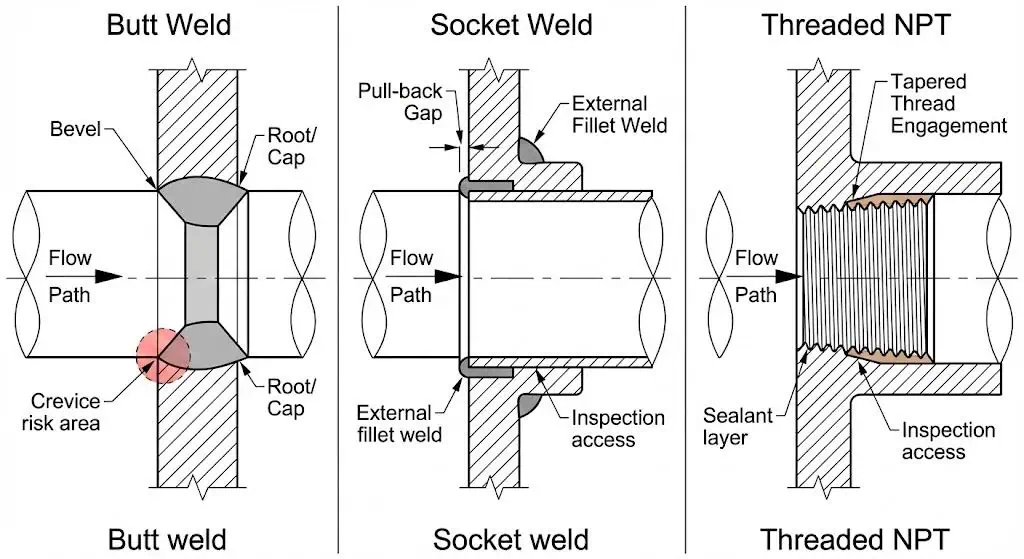
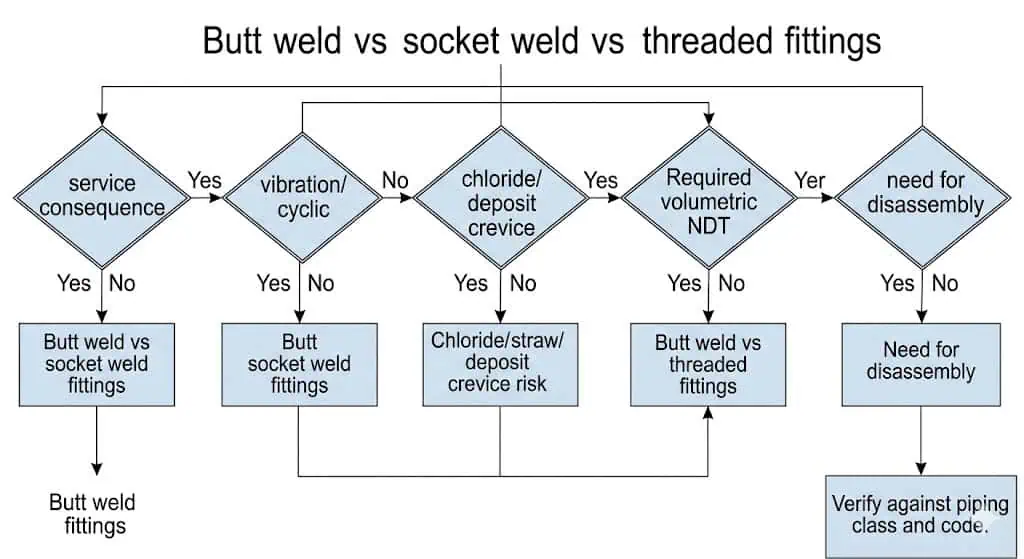
Gli ingegneri dovrebbero selezionare raccordi per tubazioni a giunto testa, a giunto a bicchiere o filettati in base alla pressione/temperatura di progetto, al carico ciclico, al meccanismo di corrosione, all'ispezionabilità (NDT) e all'accessibilità per la manutenzione definiti dalla classe di tubazione del progetto. Una regola pratica rapida: utilizzare la saldatura a testa quando è necessaria la massima integrità e un foro pulito; utilizzare la saldatura a bicchiere principalmente per linee di utilità/strumentazione di piccolo diametro ad alta pressione dove il controllo dell'accoppiamento è buono; utilizzare la filettatura dove è previsto lo smontaggio e il servizio è veramente a basso rischio. Verificare sempre la scelta finale rispetto al codice di tubazione applicabile, alle specifiche del cliente e alle note della classe di linea.
- Partire dall'elenco delle linee: pressione/temperatura di progetto, pericolo del fluido, tolleranza di corrosione, servizio a vibrazione/ciclico e tipi di giunti ammessi nella classe di tubazione.
- Abbinare lo standard del raccordo alla connessione: ASME B16.9 per dimensioni/tolleranze della saldatura a testa; ASME B16.11 per raccordi forgiati a bicchiere e filettati; ASME B1.20.1 per la geometria e la misurazione della filettatura NPT.
- Punti di controllo dell'approvvigionamento che prevengono perdite in campo: tracciabilità del numero di lotto/calore, ispezione dimensionale, qualità delle estremità di saldatura e un piano di ispezione realistico (VT + PT/MT + UT/RT dove richiesto).
Panoramica dei raccordi per saldatura a testa
Cosa sono i raccordi per saldatura a testa?
Raccordi per saldatura a testa sono raccordi uniti mediante saldatura delle estremità preparate al tubo per formare un giunto metallico continuo e resistente alle perdite.
Per le tubazioni progettate, la “misurazione” e il “montaggio” di un giunto per saldatura a testa non riguardano solo la dimensione nominale—comprendono anche l'allineamento (hi-lo), la qualità della smussatura, la transizione dello spessore della parete e le dimensioni da estremità a estremità che corrispondono al disegno del tratto. I requisiti dimensionali per i raccordi per saldatura a testa forgiati di fabbrica sono comunemente riferiti a ASME B16.9, mentre il materiale in acciaio inossidabile per tubazioni in pressione è spesso specificato secondo ASTM A403/A403M (gradi WP come WP304/304L, WP316/316L). In pratica, questo spiega perché un raccordo della “stessa NPS” può comunque fallire in campo se le smussature sono danneggiate, l'ovalità è elevata o lo spessore della parete non è quello assunto dal WPS.
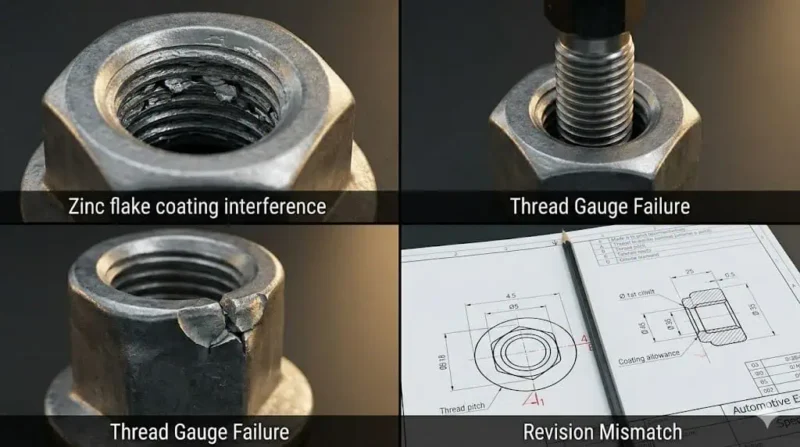
Caso sul campo (problema di montaggio → perdita/riparazione): Su una linea di servizio caldo, un gomito è arrivato con ovalità misurabile e un bordo di smussatura distorto a causa della movimentazione. L'equipaggio ha forzato l'allineamento, quindi il passaggio di radice ha mostrato mancanza di fusione in un quadrante. La riparazione ha richiesto taglio, ri-smussatura e ri-saldatura più ri-collaudo—costi molto superiori al rifiuto del raccordo all'ispezione in ingresso. Prevenzione: verificare la rotondità del diametro esterno, il piano di smussatura e la perpendicolarità dell'estremità prima di rilasciare alla fabbricazione, specialmente su acciaio inossidabile a parete sottile.
Vantaggi dei raccordi per saldatura a testa
I raccordi per saldatura a testa offrono elevata integrità del giunto, passaggio liscio e prestazioni prevedibili quando le procedure di saldatura e i controlli di montaggio sono eseguiti correttamente.
Gli ingegneri apprezzano i giunti a saldatura di testa perché il percorso di flusso interno può essere mantenuto vicino al diametro interno del tubo con volume morto minimo e meno punti di fessura. In servizi sensibili alla contaminazione o all'attacco per fessura (cloruri, zone stagnanti), eliminare i vuoti meccanici è importante tanto quanto la “classe di pressione”. La saldatura di testa è anche l'opzione più flessibile per la pianificazione delle NDT—UT/RT può essere applicata quando la geometria e l'accesso lo consentono, e i metodi superficiali (VT/PT/MT) sono semplici intorno al cordone di saldatura.
Suggerimento: Quando una classe di tubazioni richiede giunti a “integrità completa” (servizio ciclico, ad alta conseguenza o guidato dalla corrosione), la saldatura di testa è solitamente l'opzione predefinita—purché il progetto possa supportare saldatura e ispezione qualificate.
Svantaggi dei raccordi a saldatura di testa
I raccordi a saldatura di testa richiedono saldatura qualificata, preparazione disciplinata e un piano di ispezione—altrimenti i difetti possono essere nascosti e costosi da correggere.
Le modalità di guasto in produzione raramente sono “problemi misteriosi”. Sono solitamente elementi controllabili: preparazione dello smusso scadente, apporto termico errato, spurgo insufficiente (acciaio inossidabile), disallineamento e controllo interpasso inadeguato. Il lavoro di saldatura dovrebbe seguire procedure qualificate e qualifiche del saldatore (dipendenti dal progetto; molti proprietari fanno riferimento alla Sezione IX ASME per la qualificazione). Se sono richieste NDT, pianificarle in anticipo—geometria, accesso e criteri di accettazione devono essere definiti prima che il primo spezzone sia saldato.
| Modalità di guasto | Descrizione |
|---|---|
| Porosità (bolle di gas) | Gas intrappolato nel metallo di saldatura; cause comuni includono schermatura/spurgo insufficiente, contaminazione o umidità eccessiva. |
| Cricche (spesso cricche a caldo nell'acciaio inossidabile austenitico) | Possono verificarsi per selezione errata del materiale d'apporto, vincolo eccessivo o chimica/apporto termico sfavorevole; tipicamente si inizia durante la solidificazione. |
| Fusione incompleta / mancanza di penetrazione | Faccia di radice troppo ampia, accoppiamento insufficiente, basso apporto termico o disallineamento; può creare un percorso di perdita o un innesco per cricca da fatica. |
Caso sul campo (anomalia di processo → ossidazione della radice): Su tubazioni di piccolo diametro in 316L, una purga di argon inadeguata ha prodotto un forte effetto “zuccherino” alla radice. La saldatura appariva accettabile esternamente ma ha ceduto durante la prova di pressione. Prevenzione: specificare i requisiti di purga, verificare i livelli di ossigeno dove necessario e richiedere un controllo visivo interno (con videoscopio) sulle giunzioni in acciaio inossidabile critiche.
Applicazioni per raccordi per saldatura a testa
I raccordi per saldatura a testa sono preferiti per sistemi a maggiori conseguenze, diametri maggiori e servizi dove la tenuta stagna e l'integrità a lungo termine prevalgono sulla facilità di smontaggio.
Sono comuni nell'industria petrolifera e del gas, petrolchimica, generazione di energia, trattamento delle acque e processi chimici dove la classe della linea tipicamente esclude giunti filettati e spesso limita la saldatura a bicchiere alle piccole dimensioni. Tenere presente un limite pratico: ASME B16.9 è un riferimento dimensionale/di tolleranza (comunemente da NPS 1/2 a 48). L'effettivo campo ammissibile pressione-temperatura è determinato dal codice di tubazione e dal materiale/spessore del tubo, non dal solo raccordo.
Raccordi per saldatura a bicchiere spiegati
Cosa sono i raccordi per saldatura a bicchiere?
I raccordi per saldatura a bicchiere collegano i tubi inserendo l'estremità del tubo in un bicchiere lavorato e applicando una saldatura d'angolo esterna.
Per i raccordi per saldatura a bicchiere forgiati, le convenzioni dimensionali/di classe sono comunemente riferite a ASME B16.11. In campo, i dettagli critici sono (1) la profondità di inserimento e (2) il controllo del piccolo spazio di “ritiro” prima della saldatura per ridurre le tensioni durante l'espansione termica. Molte pratiche di fabbricazione prevedono un piccolo spazio assiale (spesso indicato intorno a 1/16 in / 1,6 mm) anziché far toccare il tubo sul fondo del bicchiere; confermare l'esatto requisito nella specifica del progetto e nell'interpretazione del codice prima di standardizzare la pratica.
- Il bicchiere fornisce un allineamento ripetibile per piccoli diametri se il diametro esterno del tubo e il diametro interno del bicchiere sono controllati.
- La saldatura d'angolo è accessibile per l'ispezione superficiale (VT/PT/MT), ma i controlli non distruttivi volumetrici interni sono solitamente limitati dalla geometria.
- Esistono zone di fessura all'interfaccia del bicchiere; in servizi con cloruri/stagnanti questo può essere più importante della resistenza.
- Le designazioni di classe sono definite nello standard del raccordo (non “psi da solo”): i raccordi per saldatura a bicchiere sono comunemente designati Classe 3000/6000/9000 secondo ASME B16.11.
Vantaggi dei raccordi per saldatura a bicchiere
I raccordi per saldatura a bicchiere offrono connessioni robuste, resistenti alle perdite per servizi ad alta pressione a piccolo diametro quando la qualità della saldatura è controllata.
Rispetto ai giunti filettati, la saldatura a bicchiere elimina le variabili di tenuta della filettatura e riduce la possibilità di grippaggio sull'acciaio inossidabile. Rispetto alla saldatura a testa su fori molto piccoli, la saldatura a bicchiere può ridurre i tempi di preparazione dello smusso e di montaggio. Il motivo per cui molti proprietari la limitano ancora non è la “debolezza”, ma le limitazioni di ispezione e le considerazioni sulla corrosione/fatica in servizi specifici.
- Giunto resistente alle perdite senza variabili di sigillante per filettature
- Geometria compatta per rack e skid di tubazioni stretti
- Allineamento ripetibile per diametri piccoli quando la lavorazione è uniforme
- Comunemente disponibile in classi di alta pressione secondo ASME B16.11
- Meno sensibilità all'allentamento da vibrazioni rispetto ai giunti filettati
- Ridotto rischio di grippaggio della filettatura in acciaio inossidabile rispetto all'assemblaggio filettato
- Tasso di rilavorazione inferiore rispetto alle saldature a testa “affrettate” su fori piccoli quando viene mantenuta la disciplina di fabbricazione
Svantaggi dei raccordi per saldatura a bicchiere
I raccordi per saldatura a bicchiere possono nascondere meccanismi di corrosione per fessura e fessurazione da fatica, e sono più difficili da ispezionare volumetricamente rispetto ai giunti saldati a testa.
La geometria crea una fessura stretta all'interfaccia del raccordo; la corrosione per fessura nell'acciaio inossidabile è un meccanismo localizzato noto che inizia in spazi schermati quando le condizioni favoriscono la rottura del film passivo (spesso aggravata da cloruri e ristagno). Se il vostro sistema è esposto ad acqua contenente cloruri, cicli umido/secco intermittenti o depositi, considerate la fessura come un rischio di progettazione—non un ripensamento. Per informazioni sul comportamento della corrosione per fessura nell'acciaio inossidabile, consultate la panoramica tecnica di Swagelok.
Nota: la saldatura a raccordo è spesso accettabile per servizi di utilità ad alta pressione a piccolo diametro, ma è frequentemente limitata in servizi ciclici severi, servizi corrosivi stagnanti o dove è obbligatoria la NDT volumetrica.
Caso sul campo (corrosione per fessura → perdita a spillo): Un raccordo per saldatura a raccordo in acciaio inossidabile su una linea di lavaggio ha sviluppato una perdita a spillo vicino al piede dopo mesi di servizio intermittente. La causa principale era un attacco localizzato associato a depositi e condizioni di fessura stagnanti. Prevenzione: evitare la saldatura a raccordo in servizi umidi con cloruri dove si verificano depositi/ristagno; migliorare il drenaggio; considerare la saldatura a testa o una connessione diversa progettata per eliminare la fessura; e validare la selezione del materiale con l'intervallo di cloruri e temperatura previsto.
Applicazioni per raccordi per saldatura a raccordo
I raccordi per saldatura a raccordo sono comuni nelle tubazioni ad alta pressione a piccolo diametro dove la compattezza è preziosa e il piano di ispezione è principalmente basato su superficie.
Casi d'uso tipici includono aria strumentale, linee idrauliche/pneumatiche, alcune tracce di vapore o connessioni di utilità, e tubazioni su skid dove la sostituzione del tratto è fattibile. Quando il servizio è corrosivo o critico per la pulizia, rivalutate: la fessura e la difficoltà di pulizia possono dominare il rischio del ciclo di vita anche se la classe di pressione sembra adeguata.
| Settori | Descrizione dell'applicazione |
|---|---|
| Petrolchimica | Linee di utilità a piccolo diametro dove è necessaria una classe di pressione elevata e la NDT è principalmente basata su superficie |
| Petrolio e gas | Linee strumentali e ausiliarie su skid; verificare i limiti di vibrazione e carico ciclico nella classe di tubazione |
| Generazione di energia elettrica | Linee ausiliarie vapore/condensato di piccolo diametro dove è disponibile saldatura qualificata |
| Impianti di Processo Chimico | Servizi di utilità; evitare dove cloruri/stagnazione possono causare corrosione per fessura |
| Impianti di Trattamento Acque | Linee di campionamento/utilità ad alta pressione; valutare il rischio di cloruri e depositi prima di selezionare la saldatura a bicchiere |
| Sistemi Idraulici/Pneumatici | Giunzioni compatte ad alta pressione dove la sostituzione periodica è fattibile |
| Aerospaziale | Sistemi speciali sotto controlli rigorosi di lavorazione |
| Sistemi criogenici | Applicazioni speciali; verificare i requisiti di cicli termici e tenacità del materiale |
Guida ai raccordi filettati per tubi
Cosa sono i raccordi filettati per tubi?
I raccordi filettati per tubi utilizzano filettature per collegare tubi e componenti, affidandosi alla forma della filettatura e alla pratica di tenuta per prevenire perdite.
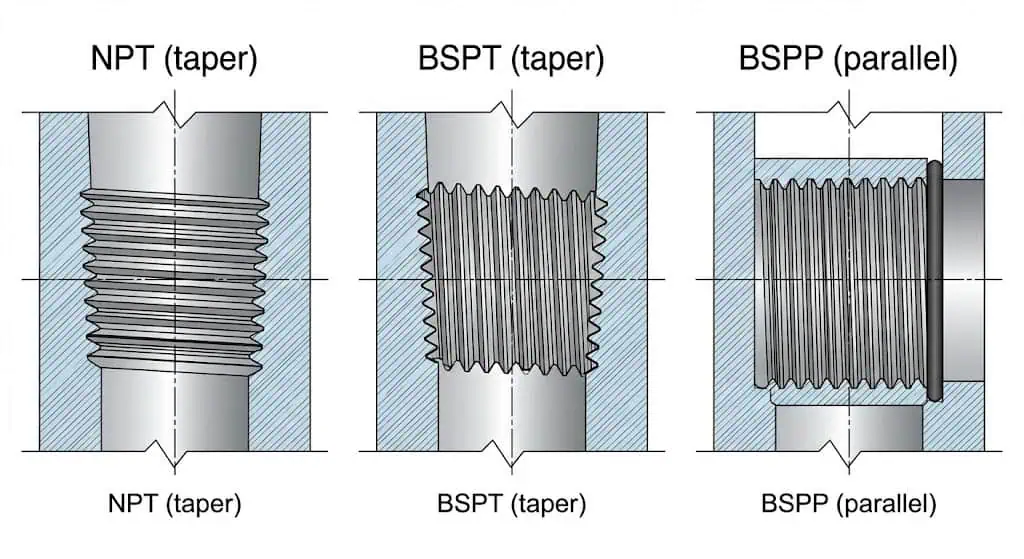
Le connessioni filettate funzionano bene quando il servizio è a basso rischio, è previsto lo smontaggio e le vibrazioni/i cicli termici sono controllati. La chiave è capire se la filettatura è destinata a sigillare sulle filettature (conica) o richiede un elemento di tenuta separato (parallela). In Nord America, le filettature coniche sono comunemente definite dalla ASME B1.20.1 (famiglia NPT). A livello internazionale, vengono spesso citate le famiglie di filettature ISO: ISO 7-1 copre le filettature per tubi in cui le giunzioni tenenti alla pressione sono realizzate sulle filettature, mentre ISO 228-1 è esplicitamente per filettature per tubi in cui le giunzioni tenenti alla pressione non sono realizzate sulle filettature (cioè, la tenuta avviene tramite guarnizione/O-ring/rondella, non la filettatura stessa).
| Tipo di filettatura | Descrizione | Caratteristiche | Applicazioni |
|---|---|---|---|
| NPT | Filettatura conica, pratica comune negli Stati Uniti | Sigilla principalmente per interferenza della filettatura se montata correttamente; geometria/calibrazione della filettatura secondo ASME B1.20.1 | Tubazioni per gas/liquidi/olio di utilità dove la classe di tubazione consente giunti filettati |
| BSP | Famiglie di filettature per tubi British Standard | BSPT (conica) può sigillare sulla filettatura; BSPP (parallela) richiede tipicamente rondella/O-ring ed è allineata con il concetto “non tenuta alla pressione sulle filettature” di ISO 228-1 | Tubazioni in regioni che utilizzano standard BSP; confermare il tipo di accoppiamento prima dell'acquisto |
| Metrica | Filettature metriche | Filettature tipicamente diritte che richiedono un elemento di tenuta (O-ring/rondella); non intercambiabili con NPT/BSP | Connessioni per macchinari e attrezzature |
| SAE | Famiglie di filettature per automotive/idraulica | Spesso filettature diritte con tenuta a O-ring; la selezione dipende dallo standard del sistema e dal design della porta | Idraulica, automotive, refrigerazione |
| JIS | Standard giapponesi | Compatibilità regionale; la tenuta può essere conica o tramite elemento di tenuta a seconda del tipo | Sistemi di attrezzature e tubazioni giapponesi |
Vantaggi dei raccordi filettati per tubazioni
I raccordi filettati per tubazioni sono veloci da montare e facili da smontare, il che può ridurre i tempi di fermo per i sistemi di utilità a basso rischio.
Evitano l'apporto di calore della saldatura e possono essere pratici per linee temporanee, bypass di manutenzione e servizi non critici. Il vantaggio di costo è reale solo quando si considera l'intero ciclo di vita: se l'allentamento da vibrazioni o la variabilità del sigillante causano perdite ripetute, il “giunto economico” diventa costoso.
| Vantaggio | Descrizione |
|---|---|
| Installazione e rimozione facili | Configurazione rapida senza saldatura; buona per sistemi che richiedono smontaggio |
| Soluzione conveniente | Minore complessità di fabbricazione quando la classe di tubazione consente realmente le filettature |
| Flessibilità nella manutenzione | Smontaggio semplice per riparazioni o sostituzioni |
| Controllo delle perdite (se eseguito correttamente) | Raggiungibile con l'abbinamento corretto del tipo di filettatura, filettature pulite, ingaggio appropriato e pratica di sigillatura adeguata |
| Compatibilità con i materiali | Ampia disponibilità di materiali; prestare attenzione all'accoppiamento galvanico e al rischio di grippaggio dell'acciaio inossidabile |
| Ampia gamma di dimensioni | Comunemente utilizzati su dimensioni ridotte; molti codici limitano i giunti filettati su NPS più grandi |
| Riutilizzabilità | Può essere riutilizzato se le filettature non sono danneggiate; ispezionare per grippaggio e deformazione prima del riutilizzo |
Svantaggi dei raccordi filettati per tubi
I raccordi filettati sono sensibili alla pratica di assemblaggio e sono più vulnerabili a perdite sotto vibrazione, cicli termici e disallineamento rispetto ai giunti saldati.
I fattori tipici di guasto includono lunghezza di ingaggio del filetto insufficiente, filettature danneggiate o sporche, accoppiamento errato delle filettature (ad esempio, NPT forzato in BSPP) e uso incoerente del sigillante. I giunti filettati in acciaio inossidabile comportano anche un rischio di grippaggio; l'uso di un lubrificante/pasta anti-grippante adatto per l'acciaio inossidabile può ridurre il bloccaggio durante l'assemblaggio (vedere Guida ai lubrificanti Swagelok per applicazioni in acciaio inossidabile e leghe).
Nota: Se una linea è soggetta a vibrazioni, carichi ciclici o fluidi pericolosi, molte specifiche del proprietario limitano o vietano i giunti filettati anche quando tecnicamente possibili. Considerare “filettatura consentita” come una decisione di progettazione, non un'impostazione predefinita.
Caso sul campo (tipo di filettatura errato → perdita cronica): Una squadra di manutenzione ha sostituito un raccordo utilizzando una logica “sembra compatibile”: un maschio BSPP è stato installato in una porta femmina NPT con nastro. L'assemblaggio sembrava stretto ma ha perso sotto pressione perché le forme della filettatura non sono progettate per accoppiarsi/sigillare in quel modo. Prevenzione: verificare lo standard della filettatura su entrambe le parti; per le filettature parallele stile ISO 228-1, utilizzare l'elemento di tenuta corretto (O-ring/rondella) anziché tentare di “sigillare le filettature”. Riferimento: ISO 228-1.
Applicazioni per raccordi filettati per tubi
I raccordi filettati sono più adatti per tubazioni di piccolo diametro, a basso o moderato rischio, dove la rapida installazione e l'accesso per manutenzione sono priorità.
Si trovano in HVAC, servizi generali, alcuni servizi ausiliari di petrolio e gas, e aria/acqua di impianto dove la classe della linea consente esplicitamente le filettature. In molti impianti progettati, i giunti filettati sono limitati a dimensioni ridotte e servizi non pericolosi per ridurre il rischio di perdite e il carico di manutenzione.
| Tipo di connessione | Scenario di applicazione |
|---|---|
| Filettato | Servizi a basso rischio e sistemi che richiedono frequenti smontaggi (dove consentito dalla classe di tubazione) |
| Tri-Clamp | Industrie alimentari, delle bevande, farmaceutiche |
| DIN | Impianti chimici e farmaceutici |
| Flangiato | Centrali elettriche, impianti petrolchimici |
| Saldato | Servizio ad alta integrità inclusi vapore ad alta pressione e sistemi chimici ad alta conseguenza |
I raccordi filettati per tubazioni compaiono anche nel trattamento delle acque, protezione antincendio e linee di servizio a bassa pressione. La selezione dell'acciaio inossidabile dovrebbe considerare non solo la “resistenza alla corrosione” in generale, ma il meccanismo dominante (vaiolatura/fessura nei cloruri, rischio di SCC a temperatura, depositi, ecc.). Se sono previste fessure e depositi, rivedere il comportamento e gli approcci di mitigazione della corrosione per fessura (ad esempio: Panoramica sulla corrosione per fessura).
Confronto tra tipi di raccordi per tubazioni
Classificazioni di pressione e temperatura
I giunti a testa di saldatura sono tipicamente selezionati per l'inviluppo di massima integrità, ma la “classificazione” deve essere interpretata correttamente: B16.9 è uno standard dimensionale, mentre B16.11 definisce le designazioni di classe per raccordi forgiati a saldatura a bicchiere e filettati.
Per raccordi forgiati a saldatura a bicchiere e filettati, ASME B16.11 designa Classe 2000/3000/6000 per raccordi a estremità filettata e Classe 3000/6000/9000 per raccordi a estremità per saldatura a bicchiere. Queste designazioni di classe non sono un singolo “numero psi” da applicare ciecamente; la pressione ammissibile in funzione della temperatura dipende dal gruppo di materiale e dalla riduzione di temperatura secondo il codice/specifica di riferimento. I raccordi per saldatura a testa citati in ASME B16.9 generalmente seguono le regole di progettazione della tubazione per il tubo di materiale e spessore di parete corrispondenti.
| Tipo di raccordo | Designazione della Classe di Pressione (per raccordi forgiati) |
|---|---|
| Saldatura a bicchiere | Classe 3000, 6000, 9000 (secondo ASME B16.11) |
| Filettato | Classe 2000, 3000, 6000 (secondo ASME B16.11) |
Scegliere il raccordo corretto garantisce sicurezza, ispezionabilità e manutenibilità—non solo “tenuta della pressione”.”
Ispezionabilità/NDT
I giunti saldati a testa possono supportare la gamma più ampia di metodi NDT; i giunti saldati a bicchiere e filettati sono spesso limitati all'ispezione superficiale e al test di tenuta a causa della geometria.
I progetti critici definiscono l'NDT in base al rischio: conseguenza del cedimento, servizio ciclico, meccanismo di corrosione e accessibilità. Per i fondamenti dei metodi, consultare le pagine dei metodi ASNT (ad esempio: Prova radiografica e Prova ultrasonica).
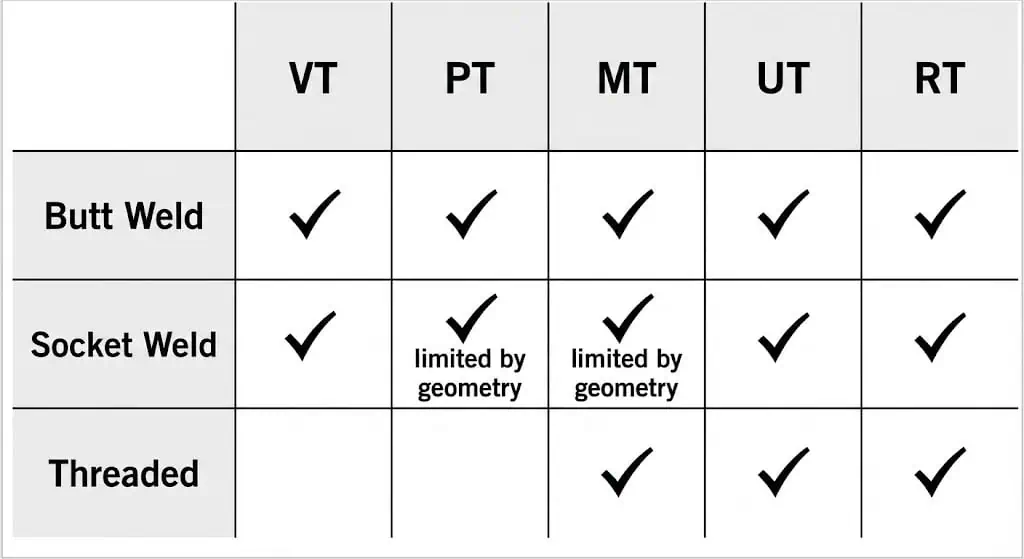
I metodi NDT comuni includono:
- Prova radiografica (RT): Utilizza raggi X/radiazione gamma per valutare discontinuità interne.
- Prove ultrasoniche (UT): Utilizza suoni ad alta frequenza per rilevare difetti interni e variazioni di spessore.
- Prova magnetopolvere (MT): Rileva discontinuità superficiali/sottosuperficiali nei materiali ferromagnetici.
- Controllo a Liquidi Penetranti (PT): Rivela difetti superficiali.
Le saldature a testa spesso giustificano un'ispezione più rigorosa perché sono frequentemente utilizzate in servizi a maggiori conseguenze—e perché le riparazioni sono più difficili una volta che la tubazione è in servizio.
Installazione e Manutenzione
I raccordi filettati sono i più veloci da installare e rimuovere, ma i raccordi saldati riducono il numero di “variabili” che causano perdite croniche.
La pianificazione della manutenzione non riguarda solo lo smontaggio; riguarda se il giunto può essere ispezionato, pulito e riparato sotto i vincoli dell'impianto. La saldatura a bicchiere può essere un buon compromesso per piccoli diametri se i meccanismi di corrosione sono compresi e la classe di tubazione lo consente. La saldatura a testa è l'opzione più stabile a lungo termine quando la qualità della fabbricazione è garantita.
| Problema | Metodi di Identificazione | Cause Principali | Soluzioni |
|---|---|---|---|
| Perdite | Ispezione visiva, prova di pressione/perdita, penetrante colorato (crepe superficiali) | Installazione impropria, tipo di filettatura errato, difetti di saldatura, disallineamento del materiale | Pratica di assemblaggio corretta; riparare/sostituire il giunto; verificare lo standard di filettatura; migliorare la procedura di saldatura e l'ispezione |
| Corrosione | Controllo visivo, tendenza dello spessore (UT), ispezione dei depositi | Cloruri/depositi che causano vaiolatura/corrosione per fessura; drenaggio scarso; selezione errata della lega | Aggiornare la selezione del materiale; eliminare le fessure; migliorare il drenaggio/pulizia; applicare una mitigazione adeguata secondo lo studio sulla corrosione |
| Cadute di pressione | Monitoraggio del flusso, letture della pressione differenziale | Ostruzione, progettazione inadeguata, disallineamento interno | Pulizia/sciacquo; correzione della progettazione; mantenimento della superficie interna liscia dove richiesto |
Ispezione regolare e pratiche di assemblaggio disciplinate prolungano la durata in servizio—specialmente nelle connessioni di piccolo diametro dove le perdite rimangono nascoste fino a diventare incidenti.
Considerazioni sui costi e sulla catena di approvvigionamento
I raccordi filettati spesso sembrano più economici inizialmente; i raccordi saldati spesso risultano più convenienti nel ciclo di vita quando il rischio di perdite, le riparazioni e le ispezioni sono valutati realisticamente.
La saldatura a testa richiede saldatura qualificata, tempo di preparazione dei giunti e potenziali controlli non distruttivi. La saldatura a bicchiere riduce la preparazione dello smusso ma può introdurre rischi di corrosione/affaticamento in servizi inappropriati. Il filettato minimizza i tempi di fabbricazione ma sposta il rischio sul controllo dell'assemblaggio e sulla pratica di applicazione del sigillante. L'approvvigionamento dovrebbe valutare: conformità allo standard corretto (B16.9 vs B16.11), tracciabilità (numero di colata), registri di ispezione dimensionale e piani documentati di ispezione/prova.
| Tipo di raccordo | Fattori che influenzano i costi |
|---|---|
| Raccordi filettati | Pratica di assemblaggio, verifica dello standard di filettatura, controllo del sigillante/lubrificante, rischio di riparazione per perdite |
| Butt Weld Fittings | Saldatura qualificata, controllo della preparazione dei giunti, requisiti di controlli non distruttivi, costo di riparazione/riprova in caso di difetti |
| Raccordi a saldare | Qualità esecutiva della saldatura, rischio di corrosione per fessura in servizio, opzioni limitate di ispezione volumetrica |
I fattori della catena di approvvigionamento svolgono anche un ruolo:
- Valutazione del fornitore: tracciabilità del materiale, controllo del processo e QC documentato
- Capacità di ispezione: controlli dimensionali, PMI se richiesto, prontezza alla subappaltazione NDT
- Pianificazione logistica: tempi di consegna per gradi di lega e misure speciali
- Qualità della documentazione: completezza del MTR e allineamento con i requisiti del progetto
I passaggi integrati di produzione e verifica di Sunhy possono semplificare l'approvvigionamento, a condizione che la documentazione consegnata corrisponda alla classe di linea e ai requisiti di ispezione del progetto.
Resistenza alla corrosione e qualità del materiale
La qualità del materiale e il controllo dei meccanismi di corrosione determinano l'affidabilità a lungo termine più del solo tipo di connessione.
I materiali in acciaio inossidabile, duplex e super duplex possono offrire una forte resistenza quando la lega è adatta all'ambiente. Per i raccordi in acciaio inossidabile austenitico forniti a ASTM A403/A403M, il trattamento termico fa parte della conformità e dovrebbe essere riportato sul MTR. In pratica, la temperatura di ricottura di solubilizzazione dipende dal grado e dalla forma del prodotto; le indicazioni tipiche per la ricottura di solubilizzazione e il raffreddamento rapido dell'acciaio inossidabile austenitico sono comunemente indicate nei riferimenti tecnici per l'acciaio inossidabile (ad esempio: Linee guida per il trattamento termico della World Stainless Association). Se la suscettibilità alla corrosione intergranulare è un problema, le pratiche di prova come ASTM A262 possono essere richiamate dalle specifiche del proprietario per la verifica in alcuni casi.
| Tipo di materiale | Resistenza alla corrosione | Resistenza | Idoneità all'applicazione |
|---|---|---|---|
| Acciaio inox | Alta (dipendente dall'ambiente) | Alta | Uso generale |
| Duplex | Molto alta (non universale) | Alta | Servizio offshore e contenente cloruri (dipendente dalla specifica) |
| Super Duplex | Molto alta (non universale) | Molto alta | Servizio con cloruri severo in condizioni controllate |
| Inconel/Incoloy | Alta | Alta | Ambienti ad alta temperatura / aggressivi |
| Monel | Alta | Moderato | Ambienti di acqua di mare e chimici specifici |
| Titanio | Molto alta | Alta | Servizio marino e chimico speciale |
Sunhy annota la soluzione di ricottura e tempra rapida per i prodotti in acciaio inossidabile; nella pratica, confermare il trattamento termico effettivo e i risultati dei test sul dossier MTR/controllo per il lotto/consegna fornito, e allineare l'accettazione con la specifica del progetto. Per il rischio di corrosione per vaiolatura/fessura guidato da cloruri, evitare dove possibile geometrie soggette a fessure (interfacce a innesto, depositi) e abbinare la selezione della lega alla concentrazione di cloruri e temperatura previste.
Selezionare insieme il materiale e il tipo di connessione giusti—e verificare la documentazione—previene la maggior parte delle perdite “a sorpresa” in servizio.
Guida alla selezione dei tipi di connessione per tubazioni
Lista di controllo decisionale
Gli ingegneri dovrebbero utilizzare una lista di controllo strutturata per selezionare il tipo di connessione per tubazioni corretto per il loro sistema.
Una lista di controllo pratica aiuta ingegneri e acquirenti ad abbinare i raccordi corretti ai requisiti del progetto. La gamma di prodotti Sunhy copre tutti i principali tipi di connessione, supportando esigenze industriali diversificate.
- Compatibilità dei materiali delle tubazioni
Selezionare raccordi che corrispondano al materiale della tubazione e alla strategia di corrosione (accoppiamento galvanico, cloruri/vaiolatura, preoccupazioni per SCC dove applicabile). - Classificazioni per temperatura e pressione
Confermare che il tipo di giunto sia consentito dalla classe di tubazione e che la progettazione pressione-temperatura sia validata dal codice di riferimento (non trattare “classe” come un singolo numero psi). - Dimensioni e misura
Verificare NPS, spessore di parete/base schedule, dimensioni da estremità a estremità e qualsiasi nota di tolleranza speciale per il montaggio del tratto di tubazione. - Fattori ambientali e resistenza alla corrosione
Identificare il meccanismo di corrosione dominante; evitare fessure dove la corrosione per fessura è un rischio credibile (vedere Panoramica sulla corrosione per fessura). - Budget e longevità
Confrontare il costo del ciclo di vita: fabbricazione + ispezione + rielaborazione + tempi di fermo dovuti a perdite. - Manutenzione e accessibilità
Definire come il giunto sarà ispezionato e riparato dopo la messa in servizio; rendere l'accesso una decisione esplicita. - Requisiti specifici dell'applicazione
Confermare lo standard di filettatura (NPT vs BSPT/BSPP), i requisiti di qualifica della saldatura e i documenti da consegnare (MTR, rapporti NDT, registrazioni dimensionali).
Suggerimento: se un progetto ha una storia ricorrente di perdite, la soluzione di solito non è “più sigillante”—è selezionare un tipo di giunto coerente con vibrazioni, servizio ciclico e meccanismo di corrosione.
Errori comuni
La scelta del tipo di connessione errato o l'installazione scorretta dei raccordi può compromettere l'integrità e la sicurezza del sistema.
Gli ingegneri talvolta trascurano le modalità di guasto o gli errori di installazione, che possono portare a perdite, corrosione o guasti meccanici. Comprendere questi rischi aiuta a prevenire errori costosi.
| Tipo di raccordo | Errori comuni |
|---|---|
| Filettato | Accoppiamento errato delle filettature (NPT vs BSP), serraggio eccessivo, allentamento per vibrazioni, grippaggio dell'acciaio inossidabile, pratica incoerente del sigillante |
| Saldatura a bicchiere | Fondello del tubo senza gioco di ritrazione, profilo di saldatura a cordone scadente, ignorare il rischio di corrosione per fessura, utilizzo in servizio ciclico severo senza approvazione |
| a testa a testa | Assemblaggio scorretto/disallineamento, purga inadeguata sull'acciaio inossidabile, apporto termico/controllo interpasso errato, saltare i passi di ispezione richiesti |
- Utilizzare la connessione sbagliata può compromettere l'integrità del sistema—specialmente quando la classe di tubazione è stata definita per controllare il rischio di perdite.
- Ignorare i fattori ambientali (cloruri, depositi, ristagno) può causare corrosione localizzata prematura anche su “acciaio inossidabile buono”.”
- Non verificare lo standard di filettatura (NPT/BSP/parallela vs conica) provoca perdite croniche che il sigillante non può risolvere permanentemente.
- Trascurare l'accessibilità complica l'ispezione e aumenta i tempi di fermo quando una perdita di piccolo diametro diventa un evento di sicurezza.
Nota: La formazione è importante, ma anche la standardizzazione iniziale—inserire la selezione del giunto nella classe della linea e farla rispettare in fase di approvvigionamento e costruzione.
Scenari di esempio
Gli ingegneri devono abbinare i tipi di connessione a scenari specifici per prestazioni e affidabilità ottimali.
- Linea vapore ad alta pressione in una centrale elettrica
Raccordi per saldatura a testa sono comunemente selezionati per servizi ad alta integrità dove le conseguenze di perdite sono elevate e la pianificazione delle ispezioni è robusta. - Trasferimento chimico in un ambiente soggetto a corrosione
Preferire una strategia di connessione che minimizzi le fessure e supporti l'ispezione; se si considera la saldatura a bicchiere, giustificarla rispetto al rischio di cloruri/ristagno e al ciclo di vita. - Linea acqua di servizio in un edificio commerciale
Raccordi filettati possono essere pratici per sistemi veramente a basso rischio che richiedono servizio rapido—a condizione che il tipo di filettatura sia verificato e le vibrazioni siano controllate. - Piattaforma petrolifera offshore
Le selezioni in duplex/super duplex spesso si abbinano a saldatura a testa per l'integrità; convalidare la scelta della lega in base alla temperatura dei cloruri e ai controlli di saldatura.
Gli ingegneri possono consultare il catalogo Sunhy per selezionare raccordi adatti alla loro applicazione, quindi convalidare la scelta finale del giunto rispetto alla classe di tubazione del progetto, allo studio sulla corrosione e al piano di ispezione.
Gli ingegneri dovrebbero selezionare i raccordi per tubazioni in base alla pressione del sistema, alla qualità del materiale e alle esigenze di installazione.
I raccordi per saldatura a testa sono comunemente utilizzati dove l'integrità a lungo termine e il foro liscio sono critici. I raccordi per saldatura a bicchiere possono funzionare bene per applicazioni compatte, ad alta pressione e piccolo diametro, quando i meccanismi di corrosione e i limiti di ispezione sono accettabili. I raccordi filettati supportano un montaggio rapido dove è previsto lo smontaggio e il rischio di servizio è basso. La produzione e il controllo qualità di Sunhy possono supportare queste applicazioni quando la documentazione e la conformità sono allineate con i requisiti del progetto.
- Saldatura a testa: Migliore per integrità, foro liscio e servizio ad alta conseguenza quando sono disponibili controlli di saldatura/NDT
- Saldatura a bicchiere: Pratica per servizio ad alta pressione e piccolo diametro dove i rischi di fessura/ciclicità sono accettabili e controllati
- Filettato: Montaggio rapido per linee di utilità a basso rischio e manutenzione frequente; verificare lo standard di filettatura e controllare la pratica di grippaggio/sigillante
FAQ
Qual è il raccordo migliore per condotte ad alta pressione?
Per condotte ad alta conseguenza o ad alta integrità, la saldatura a testa è comunemente la prima scelta perché elimina le variabili di tenuta della filettatura e supporta una pianificazione di ispezione robusta.
Dove vengono utilizzate classi di raccordi forgiati (piccolo diametro), la saldatura a bicchiere può anche essere appropriata per servizio ad alta pressione quando consentito dalla classe di tubazione. Convalidare la decisione rispetto al codice di progettazione, al servizio ciclico/vibrazionale e al piano di accesso/NDT.
Come posso garantire una tenuta resistente alle perdite nel mio sistema di tubazioni?
Controllare le variabili del giunto che effettivamente causano perdite: standard corretto, pratica corretta di montaggio/saldatura e verifica.
Per i giunti filettati, verificare il tipo di filettatura (NPT vs BSPT/BSPP) e utilizzare una pratica uniforme di sigillante/lubrificante. Per i giunti saldati, far rispettare le tolleranze di montaggio, i requisiti di spurgo (per acciaio inossidabile) e i punti di controllo ispettivo. Per tutti i tipi, richiedere documentazione tracciabile (MTR e registri di ispezione) e confermare le dimensioni prima dell'installazione.
Quale tipo di raccordo funziona meglio in ambienti corrosivi?
La scelta migliore dipende dal meccanismo di corrosione; in molti servizi guidati dalla corrosione, ridurre le fessure e le zone morte è importante quanto la classe della lega.
La saldatura a testa spesso funziona bene perché può minimizzare le posizioni di fessura e supporta l'ispezione. La saldatura a bicchiere introduce una fessura all'interfaccia del bicchiere, che può essere un rischio in servizi con cloruri/stagnanti/soggetti a depositi. I giunti filettati aggiungono incertezza di tenuta e posizioni di fessura nelle filettature; utilizzarli solo quando il servizio e la specifica lo consentono.
I raccordi filettati possono sopportare una manutenzione frequente?
I raccordi filettati consentono un facile smontaggio per manutenzioni frequenti quando il servizio è a basso rischio.
Per mantenerli affidabili, standardizzare il tipo di filettatura, prevenire il grippaggio dell'acciaio inossidabile (lubrificante/pasta anti-grippante dove appropriato) ed evitare giunti filettati in condizioni di alta vibrazione o ciclicità severa a meno che la classe di tubazione non lo consenta esplicitamente.
Come scegliere tra raccordi a saldare a testa, a saldare a bicchiere e filettati?
Gli ingegneri dovrebbero abbinare il tipo di raccordo alla pressione del sistema, all'ambiente, ai requisiti di ispezione e all'accessibilità per la manutenzione.
Utilizzare questa tabella per un rapido riferimento:
| Tipo di raccordo | Caso d'uso ottimale | Manutenzione | Classe di pressione |
|---|---|---|---|
| a testa a testa | Condotte ad alta integrità e servizi a maggiore conseguenza | Basso (taglio per sostituzione) | Determinato dal codice di progetto + materiale/spessore del tubo; B16.9 è il riferimento dimensionale |
| Saldatura a bicchiere | Applicazioni di utilità/strumentazione a piccolo diametro e alta pressione dove consentito | Media | Classe 3000/6000/9000 secondo ASME B16.11 (verificare P-T nella specifica) |
| Filettato | Utilità a basso rischio e servizio/smontaggio frequente | Alta | Classe 2000/3000/6000 secondo ASME B16.11 (verificare P-T nella specifica) |
Quando dovrei evitare i raccordi a saldare a bicchiere?
Evitare la saldatura a bicchiere dove la corrosione per fessura, il carico ciclico severo o l'NDT volumetrico obbligatorio guidano il requisito di integrità.
La geometria della saldatura a bicchiere può intrappolare depositi e creare fessure. Se il servizio è portatore di cloruri, stagnante o incline a depositi, la saldatura a testa o una connessione progettata per eliminare le fessure è spesso più facile da giustificare. Se la specifica del proprietario richiede copertura UT/RT del giunto, la saldatura a bicchiere è spesso una scelta poco adatta.
Come posso prevenire il grippaggio (saldatura a freddo) sulle filettature in acciaio inossidabile nei raccordi filettati?
Prevenire il grippaggio controllando lo stato della filettatura, la velocità/coppia di montaggio e utilizzando un lubrificante adatto per l'acciaio inossidabile.
Utilizzare filettature pulite e non danneggiate; evitare di forzare tipi di filettatura non corrispondenti; e considerare un lubrificante/pasta anti-grippante adatto per l'acciaio inossidabile e le condizioni di servizio (esempi di linee guida sono disponibili da Swagelok lubricants). Il riutilizzo deve includere l'ispezione per deformazioni della filettatura e segni di grippaggio.