316L stainless steel is widely used in food grade applications because it gives you a stronger corrosion margin than 304/304L in chloride-bearing, high-cleanability, and heavily welded hygienic systems. That does not mean 316L is mandatory everywhere. In food processing, the right material still depends on the real product, cleaning chemistry, weld density, drainability, connection design, and maintenance reality of the line. If your process handles dairy, brine, sauces, seasoning liquids, frequent CIP chemicals, or repeated hot cleaning cycles, 316L is often the safer engineering choice. If the service is mild and the hygienic consequence of local corrosion is lower, 304L may still be fully acceptable.
This guide explains where 316L matters, where it does not, and how engineers should evaluate it in actual food processing systems. It also shows how material selection connects to hygienic fittings, sanitary piping maintenance, and hygienic design decisions across the full process line.
What Makes 316L Different in Food Grade Service
Chemical Composition: Why Molybdenum and Low Carbon Matter
The two features that make 316L different are molybdenum and low carbon content. Molybdenum improves resistance to pitting and crevice corrosion, which becomes especially important when food residues, chlorides, and cleaning chemicals concentrate around welds, ferrules, gasket lands, and poorly drained pockets. The low-carbon “L” grade helps reduce the risk of sensitization after welding, which matters because many hygienic systems include extensive welded tubing, branch connections, valve blocks, and custom-fabricated skids.
In practical terms, molybdenum helps 316L hold up better where 304/304L starts losing corrosion margin, while low carbon makes 316L a better fit for welded sanitary systems that must stay cleanable and corrosion-resistant over long service periods. That is consistent with official 316L grade data, which highlights improved resistance against intergranular corrosion after welding and the corrosion benefit associated with molybdenum-bearing CrNiMo grades.

What 316L Improves in Real Food Processing Lines
316L improves the safety margin of the system, not just the material spec on paper. In actual plant service, it usually offers better performance in four areas:
- Resistance to chloride-related pitting and crevice attack in salted or aggressively cleaned lines
- Improved durability in heavily welded product-contact systems
- Better long-term stability in lines exposed to frequent caustic, acid, and sanitizer cleaning cycles
- More confidence in higher-risk hygienic applications where surface degradation cannot be tolerated
That is why 316L is often selected for wetted parts in dairy, beverage, and ingredient-transfer systems where both hygiene and long service life matter. On real projects, this usually shows up first at ferrules, valve bodies, sample points, and welded manifolds because those are the locations where local chemistry and crevice geometry are least forgiving.
What 316L Does Not Automatically Solve
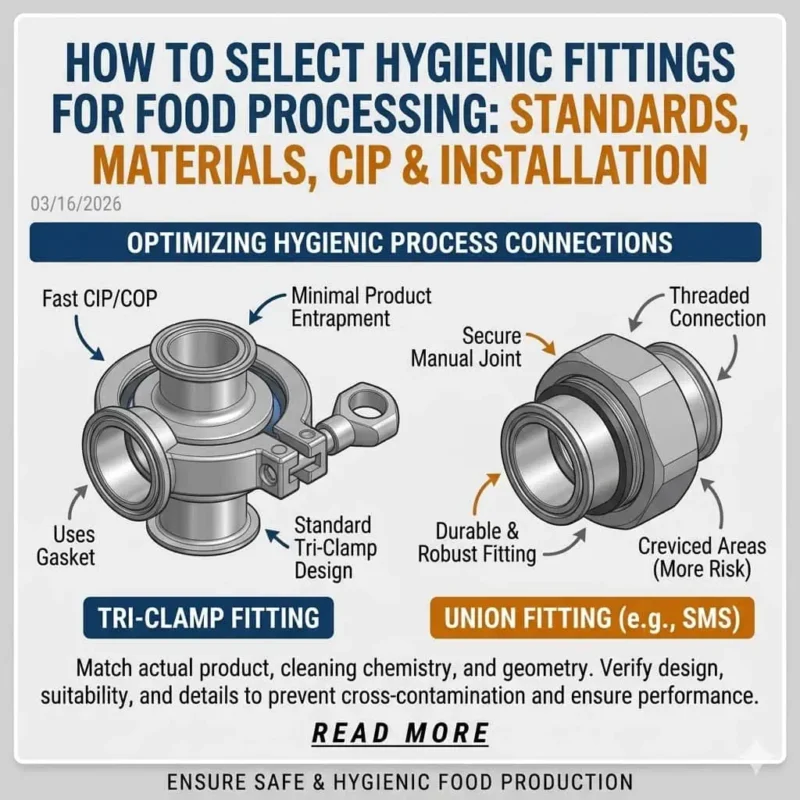
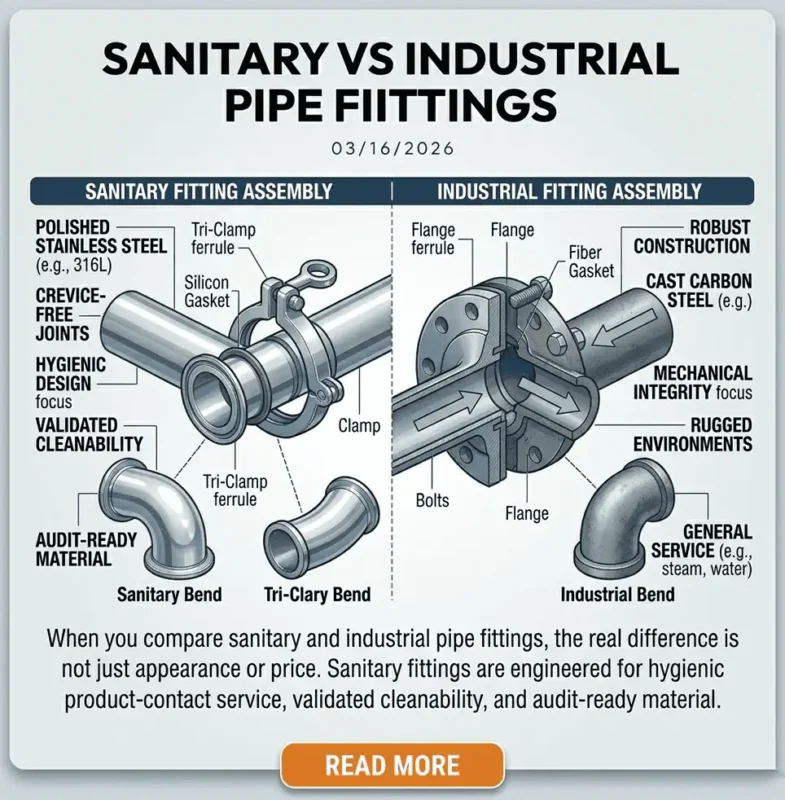
316L does not turn a poor hygienic design into a good one. It will not correct dead legs, poor drainability, misaligned ferrules, rough internal welds, trapped gasket edges, or weak CIP coverage. Many processors upgrade material and still see cleaning failures because the real problem was geometry, weld execution, or maintenance control. If you are selecting materials for hygienic connections, read our guide on how to select hygienic fittings for food processing and compare that with our article on sanitary vs industrial pipe fittings so that you do not solve the wrong problem first.
Why 316L Is Common in Food Grade Applications
Food Contact Surfaces Must Resist Corrosion and Stay Cleanable
Food processing equipment is not judged by alloy name alone. Product-contact surfaces must resist corrosion, remain cleanable, and withstand the real action of food, cleaning compounds, sanitizers, and cleaning procedures. In a hygienic line, this means the material has to survive not only the product but also the cleaning regime, the operating temperature range, and the mechanical realities of welded and sealed connections. For U.S. food plants, that logic aligns with FDA 21 CFR 117.40. For EU-facing projects, the food-contact framework also has to fit Regulation (EC) No 1935/2004.
That is one reason 316L shows up so often in higher-spec food and beverage systems. It gives engineers more margin where a surface breakdown would directly affect hygiene, inspection results, product quality, or equipment life.
Why Hygienic Systems Often Favor 316L Over 304L
Hygienic systems often favor 316L when corrosion risk is not theoretical but routine. This usually happens in applications such as:
- Dairy systems with high sanitation expectations and frequent CIP exposure
- Brine, seasoning, and salty liquid transfer lines
- Beverage systems with repeated product changeovers and chemical cleaning
- Hot product-contact zones, valve manifolds, and sample points with repeated washdown
- Lines with many welds, branches, and crevice-prone connection details
In these cases, 316L is not chosen because it sounds more premium. It is chosen because the service conditions justify a higher corrosion margin and more reliable welded performance. This is also where hygienic design principles matter: if an assembly is hard to clean or hard to drain, any local corrosion risk becomes more serious because residues and chemical concentrates remain in contact with the same surface for longer.
Where 304L Is Still a Valid Choice
304L is still a valid engineering choice in many food grade systems. If the process media are mild, chloride exposure is limited, cleaning chemistry is moderate, and the hygienic consequence of local corrosion is lower, 304L may be entirely suitable. A good engineer does not specify 316L everywhere by default. The better approach is to identify where 316L is necessary, where 304L is enough, and where the system should be divided by hygienic risk.
That last point matters on cost-sensitive projects. On dairy skids, for example, it is often more defensible to use 316L in high-risk product-contact zones, CIP-exposed manifolds, and heavily welded sanitary assemblies while keeping selected lower-risk sections in 304L. That is a more credible engineering choice than overspecifying every part of the system without regard to actual service conditions.
Typical Food Grade Applications of 316L Stainless Steel
Lavorazione dei prodotti lattiero-caseari
Dairy is one of the clearest examples of where 316L often makes sense. Milk, cream, yogurt, and cultured-product systems combine high hygiene expectations with frequent cleaning, welded tubing, valve clusters, and a low tolerance for residue retention or surface deterioration. In dairy skids, 316L is commonly used for tanks, sanitary tubing, valves, and fittings in the more demanding wetted sections of the line.
A processor may not need 316L for every dry or noncritical support component, but once the discussion moves to product-contact hygienic surfaces, welded assemblies, and frequent cleaning exposure, 316L becomes a strong candidate.
Beverage and Brewing Systems
Beverage plants value 316L for durability under repeated cleaning and changeover. In beverage production, hygienic piping often sees multiple recipes, frequent flavor changes, cleaning chemicals, hot washdowns, and close attention to flavor integrity. Any localized corrosion or difficult-to-clean area can quickly become both a hygiene concern and a product-quality concern. That is why 316L is commonly considered for tanks, sanitary tubing, fittings, pumps, valve bodies, and heat-exchanger wetted parts in demanding beverage service.
Sauce, Brine, and Seasoning Applications
Salt-bearing systems are where the advantage of 316L becomes especially visible. Brines, seasoning liquids, sauce bases, and other chloride-containing products create a more demanding environment around welds, clamp joints, gaskets, and branches. In these services, local corrosion often begins at crevice-prone or poorly drained details rather than across the entire surface.

Engineers who have seen repeated attack around ferrules or valve seats on 304 lines often move to 316L in the next project revision because it gives more tolerance for real plant conditions. A typical field pattern is this: the line does not fail everywhere at once. Instead, tea staining, roughness, or early pitting starts around clamp joints, branch welds, or low-drain pockets where product, rinse water, and chemical residues linger longer than operators expect.
High-Cleanability Components
316L is not only a tank material. It is also a component-level decision. It is commonly specified for sanitary fittings, ferrules, valve wetted parts, pump housings, sample points, branch manifolds, and other product-contact components where cleanability and corrosion resistance both matter. If your goal is to improve hygienic reliability, you should evaluate the full wetted system, not just the major vessels.
316L vs 304L in Food Processing: Which One Should You Choose
Resistenza alla corrosione
The biggest reason to choose 316L over 304L is not strength. It is corrosion margin. In mild service, the difference may not justify the cost. In chloride-bearing, salt-heavy, or chemically aggressive hygienic service, the difference becomes much more meaningful. This is particularly true where crevices, gaskets, branches, and weld-adjacent areas create localized corrosion risk.
If the process has salt, repeated sanitizer exposure, or poor tolerance for any surface degradation, 316L should be evaluated early rather than after field problems begin. That is also where official material data is useful: 316/316L is consistently presented as more suitable than 304/304L where increased corrosion resistance is required.
Weldability and Fabrication
Low carbon matters more in sanitary fabrication than many buyers realize. Hygienic tubing systems rely heavily on welding, and welded regions must stay corrosion-resistant and cleanable over time. The low-carbon chemistry of 316L reduces the risk of weld-related intergranular corrosion after fabrication. That does not replace proper weld procedure, purge quality, internal finish control, or passivation review, but it does make 316L a better fit for sanitary assemblies with a high weld count.

One common engineering mistake is to focus on the parent metal and ignore the weld zone. In food-grade systems, a well-specified alloy with poor purge control or rough internal weld contour can still become the first area that traps residue and loses hygienic reliability. This is one reason why some plants upgrade to 316L and still see ATP or cleanability problems: the real problem was fabrication quality, not only material grade.
Cost vs Service Life
316L costs more upfront, but that does not automatically make it more expensive in operation. If the material reduces corrosion-related replacement, unplanned downtime, repeat sanitation investigations, and premature component changeout, the lifecycle cost may be better than a lower-priced alloy. This is especially true in food plants where one contamination event, one recurring leak point, or one failed audit finding can cost far more than the material upgrade.
Regola di selezione rapida
A simple engineering rule works well in early evaluation.
- Use 304L as the baseline for moderate hygienic service with mild media and moderate cleaning exposure
- Move toward 316L when chlorides, aggressive CIP, frequent hot cleaning, high weld density, or higher hygienic consequence make extra corrosion margin worthwhile
- Use a mixed strategy when budget matters but not all parts of the line carry the same hygienic or corrosion risk
| Condizione di servizio | Likely Better Choice | Perché |
|---|---|---|
| Mild product, moderate cleaning, lower-risk zone | 304L | Usually adequate where chloride exposure and corrosion consequence are limited |
| Dairy or beverage line with frequent CIP and high hygiene expectations | 316L | Better corrosion margin and stronger fit for welded hygienic service |
| Brine, sauce, seasoning, or chloride-bearing product contact | 316L | More resistant to localized attack around crevices, joints, and weld-adjacent areas |
| Cost-sensitive system with uneven hygienic risk | Mixed 304L / 316L strategy | Lets you upgrade the real weak points without overspecifying every component |
How the Decision Works in Practice
Where Hygienic Risk and Corrosion Risk Overlap
The most useful 316L decisions are usually made where hygienic risk and corrosion risk overlap. That overlap often appears at welded manifolds, ferrule joints, sample points, valve clusters, and hard-to-drain branches. These are not only the locations where residues linger longer. They are also the locations where local chemistry becomes more aggressive and where minor surface deterioration is hardest to ignore from a hygiene standpoint.
Risk-Based Material Zoning Is Often Better Than Full-Line Upgrading
Not every successful food project uses 316L everywhere. A practical dairy skid approach is to use 316L for high-risk product-contact zones, CIP-exposed manifolds, valve groups, and heavily welded sanitary tubing while keeping 304L for selected lower-risk or noncritical sections. This kind of risk-based material zoning often gives the best balance between hygienic performance and project cost.

When Material Upgrade Does Not Fix the Real Problem
Another common field case is a plant that upgrades to 316L but still sees ATP failures or recurring cleaning deviations. Later review shows that the real problem was a long dead leg, poor branch orientation, rough internal welds, or a trapped gasket lip. This is the most important lesson in hygienic engineering: material upgrades help, but they do not replace good connection design, drainability, welding, or cleaning validation. That is why 316L decisions should always be linked back to hygienic design and maintenance practice.
How Engineers Should Specify 316L for Food Grade Use
Specify the Grade Correctly
Do not write “stainless steel” on a food-grade drawing and assume the supplier will interpret it correctly. If 316L is required, specify 316L clearly and make sure the requirement extends to the actual wetted parts that matter: tube, fittings, ferrules, valve bodies, and product-contact branches.
Do Not Ignore Surface Finish and Weld Quality
Material grade alone is not enough for hygienic performance. Surface finish, internal weld condition, passivation, and ferrule alignment have a direct impact on cleanability. A poor weld in 316L can still become a hygiene problem faster than a well-fabricated 304L connection in lower-risk service.
Check Gaskets, Seats, and Cleaning Chemistry Together
Many hygienic failures begin in the non-metal components. Engineers sometimes focus on 316L and overlook gasket swell, chemical incompatibility, compression set, or poor reassembly control. In real service, the seal system and the cleaning chemistry must be evaluated together with the metal choice. The better engineering question is not only “Is 316L enough?” but “Will this full wetted assembly survive the real cleaning cycle and still remain easy to inspect and clean?”
Ask for Documentation That Matches the Hygienic Risk
For critical food-grade components, document requirements should be part of the technical specification. That may include material traceability, mill test certificates where required, seal declarations, and records that support the hygienic and maintenance expectations of the project. If documentation matters in your plant, it should be defined before the RFQ stage, not requested after delivery.
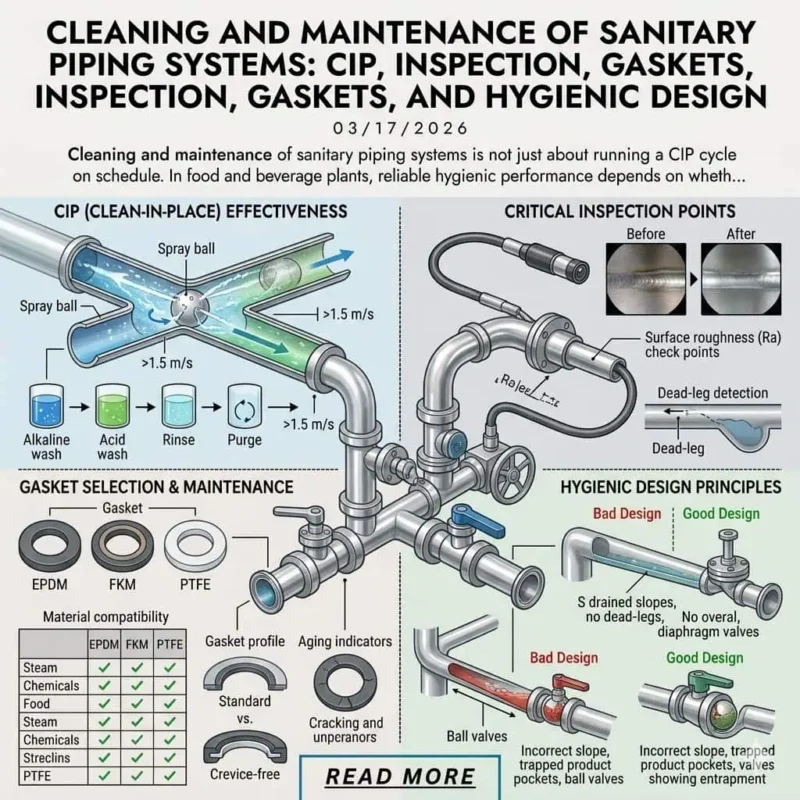
For long-term performance after startup, pair material review with a clear maintenance plan. Our guide to cleaning and maintenance of sanitary piping systems explains how corrosion risk, cleaning routine, and replacement control work together in hygienic stainless systems.
Practical Selection Checklist: Is 316L Worth It for Your Food Processing Line?
Use 316L If Your Process Includes
- Brines, salty products, or chloride-bearing ingredients
- Frequent caustic, acid, or sanitizer cleaning cycles
- Hot washdown or repeated thermal cycling
- High weld density in product-contact systems
- High hygiene-risk applications such as dairy or sensitive beverage lines
- Critical fittings, valves, ferrules, and wetted manifolds where corrosion cannot be tolerated
304L May Still Be Enough If Your Process Includes
- Mild products with low chloride exposure
- Moderate cleaning conditions
- Lower hygienic consequence in the specific zone under review
- Cost-sensitive systems where a risk-based material split is more practical
Questions to Answer Before Final Material Approval
- What exactly is the product chemistry, including salt, acid, and residue behavior?
- What cleaning chemicals, temperatures, and contact frequencies will the line actually see?
- How many welded hygienic joints are in the wetted system?
- Where are the likely crevice, drainage, and branch-risk locations?
- Which fittings, valves, and seal materials will be used with the selected alloy?
- Would a mixed 304L/316L strategy solve the risk more efficiently than a full upgrade?

Conclusion: 316L Is a Better Engineering Choice Only When the Process Actually Demands It
316L stainless steel is widely used in food grade applications for good engineering reasons, not because it is automatically the “best” material in every situation. It becomes the better choice when chloride exposure, aggressive cleaning, welded hygienic fabrication, and higher hygiene risk require more corrosion margin than 304L comfortably provides. In lower-risk service, 304L may still be completely valid.
The right way to select 316L is to evaluate the real product, the cleaning regime, the hygienic design, the weld density, and the maintenance reality of the line. If you are working through broader connection choices, continue with our guides on how to select hygienic fittings for food processing, sanitary vs industrial pipe fittings, e cleaning and maintenance of sanitary piping systems to build a complete hygienic specification approach.
FAQ
La 316L è sempre necessaria per le applicazioni alimentari?
No. 316L is often preferred in chloride-bearing, heavily cleaned, or high-hygiene systems, but many food-grade applications can still perform well with 304L when the service is less aggressive and the hygienic risk is lower.
Qual è la differenza tra 304L e 316L nella lavorazione alimentare?
The main difference is corrosion margin. 316L contains molybdenum and low carbon, which improve resistance to pitting, crevice corrosion, and weld-related corrosion issues in more demanding hygienic service.
Il 316L è migliore per alimenti salati o contenenti cloruri?
Often yes. Salt-bearing and chloride-containing food processes usually justify closer evaluation of 316L because localized corrosion risk is higher around joints, welds, and retained-moisture areas.
La 316L elimina la necessità di una revisione della progettazione alimentare?
No. 316L does not solve dead legs, poor drainage, rough welds, seal incompatibility, or weak CIP coverage. Material selection and hygienic design must be reviewed together.
Dove dovrei dare priorità all'acciaio 316L in un progetto con vincoli di costo?
Start with the highest-risk wetted zones. Prioritize product-contact fittings, valves, welded manifolds, ferrules, sample points, and aggressive-cleaning sections before upgrading lower-risk or noncritical parts of the system.