La corrosione nelle tubazioni di processo non è un singolo problema. È un insieme di diversi meccanismi di danneggiamento, e ognuno determina una diversa decisione su materiale, guarnizione, ispezione e manutenzione. Nel lavoro in impianto, la prima domanda non dovrebbe essere “questa linea è resistente alla corrosione?” La prima domanda dovrebbe essere “quale meccanismo di corrosione è effettivamente attivo qui?” La perdita generale di spessore, la pitting, la corrosione in fessura, l'attacco galvanico, la fessurazione per corrosione sotto sforzo, la corrosione-erosione e il danneggiamento sotto deposito non si comportano allo stesso modo, e non cedono alla stessa velocità.
Ecco perché la revisione della corrosione dovrebbe precedere qualsiasi decisione di riparazione, aggiornamento della lega o sostituzione della flangia. Una linea che si assottiglia uniformemente può spesso essere gestita con tolleranza alla corrosione e intervalli di ispezione. Una linea che soffre di pitting o fessurazione per corrosione sotto sforzo da cloruri può cedere con pochissimo preavviso. Nelle tubazioni di processo, la risposta corretta dipende dal meccanismo, dalla posizione, dalle condizioni operative e dalle conseguenze della perdita. ASME B31.3 fornisce il quadro delle tubazioni di processo, ma la conformità al codice non sostituisce l'identificazione del meccanismo di corrosione.
Regola sul campo: Non risolvere il pitting con un ragionamento basato sul tasso medio di corrosione. Non risolvere la corrosione in fessura nell'area della guarnizione cambiando solo il marchio della guarnizione. Non trattare la fessurazione come una perdita uniforme di spessore.
| Meccanismo di corrosione | Cosa lo rende pericoloso |
|---|---|
| Corrosione generale | Generalmente prevedibile, ma comunque grave se la perdita di spessore viene ignorata. |
| Corrosione per vaiolatura | Può perforare rapidamente con una perdita complessiva di metallo molto ridotta. |
| Corrosione per fessura | Spesso inizia sotto guarnizioni, depositi e zone stagnanti dove l'ispezione è scarsa. |
| Corrosione galvanica | Può accelerare l'attacco dopo cambiamenti di materiale o riparazioni con metalli misti. |
| Cricca da corrosione sotto sforzo | Può rompersi senza un significativo assottigliamento della parete e spesso fornisce un avviso limitato. |
| Erosione-corrosione | Flusso, solidi e geometria possono distruggere i film protettivi in posizioni specifiche. |
| MIC / corrosione sotto deposito | Spesso nascosta, localizzata e facile da diagnosticare erroneamente. |

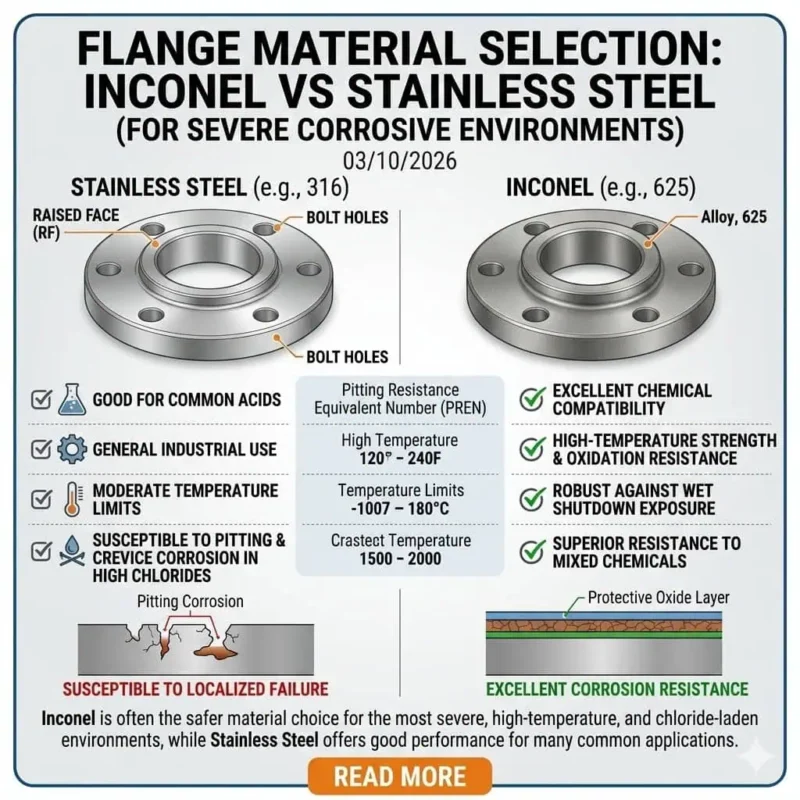
Se stai esaminando questo argomento come parte di una strategia più ampia sui materiali e il controllo delle perdite, è utile anche leggere Come Selezionare i Materiali delle Flange per la Lavorazione Chimica, Inconel vs Acciaio Inossidabile per Ambienti Corrosivi, e Considerazioni su Guarnizioni per Flangia e Tenuta per Impianti Chimici. Questi tre argomenti spiegano come la revisione del meccanismo di corrosione si colleghi direttamente alla selezione dei materiali, agli aggiornamenti delle leghe e al controllo delle perdite delle flange.
Perché l'identificazione del meccanismo di corrosione viene prima della selezione dei materiali
Il tasso di corrosione da solo non racconta l'intera storia
Gli utenti spesso iniziano chiedendo se il tasso di corrosione è alto o basso. Questo è utile per la corrosione generale, ma non è sufficiente per le decisioni operative reali in impianto. Un basso tasso medio di corrosione non significa un basso rischio di guasto se il meccanismo attivo è la corrosione per pitting, per fessurazione o per cricca. Una linea può apparire accettabile sulla carta e comunque guastarsi prematuramente se il danno è localizzato.
Questa distinzione è una delle differenze ingegneristiche più importanti tra la perdita di spessore prevedibile e l'attacco localizzato ad alto rischio. L'assottigliamento uniforme può solitamente essere gestito attraverso lo spessore di sovrametallo per corrosione, il monitoraggio con ultrasuoni (UT) e la pianificazione delle ispezioni. La corrosione localizzata e la fessurazione richiedono una logica diversa perché non consumano il metallo in modo uniforme lungo la parete.

Perché lo stesso fluido può produrre danni diversi in diverse posizioni
Nelle tubazioni di processo, la stessa chimica non produce lo stesso danno ovunque. Tratti rettilinei, rami morti, connessioni di derivazione, flange, gomiti, riduttori, linee a basso flusso e zone termicamente alterate delle saldature non sperimentano lo stesso ambiente anche se appartengono allo stesso sistema. Il pattern di flusso, la geometria delle fessure, i depositi, lo scarico in fase di arresto e le condizioni termiche possono cambiare completamente il meccanismo di corrosione locale.
Esempio ingegneristico: Una linea di processo contenente cloruri potrebbe non mostrare danni gravi nel tratto principale, mentre una piccola connessione di derivazione inizia a perdere alla flangia o nell'area filettata. La ragione di solito non è che la derivazione “ha un materiale peggiore”. È che la derivazione vede un flusso inferiore, più ristagno, più chimica intrappolata o più condizioni di fessura.
Cosa gli utenti hanno effettivamente bisogno da una revisione della corrosione
Da un punto di vista pratico, la revisione della corrosione dovrebbe aiutare l'utente a fare quattro cose:
- Identificare il probabile meccanismo di danno
- Sapere dove ispezionare per primo
- Comprendere quale condizione di processo sta causando il danno
- Scegliere l'azione correttiva appropriata invece di quella più ovvia
Considerazione pratica: Un articolo sulla corrosione è utile solo se aiuta il lettore a decidere dove guardare, cosa chiedere e cosa cambiare.
Corrosione Generale — Prevedibile, ma Non Sempre Innocua
Come si Presenta la Corrosione Generale nelle Tubazioni di Processo
La corrosione generale è la forma più familiare di perdita di metallo. La parete si assottiglia su un'ampia area piuttosto che in un punto isolato. Nel lavoro industriale, questo si osserva spesso nelle linee in acciaio al carbonio che trasportano mezzi corrosivi umidi, certi acidi, acqua non trattata e servizi in cui la chimica attacca la superficie esposta in modo relativamente uniforme.
Questa forma di danno è più facile da misurare e monitorare rispetto alla corrosione localizzata. I dati di spessore ultrasonico possono solitamente essere convertiti in una stima della vita residua se il modello di corrosione è ragionevolmente uniforme e le posizioni di ispezione sono rappresentative.
Quando la Corrosione Generale Può Essere Gestita con il Margine di Corrosione
La corrosione generale non è sempre un motivo per passare immediatamente a un materiale ad alta lega. In molti sistemi, può essere gestita con margine di corrosione, intervalli di ispezione, controllo della chimica o rivestimenti interni, purché l'assottigliamento rimanga prevedibile e le conseguenze del guasto siano accettabili.
Il punto importante è che il margine di corrosione funziona solo quando il danno è veramente distribuito e ispezionabile. È una soluzione inadeguata quando il meccanismo attivo è la corrosione per pitting, la corrosione in fessura o la fessurazione.
Dove gli Utenti Interpretano Erroneamente la Corrosione Generale
- Presumere che tutta la perdita di spessore sia uniforme perché le letture UT sono state effettuate solo in posizioni facilmente accessibili
- Utilizzare la perdita media di spessore per giustificare il servizio continuato quando la geometria locale è più severa
- Ignorare la corrosione esterna, le zone di spruzzo o l'esposizione all'umidità legata all'isolamento
Esempio ingegneristico: una linea di trasferimento chimico in acciaio al carbonio può rimanere accettabile per anni se la perdita di spessore è uniforme e il programma di ispezione è disciplinato. L'errore non è permettere che esista una perdita di spessore. L'errore è presumere che la stessa logica si applichi anche alle connessioni di diramazione, alle interfacce delle flangie e ai punti bassi stagnanti senza verificarli direttamente.
Se la prossima domanda è se un aggiornamento del materiale è giustificato o se il servizio può rimanere in acciaio al carbonio o in acciaio inossidabile standard, Come Selezionare i Materiali delle Flange per la Lavorazione Chimica è la pagina di seguito corretta.
Corrosione a Pitting — Piccola Superficie, Grande Rischio di Cedimento
Perché il Pitting è Più Pericoloso di Quanto Sembri
La corrosione a pitting è uno dei meccanismi più pericolosi nelle tubazioni di processo perché il danno è altamente localizzato. La superficie esterna può sembrare accettabile, ma la buca più profonda può già essere vicina alla perforazione. Questo è il motivo per cui il pitting non può essere gestito allo stesso modo del diradamento medio della parete. Una linea può cedere con una perdita complessiva di metallo molto ridotta. AMPP osserva che la corrosione per vaiolatura è più pericolosa della corrosione uniforme perché è più difficile da rilevare, prevedere e contrastare nella progettazione.
La vaiolatura è particolarmente importante nei sistemi in acciaio inossidabile, nei servizi contenenti cloruri, nelle linee soggette a depositi e negli ambienti umidi intermittenti dove il film passivo può rompersi localmente.
Tipici fattori scatenanti della vaiolatura nei sistemi di processo
- Mezzi contenenti cloruri
- Depositi e scarso drenaggio
- Rottura del film passivo
- Danni superficiali e zone di liquido stagnante
- Aree a basso flusso che concentrano specie corrosive
Nella pratica industriale, la vaiolatura spesso inizia dove il servizio è meno aperto, meno lavato o meno ispezionabile rispetto alla linea principale.
Dove spesso inizia la vaiolatura
Località ad alto rischio includono comunemente:
- Derivazioni sanitarie
- Derivazioni per strumentazione
- Bypass a basso flusso
- Bordi delle flange e interfacce delle guarnizioni
- Sotto depositi e solidi residui
- Zone di spruzzo e superfici esterne contaminate da cloruri
Esempio ingegneristico: una linea di servizio in acciaio inossidabile in servizio contenente cloruri può funzionare per anni nel collettore principale mentre un piccolo ramo di bypass sviluppa attacco localizzato e perde per primo. La differenza è solitamente la severità locale del servizio, non solo il grado nominale del materiale.
Quando ciò accade, la successiva domanda ingegneristica è spesso se l'acciaio inossidabile standard offra ancora un margine sufficiente o se sia giustificato l'uso di duplex o leghe di nichel. Tale decisione si collega direttamente a Inconel vs Acciaio Inossidabile per Ambienti Corrosivi.
Corrosione da Crepa — Il Problema della Flangia e del Ramo Morto
Perché la Corrosione da Crepa è così Comune negli Impianti Reali
La corrosione da fessura è comune perché i sistemi di tubazioni reali contengono fessure ovunque. Le interfacce delle guarnizioni delle flange, le transizioni filettate, i giunti a sovrapposizione, i punti di contatto dei supporti, i rami morti, i depositi e i punti bassi intrappolati creano tutti zone ristrette dove l'ambiente locale differisce dal fluido principale. In questi luoghi, la chimica può diventare molto più aggressiva di quanto suggerisca la descrizione del processo.
Questo è il motivo per cui un materiale che appare stabile nella linea aperta può diventare inaffidabile alla linea della guarnizione, al bordo del foro della flangia o a una tasca di ramo stagnante.
Perché le flange, le guarnizioni e i rami morti sono posizioni ad alto rischio
Le flange e i rami morti combinano geometria, flusso ridotto, chimica intrappolata e discontinuità superficiale. Ciò li rende posizioni naturali per la corrosione da fessura. In molti sistemi, ciò che appare come una perdita ricorrente della guarnizione è in realtà un problema di corrosione da fessura all'interfaccia di tenuta.
È qui che la revisione della corrosione si sovrappone direttamente al design della tenuta. Se il modello di perdita punta all'area della guarnizione, il prossimo passo giusto di solito non è solo un altro cambio di guarnizione. È una revisione combinata delle condizioni della faccia della flangia, della geometria della fessura, della scelta della guarnizione, del drenaggio durante lo spegnimento e della resistenza del materiale locale. Questo è esattamente l'argomento trattato in Considerazioni su Guarnizioni per Flangia e Tenuta per Impianti Chimici. Per la geometria della faccia della flangia, aiuta anche a rivedere Flange RF vs FF vs RTJ.

Bagnatura durante lo spegnimento e chimica intrappolata
La corrosione da fessura è spesso guidata più dalle condizioni di spegnimento che dal funzionamento normale. Liquido residuo, condensa, soluzione di pulizia o concentrato di processo possono rimanere in aree ristrette dopo che la linea principale è stata svuotata. Quando il sistema si raffredda e il flusso si ferma, la chimica locale può cambiare bruscamente all'interno della fessura.
Esempio ingegneristico: un giunto di flangia può rimanere asciutto durante tutta la produzione ma iniziare a perdere dopo l'interruzione perché il fluido è intrappolato all'interfaccia della guarnizione e la chimica della fessura diventa più aggressiva di quanto lo sia mai stato il servizio in flusso.
Corrosione Galvanica — Quando la Combinazione di Metalli Crea il Problema
Cosa Significa Veramente la Corrosione Galvanica nelle Assemblature di Tubazioni
La corrosione galvanica si verifica quando metalli dissimili sono collegati elettricamente in presenza di un elettrolita e un metallo diventa il partner anodico. Nel lavoro di impianto, questo spesso appare dopo modifiche, aggiunte di piccolo diametro, riparazioni di emergenza o cambiamenti di componenti e bulloneria in metalli misti.
Il problema non è che i metalli misti siano sempre vietati. Il problema è che la combinazione di metalli, l'ambiente e il rapporto di area non sono stati esaminati insieme prima che la modifica fosse effettuata.
Dove Appare Comunemente nelle Tubazioni di Processo
- Combinazioni dissimili di flange e elementi di fissaggio
- Aggiunte in acciaio inossidabile in sistemi di acciaio al carbonio bagnati
- Raccordi per strumenti e adattatori filettati
- Servizi umidi marini o soggetti a spruzzi
- Componenti di riparazione temporanea e retrofit
Perché il Rapporto Area Piccola / Area Grande è Importante
Uno dei dettagli ingegneristici più importanti nella corrosione galvanica è il rapporto delle aree. Una piccola area anodica collegata a una grande area catodica può corrodersi molto più velocemente del previsto. Questo è il motivo per cui una modifica apparentemente minore di un componente, come un elemento di fissaggio o un raccordo, può creare un problema locale sproporzionatamente grave.
Esempio ingegneristico: Dopo una modifica in campo, un componente in acciaio inossidabile aggiunto a un assemblaggio in acciaio al carbonio umido può sembrare migliorare il sistema. Invece, la relazione galvanica locale accelera l'attacco sul metallo più attivo vicino alla connessione.
Cricca da Corrosione sotto Tensione — Basso Avviso, Alte Conseguenze
Perché la SCC è una delle Modalità di Cedimento più Pericolose
La cricca da corrosione sotto tensione è pericolosa perché non si comporta come la corrosione generale. Il metallo potrebbe non mostrare una significativa perdita uniforme di spessore prima del cedimento. Invece, le cricche si sviluppano sotto l'effetto combinato di tensione di trazione e un ambiente suscettibile. Quando la SCC è attiva, una linea può apparire molto più sana di quanto non sia in realtà.
Nelle tubazioni di processo, la SCC richiede un approccio mentale diverso. Il tasso medio di corrosione non protegge dalla formazione di cricche.
SCC da Cloruri in Acciaio Inossidabile Austenitico
La cricca da corrosione sotto tensione da cloruri è uno degli esempi più importanti nel servizio degli impianti. Gli acciai inossidabili austenitici possono funzionare bene in molti ambienti, ma quando cloruri, temperatura e tensione di trazione si combinano nel modo sbagliato, il rischio di criccatura aumenta bruscamente. La tensione residua di saldatura, la lavorazione a freddo, la tensione di assemblaggio e le condizioni di cloruri caldi sono tutti fattori importanti. Linee guida del Nickel Institute sugli acciai inossidabili austenitici negli impianti chimici è un utile punto di riferimento per questa modalità di guasto.
Questo è il motivo per cui alcune linee in acciaio inossidabile falliscono senza un significativo assottigliamento della parete. Il meccanismo di danneggiamento non è la corrosione media. È la fessurazione sotto stress in un ambiente suscettibile. Quando appare questo schema, il confronto delle leghe diventa critico, e la pagina di accompagnamento pertinente è Inconel vs Acciaio Inossidabile per Ambienti Corrosivi.

Dove la SCC Spesso Si Nasconde
- Zone termicamente influenzate della saldatura
- Servizio con cloruri caldi
- Aree di schizzi esterni e contaminazione
- Regioni di tensione residua
- Supporti, attacchi e posizioni lavorate a freddo
Esempio ingegneristico: una linea in acciaio inossidabile austenitica può fessurarsi in servizio anche quando le letture di spessore non suggeriscono una significativa perdita di metallo. In quella situazione, la revisione del materiale, il controllo dei cloruri, la riduzione dello stress e la qualità della fabbricazione diventano tutti parte dell'azione correttiva.
Erosione-Corrosione e Danni da Flusso Accelerato
Perché il Flusso Può Distruggere i Film Protettivi
Alcuni danni alle tubazioni sono causati tanto dal flusso quanto dalla chimica. Alta velocità, flashing, solidi, turbolenza e cambiamenti bruschi di geometria possono rimuovere o danneggiare il film protettivo superficiale. Una volta che questo film viene ripetutamente rotto, la corrosione accelera nella zona interessata.
Ecco perché la selezione dei materiali basata solo sulla compatibilità chimica statica può essere fuorviante in servizi ad alta velocità.
Posizioni ad Alto Rischio nelle Tubazioni di Processo
- Gomiti
- Riduttori
- Linee di scarico delle pompe
- Uscite delle valvole
- Zone di flashing
- Servizi con sospensioni e solidi
Come Distinguere l'Erosione-Corrosione da un Attacco Chimico Puro
L'erosione-corrosione lascia solitamente prove specifiche della posizione. Il danno appare spesso dove il flusso cambia direzione, dove la turbolenza è elevata o dove i solidi impattano la parete. Il modello è spesso direzionale piuttosto che casuale. Se i gomiti si guastano molto prima dei tratti rettilinei, la geometria e la velocità dovrebbero far parte della diagnosi.
Esempio ingegneristico: quando un gomito in servizio con solidi o ad alta velocità perde spessore della parete molto più velocemente del tubo rettilineo adiacente, il meccanismo è spesso assistito dal flusso piuttosto che guidato puramente dalla chimica.

MIC e Corrosione Sotto Deposito — Danni Nascosti che gli Utenti Spesso Trascurano
Perché la MIC è Spesso Diagnosticata Erroneamente
La MIC e la corrosione sotto deposito sono spesso diagnosticate erroneamente perché il danno visibile può sembrare una normale corrosione a pozzo o un attacco locale casuale. In realtà, il problema è legato a condizioni stagnanti, depositi, basso flusso, servizio idrico intermittente o sviluppo di biofilm. Il danno è solitamente localizzato e spesso nascosto finché non diventa grave.
Dove Appaiono Spesso la MIC e la Corrosione Sotto Deposito
- Sistemi di acqua di raffreddamento
- Linee di riserva o intermittenti
- Sezioni di derivazione a basso flusso
- Tronchi morti
- Sotto fanghi, incrostazioni o depositi
- Linee umide ma non continuamente lavate
Esempio ingegneristico: Una linea idrica a basso utilizzo può mostrare una corrosione poco evidente a livello di sistema, ma una tasca stagnante sotto i depositi può perforarsi inaspettatamente. In questi casi, la frequenza di pulizia, il drenaggio e il modello di utilizzo sono altrettanto importanti del grado del materiale.
Come identificare il meccanismo di corrosione attiva in campo
Iniziare con la morfologia del danno, non con le ipotesi
Il primo passo in campo è osservare la forma del danno. È un assottigliamento uniforme, fosse isolate, indicazioni simili a crepe, erosione direzionale o danni concentrati sotto depositi o alle interfacce delle guarnizioni? Il modello del danno di solito fornisce più informazioni del nome del sistema.
Porre le giuste domande sul servizio
- Sono presenti cloruri?
- La linea subisce arresti a umido?
- Si verifica ciclaggio termico?
- Il flusso è basso o intermittente?
- Ci sono metalli dissimili a contatto?
- La velocità è elevata o sono presenti solidi?
- C'è stato un recente cambiamento nel processo o nella pulizia?
Perché la Posizione di Ispezione è Importante
Non ispezionare solo il punto più facile da raggiungere. Ispeziona il luogo più probabile in cui il meccanismo è attivo. Flange, interfacce delle guarnizioni, connessioni di diramazione, tratti morti, gomiti, zona termicamente alterata (HAZ) delle saldature e punti bassi spesso raccontano la vera storia prima del resto del sistema.
Cosa Documentare Prima di Scegliere una Soluzione
- Mezzo e concentrazione
- Temperatura e pressione
- Regime di flusso
- Tipo di posizione: flangia, gomito, saldatura, tratto morto, derivazione
- Storico di manutenzione e arresti
- Precedenti perdite o schemi di riparazione
Dal meccanismo di corrosione all'azione correttiva
Quando la soluzione giusta è un aggiornamento del materiale
L'aggiornamento del materiale è solitamente la risposta corretta quando la lega esistente non ha più un margine adeguato contro il meccanismo attivo. Ciò può includere attacco localizzato da cloruri, ripetuti cedimenti per fessurazione, rischio di SCC o un aumento della severità del servizio che sposta il sistema fuori dal suo intervallo di comfort. Se la decisione si orienta verso acciai inossidabili di grado superiore, duplex o materiali a base di nichel, iniziare con Come Selezionare i Materiali delle Flange per la Lavorazione Chimica e quindi confrontare le opzioni con maggiore resistenza alla corrosione attraverso Inconel vs Acciaio Inossidabile per Ambienti Corrosivi.
Quando la soluzione giusta è una modifica della tenuta o della geometria
Se il problema attivo è il danneggiamento da fessura, l'attacco nell'area della guarnizione, il fluido residuo intrappolato o la ripetuta perdita della flangia, la soluzione corretta potrebbe risiedere nella progettazione del giunto, nella drenabilità, nell'eliminazione dei tratti morti o nella strategia di tenuta della flangia, piuttosto che nel materiale principale del corpo della tubazione. È allora che Considerazioni su Guarnizioni per Flangia e Tenuta per Impianti Chimici diventa il passo successivo più utile. La qualità dell'assemblaggio può anche far parte della risposta, specialmente nei punti di perdita ripetuti, quindi Montaggio della Flangia: 4 Passi per l'Integrità del Giunto a Zero Perdite è spesso rilevante allo stesso tempo.
Quando la Soluzione Corretta è la Disciplina Operativa
Non tutti i problemi di corrosione si risolvono con l'hardware. Alcuni richiedono un migliore drenaggio durante lo spegnimento, il controllo dei depositi, il controllo della pulizia, la gestione del cloruro, l'adeguamento del flusso o intervalli di ispezione più realistici. Se l'abitudine operativa sbagliata continua a ricreare la stessa condizione corrosiva, gli aggiornamenti del materiale da soli non risolveranno il modello di guasto ripetuto.
Regola decisionale
Non risolvere la pitting con la logica del sovraspessore per corrosione. Non risolvere la SCC con una tabella di corrosione generale. Non risolvere l'attacco da fessura nell'area della guarnizione cambiando solo il marchio della guarnizione.
| Sintomo Commerciale | Meccanismo Più Probabile | Migliore Prima Azione | Quando Passare all'Aggiornamento del Materiale |
|---|---|---|---|
| Perdita di spessore uniforme rilevata durante UT di routine | Corrosione generale | Verificare vita residua, tolleranza alla corrosione e intervallo di ispezione | Quando il tasso di corrosione, la vita residua o le conseguenze non rientrano più nella finestra operativa |
| Perdita da foro di spillo con danni visibili limitati | Pitting o attacco sotto deposito | Eseguire ispezione localizzata e rivedere il controllo dei cloruri o dei depositi | Quando l'attacco localizzato si ripete o l'acciaio inossidabile standard non ha più margine sufficiente |
| Perdita ricorrente alla flangia dopo lo spegnimento | Corrosione da fessura / attacco nell'area della guarnizione | Rivedere la faccia della flangia, la scelta della guarnizione, la drenabilità e il metodo di assemblaggio | Quando la corrosione nell'area della guarnizione continua dopo le correzioni di tenuta e geometria |
| Criccatura con minima perdita complessiva di metallo | Cricca da corrosione sotto sforzo | Rivedere immediatamente la fonte di sollecitazione, l'ambiente e la storia di fabbricazione | Quando il cloruro o la temperatura di servizio mantengono la lega attuale in un regime soggetto a criccatura |
| Gomito che perde spessore più velocemente del tubo diritto | Erosione-corrosione | Rivedere la velocità del flusso, i solidi e la geometria locale | Quando la geometria o la velocità non possono essere ridotte abbastanza per far sopravvivere il materiale attuale |
Lista di controllo pratica per la revisione della corrosione per tubazioni di processo
Domande da rispondere prima di selezionare il materiale o il metodo di riparazione
- Qual è il probabile meccanismo di corrosione?
- Il danno è uniforme, localizzato o simile a una crepa?
- Dove è iniziato?
- È apparso dopo un cambio di processo, ciclo di pulizia o arresto?
- Il servizio reale è localmente peggiore di quanto suggerito dalla base di progettazione?
Posizioni ad Alto Rischio da Rivedere Prima
- Flange e interfacce di guarnizioni
- Derivazioni sanitarie
- Tronchi morti
- Zone termicamente influenzate della saldatura
- Gomiti e riduttori
- Punti di servizio a basso flusso e intermittenti
Cosa Cambiare Prima in Base al Meccanismo
| Meccanismo | Cosa Cambiare Prima |
|---|---|
| Corrosione generale | Spessore di sovrametallo per corrosione, intervallo di ispezione, economia dei materiali, controllo chimico |
| Pitting | Ispezione localizzata, controllo dei cloruri, aggiornamento del materiale dove necessario |
| Corrosione per fessura | Geometria, progettazione della tenuta, drenaggio, revisione locale del materiale |
| Corrosione galvanica | Accoppiamento dei metalli, isolamento elettrico, revisione degli ambienti umidi |
| Cricca da corrosione sotto sforzo | Riduzione delle sollecitazioni, revisione dell'ambiente, idoneità della lega |
| Erosione-corrosione | Regime di flusso, geometria, velocità, progettazione resistente all'usura |
| MIC / sotto deposito | Pulizia, drenaggio, controllo dei depositi, revisione del servizio intermittente |
La corrosione nelle tubazioni di processo non è una singola modalità di guasto, e la giusta risposta ingegneristica dipende dall'identificazione corretta del meccanismo attivo. Il pensiero sulla corrosione media non è sufficiente per la corrosione per pitting, la corrosione da fessura, la SCC o la corrosione-erosione. Il percorso pratico è semplice: identificare la morfologia del danno, rivedere il reale servizio locale, ispezionare prima la geometria a più alto rischio, e poi scegliere la soluzione che corrisponde al meccanismo piuttosto che al sintomo più visibile.
Quella revisione della corrosione dovrebbe collegarsi direttamente alla selezione del materiale, alla strategia di tenuta della flangia e al piano di manutenzione. Nel percorso tematico di quattro articoli, questa pagina spiega perché si verifica il danno. Come Selezionare i Materiali delle Flange per la Lavorazione Chimica spiega come scegliere il materiale di base. Inconel vs Acciaio Inossidabile per Ambienti Corrosivi spiega quando sono giustificati gli aggiornamenti con leghe superiori. Considerazioni su Guarnizioni per Flangia e Tenuta per Impianti Chimici spiega come lo stesso meccanismo si manifesta nel giunto della flangia e nell'interfaccia di tenuta. Se il passo successivo è la valutazione del fornitore anziché la riparazione interna, vale anche la pena rivedere domande da porre a un fornitore di flange prima di un RFQ.
FAQ
Qual è il meccanismo di corrosione più pericoloso nelle tubazioni di processo?
Non esiste una risposta unica per ogni sistema, ma la corrosione per pitting, la corrosione per fessurazione e la fessurazione per corrosione sotto sforzo sono spesso più pericolose della perdita uniforme dello spessore perché possono causare guasti con preavviso limitato.
La corrosione uniforme è solitamente più facile da ispezionare e monitorare. L'attacco localizzato e la fessurazione sono più difficili da gestire con la logica dello spessore medio.
Perché lo stesso fluido di processo causa corrosioni diverse in diverse parti del sistema?
Perché l'ambiente locale non è lo stesso ovunque.
Flusso, depositi, geometria delle fessure, condizione della saldatura, configurazione delle diramazioni, drenaggio in arresto e differenze di temperatura possono modificare il meccanismo di corrosione attiva anche all'interno dello stesso sistema.
È possibile utilizzare il tasso di corrosione medio per gestire la corrosione per vaiolatura o la fessurazione da corrosione sotto sforzo?
No.
Il tasso di corrosione medio è utile per la perdita generale di spessore, ma non descrive il rischio reale derivante dalla corrosione localizzata o dalla SCC (Stress Corrosion Cracking). Questi meccanismi sono localizzati o guidati da cricche e possono portare a cedimenti prima di quanto suggeriscano i dati medi di spessore.
Perché le flange e le connessioni di derivazione si corrodono prima dei tubi diritti?
Perché creano una geometria locale più severa rispetto alla condotta principale.
Le flange aggiungono interfacce di guarnizione e fessure. Le diramazioni spesso hanno un flusso inferiore e maggiore ristagno. Queste posizioni hanno maggiori probabilità di intrappolare fluidi, concentrare sostanze chimiche e sviluppare attacchi localizzati.
Quando una revisione della corrosione dovrebbe portare a un aggiornamento del materiale invece di una semplice riparazione?
Quando il meccanismo attivo mostra che il materiale attuale non ha più un margine sufficiente.
Ciò include corrosione localizzata ripetuta, cedimenti legati ai cloruri, rischio di SCC, corrosione ricorrente nell'area della guarnizione o cambiamenti di servizio che spostano il sistema al di fuori dell'intervallo di sicurezza della scelta originale del materiale.