








La distinzione tra flange Classe 150 e Classe 300 è un limite di specifica che influisce su limiti pressione–temperatura, compatibilità del modello di bullonatura, sollecitazione della guarnizione e requisiti di assemblaggio del giunto. Nel lavoro sul campo, una selezione errata della classe raramente fallisce come “rottura istantanea”; si manifesta come perdita cronica, rotazione della flangia, espulsione della guarnizione o rilassamento dei bulloni dopo cicli termici—per poi aggravarsi quando si verificano transitori (colpo d'ariete, arresti della pompa, riscaldamento in blocco).
Questa guida analizza le differenze tecniche nella gestione della pressione, nelle dimensioni fisiche e nei modelli di bullonatura di riferimento secondo ASME B16.5 (Flange per tubazioni e raccordi flangiati), quindi li trasforma in procedure di selezione e controlli di ispezione che puoi applicare sui disegni e in campo.
Se stai approvvigionando flange in acciaio inossidabile, verifica la tracciabilità del materiale/calore sul certificato di prova (ad esempio, ASTM A182 F316/F316L per flange in acciaio inossidabile fucinate). Alcuni produttori (incluso Sunhy) offrono fusioni con doppia certificazione 316/316L; il valore ingegneristico è la tracciabilità più i vantaggi di resistenza alla sensibilizzazione da saldatura del grado a basso tenore di carbonio—a condizione che la documentazione e la PMI lo confermino.
Classe 150 vs Classe 300: Il Nucleo Tecnico
Classificazioni Pressione-Temperatura
La designazione “Classe” (150, 300, ecc.) è un indicatore di classificazione pressione–temperatura (adimensionale). Un errore comune è trattarla come un limite diretto in psi. In realtà, la pressione di lavoro ammissibile dipende dalla temperatura e gruppo di materiali. All'aumentare della temperatura, la pressione ammissibile diminuisce perché la resistenza del materiale e la ritenzione della sollecitazione della guarnizione si degradano.
Di seguito è riportato un confronto pratico di riferimento per materiali in acciaio al carbonio di tipo Gruppo 1.1 comunemente riferiti a ASME B16.5 tabelle (verificare sempre rispetto alla specifica/edizione del progetto di controllo):
| Classe della flangia | Pressione massima di esercizio @ -20 a 100°F (valore tipico della tabella) | Pressione massima di esercizio @ 600°F (valore tipico della tabella) |
|---|---|---|
| Classe 150 | ~275 psi | ~140 psi |
| Classe 300 | ~720 psi | ~440 psi |
Nota tecnica: le tabelle pubblicate spesso mostrano piccole differenze per edizione, convenzione di arrotondamento o raggruppamento del materiale. Utilizzare la temperatura/pressione di progetto dalla vostra lista delle linee e confermare la classe di pressione nelle tabelle ASME B16.5 acquistate. Non ignorare le condizioni transitorie.
Esempio sul campo (errore di selezione → evento di perdita): Un impianto ha specificato Classe 150 su una linea a 250 psig perché “le flange 150 vanno bene fino a ~275 psi a temperatura ambiente”. Il servizio era in realtà vapore a 400°F con frequenti avviamenti/arresti. Dopo alcuni cicli termici, si sono sviluppate perdite in diversi giunti. La causa principale è stata la riduzione della pressione ammissibile con la temperatura più il rilassamento dei bulloni sotto cicli termici. L'azione correttiva è stata l'aggiornamento alla classe appropriata in base alla temperatura di progetto, quindi il montaggio secondo una procedura controllata di serraggio dei bulloni.
Utilizzare questa sequenza rapida di selezione prima di bloccare la classe sul disegno:
- Passo 1: Confermare pressione di progetto e temperatura di progetto (non di normale esercizio).
- Passo 2: Confermare il grado e il gruppo del materiale (CS vs 316/316L cambia le classificazioni in temperatura).
- Passo 3: Verificare la classificazione della flangia a quella temperatura in ASME B16.5.
- Passo 4: Verificare che il tipo di guarnizione e il materiale dei bulloni possano mantenere la tensione di serraggio in temperatura.
- Passo 5: Verificare che i componenti accoppiati (valvole, strumenti, bocche di attrezzature) siano della stessa classe e standard.
Scenari di applicazione
La scelta tra queste due classi determina ciò che il giunto può tollerare in servizio reale—specialmente cicli termici, vibrazioni e picchi di pressione. Considerare la classe come parte del intero confine di pressione, non come un'etichetta di componente isolata.
| Classe della flangia | Settore industriale | Servizio tipico (realtà ingegneristica) |
|---|---|---|
| Classe 150 | Industria leggera e servizi pubblici | Acqua e servizi a bassa temperatura, acqua refrigerata per HVAC, protezione antincendio, aria compressa, vapore a bassa pressione dove temperatura e transitori sono controllati. |
| Classe 300 | Processo e industria pesante | Vapore ad alta pressione, olio caldo, linee idrauliche/di processo con picchi di pressione, servizi di raffineria/petrolchimici dove devono essere gestiti shock termici e rischio di espulsione della guarnizione. |
Scegliere il tipo di flangia corretto è essenziale. La Classe 150 spesso soddisfa i requisiti di servizio in modo efficiente, mentre la Classe 300 aggiunge un margine quando il servizio include temperature elevate, cicli termici o conseguenze più gravi di perdite.
Vantaggio di Sunhy in 316/316L
Sunhy produce flange in acciaio inox in opzioni 316/316L. Dal punto di vista ingegneristico, la chiave non è il marchio—è il controllo documentato dei materiali: tracciabilità MTR (numero di fusione), conformità chimica/meccanica e verifica PMI. I gradi a basso tenore di carbonio “L” riducono il rischio di sensibilizzazione nei sistemi saldati, ma l'acciaio inox ha comunque limiti di servizio (ad esempio, ambienti con cloruri e temperature possono causare corrosione sotto sforzo). Specificare il materiale in base alla chimica del fluido, alla temperatura e ai requisiti di pulizia, non solo alla classe.
Approfondimento tecnico: le differenze “hardcore”
Per comprendere veramente la differenza tra Classe 150 e Classe 300, guardare oltre l'etichetta di classificazione ed esaminare la geometria che controlla la rigidità del giunto: spessore della flangia, cerchio dei bulloni, dimensione dei fori dei bulloni e zona di reazione della guarnizione. Molte “perdite misteriose” non sono difetti della guarnizione—sono problemi di rigidità e montaggio.
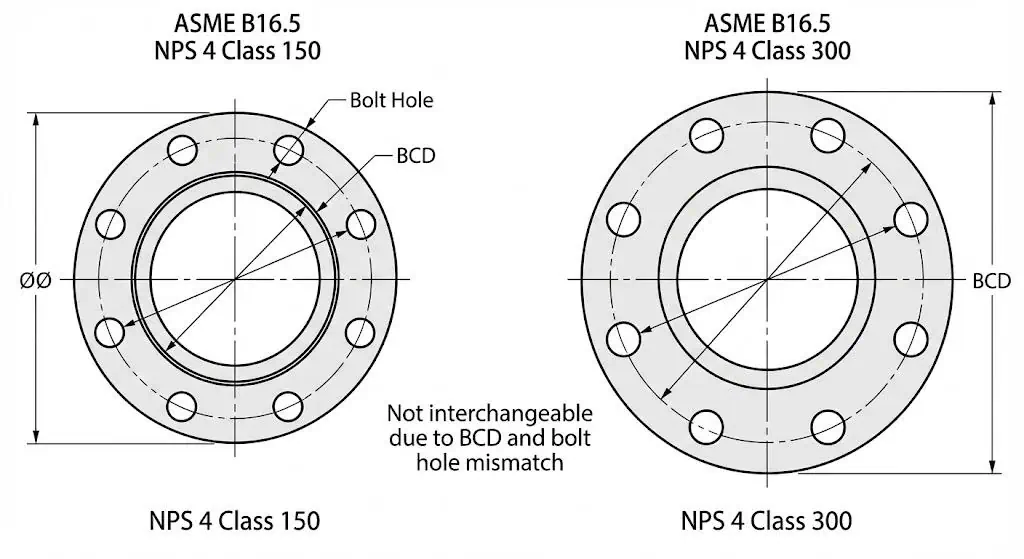
Studio di caso visivo: flangia a collo saldato da 4 pollici
Prendiamo come esempio reale una flangia a collo saldato (WN) da 4 pollici (NPS 4). Il foro della tubazione è determinato dallo spessore del tubo, ma la geometria esterna della flangia cambia sostanzialmente con la classe. Ciò influisce sulla distanza per gli attrezzi, la dimensione del prigioniero, l'intervallo di coppia di serraggio e la capacità di mantenere la planarità della faccia.
Il disegno tecnico sopra evidenzia due dimensioni che tipicamente cambiano con la classe:
- Spessore della flangia: Le flange di classe superiore hanno un modulo di sezione maggiore per resistere alla rotazione sotto il carico del bullone e la pressione interna.
- Cerchio dei fori (BCD): Le disposizioni di classe superiore solitamente spostano i bulloni verso l'esterno e aumentano la dimensione dei fori per accogliere prigionieri più grandi e carichi di assemblaggio più elevati.
Esempio sul campo (vincolo di installazione → rilavorazione): Su un telaio di retrofit, un giunto Classe 300 era specificato correttamente per pressione/temperatura, ma il progettista ha trascurato spazio di manovra dell'attrezzo intorno al cerchio dei bulloni. In campo, gli attrezzi per la coppia non potevano raggiungere diversi prigionieri a causa di supporti vicini. Il giunto è stato montato in modo irregolare, quindi ha perso durante la messa in servizio a caldo. La soluzione è stata meccanica: rivedere i supporti per l'accesso e rimontare con passaggi controllati.
I Dati: 4″ Classe 150 vs 300 Specifiche
Di seguito è riportato un riepilogo dimensionale pratico per una flangia WN da 4 pollici utilizzando le tabelle dimensionali comunemente riferite ASME B16.5. Verificare sempre le dimensioni rispetto al tipo di flangia (WN vs SO) e alla tabella specifica utilizzata per la fabbricazione/ispezione.
| Dimensione (4″ NPS, WN) | Classe 150 | Classe 300 | La Differenza Pratica (Cosa Influisce) |
|---|---|---|---|
| Spessore della flangia (tipico dalla tabella “T”) | ~0,88″ (22,4 mm) | ~1,25″ (31,8 mm) | Una maggiore rigidità aiuta a mantenere stabile la compressione della guarnizione sotto cicli di carico. |
| Quantità bulloni | 8 fori | 8 fori | Stesso numero per NPS 4—non dare per scontata la compatibilità. |
| Diametro foro bullone | ~0,75″ | ~0,88″ | La dimensione del foro determina la scelta del prigioniero e l'adattamento rondella/dado. |
| Diametro della Circonferenza dei Bulloni (DCB) | ~7,50″ (190,5 mm) | ~7,88″ (200,0 mm) | Diverso BCD significa che le flange non si accoppieranno. |
Nota tecnica critica: Non lasciarsi ingannare dal numero di bulloni. A NPS 4, entrambe le classi utilizzano comunemente 8 fori. Tuttavia, il BCD e il diametro del foro differiscono, quindi non è possibile non possono bullonare una flangia Classe 150 a una flangia Classe 300 senza violare il modello standard. Forzare l'accoppiamento danneggia i prigionieri, deforma le facce e rende più probabile la perdita della guarnizione.
Esempio sul campo (accoppiamento errato → perdita cronica): Una squadra di manutenzione ha tentato di collegare un tronchetto Classe 300 a un ugello Classe 150 “ovalizzando” i fori in loco. Il giunto è stato assemblato, ha superato un controllo di tenuta a freddo, per poi iniziare a gocciolare dopo una corsa a caldo. La causa principale era la deformazione della faccia e la seduta non uniforme della guarnizione. Azione correttiva: sostituire con l'adattatore di classe/ugello corretto e ripristinare il modello standard dei bulloni.
Quando cambia la quantità di bulloni (ad esempio, 6 pollici)
Per dimensioni maggiori, le differenze di classe spesso cambiano quantità di bulloni oltre alle dimensioni del bullone. Non è una questione estetica; è il modo in cui il giunto mantiene una sollecitazione uniforme della guarnizione sotto carichi elevati.
Ad esempio, su una flangia da 6 pollici si vedono comunemente:
- Classe 150: 8 fori.
- Classe 300: 12 fori.
Questa maggiore densità di bulloni aiuta a mantenere l'uniformità della compressione della guarnizione—particolarmente importante per servizi a caldo dove lo scorrimento/rilassamento della guarnizione e la rotazione della flangia sono più severi.
Dettaglio di Progettazione Critico: Tipi di Faccia della Flangia
La differenza tra Classe 150 vs Classe 300 non riguarda solo lo spessore e la foratura. La facciatura della flangia e il sistema di guarnizione devono essere allineati con la sollecitazione di assestamento richiesta e il rischio di perdite. Il tipo di facciatura è dove il “progetto su carta” diventa “prestazione in campo”.”
Facciatura rialzata (RF) vs. Giunto ad anello (RTJ)
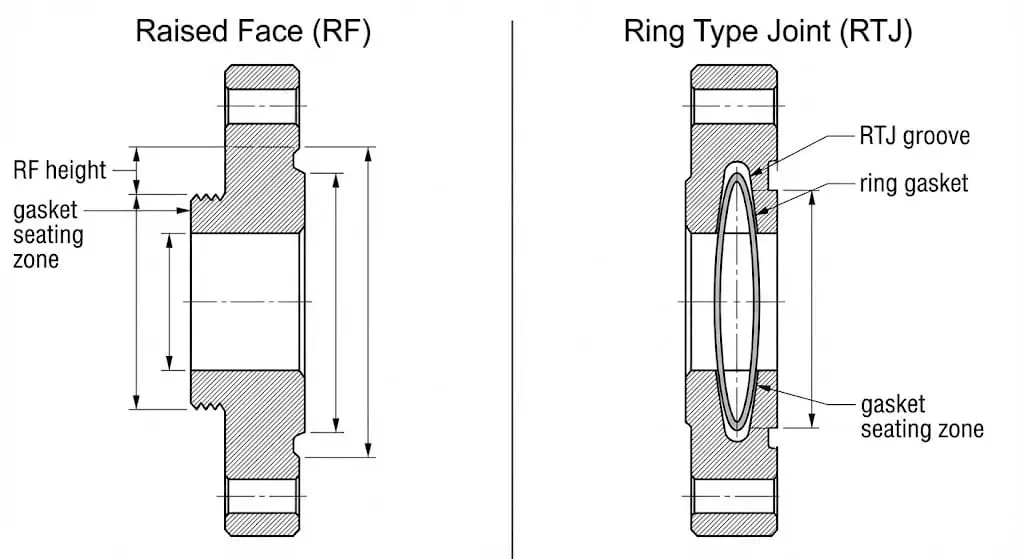
Entrambe le classi sono comunemente specificate con una Raised Face (RF). Un dettaglio chiave che molti ingegneri trascurano: l'altezza tipica della facciatura rialzata è 1/16″ per Classe 150 e Classe 300 (le classi superiori spesso differiscono). RF è una decisione sul sistema di guarnizione più che una caratteristica di “resistenza”.
- Classe 150 (RF): Ampiamente utilizzata con guarnizioni morbide (CNA, PTFE) in servizi di utilità. Le prestazioni di tenuta dipendono fortemente dalla qualità del serraggio dei bulloni e dalle condizioni della facciatura.
- Classe 300 (RF & RTJ): RF è comune, ma i servizi a rischio più elevato (idrocarburi caldi, cicli più frequenti, conseguenze maggiori) possono spingere i progettisti a specificare RTJ per le prestazioni di tenuta metallo-metallo—quando l'attrezzatura di accoppiamento e i controlli di montaggio lo supportano.
Approfondimento tecnico: RTJ viene tipicamente selezionato quando è necessario uno stress di assestamento più elevato e una migliore resistenza allo scoppio rispetto a quanto possano offrire in modo affidabile i sistemi RF con guarnizioni morbide. Il successo di RTJ dipende dalle condizioni della scanalatura, dalla compatibilità del materiale dell'anello e dal serraggio controllato dei bulloni—non solo dalla scelta della Classe 300.
Guarnizione e bullonatura: le variabili nascoste
Selezionare la classe corretta è solo metà del lavoro. La maggior parte degli eventi di perdita che ho investigato risale a scelta della guarnizione, condizione/lubrificazione dei bulloni e metodo di serraggio. Le linee guida del settore come ASME PCC-1 esiste per un motivo: il serraggio non controllato dei bulloni crea tensioni non uniformi sulla guarnizione e un rilassamento precoce.
| Componente | Sistema Classe 150 (Tipico) | Sistema Classe 300 (Tipico) |
|---|---|---|
| Guarnizione Tipica | CNA o PTFE per servizi puliti; SWG può essere utilizzato se le facce/il serraggio lo supportano | Guarnizione a Spirale (SWG) con anello di centraggio; anello interno dove richiesto dalle condizioni del foro/faccia |
| Materiale del Bullone | ASTM A193 B7 (comune per sistemi in CS) | ASTM A193 B7 o gradi a temperatura più elevata dove richiesto; verificare il grado del dado e i limiti di temperatura |
| Controllo dell'Assemblaggio | Moderato: necessita ancora di passaggi a stella | Elevato: controllo della coppia calibrato, passaggi multipli, consistenza del lubrificante e politica di ri-serraggio quando applicabile |
Perché la selezione della guarnizione è importante
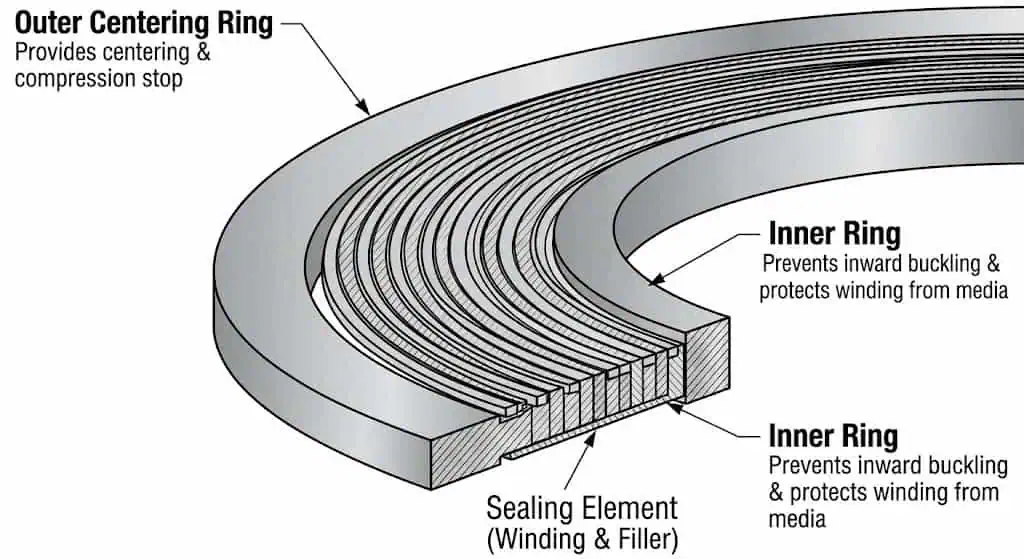
In un sistema Class 300, la pressione e il movimento termico sollecitano maggiormente la guarnizione. Una modalità di guasto comune è il “soffiamento” o l'estrusione della guarnizione quando il sistema non riesce a mantenere la tensione di assestamento. Le guarnizioni a spirale aiutano perché l'avvolgimento si comporta come una molla, ma solo se il giunto è montato correttamente e lo stile della guarnizione (con anelli esterni/interni dove necessario) corrisponde al foro della flangia e al servizio.
Esempio sul campo (guarnizione errata + serraggio → soffiamento): Una linea di olio caldo Class 300 utilizzava una guarnizione morbida destinata a servizi di utilità a bassa sollecitazione. Il giunto sigillava a freddo, poi perdeva dopo il riscaldamento e le vibrazioni. La causa principale era la deformazione/rilassamento più l'insufficiente ritenzione della tensione di assestamento. Soluzione: specificare un sistema di guarnizione adatto al servizio e rimontare utilizzando passaggi di serraggio controllati con verifica delle condizioni del prigioniero e lubrificazione.
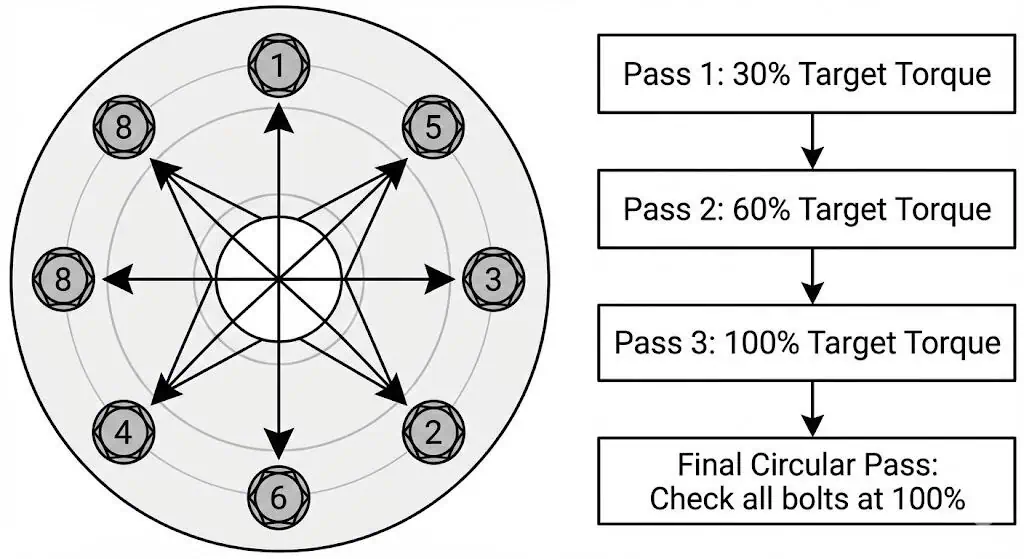
Lista di controllo minima pratica per il serraggio (funziona per entrambe le classi, diventa disciplina obbligatoria per la Class 300):
- Pulire e ispezionare le facce della flangia; scartare ammaccature profonde/graffi nella fascia di tenuta.
- Verificare il tipo, le dimensioni e l'orientamento della guarnizione; assicurarsi che l'anello di centraggio sia posizionato correttamente.
- Confermare che i prigionieri/dadi siano del grado corretto, con filettature integre e lubrificazione uniforme.
- Serrare seguendo uno schema a stella/croce con passi graduali (ad esempio, 30% → 60% → 100%), quindi eseguire un passaggio circolare finale per controllare la rotazione dei dadi.
- Documentare la coppia finale e l'identificazione del giunto per servizi critici.
Verifica: Standard per Prove Idrostatiche
La terminologia delle prove idrostatiche è spesso fraintesa. ASME B16.5 non richiede che i singoli flangiati vengano sottoposti a prova di pressione come prodotti autonomi; i requisiti di prova di pressione si applicano ai raccordi flangiati e al sistema assemblato secondo il codice di tubazioni vigente e la procedura del progetto. Considerare la classe del flangiato come un quadro di classificazione—non un sostituto di un piano di prova conforme al codice.
Punti pratici di ingegneria per la messa in servizio:
- Distinguere: test del prodotto/raccordo rispetto a prova idraulica del sistema secondo ASME B31.x o standard di progetto.
- Non “dimostrare” mai una classe sovrappressionando oltre la procedura di prova; una sovrapprova può snervare permanentemente la flangia o sovraccaricare gli elementi di fissaggio.
- I controlli di tenuta dopo il riscaldamento sono critici per servizi caldi perché la sollecitazione della guarnizione cambia con la temperatura e il rilassamento.
Esempio sul campo (sovrapprova → deformazione permanente): Una linea di servizio costruita con flange Classe 150 è stata sottoposta a prova idraulica utilizzando una pressione destinata a un sistema di classe superiore. Le flange non sono esplose, ma diverse giunzioni hanno sviluppato perdite persistenti in seguito. L'analisi post-mortem ha mostrato rotazione della faccia/allungamento dei bulloni oltre il campo elastico. Il costo non è stato “guasto catastrofico”—sono stati ripetuti fermi e rielaborazioni.
Quando utilizzare flange Classe 150
Ottimizzate per servizi a bassa pressione
Flange Classe 150 sono ampiamente utilizzate dove il servizio è di tipo utilitario e la temperatura/le transizioni sono controllate. Sono più leggere, più facili da maneggiare e generalmente riducono il costo di installazione—quando rientrano effettivamente nell'intervallo di progettazione.
Applicazioni più adatte:
- Distribuzione dell'acqua: Condotte idriche municipali e trattamento delle acque reflue.
- HVAC: Circuiti di acqua refrigerata e riscaldamento a bassa pressione.
- Alimentare e Bevande: Servizi a pressione moderata dove l'igiene/la compatibilità dei materiali è più importante del margine di classe.
- Antincendio: Linee di alimentazione standard per sprinkler (secondo i requisiti del progetto e delle autorità).
Consiglio per l'approvvigionamento/QA: Per lavori di utilità Classe 150, la maggior parte delle “perdite” deriva ancora da danni alla faccia, dimensioni errate della guarnizione e serraggio irregolare dei bulloni. Aggiungi un semplice controllo in ingresso: marchio di classe, numero di calore MTR, condizione della faccia, corrispondenza del foro e verifica dell'adattamento della guarnizione.
Impiego industriale
La Classe 150 è spesso utilizzata negli impianti chimici e farmaceutici non perché la pressione sia bassa, ma perché la compatibilità dei materiali in acciaio inossidabile, la condizione della superficie e il controllo della documentazione guidano la specifica. In questi casi, la disciplina di selezione si sposta da “margine di pressione” a “materiali + pulizia + tracciabilità + assemblaggio ripetibile.”
Quando passare alla Classe 300
Gestione di alta pressione e shock termico
Passare alla Classe 300 è necessario quando l'inviluppo di progetto include pressione e/o temperatura più elevate, o quando il servizio include cicli e conseguenze di perdita maggiori. Questa classe aumenta la rigidità e richiede tipicamente controlli di assemblaggio più disciplinati.
Perché aggiornare? Un controllo “solo di pressione” a temperatura ambiente può essere fuorviante. Se il servizio include temperature elevate, la pressione di lavoro ammissibile può diminuire drasticamente. La tua decisione dovrebbe basarsi su temperatura di progetto e valutazione del materiale a quella temperatura, non sui valori ambientali.
Esempi di Servizio Critico
- Linee Vapore Principali: distribuzione di vapore caldo con cicli e vibrazioni.
- Sistemi Idraulici: sistemi oleodinamici ad alta pressione con picchi dinamici.
- Raffinazione/Processo: servizi idrocarburici dove le conseguenze di perdite sono elevate.
Secondo il Tabelle di pressione Classe 300, La Classe 300 offre un margine aggiuntivo, ma solo quando il resto del sistema (valvole, guarnizioni, prigionieri e metodo di assemblaggio) è controllato secondo la stessa disciplina di classificazione.
Coerenza del sistema: valvole e guarnizioni
Corrispondenza con l“”anello più debole"
Un sistema di tubazioni è resistente quanto il suo componente con la classificazione più bassa. Anche se una flangia Classe 300 è selezionata correttamente, abbinarla a un'estremità di valvola con classificazione inferiore, a uno standard non corrispondente (foratura ASME vs EN) o a un sistema di guarnizioni incompatibile crea un rischio di affidabilità.
Esempio sul campo (disallineamento degli standard): Un sito ha ricevuto una valvola forata secondo uno schema EN mentre il tratto di tubazione era ASME B16.5. Sulla carta entrambi erano “di dimensioni simili”, ma il cerchio dei bulloni non corrispondeva. L'unica correzione sicura è stata sostituire le estremità della valvola o utilizzare l'adattatore standard corretto—mai modificare il confine di pressione allargando i fori.
Regola pratica: Le flange, le valvole e le guarnizioni devono condividere la stessa classe di pressione e uno standard di foratura compatibile al giunto. Non mescolare classi o standard in un singolo giunto flangiato.
Riepilogo: fare la scelta giusta
Scegliere tra Classe 150 e Classe 300 si riduce ad abbinare la tua pressione di progetto + temperatura di progetto + gruppo di materiale alle tabelle di classificazione, quindi confermare che il modello dei bulloni, la facciatura, la guarnizione e i controlli di assemblaggio siano allineati.
| Caratteristica | Classe 150 | Classe 300 |
|---|---|---|
| Classificazione tipica in ambiente (tabelle per CS) | ~275 psi | ~720 psi |
| Geometria | Spessore più leggero e modello di foratura più piccolo | Sezione più pesante, modello di foratura più grande, rigidità superiore |
| Sensibilità del giunto | Può ancora perdere se le facce/il serraggio dei bulloni sono scarsi | Più tollerante in rigidità, ma richiede un controllo migliore della guarnizione/del serraggio dei bulloni |
| Uso migliore | Servizi di utilità e servizi a carico controllato | Servizi a pressione/temperatura più elevata, ciclici, con conseguenze più gravi |
Se si acquistano flange per entrambe le classi, richiedere la tracciabilità MTR, confermare le marcatura (classe, materiale, lotto di fusione), verificare il modello di foratura e controllare la qualità del serraggio dei bulloni. Nella pratica, una buona disciplina di montaggio previene più perdite che “acquistare una classe superiore”.
FAQ
Posso collegare una flangia Classe 150 a una flangia Classe 300 con bulloni?
No. Anche quando il numero di bulloni appare simile (ad es., NPS 4), il diametro del cerchio dei bulloni e la dimensione dei fori differiscono, quindi i modelli non si allineeranno. Modificare i fori o forzare l'accoppiamento viola la foratura standard e aumenta il rischio di perdite a causa della distorsione della faccia e dello stress irregolare della guarnizione.
La Classe 300 è sempre migliore della Classe 150?
No. La Classe 300 aggiunge rigidità e capacità di portata più elevata, ma costa di più, pesa di più e spesso richiede un controllo di montaggio superiore (dimensione del prigioniero, intervallo di coppia, accessibilità). Se il vostro progetto è veramente a bassa pressione/bassa temperatura e controllato, la Classe 150 è la scelta ingegneristica corretta.
Come posso distinguerli visivamente?
Controllare la stampigliatura sul bordo della flangia (ad es., “150” o “300”), quindi confermare il modello di foratura. Visivamente, le flange Classe 300 sono tipicamente più spesse e hanno un cerchio dei bulloni/fori più grande per lo stesso NPS. Per lavori critici, non affidarsi all“”aspetto”—verificare il BCD e il diametro del foro rispetto a una tabella prima dell'accoppiamento.
“Classe 150” significa che la flangia è limitata a 150 psi?
No. “Classe” è una designazione di classificazione pressione–temperatura. A temperatura ambiente, molte tabelle per acciaio al carbonio mostrano una pressione ammissibile per la Classe 150 ben superiore a 150 psi, ma a temperatura più elevata la pressione ammissibile diminuisce. Progettare sempre in base alla classificazione dipendente dalla temperatura e al codice del progetto.
Quale guarnizione viene tipicamente utilizzata per i giunti a faccia rialzata Classe 300?
Le guarnizioni a spirale sono comuni per giunti RF Classe 300 in servizi caldi/ciclici perché possono mantenere meglio lo stress di tenuta sotto rilassamento—a condizione che il giunto sia assemblato con passaggi controllati e che lo stile della guarnizione (anelli) corrisponda alle condizioni di foro/superficie della flangia. La scelta della guarnizione deve essere compatibile con la chimica del fluido e la temperatura.



