rischio nelle tubazioni farmaceutiche.
Quando lo standard 316L è sufficiente nelle tubazioni GMP?
Spesso è sufficiente quando l'obiettivo alimentare è raggiungibile attraverso una buona fabbricazione, aspettative moderate di finitura, qualità controllata della saldatura e richieste realistiche di ispezione.
L'elettrolucidatura è una questione di documentazione oltre che di finitura?
Sì. Nei progetti GMP, la scelta della finitura può influenzare come il sistema è specificato, ispezionato e supportato nel pacchetto di consegna.

