







")
Il calcolo accurato della lunghezza del bullone è essenziale per connessioni affidabili negli impianti di tubazioni industriali.
Non si tratta solo di “farlo entrare”. La lunghezza del bullone controlla (1) l'ingaggio completo del filetto del dado, (2) quanto allungamento elastico il prigioniero può fornire per mantenere stabile la sollecitazione della guarnizione, e (3) se il giunto può essere smontato senza tagliare gli elementi di fissaggio. Per le dimensioni standard delle flange ASME, il percorso più rapido è verificare il risultato rispetto alle indicazioni di lunghezza del prigioniero legate a ASME B16.5 (e ASME B16.47 per diametri grandi). Per le pratiche di assemblaggio dei giunti e i meccanismi di guasto comuni (insediamento, rilassamento, allineamento), utilizzare ASME PCC-1.
- Iniziare con lo standard/serie di flange corretto (B16.5 vs B16.47), tipo di facciatura (RF/FF/RTJ) e tipo/spessore della guarnizione.
- Calcolare per sovrapposizione (geometria) e poi verificare la plausibilità rispetto alle tabelle flange/bulloni pubblicate derivate dalle dimensioni ASME.
- Confermare le regole di ingaggio del filetto per il codice e le specifiche del progetto (molte specifiche di tubazioni fanno riferimento alle aspettative di ingaggio del filetto ASME B31.3).
Formula per la lunghezza dei bulloni delle flange ASME
Lunghezza teorica del prigioniero spiegata
Si calcola la lunghezza teorica del prigioniero per flangge ASME utilizzando un metodo standard di sovrapposizione comunemente riferito per giunti flangiati stile B16.5. L'obiettivo è semplice: il prigioniero deve attraversare entrambe le flangge e la guarnizione, ingaggiare completamente entrambi i dadi e lasciare una quantità controllata di sporgenza del filetto per ispezione e futura rimozione.
Suggerimento: Prima di calcolare qualsiasi cosa, confermare il tipo di facciata della flangia (RF/FF/RTJ) e lo stile della guarnizione. RTJ e giunti isolati cambiano la sovrapposizione più di quanto la maggior parte delle persone si aspetti.
Ecco un metodo comunemente utilizzato per calcolare le lunghezze dei prigionieri per connessioni flangiate (approccio pratico di sovrapposizione):
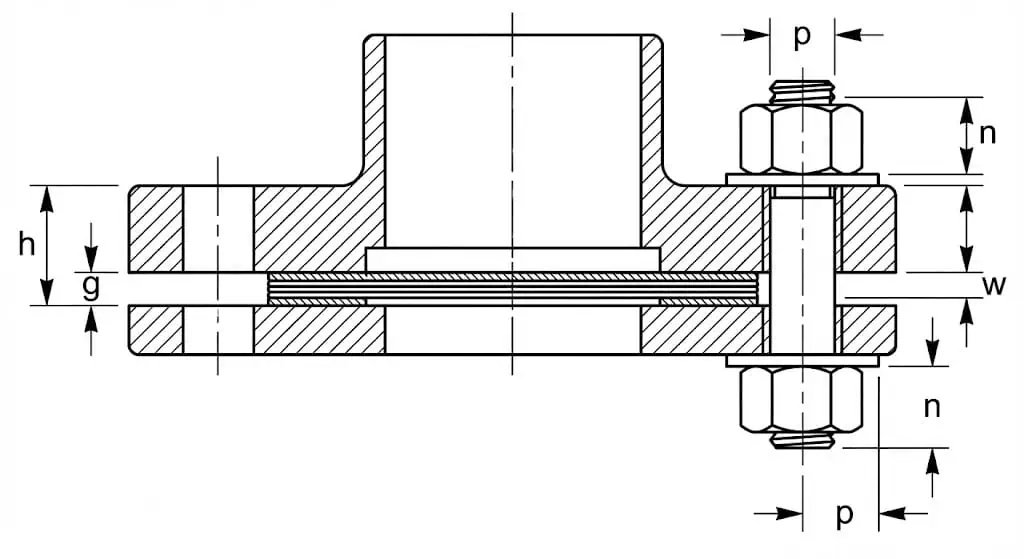
| Componente | Descrizione | Formula / Come usarla |
|---|---|---|
| L | Lunghezza teorica del prigioniero | L = 2 (s + n + h + rf) + g + 2w + p |
| s | Tolleranza per filettature libere (punto di partenza tipico) | s ≈ 1/3 × diametro del bullone (verificare con le specifiche del progetto) |
| n | Altezza del dado (dipende dal tipo/standard del dado) | Utilizzare l'altezza del dado da ASME B18.2.2 (dado esagonale pesante vs esagonale è importante) |
| h | Spessore della flangia fino alla superficie di contatto della guarnizione | Misurare lo spessore effettivo della flangia con un calibro (non affidarsi alla memoria) |
| rf | Altezza della faccia rialzata (o caratteristica di facciatura che aggiunge spessore) | RF aggiunge altezza; FF solitamente rf = 0; RTJ/T&G seguono la geometria della facciatura e le tabelle standard |
| g | Spessore della guarnizione | Utilizzare lo spessore effettivo della guarnizione (spirale avvolta vs foglio differisce) |
| w | Spessore della rondella (se utilizzata) | Aggiungere lo spessore della rondella su ciascun lato del dado (2w totale) quando le rondelle sono specificate |
| p | Tolleranza di sporgenza/proiezione della filettatura | Pianificare una proiezione controllata (spesso 1–2 filetti esposti) e un ingaggio completo |
Leggere la formula come una sovrapposizione disciplinata, non come un “numero magico ASME”.” Se si misura l'altezza effettiva dell'assemblaggio (due spessori di flangia + guarnizione + rondelle se presenti) e poi si aggiungono le altezze dei dadi più la proiezione controllata della filettatura, si otterrà una lunghezza del prigioniero che si assembla in modo pulito e mantiene il precarico.
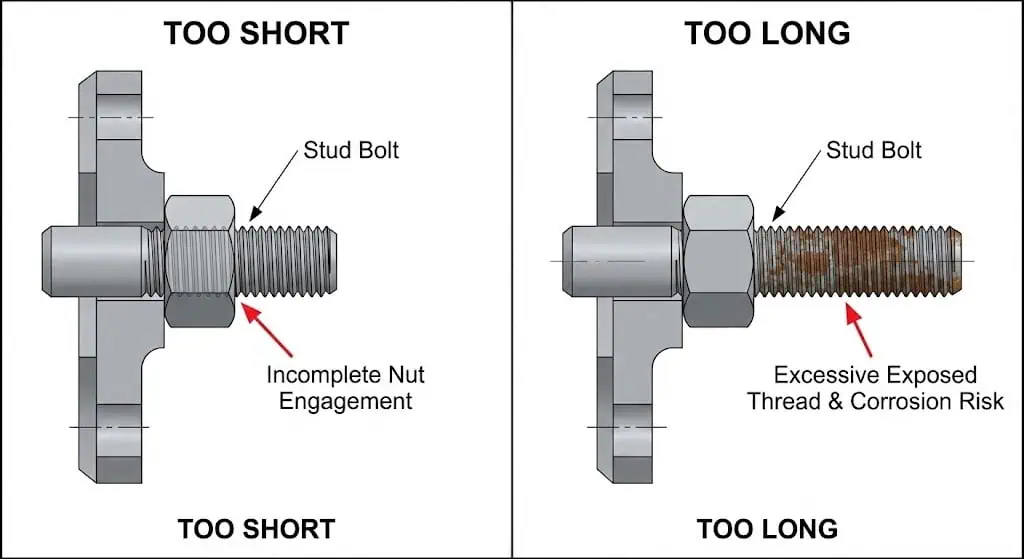
Esempio di guasto in campo (prigioniero troppo corto): Su uno skid di iniezione d'acqua Class 600, i prigionieri erano corti di ~6–8 mm perché lo spessore delle rondelle è stato ignorato. I dadi “sembravano serrati”, ma un lato del dado era vicino alla fine della filettatura. Dopo il test idrostatico, il giunto ha gocciolato nel punto più basso. La causa principale era l'ingaggio incompleto del dado + compressione irregolare della guarnizione. Soluzione: correggere la lunghezza del prigioniero, sostituire i dadi grippati, riassemblare secondo ASME PCC-1 pratiche.
Nota: Se si utilizzano tabelle bulloni pubblicate (derivate da B16.5/B16.47), verificare come viene definita la “lunghezza” (ad esempio, primo filetto a primo filetto per i prigionieri, e se le punte/smussi sono escluse). Le tabelle dei fornitori spesso includono queste definizioni esplicitamente.
Misure e strumenti richiesti
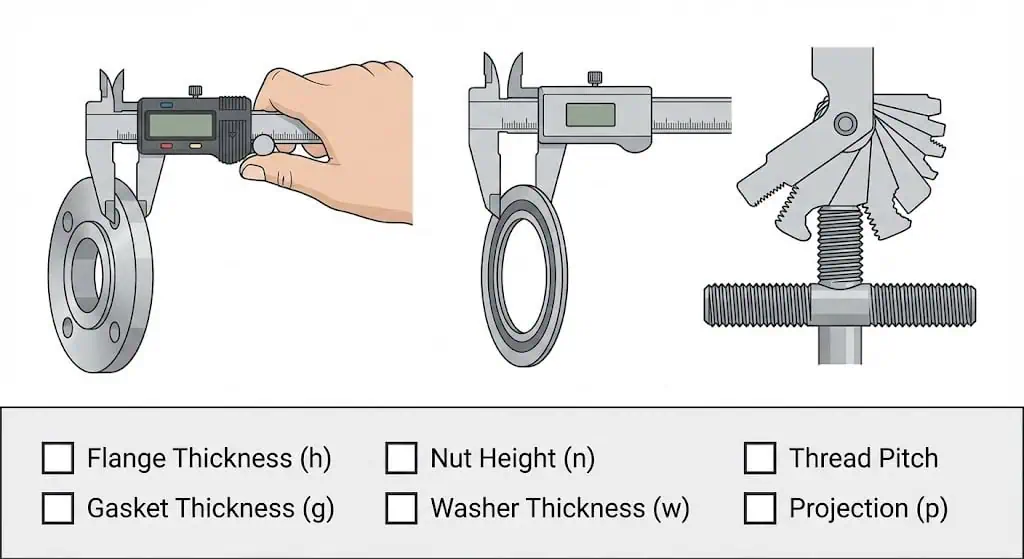
È necessario misurare accuratamente ogni componente per calcolare la lunghezza corretta del bullone. Nella pratica, i valori “nominali” vanno bene per una prima approssimazione, ma si dovrebbe confermare almeno lo spessore di una flangia e lo spessore della guarnizione dal lotto effettivo (specialmente per guarnizioni morbide, kit isolati o guarnizioni a spirale che variano per stile e densità di avvolgimento).
Ecco le variabili chiave e le unità tipiche che si dovrebbero registrare:
| Variabile | Unità |
|---|---|
| Spessore della flangia (per lato) | mm o in |
| Altezza della faccia di tenuta (riferimento RF / recesso / scanalatura) | mm o in |
| Spessore della guarnizione (non compressa) | mm o in |
| Altezza del dado (standard/tipo effettivo del dado) | mm o in |
| Spessore della rondella (se specificato) | mm o in |
| Obiettivo di sporgenza della filettatura (filetti esposti) | filetti / mm / pollici |
Avrai bisogno di questi strumenti:
- Calibro o micrometro per spessore flangia, rondella e guarnizione
- Righello d'acciaio o metro a nastro per verifiche lunghezza complessiva prigioniero
- Calibro per filettature (e calibro per passo) per conferma diametro/passo bullone
- Calibro di profondità (utile per le caratteristiche della scanalatura RTJ e le alesature, quando rilevante)
Le tolleranze dimensionali sono importanti perché il calcolo non ha un “margine di sicurezza” se il giunto è già stretto in lunghezza. Gli standard per flange ASME includono tolleranze e definizioni dimensionali; utilizzare l'edizione corrente dello standard applicabile come riferimento principale (B16.5/B16.47). Per un contesto rapido in officina, molti fabbricanti utilizzano riepiloghi di tolleranze coerenti con tali standard.
La tabella seguente è un riepilogo di tolleranze comunemente utilizzato per gli elementi di ispezione dimensionale delle flange (verificare rispetto allo standard di riferimento del progetto e al piano di ispezione):
| Dimensione | Tolleranza |
|---|---|
| Diametro esterno (O.D. ≤ 24″) | +0.125″, -0.0625″ |
| Diametro esterno (O.D. > 24″) | +0.125″, -0.125″ |
| Diametro interno (I.D. ≤ 10″) | +0.03125″, -0″ |
| Diametro interno (I.D. > 10″) | +0.0625″, -0″ |
| Diametro della faccia di contatto | +0.0156″, -0.0156″ |
| Diametro foro bullone | +0.03125″, -0.03125″ |
| Diametro della circonferenza dei fori | +0.0625″, -0.0625″ |
| Interasse dei fori per bulloni | +0.03125″, -0.03125″ |
| Spessore (dimensione nominale ≤ 18″) | +0.125″, -0″ |
| Spessore (dimensione nominale > 18″) | +0.1875″, -0″ |
Considerazione pratica: Se lo spessore della flangia e dello spessore della guarnizione aumentano, i prigionieri “al limite” diventano troppo corti. Per questo motivo molte specifiche di cantiere richiedono un controllo positivo della sporgenza del filetto dopo il serraggio finale (la verifica visiva è rapida e individua i casi peggiori in anticipo).
Fattori di lunghezza dei bulloni
Spessore della flangia e della guarnizione
Spessore della flangia e della guarnizione determinare direttamente la lunghezza di serraggio (clampata) del giunto.
La lunghezza di serraggio è lo spessore totale dei materiali serrati tra le facce di appoggio del dado (tipicamente: due spessori di flangia + guarnizione + eventuali rondelle o componenti del kit isolante). Una lunghezza efficace maggiore generalmente aumenta l'elasticità del bullone, aiutando il giunto a mantenere il carico quando la guarnizione si deforma o la flangia ruota sotto pressione/variazione termica.
- Flange più spesse e guarnizioni più spesse aumentano la lunghezza richiesta del bullone.
- I prigionieri corti sono più sensibili alle perdite per assestamento/rilassamento; la stessa perdita di spessore del giunto causa una maggiore perdita di carico nel bullone quando la sua lunghezza efficace è breve.
- Non dare per scontato lo spessore della guarnizione: le guarnizioni a spirale, kammprofile e in lamiera possono variare sia in spessore che in compressibilità.
- Se si utilizzano flange RTJ, non trattarle come RF: la geometria della faccia e la selezione dell'anello determinano dettagli di assemblaggio diversi e possono influenzare la pratica di selezione della lunghezza.
- Come regola pratica nella pratica dei giunti flangiati, i bulloni “molto corti” (basso rapporto lunghezza efficace-diametro) tendono a perdere il carico di serraggio più rapidamente sotto lo stesso assestamento del giunto; confermare i propri limiti e la procedura rispetto a ASME PCC-1.
Esempio di guasto in campo (sostituzione guarnizione): Un team di manutenzione ha sostituito una guarnizione in fibra compressa da 1,5 mm con una guarnizione a spirale da 3,2 mm “stessa dimensione, stesso schema di bulloni”. I vecchi prigionieri avevano appena una sporgenza visibile dopo il serraggio; la nuova guarnizione ha lasciato diversi dadi con un ingaggio incompleto. Il giunto è stato rielaborato con la corretta lunghezza del prigioniero e rondelle temprate per stabilizzare l'attrito durante l'applicazione della coppia.
Altezza del dado e tolleranza per rondella
L'altezza del dado e lo spessore della rondella sono parti essenziali dell'altezza totale dell'assemblaggio nei calcoli della lunghezza del bullone.
Non dare per scontato che l'altezza del dado sia uguale al diametro nominale. I dadi esagonali e quelli esagonali pesanti hanno altezze diverse, e i progetti possono specificare standard particolari. Utilizza il tipo e le dimensioni del dado secondo gli standard riconosciuti per elementi di fissaggio (ad esempio, ASME B18.2.2 per i dadi in serie pollici; conferma l'equivalente metrico se stai lavorando con componenti ISO/DIN).
- L'altezza del dado determina quanti filetti sono disponibili per l'ingaggio.
- Le rondelle (quando specificate) proteggono le superfici di appoggio della flangia e possono migliorare la coerenza della coppia riducendo il grippaggio superficiale e la dispersione dell'attrito.
- Aggiungi sempre lo spessore della rondella al tuo calcolo quando le rondelle sono richieste dalla procedura di serraggio o dalle specifiche del cliente.
Suggerimento: Se noti una grande dispersione di coppia o una rotazione “appiccicosa” del dado nell'hardware in acciaio inossidabile, verifica i requisiti delle rondelle e la compatibilità della lubrificazione prima di incolpare la lunghezza del prigioniero.
Quote aggiuntive
Le quote aggiuntive tengono conto degli obiettivi di proiezione della filettatura, dei kit speciali e delle condizioni di servizio che influenzano la selezione della lunghezza del bullone.
Come minimo, è necessario un ingaggio completo della filettatura attraverso il dado. Molte specifiche per tubazioni fanno riferimento all'aspettativa che i bulloni si estendano oltre il dado (o siano più corti di non più di circa un filetto) e che il giunto mostri una proiezione controllata dopo il serraggio. Per un riferimento pratico ampiamente utilizzato nelle discussioni industriali sulle aspettative di ingaggio della filettatura secondo ASME B31.3, consulta il riepilogo su Portland Bolt (lunghezza di ingaggio del filetto).
- Pianificare una sporgenza controllata. Uno o due filetti esposti sono comunemente utilizzati come indicatore visivo del pieno ingaggio in molte specifiche di manutenzione e standard proprietari.
- Se si utilizzano kit di isolamento per flange (manicotti, rondelle, guarnizioni isolanti), aggiungere lo spessore di ogni componente al pacchetto—questi kit aggiungono spesso più dei margini “piccoli” che le persone presuppongono.
- A temperature elevate, lo scorrimento della guarnizione e il rilassamento del giunto possono ridurre il carico del bullone nel tempo; una lunghezza effettiva del bullone maggiore generalmente garantisce una migliore ritenzione del carico per la stessa quantità di assestamento del giunto. Il rilassamento nei giunti flangiati bullonati è un noto fattore di rischio di perdite, specialmente durante transitori termici (Documento ASME sul rilassamento dei giunti flangiati bullonati).
- Confermare sempre le dimensioni della flangia, la classe di pressione, la facciata, il diametro/passo del bullone e il tipo di dado prima di finalizzare la lunghezza del prigioniero.
Esempio di guasto in campo (prigioniero troppo lungo): Su una linea di acqua di mare all'aperto, prigionieri troppo lunghi hanno lasciato una filettatura esposta eccessiva. Spruzzi di sale + acqua stagnante sulla faccia del dado hanno causato corrosione per fessura e dadi bloccati. La successiva fermata ha richiesto il taglio dell'hardware. Soluzione: selezionare la lunghezza corretta del prigioniero, specificare cappucci protettivi o rivestimenti dove consentito ed evitare lunghezze di filettatura esposta non necessarie.
Comprendendo ogni fattore—spessore della flangia, spessore della guarnizione, altezza del dado, tolleranza della rondella e sporgenza controllata—è possibile selezionare una lunghezza del bullone che si monti in modo pulito e rimanga manutenibile.
Esempio di calcolo per flange ASME
Valori di esempio e calcolo passo-passo
È possibile calcolare la lunghezza corretta del bullone per l'assemblaggio della flangia seguendo un processo chiaro.
L'esempio seguente è un calcolo a geometria impilata. Nel mondo reale, l'obiettivo di “proiezione” corretto dipende dalle specifiche di serraggio e dalle aspettative del codice, quindi trattare la sporgenza come un requisito controllato, non un'ipotesi.
Dati:
- Spessore della flangia: 24 mm (per flangia)
- Spessore della guarnizione: 3 mm
- Altezza del dado: 20 mm (per dado)
- Spessore della rondella: 2 mm (per rondella, 2 rondelle)
- Sporgenza richiesta: 6 mm (esempio obiettivo; confermare in base al passo della filettatura e alle specifiche)
Calcolo passo-passo:
- Sommare lo spessore serrato (presa):
- Due flange: 24 mm × 2 = 48 mm
- Guarnizione: 3 mm
- Due rondelle: 2 mm × 2 = 4 mm
- Sottototale presa = 55 mm
- Aggiungere dadi + tolleranza di sporgenza:
- Due dadi: 20 mm × 2 = 40 mm
- Tolleranza di sporgenza: 6 mm
- Sottototale dadi + sporgenza = 46 mm
- Lunghezza totale del bullone:
- 55 mm (lunghezza di presa)
- + 46 mm (dadi + sporgenza)
- Totale = 101 mm
Dovresti arrotondare per eccesso alla lunghezza di bullone commercialmente disponibile successiva.
Se è disponibile 105 mm, seleziona quella dimensione per il tuo assemblaggio, quindi verifica la sporgenza finale dopo il serraggio.
Suggerimento: Converti “sporgenza mm” in “filetti” utilizzando il passo. Una sporgenza di 6 mm non è la stessa per M16×2,0 rispetto a M20×2,5.
Utilizzando le tabelle ASME B16.5 e le regole pratiche
Puoi utilizzare gli standard dimensionali delle flange ASME come riferimento principale per le dimensioni standard delle flange.
Per NPS 1/2 fino a 24, lo standard di riferimento applicabile è ASME B16.5. Per NPS 26 fino a 60, utilizza ASME B16.47. Le tabelle pubblicate per flangia/bullone possono accelerare la selezione, ma è comunque necessario confermare le scelte di facciatura e guarnizione (le tabelle RF vs RTJ non sempre corrispondono).
Sulle “regole pratiche” (come 5:1):
Regole come “lunghezza del prigioniero ≈ 5 × diametro” possono essere utili come controllo di coerenza per evitare bulloni estremamente corti, ma non sostituiscono il calcolo dello spessore totale e le tabelle standard. Usale per individuare errori evidenti (ad es., un prigioniero troppo corto per garantire l'allungamento elastico), quindi torna al tuo spessore totale misurato e allo standard di riferimento.
Tabella riepilogativa (solo a titolo illustrativo — le lunghezze variano in base alla classe, alla facciatura e alla serie):
| Dimensione flangia | Diametro del bullone | “Lunghezza di controllo di coerenza ”5×D” | Verifica con tabella standard |
|---|---|---|---|
| 2″ | 16 mm | ≈ 80 mm | Verificare rispetto alla tabella B16.5 per la tua classe/facciatura |
| 3″ | 20 mm | ≈ 100 mm | Verificare rispetto alla tabella B16.5 per la tua classe/facciatura |
| 4″ | 22 mm | ≈ 110 mm | Verificare rispetto alla tabella B16.5 per la tua classe/facciatura |
Dovresti sempre confrontare il valore calcolato con una tabella standard e selezionare il valore che soddisfa l'ingaggio completo e la proiezione controllata.
Se il risultato del tuo stack-up è più lungo del valore in tabella, verifica cosa è cambiato (spessore della guarnizione, rondelle, kit di isolamento, tipo di dado). Non “forzare” la lunghezza della tabella su uno stack-up non standard.
Misurazione ed Evitare Errori

Misurazione di Prigionieri e Bulloni Esagonali
Devi misurare i bulloni con precisione per garantire una connessione flangiata sicura e affidabile.
Misura la lunghezza del prigioniero nel modo definito dal tuo standard o fornitore. Molte tabelle di prigionieri definiscono la lunghezza dalla prima filettatura alla prima filettatura (escludendo gli effetti della smussatura/punta). Se utilizzi tabelle di fornitori, conferma come vengono trattate le punte; alcuni riferimenti notano che le punte dei prigionieri sono tipicamente lunghe circa 1–2 filetti completi (note del grafico di esempio).
| Strumento | Descrizione |
|---|---|
| Calibri | Misurare lo spessore della flangia, lo spessore della rondella, lo spessore della guarnizione, l'altezza del dado e il diametro del bullone. |
| Metri a nastro | Utili per controlli della lunghezza complessiva del prigioniero e controlli del diametro esterno di grandi flange. |
| Strumenti di misura per flange | Supportano misurazioni ripetibili di dimensioni interne/esterne/fori per bulloni su assemblaggi. |
Seguire questi passaggi per misurare prigionieri e bulloni esagonali:
- Confermare il tipo di elemento di fissaggio e lo standard dimensionale (la geometria della testa del bullone/del dado è definita da standard come ASME B18.2.1 e ASME B18.2.2).
- Misurare il diametro e il passo della filettatura (un passo errato è un guasto silenzioso in cantiere).
- Misurare la lunghezza totale del prigioniero utilizzando il metodo definito (primo filetto a primo filetto, ove applicabile).
- Verificare l'altezza del dado e lo spessore della rondella se utilizzata.
- Dopo il montaggio, verificare visivamente l'ingaggio/proiezione su entrambi i lati.
| Tipo di dimensione | Descrizione |
|---|---|
| Altezza della testa | Per i bulloni esagonali, confermare che la geometria della testa corrisponda allo standard di riferimento per gli elementi di fissaggio. |
| Larghezza tra le facce | Garantisce la corretta presa della chiave ed evita l'arrotondamento durante il serraggio. |
| Diametro del corpo | Verifica il passaggio attraverso i fori dei bulloni e la compatibilità con i dadi. |
| Lunghezza del bullone/prigioniero | Misura utilizzando il metodo di lunghezza definito per il tipo di elemento di fissaggio. |
| Lunghezza della filettatura / Passo | Controlla l'ingaggio e previene combinazioni errate di dado/prigioniero. |
| Verifica finale dell'ingaggio | Dopo il serraggio, confermare l'ingaggio completo del dado e la sporgenza controllata. |
Esempio di grippaggio in acciaio inossidabile (problema di montaggio che sembra “lunghezza errata”): Nelle giunzioni filettate in acciaio inossidabile, i dadi possono gripparsi durante il serraggio a causa del grippaggio. L'installatore si ferma prematuramente, lasciando un basso precarico e perdite—poi incolpa la lunghezza del prigioniero. Se l'applicazione lo consente, utilizzare una lubrificazione corretta e un abbinamento compatibile di dado/bullone; la mitigazione del grippaggio negli elementi di fissaggio in acciaio inossidabile è discussa in riferimenti tecnici come il Manuale di progettazione degli elementi di fissaggio NASA (ad esempio, dadi placcati utilizzati come concetti di barriera lubrificante/contro la corrosione). Nei lavori di tubazione, verificare sempre quali lubrificanti sono consentiti e chimicamente compatibili con le condizioni di processo.
Errori comuni nella selezione della lunghezza dei bulloni
È possibile evitare errori utilizzando una lista di controllo ripetibile collegata agli standard di riferimento e alla procedura di giunzione.
Molti errori si verificano quando gli installatori presuppongono una “guarnizione standard”, ignorano le rondelle/kit di isolamento o non verificano la lunghezza di ingaggio del filetto dopo il serraggio. Se il codice/specifica di tubazione fa riferimento alle aspettative di ingaggio B31.3, l'interpretazione pratica (estendersi attraverso il dado o essere più corto di non più di circa un filetto) è riassunta nella guida all'ingaggio del filetto su Portland Bolt.
Errori comuni includono:
- Utilizzare la lunghezza errata del bullone per lo spessore reale della flangia (misurato rispetto a nominale).
- Ignorare lo spessore della rondella o l'accumulo del kit di isolamento.
- Presupporre l'altezza del dado senza confermare lo standard/tipo di dado.
- Trascurare i controlli della proiezione controllata e dell'ingaggio post-serraggio.
- Non verificare il passo della filettatura e la compatibilità del dado (specialmente in ambienti misti metrici/pollici).
È possibile ridurre gli errori garantendo una formazione adeguata per tutto il personale.
I livelli di formazione vanno dall'on-boarding alla formazione specialistica e per ispettori per giunti critici. Molte organizzazioni basano i framework di formazione per il serraggio sulle pratiche e la terminologia PCC-1.
| Livello di Formazione | Descrizione |
|---|---|
| Formazione di On-Boarding | Minimo per il personale che lavora su applicazioni di giunti flangiati bullonati. |
| Apprendista del Serraggio | Consigliato per il personale di montaggio che lavora sotto supervisione. |
| Specialista del Serraggio | Per il personale che gestisce giunti critici e procedure in ambienti impegnativi. |
| Formazione per ispettori | Per coloro che verificano l'ingaggio, i registri di serraggio e l'accettazione dei giunti. |
Suggerimento: Dopo il serraggio finale, eseguire un rapido controllo “estremità dado” attorno alla flangia: verificare l'uniformità del gioco della flangia (se applicabile) e confermare che l'ingaggio/proiezione sia uniforme su tutti i prigionieri.
Si garantisce accuratezza e conformità seguendo questi passaggi chiave per il calcolo della lunghezza del bullone:
| Passaggio | Descrizione |
|---|---|
| 1 | Misurare lo spessore della flangia, della guarnizione, del dado e della rondella/kit dagli elementi effettivi. |
| 2 | Aggiungere tolleranze per la proiezione controllata (filettature) e per eventuali hardware speciali. |
| 3 | Confrontare con lo standard di flangia applicabile (B16.5 o B16.47) e con tabelle affidabili. |
| 4 | Dopo il serraggio, confermare il pieno ingaggio del filetto e la proiezione accettabile in base al proprio codice/specifica (vedere guida all'ingaggio del filetto). |
Migliorate la sicurezza e le prestazioni utilizzando una checklist e allineando la vostra pratica di assemblaggio a linee guida riconosciute.
- La lunghezza corretta del bullone supporta una tenuta efficace e riduce la possibilità di una compressione irregolare della guarnizione.
- L'installazione corretta aiuta a prevenire perdite e rotazione/deformazione della flangia.
Il precarico accurato del bullone mantiene affidabile nel tempo l'assemblaggio della flangia. Trattate la lunghezza del bullone come parte del sistema di controllo del precarico: se l'elemento di fissaggio non può ingaggiare e allungarsi completamente come previsto, nessuna procedura di coppia di serraggio salverà il giunto.
FAQ
Come si sceglie la lunghezza corretta del bullone per flange ASME?
Sommata l'altezza reale dello stack e poi verificate l'ingaggio dopo il serraggio. Una sequenza pratica è:
- Misurate: due spessori di flangia + guarnizione + rondelle/componenti isolanti.
- Aggiungere: due altezze del dado (confermare il tipo di dado) + un obiettivo di proiezione controllata.
- Verifica incrociata: confrontare con una tabella affidabile derivata dallo standard corretto per flange ASME (B16.5 vs B16.47).
Quali strumenti aiutano a misurare le dimensioni di flange e bulloni?
Si utilizzano calibri, metri a nastro e calibri per filettature per misurazioni accurate. Per la ripetibilità in cantiere:
- Calibri/micrometri: spessore della flangia, della rondella e della guarnizione; diametro del prigioniero.
- Metro a nastro/righello: verifica della lunghezza complessiva del prigioniero.
- Calibro per filettature/passo: confermare la dimensione e il passo della filettatura prima del montaggio.
Perché la sporgenza del bullone è importante nell'assemblaggio dei flangiati?
È necessaria una sporgenza controllata per confermare il pieno ingaggio e la manutenibilità. Una sporgenza insufficiente può indicare un ingaggio incompleto; una sporgenza eccessiva aumenta l'esposizione alla corrosione e può interferire con l'accesso. Molte specifiche per tubazioni richiedono il pieno ingaggio attraverso il dado (spesso “estendersi attraverso il dado” o entro circa un filetto), che è comunemente riassunto nelle linee guida del settore come riferimenti per l'ingaggio del filetto.
- Consente l'ispezione visiva dell'ingaggio dopo il serraggio.
- Riduce la possibilità di avvitare un dado sulla zona di fine filettatura vicino all'estremità del prigioniero.
- Migliora lo smontaggio futuro rispetto alle condizioni “a filo/senza filettatura”.
Si possono utilizzare rondelle con ogni connessione flangiata?
È possibile utilizzare rondelle se richiesto dall'applicazione, dalle specifiche del cliente o dalla procedura di serraggio. In molti casi, le rondelle aiutano a proteggere le superfici di appoggio della flangia e stabilizzano l'attrito durante il serraggio—ma devono essere incluse nel calcolo dello spessore totale del bullone.
- Le rondelle proteggono le superfici della flangia e distribuiscono il carico.
- Le rondelle aggiungono spessore e aumentano la lunghezza richiesta del prigioniero.
- Utilizzare rondelle temprate dove specificato per un comportamento di serraggio uniforme.
Cosa succede se si utilizza una lunghezza del bullone errata?
Si rischiano perdite, instabilità del giunto e connessioni non sicure. I risultati tipici sono:
- Troppo corto: ingaggio incompleto del dado, margine di precarico ridotto, rischio di perdita maggiore sotto pressione/cicli termici.
- Troppo lungo: problemi di accesso, filettature esposte non necessarie (corrosione/grippaggio) e ritardi nell'installazione.
- Azione correttiva: sostituire gli elementi di fissaggio e riassemblare utilizzando uno spessore misurato più un controllo incrociato con standard/tabella.
